Область применения
Изобретение относится к способам формирования внешней резьбы на конце стеклопластиковой трубы.
Изобретение может быть использовано в процессе производства стеклопластиковых труб, которые содержат резьбовое соединение.
Известный уровень техники
Соединения стеклопластиковых труб имеет большое значение, так как оно не должно быть слабым местом и должно обеспечивать одинаковый срок эксплуатации со стеклопластиковой трубой.
Известны различные типы соединений труб, например, известно резьбовые соединения для скважин (см. патенты №№ US 5106130, US 3101207), в которых способ формирования внешней резьбы на конце стеклопластиковой трубы заключается в том, что в упомянутый конец трубы вставляют наконечник, после чего на него садят матрицу-гайку, в полости которой расположен пресс-материал для формирования упомянутой резьбы.
Конструктивная особенность упомянутого способа заключается в том, что после посадки матрицы-гайки, в полости которой расположен пресс-материал, на конец трубы осуществляют вращение трубы с матрицей-гайкой со скоростью около 200 оборотов в минуту в течение 15 секунд для устранения газов (воздуха) из пресс-материала, наличие которого ухудшает эксплуатационные свойства внешней резьбы.
Недостатками известного технического решения являются:
- сложность конструкции и большие затраты, связанные с вращением трубы (особенно длинномерных) с матрицой-гайкой, загруженной пресс-материалом;
- наличие дополнительных средств безопасности на случай вылета раскрученной трубы;
- низкая степень извлечения газов из пресс-материала и его уплотнение.
Суть изобретения
Задачей изобретения является увеличение степени извлечения газов из пресс-материала для формирования внешней резьбы и, как следствие, снижение его пористости и повышение прочности.
Другие задачи и преимущества настоящего изобретения будут выявлены ниже по мере изложения настоящего описания и фигур.
Так, известный способ формирования внешней резьбы на конце стеклопластиковой трубы, заключающийся в том, что в упомянутый конец трубы вставляют наконечник, после чего на него садят матрицу-гайку, в полости которой расположен пресс-материал для формирования упомянутой резьбы, согласно заявляемому изобретению, перед посадкой матрицы-гайки, в полости которой расположен пресс-материал, на конец трубы осуществляют ее вакуумирование, для чего из упомянутой полости откачивают газы для создания в ней разрежения и после чего осуществляют вращение вакуумированной матрицы-гайки.
Создание разрежения в полости матрицы-гайки с одновременным воздействием центробежных сил увеличивает степень извлечения газов из пресс-материала и, как следствие, приводит к снижению его пористости и повышению его прочности, что и приводит к увеличению технических и эксплуатационных свойств резьбового соединения стеклопластиковой трубы.
Также, согласно предложенному изобретению, устройство вакуумирования матрицы-гайки при формировании внешней резьбы на конце стеклопластиковой трубы, включающее: переднюю и заднюю бабки, установленные с возможностью герметичного обжима матрицы-гайки с двух сторон, по меньшей мере, одна из бабок содержит патрубок отвода газов из полости матрицы-гайки, при этом вакуумированная матрица-гайка выполнена с возможностью вращения через привод передней бабки.
Использование устройства вакуумирования матрицы-гайки позволит упростить и обезопасить процесс извлечения газов из пресс-материала, а также позволит существенно увеличить степень воздействия центробежных сил на пресс-материал, расположенный в теле матрицы-гайки, так как, согласно известному уровню техники, вращение трубы осуществляется со скоростью около 200 оборотов в минуту, то при использовании предложенного изобретения скорость вращения матрицы-гайки может, в зависимости от свойств пресс-материала, легко варьироваться в широком диапазоне до 3000 оборотов в минуту, что позволяет лучше проформовать контуры резьбы, что также является преимуществом предложенного изобретения.
Также предложенное устройство компактно и просто в эксплуатации и не требует дополнительных знаний и существенной переквалификации обслуживающего персонала.
Фигуры
При рассмотрении вариантов осуществления настоящего изобретения используется узкая терминология. Однако настоящее изобретение не ограничивается принятыми терминами и следует иметь в виду, что каждый такой термин охватывает все эквивалентные элементы, которые работают аналогичным образом и используются для решения тех же задач.
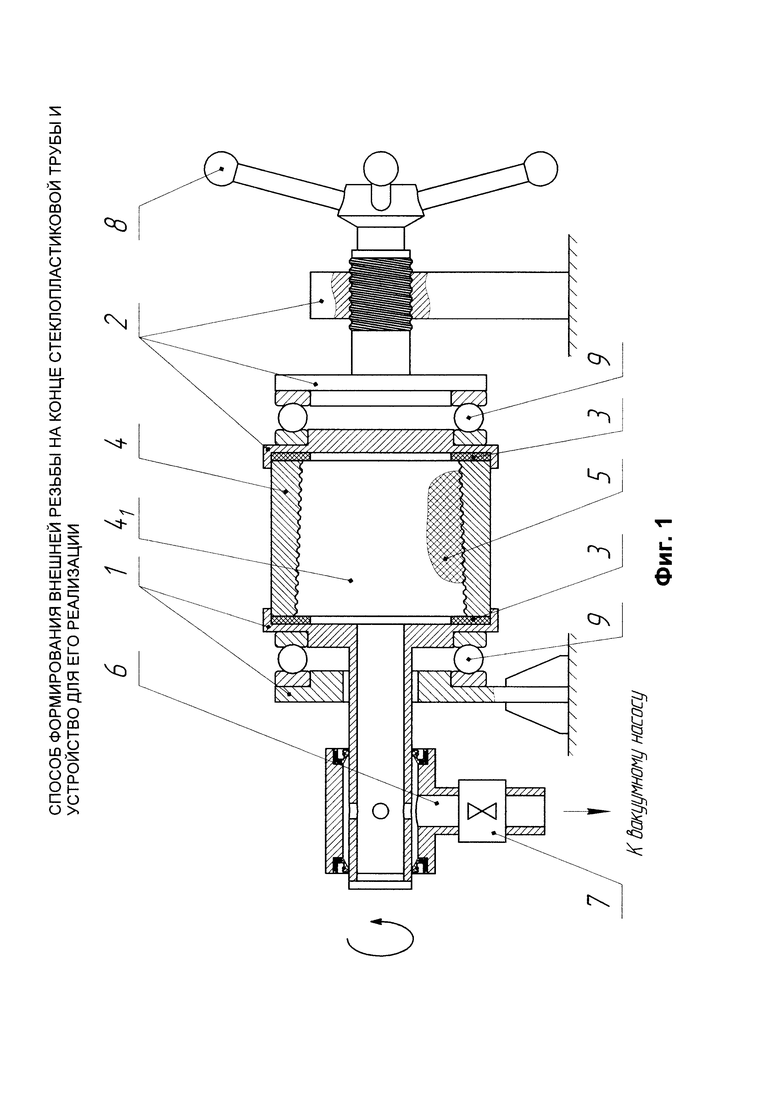
Фиг. 1 - изображено устройство вакуумирования матрицы-гайки.
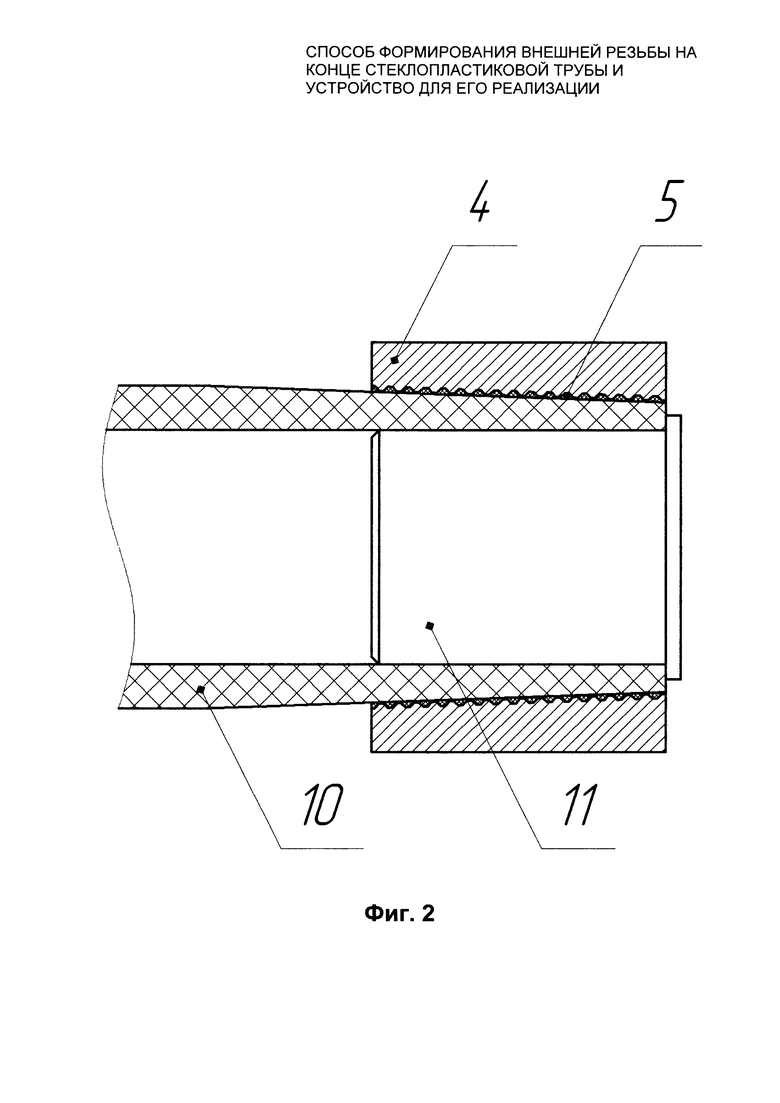
Фиг. 2 - условно изображен способ формирования внешней резьбы на конце стеклопластиковой трубы, согласно предложенному изобретению.
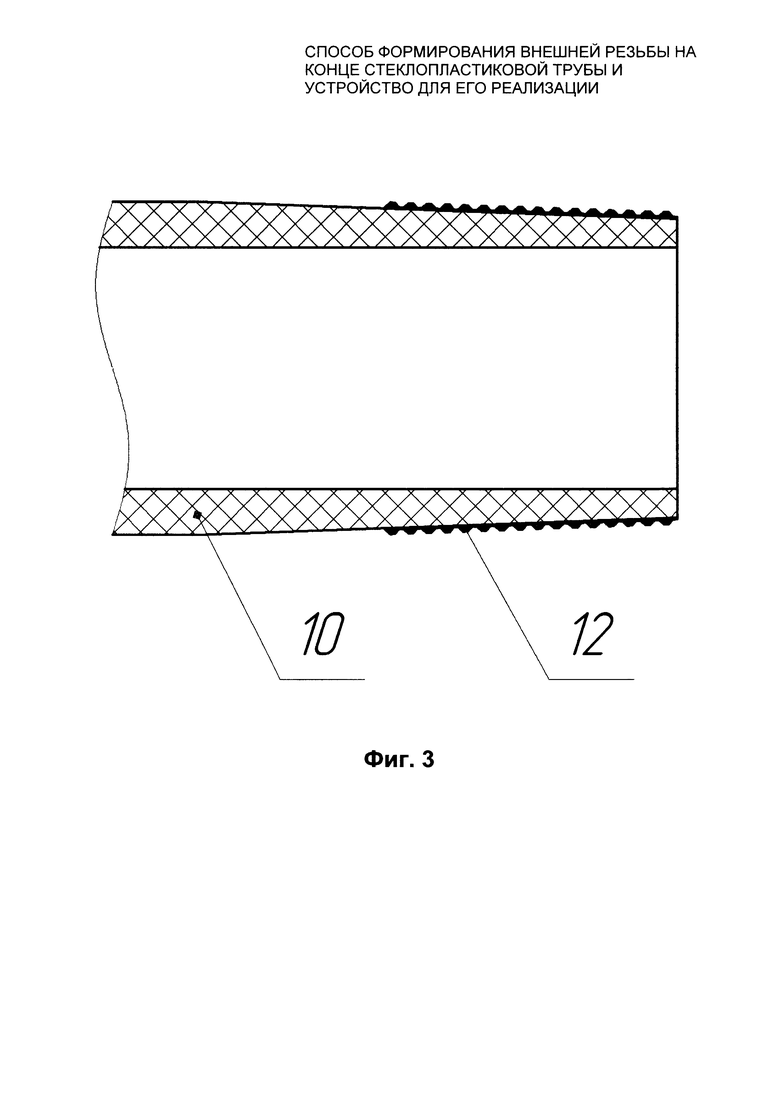
Фиг. 3 - изображена сформированная внешняя резьба на конце стеклопластиковой трубы.
Пример реализации изобретения
На фиг. 1 изображены передняя 1 и задняя 2 бабки, которые с помощью уплотнений 3 герметично обжимают матрицу-гайку 4 с двух сторон. При этом в полости 41 матрицы-гайки 4 расположена навеска пресс-материала 5 для формирования внешней резьбы. Передняя бабка 1 приводится во вращение с помощью привода (на фигурах не изображен) для обеспечения вращения матрицы-гайки 4. Также передняя бабка 2 содержит патрубок 6 отвода газов из полости 41 матрицы-гайки 4 с клапаном 7, который препятствует попаданию через патрубок 6 воздуха в полость 41 матрицы-гайки 4. К патрубку 6 на выходе подключают вакуумный насос (на фигурах не изображен) для откачки газов из полости 41 и создания в ней разрежения для обеспечения вакуумирования матрицы-гайки 4.
Задняя бабка 2 содержит маховик 8 для быстрой и надежной фиксации матрицы-гайки 4 и ее герметизации от попадания в ее полость 41 газов (воздуха).
Также на фиг.1 изображены подшипники 9 для обеспечения вращения матрицы-гайки 4.
На фигуре 2 изображен конец 10 трубы, в который вставлен наконечник 11, матрица-гайка 4, в полости 41 которой расположен пресс-материал 5.
На фигуре 3 изображен конец 10 трубы со сформированной внешней резьбой 12.
Предложенное изобретение работает следующим образом: сначала полость 41 обрабатывают антиадгезивом, затем, в зависимости от диаметра и технических параметров резьбового соединения, определяют навеску пресс-материала 5, которую помещают в полость 41 матрицы-гайки 4, после чего матрицу-гайку 4, загруженную пресс-материалом 5, крепят в устройстве вакуумирования матрицы-гайки 4 см. фиг. 1 между передней 1 и задней 2 бабками, при этом дополнительно используют уплотнения 3 для герметизации полости 41 матрицы-гайки 4 от попадания в нее газов (воздуха) из окружающей среды.
После фиксации и герметизации матрицы-гайки 4 через патрубок 6 производят откачку газов из полости 41 матрицы-гайки 4. При этом откачивают газы из полости 41 для получения в ней технического вакуума в зависимости от технологических параметров вакуумного насоса. После чего отсоединяют вакуумный насос и полученную вакуумированную матрицу-гайку 4 вращают через привод (на фигурах не показан) передней 1 бабки со скоростью до 3000 оборотов в минуту в зависимости от свойств пресс-материала 5 (в основном его текучести) в течение 5-15 минут. В процессе вращения вакуумированой матрицы-гайки 4 происходит дегазация (увеличение степени извлечения газов из пресс-материала) и уплотнение пресс-материала 5 в полости 41 матрицы-гайки 4.
Затем в конец 10 трубы вставляют наконечник 11 Фиг. 2, который препятствует разрушению оболочки трубы во время посадки матрицы-гайки 4, в полости 41 которой расположен пресс-материал 5. После чего на конец 10 трубы садят матрицу-гайку 4 с помощью гидропресса (на фигурах не изображен) и производят отверждение пресс-материала 5, который расположен в полости 41. После отверждения матрицу-гайку 4 свинчивают с конца 10 трубы и в результате чего получают на конце 10 внешнюю резьбу 12 см (Фиг. 3) из пресс-материала 5. Использование антиадгезива обеспечивает хорошее отсоединение отвержденного пресс-материала 5 от матрицы-гайки 4.
Технический результат
Техническим результатом предложенного изобретения является увеличение степени извлечение газов из пресс-материала и, как следствие, снижение пористости и повышение прочности внешней резьбы на конце стеклопластиковой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ И НЕМЕТАЛЛИЧЕСКАЯ ТРУБА | 2014 |
|
RU2555467C1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ДЛИННОМЕРНОГО СТЕКЛОВОЛОКНИСТОГО МАТЕРИАЛА | 2013 |
|
RU2551497C1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ | 2013 |
|
RU2551498C1 |
| ОПРАВКА УСТРОЙСТВА НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБ | 2014 |
|
RU2576057C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СКОРОСТИ ТЕКУЧЕЙ СРЕДЫ В ТРУБОПРОВОДЕ | 2014 |
|
RU2565222C1 |
| МНОГОСЛОЙНАЯ ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2397393C1 |
| РЕЗЬБОВЫЙ ЗНАК | 1999 |
|
RU2147990C1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
Группа изобретений относится к способу и устройству для формирования внешней резьбы на конце стеклопластиковой трубы. Способ заключается в том, что перед посадкой матрицы-гайки, в полости которой расположен пресс-материал, на конец трубы осуществляют ее вакуумирование. Для этого из полости откачивают газы для создания в ней разрежения и после этого осуществляют вращение вакуумированной матрицы-гайки через привод передней бабки.
Устройство имеет переднюю и заднюю бабки, установленные с возможностью герметичного обжима матрицы - гайки. Одна из бабок имеет патрубок отвода газов из полости матрицы - гайки. Техническим результатом изобретений является увеличение степени извлечение газов из пресс-материала и, как следствие, снижение пористости и повышение прочности внешней резьбы на конце стеклопластиковой трубы. 2 н. и 1 з.п. ф-лы, 3 ил.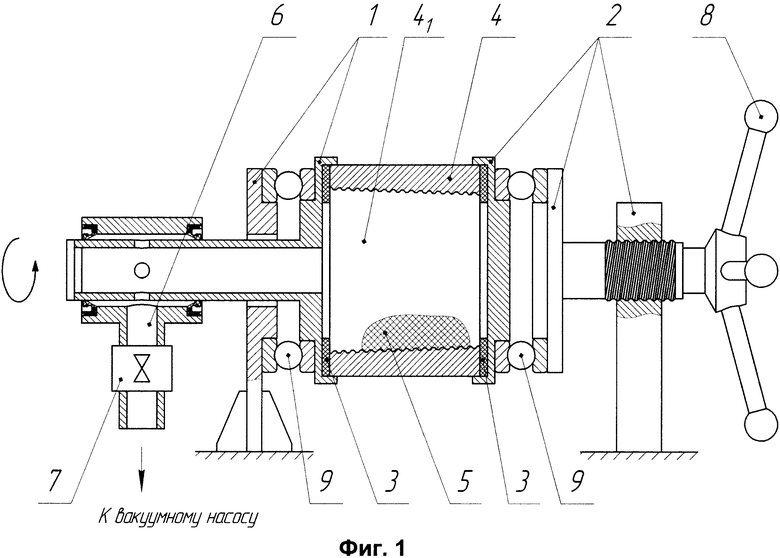
1. Способ формирования внешней резьбы на конце стеклопластиковой трубы, заключающийся в том, что в упомянутый конец трубы вставляют наконечник, после чего на него садят матрицу-гайку, в полости которой расположен пресс-материал для формирования упомянутой резьбы, отличающийся тем, что перед посадкой матрицы-гайки, в полости которой расположен пресс-материал, на конец трубы, осуществляют ее вакуумирование, для чего из упомянутой полости откачивают газы для создания в ней разрежения и после чего осуществляют вращение вакуумированной матрицы-гайки.
2. Устройство вакуумирования матрицы-гайки при формировании внешней резьбы на конце стеклопластиковой трубы, включающее: переднюю и заднюю бабки, установленные с возможностью герметичного обжима матрицы-гайки с двух сторон, по меньшей мере одна из бабок содержит патрубок отвода газов из полости матрицы-гайки, при этом вакуумированная матрица-гайка выполнена с возможностью вращения через привод передней бабки.
3. Устройство по п. 2, в котором патрубок отвода газов содержит клапан.
| DE 102011056601 A1, 20.06.2013 | |||
| DE 102011056601 A1, 20.06.2013 | |||
| СПОСОБ РЕМОНТА УЧАСТКА ТРУБЫ, СПОСОБ РЕМОНТА ТРУБЫ, СПОСОБ РЕМОНТА ОБЪЕКТА, СИСТЕМА ДЛЯ РЕМОНТА ТРУБЫ И ОТРЕМОНТИРОВАННАЯ ТРУБА (ВАРИАНТЫ) | 2005 |
|
RU2380606C2 |
| RU 2014141017 A, 10.10.2014 | |||
| СПОСОБ ФОРМОВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ТРУБАХ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 1990 |
|
RU2071915C1 |
| Устройство для формования резьбы на трубах | 1976 |
|
SU556041A1 |
| Способ формования внутренней конусной резьбы на концах стеклопластиковых груб | 1961 |
|
SU151466A1 |
| US 5106130 A, 21.04.1992 | |||
| US 3101207 A, 20.08.1963 | |||
| Герметичный шибер | 1979 |
|
SU918619A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

