Изобретение относится к устройству с плунжером для формования заготовки стеклодувного изделия в форме стеклодувной машины с кольцом, плунжером, который выполнен с возможностью перемещения в форму и с возможностью извлечения из нее, и с направляющей втулкой, которая выполнена с возможностью перемещения относительно кольца, сквозь которую плунжер перемещается в форму и из нее и посредством которой направляется плунжер, причем плунжер выполнен в качестве острия, и причем направляющая втулка содержит выступающий в направлении формы верхний участок, который образует находящуюся в контакте со стеклом боковую стенку плунжера и сквозь который в верхнем концевом положении направляющей втулки при возвращенном в направлении вниз острие плунжера форма нагружается потоком воздуха.
Для выработки по возможности однородной заготовки стеклодувного изделия в ходе протекающего в форме стеклодувной машины процесса двойного выдувания необходимо как можно более своевременно начинать процесс предварительного выдувания. Этому препятствует то, что прежде чем может быть начат процесс предварительного выдувания, должно пройти длительное время, необходимое для формования устья заготовки стеклодувного изделия.
Исходя из описанного выше уровня техники, задачей изобретения является создание устройства с плунжером для формования в форме стеклодувной машины заготовки стеклодувного изделия, при котором устьевая область заготовки стеклодувного изделия может формоваться в течение достаточно длительного промежутка времени, причем, сверх того, процесс предварительного выдувания может начинаться раньше по сравнению с известными из уровня техники устройствами с плунжером.
В соответствии с изобретением эта задача решена посредством того, что кольцо выполнено в виде покрывного кольца, которое расположено на нижнем конце формы и посредством которого формуется устьевая область заготовки, причем направляющая втулка выполнена с возможностью перемещения к нижней стороне расположенного на форме покрывного кольца и от нее, при этом выступающий в направлении формы верхний участок направляющей втулки в ее верхнем концевом положении выступает сквозь покрывное кольцо в форму.
За счет соответствующего изобретению двойного деления осуществляющих саму функцию плунжера конструктивных элементов устройства с плунжером на острие плунжера, с одной стороны, и образованную верхним участком направляющей втулки боковую стенку плунжера, с другой стороны, достигается возможность сравнительно длительного нахождения боковой стенки плунжера в форме или в стекле, в то время как острие плунжера еще при находящейся в форме или стекле боковой стенке плунжера уже может быть отведено назад в направляющую втулку, и через направляющую втулку и отведенное назад острие плунжера в форму уже может вдуваться струя воздуха. Таким образом, процесс предварительного выдувания может протекать уже в то время, как образованная направляющей втулкой боковая стенка плунжера все еще находится в форме или стекле.
Соответствующее изобретению устройство с плунжером может быть предпочтительно выполнено рентабельным в технико-конструктивном отношении образом, если к острию плунжера примыкает участок полого цилиндра, который имеет диаметр больше диаметра острия плунжера и направляется в простирающемся до верхнего участка направляющей втулки внутреннем диаметре цилиндра направляющей втулки.
Подвод струи воздуха в процессе предварительного выдувания может предпочтительно осуществляться, если между острием плунжера и участком полого цилиндра расположены сквозные отверстия для струи воздуха, сквозь которые струя воздуха может вдуваться в форму из внутреннего пространства участка полого цилиндра во внутренний диаметр цилиндра направляющей втулки, проходя мимо втянутого во внутренний диаметр цилиндра острия плунжера и через служащую для прохождения острия плунжера площадь проема верхнего концевого участка направляющей втулки.
В последующем изобретение поясняется более подробно на основании одного варианта выполнения со ссылкой на чертеж, на котором показаны существенные для настоящего изобретения части соответствующего изобретению устройства с плунжером для формования заготовки стеклодувного изделия в форме стеклодувной машины.
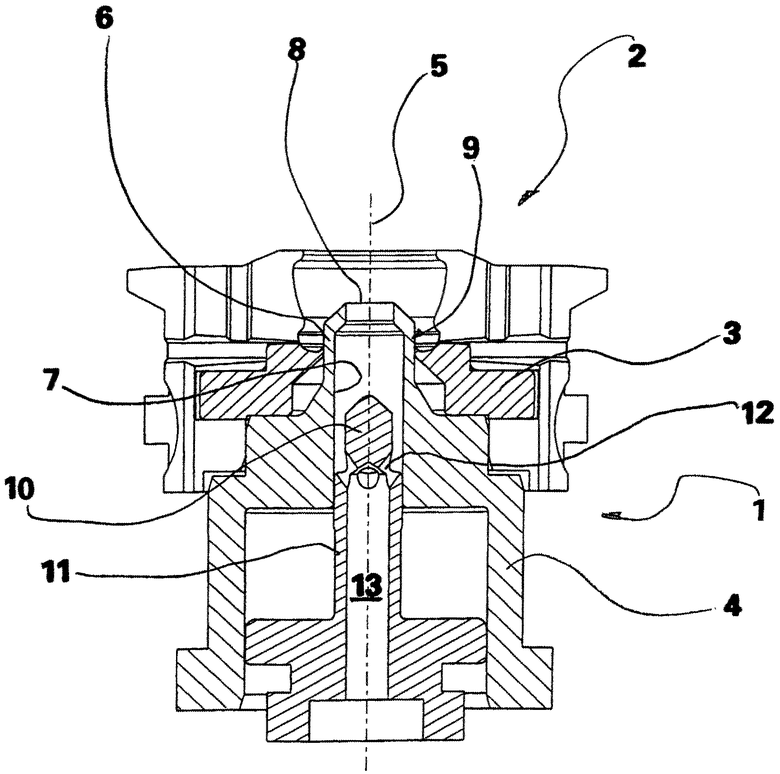
Один показанный на чертеже применительно к его существенным для настоящего изобретения частям вариант выполнения соответствующего изобретению устройства 1 с плунжером служит для формования заготовки стеклодувного изделия в указанной форме 2 стеклодувной машины.
Устройству 1 с плунжером придано покрывное кольцо 3, которое при формовании заготовки стекловыдувного изделия в форме 2 расположено на нижнем на чертеже конце формы 2. С помощью покрывного кольца 3 или с помощью соответствующим образом конфигурированной верхней стороны покрывного кольца может формоваться устьевая область заготовки стеклодувного изделия.
К устройству 1 с плунжером относится направляющая втулка 4, которая может перемещаться в вертикальном направлении относительно формы или покрывного кольца 3, а именно вдоль оси 5, показанной штрихпунктирной линией. В своем, показанном на чертеже, рабочем положении направляющая втулка расположена против нижней стороны покрывного кольца 3. На верхней стороне направляющей втулки 4 выполнен выступающий в направлении к форме верхний участок 6, который в рабочем положении направляющей втулки 4 выступает сквозь покрывное кольцо 3 в форму 2. Верхний участок 6 направляющей втулки 4 содержит внутренний диаметр 7 цилиндра, который, с одной стороны, простирается до нижней области направляющей втулки 4 и, с другой стороны, то есть на верхнем конце верхнего участка 6 направляющей втулки 4, раскрывается через площадь 8 проема в форму.
В показанном на чертеже рабочем положении направляющей втулки 4 стенка верхнего участка 6 направляющей втулки 4 образует боковую стенку 9 плунжера, которая выступает в форму 2 и при формовании заготовки стеклодувного изделия находится в контакте со стеклом.
Внутри направляющей втулки 4 расположено перемещаемое относительно нее и покрывного кольца 3, а именно также вдоль оси 5, острие 10 плунжера устройства 1 с плунжером. Само острие 10 плунжера может перемещаться внутри внутреннего диаметра 7 цилиндра верхнего участка 6 или направляющей втулки и через площадь 8 проема верхнего участка 6 направляющей втулки 4 может вводиться в форму 2 и выводиться из нее. На своем нижнем концевом участке острие 10 плунжера переходит в участок 11 полого цилиндра, диаметр которого соответствует диаметру внутреннего диаметра 7 цилиндра направляющей втулки 4 или верхнего участка 6, так что обеспечивается точное направление острия 10 плунжера при его движениях вверх и вниз.
В области перехода между острием 10 плунжера, с одной стороны, и участком 11 полого цилиндра, с другой стороны, выполнены сквозные отверстия 12 для потока воздуха, сквозь которые поток воздуха в целях процесса нагружения потоком воздуха для процесса выдувания находящейся в форме 2 заготовки стеклодувного изделия может вдуваться через внутреннее пространство 13 участка 11 полого цилиндра во внутренний диаметр 7 цилиндра и через его площадь 8 проема в форму 2.
В случае описанного выше устройства 1 с плунжером вдувание потока воздуха в форму 2 стеклодувной машины можно начинать, как только острие 10 плунжера будет возвращено из своего рабочего положения, в котором оно через площадь 8 проема выступает в форму, в свою показанную на чертеже позицию. В этой позиции стенка в устьевой области заготовки стеклодувного изделия может и далее поддерживаться боковой стенкой 9 плунжера, выполненной с помощью верхнего участка 6 направляющей втулки 4.
С помощью описанного выше устройства с плунжером, с одной стороны, обеспечивается возможность весьма раннего начала процесса предварительного выдувания. С другой стороны, процесс формования в устьевой области заготовки стекловыдувного изделия может продолжаться в течение длительного времени, даже если уже начат или уже протекает процесс предварительного выдувания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| Стеклодувный полуавтомат | 1949 |
|
SU89810A1 |
| САМОДЕЙСТВУЮЩАЯ СТЕКЛОДУВНАЯ ТРУБКА | 1929 |
|
SU36614A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2250199C2 |
| ПРОЦЕСС И ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННОГО КОНТЕЙНЕРА С ГОРЛЫШКОМ, ИМЕЮЩИМ ВНУТРЕННЮЮ РЕЗЬБУ | 2011 |
|
RU2564293C2 |
| СПОСОБЫ И КОМПОНЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ С ЗАЩИТОЙ ОТ ОТКРЫТИЯ ДЕТЬМИ | 2020 |
|
RU2832009C2 |
| Устройство для формования стеклянной тары | 1978 |
|
SU963458A3 |
| ПЛУНЖЕРНЫЙ МЕХАНИЗМ ДЛЯ СЕКЦИОННОЙ МАШИНЫ, СЕКЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ БУТЫЛОК | 1998 |
|
RU2186040C2 |
| Выдувной механизм к автомагической конвейерной стеклодувной машине для изготовления колб электрических ламп и т.п. | 1936 |
|
SU53918A1 |
Изобретение относится к устройству с плунжером для формования заготовки стеклодувного изделия. Технический результат изобретения заключается в повышении качества формования устьевой области заготовки стеклодувного изделия. Устройство с плунжером для формования заготовки стеклодувного изделия в форме (2) стеклодувной машины содержит покрывное кольцо (3), которое расположено на нижнем конце формы (2) и с помощью которого может формоваться устьевая область заготовки стеклодувного изделия. Плунжер может перемещаться в форму (2) и из нее. Направляющая втулка (4) может перемещаться к нижней стороне расположенного на форме (2) покрывного кольца и в направлении от этой нижней стороны. Сквозь втулку плунжер может перемещаться в форму и из нее. Плунжер выполнен в качестве острия (10). Направляющая втулка (4) содержит выступающий в направлении к форме (2) верхний участок (6), который в верхнем концевом положении направляющей втулки (4) выступает через покрывное кольцо (3) в форму (2) и образует находящуюся в контакте со стеклом боковую стенку (9) плунжера. 2 з.п. ф-лы, 1 ил.
1. Устройство с плунжером для формования заготовки стеклодувного изделия в форме (2) стеклодувной машины, с кольцом (3), плунжером, который выполнен с возможностью перемещения в форму (2) и с возможностью извлечения из нее, и с направляющей втулкой (4), которая выполнена с возможностью перемещения относительно кольца (3), сквозь которую плунжер перемещается в форму (2) и из нее и посредством которой направляется плунжер, причем плунжер выполнен в качестве острия (10) и причем направляющая втулка (4) содержит выступающий в направлении формы (2) верхний участок (6), который образует находящуюся в контакте со стеклом боковую стенку (9) плунжера и сквозь который в верхнем концевом положении направляющей втулки (4) при возвращенном в направлении вниз острие (10) плунжера форма (2) нагружается потоком воздуха, отличающееся тем, что кольцо (3) выполнено в виде покрывного кольца (3), которое расположено на нижнем конце формы (2) и посредством которого формуется устьевая область заготовки, причем направляющая втулка (4) выполнена с возможностью перемещения к нижней стороне расположенного на форме (2) покрывного кольца (3) и от нее, при этом выступающий в направлении формы (2) верхний участок (6) направляющей втулки (4) в ее верхнем концевом положении выступает сквозь покрывное кольцо (3) в форму (2).
2. Устройство с плунжером по п. 1, отличающееся тем, что к острию (10) плунжера примыкает участок (11) полого цилиндра, который имеет больший диаметр, чем диаметр острия (10) плунжера, и проходит в простирающемся до верхнего участка (6) направляющей втулки (4) внутреннем диаметре (7) цилиндра направляющей втулки (4).
3. Устройство с плунжером по п. 2, отличающееся тем, что между острием (10) плунжера и участком (11) полого цилиндра расположены сквозные отверстия для потока воздуха, сквозь которые поток воздуха из внутреннего пространства (13) участка (11) полого цилиндра проходит во внутренний диаметр (7) направляющей втулки (4), минуя втянутый во внутренний диаметр (7) цилиндра острия (10) плунжера и через предназначенную для прохода острия (10) плунжера площадь (8) проема верхнего участка (6) направляющей втулки (4) вдувается в форму (2).
| US 5407457 A, 18.04.1995 | |||
| US 4662928 A, 05.05.1987 | |||
| Втулка плунжерного кольца форм для изготовления стеклотарных изделий | 1950 |
|
SU97073A1 |
| Устройство для формования горла стеклоизделия | 1974 |
|
SU566780A1 |
| WO 1982002882 A1, 02.09.1982 | |||

