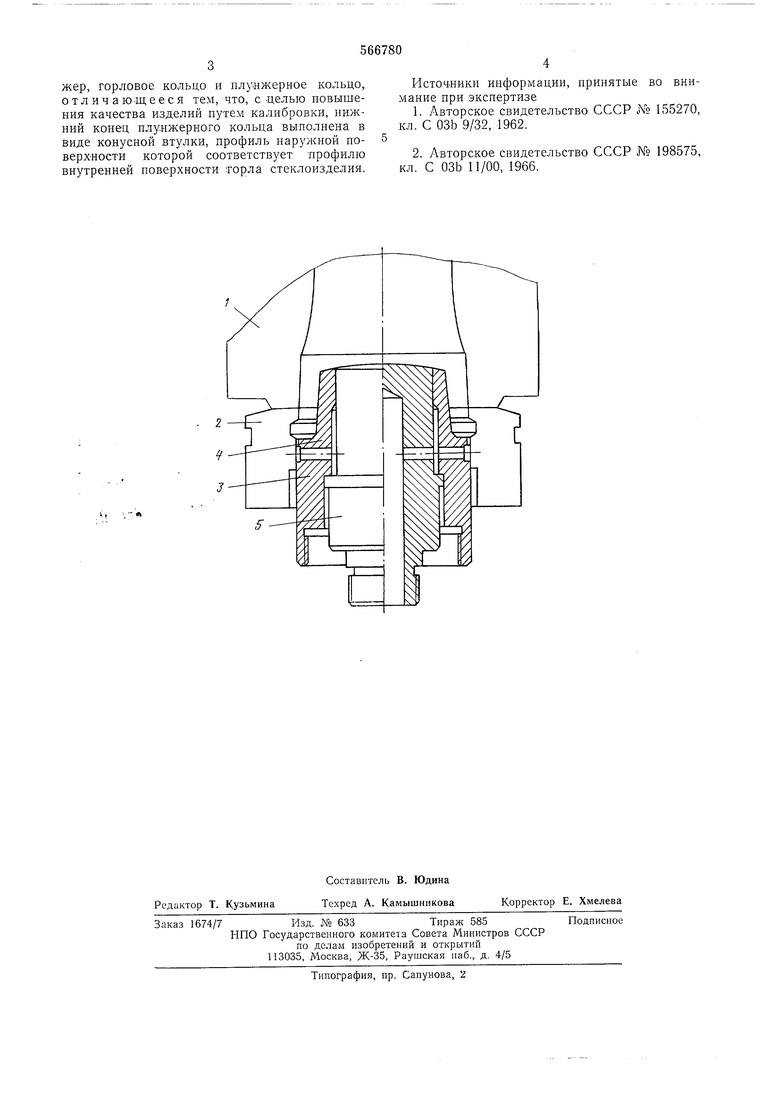
Изобретение относится к устройствам для производства стеклянной тары. На автоматах АБ-6 изготавливаются банки емкостью I-3 л с горлом под притирку, где внутренний диаметр горла калибруется специальной разверткой, имеющей обкатной ролик, расположенный эксцентрично относительно оси вращения . Недостаток такого устройства заключается в низкой производительности. Известно также наиболее близкое к изобретению по техническому решению устройство для формования горла стеклоизделий из стекла, включающее черновую форму, плунжер, горловое кольцо и плунжерное .кольцо 2. Однако в известном устройстве внутренняя поверхность горла оформляется плунжером, что не позволяет получить на ней стеклоизделия под притерную пробку, так как, во-первых, поверхность плунжера в процессе работы изнашивается и имеет задиры и риски, вовторых, плунжер для получения расформовки изготавливается конусным и при изменении объема стекломассы и черновой формы фиксирует пульку в разных положениях по высоте, :не позволяя получить стабИльного /горла по внутреннему диаметру. Цель изобретения повыщение качества изделий за счет калибровки. Достигается это тем, что нижний конец плунжерного кольца выполнен в виде конусной втулки, профиль наружной поверхности которой соответствует профилю внутренней поверхности горла стеклоизделия. На чертеже показано предлагаемое устройство в момент оформления горла стеклоизделия. Устройство состоит из черновой формы 1, горлового кольца 2, плунжерного кольца 3, имеющего конусную втулку 4, и плунжера 5. Устройство устанавливают на вакуу1мно-выдувной машине ВВ-7. После падения капли стекломассы в черновую форму 1 начинается процесс формоваиня, при котором стакломасса (под действием вакуума) заполняет пространство между горловым кольцом 2 и конусной втулкой 4, образуя горло стеклоизделия. При этом горловое кольцо оформляет наружную конфигурацию, а конусная втулка калибрует конус внутренней поверхности 1горла, необходимый для притирки. Изобретение позволяет выработку стеклоизделий с горлом под цритирку перевести с машины АБ-6 с низкой производительностью на более производительную машину ВВ-7. Формула изобретения Устройство для формования горла стеклоизделия, включающее черновую форму, плунжер, горловое кольцо и плунжерное кольцо, отличающееся тем, что, с-целью цовышения качества изделий путем калибровки, нижний конец плунжерного кольца выполнена в виде конусной втулки, профиль наружной поверхности которой соответствует профилю внутренней поверхности торла стеклоизделия.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР JX 155270, кл. С ОЗЬ 9/32, 1962.
2.Авторское свидетельство СССР № 198575, кл. С ОЗЬ 11/00, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| ВСЕСОЮЗНАЯ1,,j_[,,, _г^ . .,.,,..-J...^^..^ __ 16>&Kj..;»;o гвг^з. iv'BA | 1973 |
|
SU373264A1 |
| Способ формирования черновой заготовки горлом вверх при изготовлении узкогорлой стеклотары и комплект форм для его реализации | 2020 |
|
RU2756502C1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛ51 ВЫРАБОТКИ СТЕКЛОТАРЫ | 1970 |
|
SU269436A1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| Черновой формокомплект к автомату роторного типа для выработки стеклоизделий | 1985 |
|
SU1333659A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 2015 |
|
RU2592317C1 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Черновая форма | 1975 |
|
SU675006A1 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
