Изобретение относится к выдувным механизмам автоматической конвейерной стеклодувной машины для изготовления колб электрических ламп и т. п. с применением расположенных на отдельном синхронно перемещающемся конвейере индивидуальных воздушных насосов.
В предлагаемом выдувном механизме подобного рода, с целью установления заранее определенного цикла подачи воздуха, применены насосы, штоки которых взаимодействуют с направляющими соответствующего профиля.
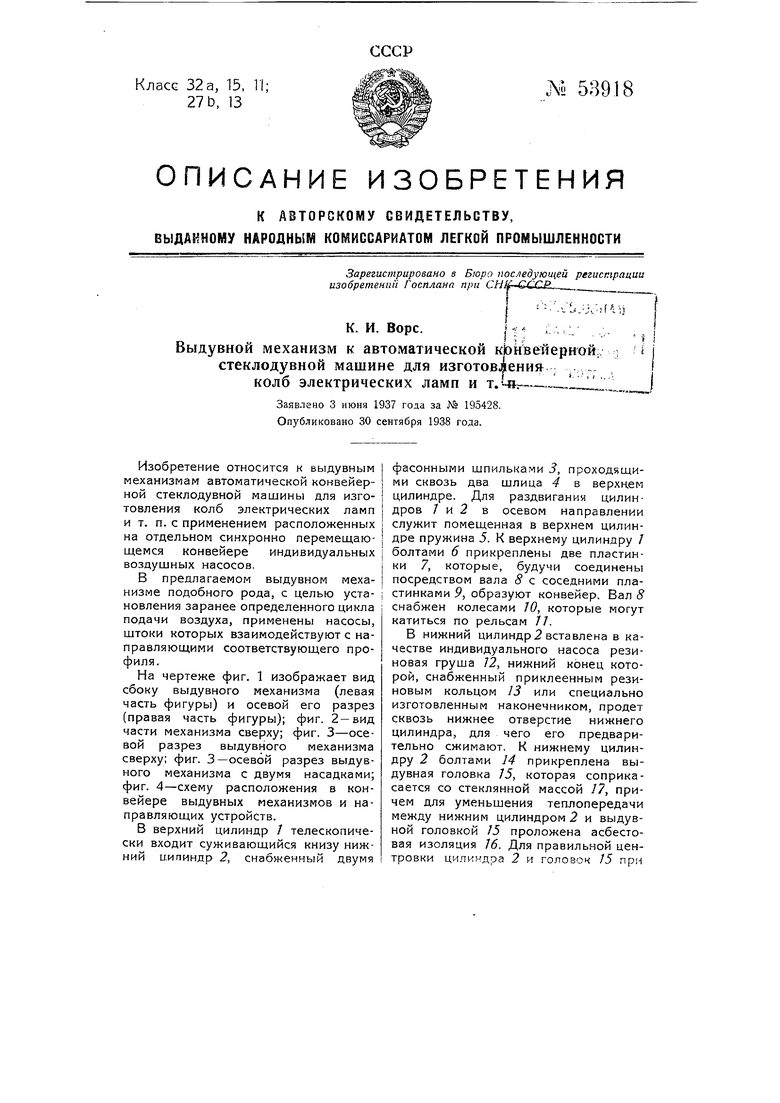
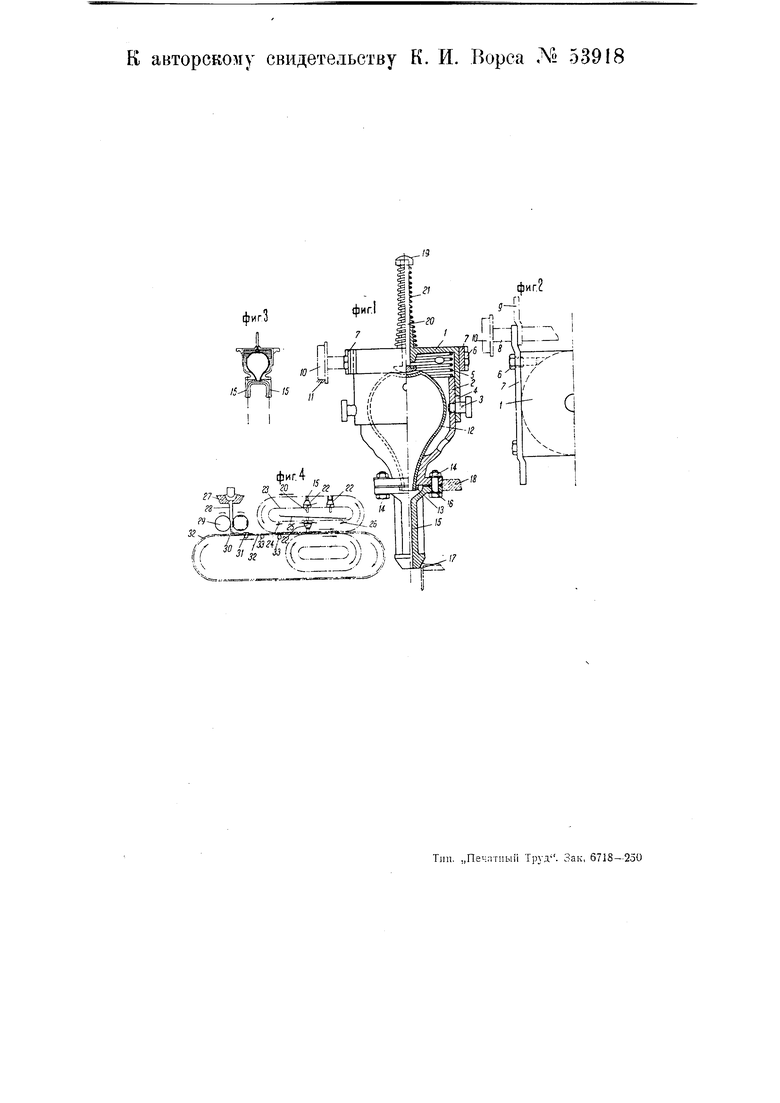
На чертеже фиг. 1 изображает вид сбоку выдувного механизма (левая часть фигуры) и осевой его разрез (правая часть фигуры); фиг. 2-вид части механизма сверху; фиг. 3-осевой разрез выдувного механизма сверху; фиг. 3-осевой разрез выдувного механизма с двумя насадками; фиг. 4-схему расположения в конвейере выдувных механизмов и направляющих устройств.
В верхний цилиндр / телескопически входит суживающийся книзу нижний и.ипиндр 2, снабженный двумя
фасонными шпильками 3, проходящими сквозь два шлица 4 в верхнем цилиндре. Для раздвигания цилиндров / и 2 в осевом направлении служит помещенная в верхнем цилиндре пружина 5. К верхнему цилиндру / болтами 6 прикреплены две пластинки 7, которые, будучи соединены посредством вала 8 с соседними пластинками 9, образуют конвейер. Вал 8 снабжен колесами 70, которые могут катиться по рельсам 7/.
В нижний цилиндр 2 вставлена в качестве индивидуального насоса резиновая груша 72, нижний конец которой, снабженный приклеенным резиновым кольцом 13 или специально изготовленным наконечником, продет сквозь нижнее отверстие нижнего цилиндра, для чего его предварительно сжимают. К нижнему цилиндру 2 болтами J4 прикреплена выдувная головка /5, которая соприкасается со стеклянной массой 17, причем для уменьшения теплопередачи между нижним цилиндром 2 и выдувной головкой /5 проложена асбестовая изоляция /б. Для правильной центровки цилиндра 2 и головок /5 при
стягивании болтами 14 служит кольцо 18. Сквозь днище верхнего цилиндра / проходит снабженный головкой 19 шток 20, нормально отжимаемый пружиной 27. На фиг. 3 показан выдувной насос с одной грушей и с двумя выдувными головками 15.
Воздушные насосы 22, 22... (фиг. 4) описанного устройства расположены в виде конвейера с конвейерной лентой 23. Здесь же расположены направляюшие 24, 25 и 26.
Расплавленное в печи стекло выпускают через фидер 27 в виде струи 28, попадающей между вальцами 29, 29, которые вальцуют ее в тонкую ленту 30 и цилиндрики 5/; лента и цилиндрики переносятся конвейером 32, состоящим из отдельных платформочек, снабженных круглыми отверстиями, над которыми и укладываются цилиндрики. Незастывшие еще цилиндрики под действием собственного веса начинают провисать в форме мешочков 33, которые дальше попадают под выдувные головки 15 выдувных насосов 22.
Пока выдувной насос 22 находится в верхней части конвейерной ленты, выдувная головка 15 обрашена кверху, а его шток 20 книзу в отжатом пружиною 27 положении. На повороте, когда выдувной насос перешел на рабочую сторону конвейера, фасонные штифты 3 набегают на направляющие 24 и, сжимая пружину 5, приподнимают нижний цилиндр 2 и выдувную головку 75.
Пройдя направляющие 24, фасонные штифты 3 соскакивают с них, и выдувная головка 75 под действием пружины 5 и собственного веса быстро опускается и врезается в перпендикулярном направлении в верхнюю поверхность стеклянного цилиндрика 31, причем глубина врезания зависит от длины шлица 4. При дальнейшем движении выдувного насоса шток 20 попадает под направляющую 25, установленную по кривой, которая соответствовала бы получению требуемого для выдувания колбы давления. Шток отжимается направляющей книзу, груша сжимается и выдавливает воздух, который и производит выдувание колбы. После того,
как произошли выдувание и формовка, фасонный штифт 3 набегает на направляющую 26, вследствие чего выдувная головка выходит из стеклянной массы. Пройдя эту направляющую, нижняя часть выдувного насоса отжимается пружиной 5, шток выталкивается пружиной 21, а груща 72, вследствие своей упругости, принимает свою первоначальную форму. Таким образом происходит зарядка механизма для дальнейщей работы.
Предмет изобретения.
1.Выдувной механизм к автоматической конвейерной стеклодувной машине для изготовления колб электрических ламп и т. п. с применением расположенных на отдельном, синхронно перемещающегося конвейере индивидуальных воздушных насосов, отличающийся тем, что для возможности установления заранее определенного цикла подачи воздуха применены насосы, штоки которых взаимодействуют с расположенными на рабочем участке направляющими соответствующего заранее выбранного профиля.
2.Форма выполнения механизма по п. 1, отличающаяся тем, что в качестве индивидуальных насосов применены резиновые груши 72, приводимые в действие подпружиненными штоками 20.
3.Форма выполнения механизма по п. 2, отличающаяся тем, что для возможности приподнимания выдувных головок 75 на поворотах конвейерной ленты 25, несущей воздушные насосы, резиновые груши 72 помещены в телескопически сочлененных цилиндрах / и 2, разжимаемых в осевом направлении пружинами 5.
4.Форма выполнения механизма по пп. 2 и 3, отличающаяся тем, что для осевого перемещения выдувных головок 75, жестко связанных с цилиндрами 2, последние снабжены фасонными штифтами 3, скользящими в шлицах 4 цилиндров 7 и взаимодействующими на поворотах конвейерной ленты 23 с соответственно профилированными направляющими 24.
фиг 4
от j
fcr; t
7
f : z:i;
зг
( 31 j ((. j