(54) HHCTPyA-lEHT ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU617139A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1593766A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
1
Известен инструмент для поперечно-клиновой прокатки изделий типа тел вращения, содержащий клин с калибрующей поверхностью и деформирующей гранью состоящей из формирующего и дополнительного участков,5 разнонаклоненных к калибрующей поверхности, причем угол наклона формирующего участ ка меньше угла наклона дополнительного участка.
Однако с помощью известного инструмен-10 та нельзя получить за один переход изделие с резким увеличением сечения на концах. Как правило, такие изделия получают за два перехода, что приводит к увеличению длины инструмента и снижению произ- 15 водительности труда.
В предлагаемом инструменте с целью увеличения производительности и сокращения длины инструмента при прокате изделий с 20 увеличением сечения на концах, формирующий участок выполнен прилегающим к калибрующей поверхности и наклоненным к ней под углом, больщим угла наклона дополнительного участка.25
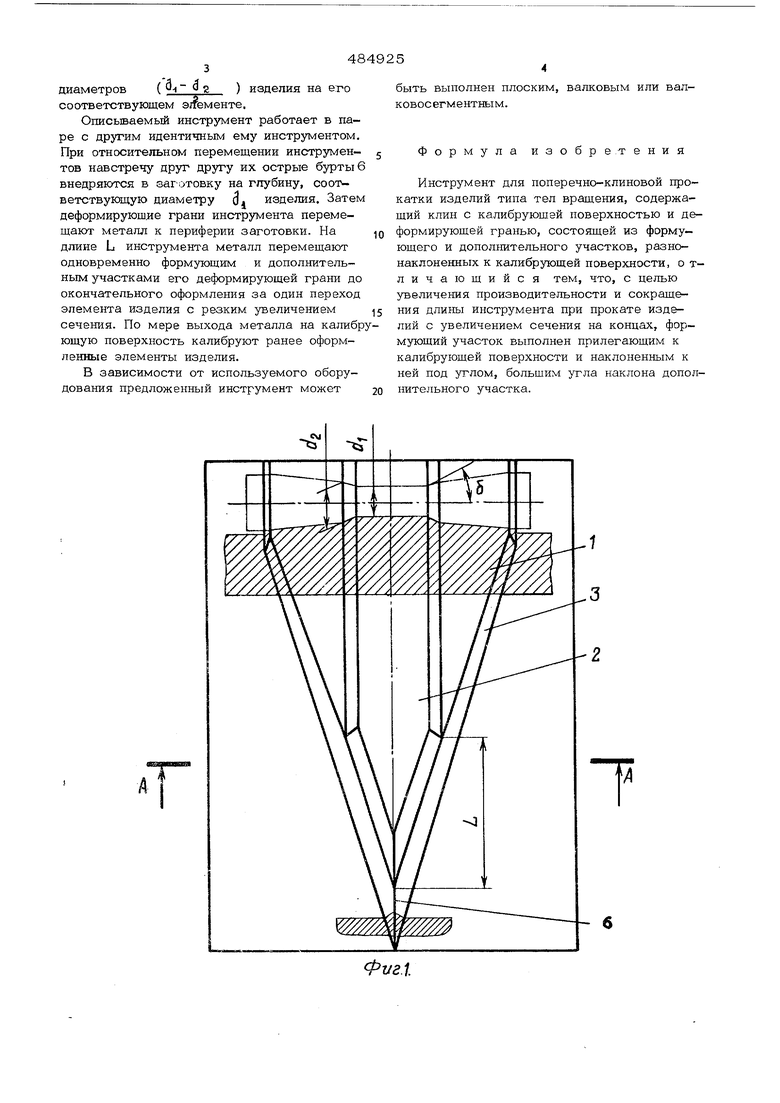
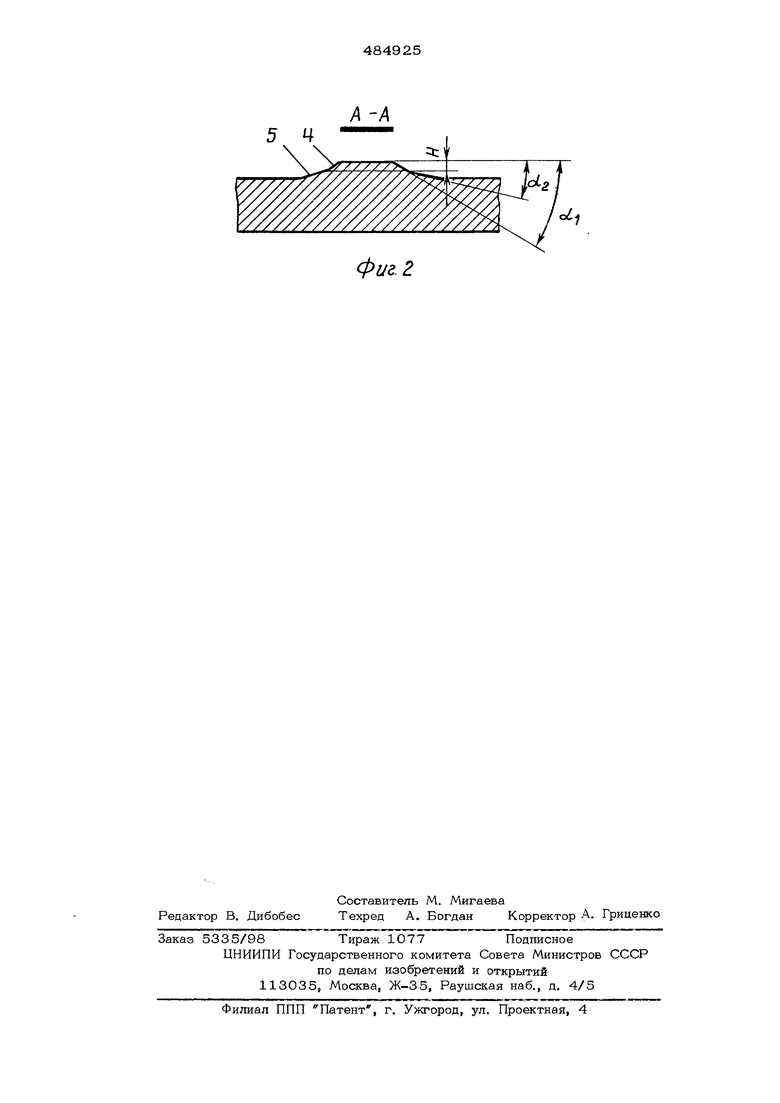
На фиг. 1 показан предлагаемьш инструмент, вид в плане; на фиг, 2 разрез но А-А на фиг. 1.
Предложе 1ный пнструмент содержит клин 1 с калибрующей поверхностью 2 и деформирующими гранями 3. На цлпне инструк{ента соответствующей оформлению элемента изделия с резким зтвеличением сечения, деформирующая грань 3 состоит кз формующего 4 и дополнительного 3 зчастков, разнонаклоненых к калибрующей поверхности 2. При этом угол наклона (тС , формующего участка 4, прилегающего к калибрующей поверхности, вьшолнен больщим. чем угол наклона оСрдополнительного участка (фиг. 2).
При прокатке конкретных изделий угол . равен углу наклона О соответствующего элемента изделия. Величина же угла оСоОпределяется требуемой степенью обжатия заготовки и выбирается из условий исключения разрыва обрабатьюаемой заготовки и предотвращения образования в ней осевой рыхлости.
Высота формующего участка Н принимается примерно равной величине перепада диаметров ( 0-i j g ) изделия на его соответствующем элементе, Описьюаемый инструмент работает в паре с другим идентичным ему инструментом. При относительном перемещении инструментов навстречу друг другу их острые бурты 6 внедряются в заг-отовку на глубину, соответствующую диаметру 3i изделия. Затем деформируюш.ие грани инструмента перемещают металл к периферии заготовки. На длине L инструмента металл перемещают одновременно формующим и дополнительным участками его деформирующей грани до окончательного оформления за один переход элемента изделия с резким увеличением сечения. По мере выхода металла на калибр ющую поверхность калибруют ранее оформленные элементы изделия. В зависимости от используемого оборудования предложенный инструмент может быть выполнен плоским, валковым или валковосегментным. Формула изобре.тения Инструмент для поперечно-клиновой прокатки изделий типа тел вращения, содержащий клин с калибрующей поверхностью и деформирующей гранью, состоящей из формующего и дополнительного участков, разнонаклоненных к калибрующей поверхности, о тличающийся тем, что, с целью увеличения производительности и сокращения длины инструмента при прокате изделий с увеличением сечения на концах, формующий участок выполнен прилегающим к калибрующей поверхности и наклоненным к ней под углом, большим угла наклона дополнительного участка.
б
5 4
фиг. г
