Изобретение относится к сварочным материалам, а именно к электродам для дуговой наплавки на детали износостойкого сплава для работы в условиях абразивного износа, и может быть использовано в металлургической, угледобывающей, сельскохозяйственной отраслях промышленности.
Известен состав электродного покрытия для наплавки износостойких слоев, наиболее близко стоящих по назначению и твердости наплавленного металла к предлагаемому, содержащий, мас.%: ферромарганец - 6,0; ферробор - 6,0; графит - 10,0; феррохром - 78,0 (Рецептура электродов для электродуговой сварки и наплавки. Основные паспортные данные. Киев, ИЭС им. Е.О. Патона, 1996 г.).
Недостатками указанного состава покрытия являются недостаточно высокие реологические свойства обмазочной массы, склонность к образованию трещин, низкий эксплуатационный ресурс восстановленных деталей.
Наиболее близким и выбранным в качестве прототипа является известный состав электродного покрытия для наплавки, содержащий, мас.%: феррохром - 19-20; графит - 4,0-6,0; ферробор - 3,0-4,0; ферромарганец - 3,0-4,0; ферросилиций - 29,0-30,0; мрамор - 25,0-27,0; плавиковый шпат (флюорит) - 12,0-14,0; фторопласт - 1,5-2,0; (Патент RU №2386525, В23К 35/365, опубл. 2010.04.20).
Недостатками данного состава электродного покрытия так же, как и предыдущего, являются затруднение при опрессовке электродов и недостаточно высокая износостойкость наплавленного слоя.
Технической задачей создания изобретения является улучшение реологических свойств обмазочной массы и повышение износостойкости наплавленного сплава, работающего в условиях абразивного износа.
Поставленная задача решается тем, что состав электродного покрытия для износостойкой наплавки, содержащий феррохром, ферробор, мрамор, ферросилиций, плавиковый шпат, ферромарганец, графит, согласно изобретения, дополнительно содержит поташ и нанопорошок карбонитрида титана при следующем соотношении компонентов, мас.%:
Новый технический результат, достигаемый от реализации предлагаемого состава электродного покрытия, заключается в том, что заявляемая совокупность компонентов покрытия обеспечивает повышение пластичности обмазочной массы, получение наплавленного сплава с твердостью до 66 HRC с повышенной износостойкостью и длительной эксплуатационной стойкостью восстановленных деталей.
Изменение пределов содержания любого из основных компонентов заявляемого состава покрытия приводит к потере свойств электродов, определяемых задачей изобретения.
Достижение вышеуказанного нового технического результата обеспечивается тем, что наличие дополнительно вводимых компонентов в составе электродного покрытия в указанных количествах: поташа - 0,5-1,5% и нанопорошка карбонитрида титана 1,0-3,0% позволяет получить обмазочную массу с высокими реологическими свойствами, повысить стойкость к абразивному износу наплавленного металла и увеличить эксплуатационную стойкостью восстановленных деталей.
Кроме того, частицы карбонитрида титана, являясь тугоплавким соединением, попадая в жидкую ванну расплава, повышают его вязкость, ускоряют процесс кристаллизации металла и позволяют получить прочный твердый раствор с мартенситно-карбидной или дендритной структурой, упрочненной твердыми износостойкими фазами.
Изменение содержания нанопорошка карбонитрида титана в сторону увеличения (>3,0%) повышает себестоимость электродов, без существенного улучшения свойств электродов и качества наплавленного металла, а его уменьшение (<1,5%) приводит к снижению качества наплавленного металла и эксплуатационной стойкости восстановленных деталей. Повышение (>1,5%) содержания поташа нецелесообразно, т.к. не приводит к существенному улучшению пластичности обмазочной массы, а уменьшение (<0,5%) не оказывает влияния на пластичность обмазочной массы.
Реализация заявляемого изобретения осуществлялась следующим образом.
Составляющие компоненты электродного покрытия в виде порошков с размером частиц не более 630 микрон (размер частиц карбонитрида титана составляет от 60 до 200 нм) в соответствии с рецептурой дозировали на установке автоматического дозирования электродной шихты.
Перемешанную и дозированную в специальные емкости шихту передавали на участок изготовления электродов. Сухую шихту засыпали в смеситель обмазки, где, в определенной пропорции, смешивали с калиево-натриевым жидким стеклом. Полученную обмазочную массу брикетировали на брикетировочном прессе. На электродообмазочном прессе обмазочную массу наносили на металлические стержни диаметром 4,0 мм из стали марки Св-08А. Опрессованные электроды передавали на зачистную машину для удаления покрытия с одного конца под электродержатель и зачистки торца другого. На зачищенный торец электрода наносили ионизирующее вещество для облегчения зажигания дуги. Готовые электроды сушили при температуре 15-25°C в течение 24 часов и прокаливали в камерных печах при температуре 350°C в течение часа.
Затем проводился сравнительный анализ наплавленного металла. Наплавку проводили на пластины толщиной 16,0 мм из стали марки Ст45.
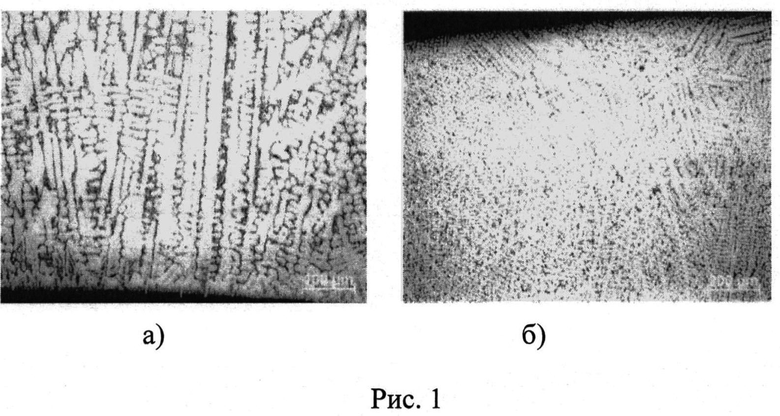
На рисунке 1 представлена микроструктура слоя, наплавленного электродами без карбонитрида титана: а) - зона сплавления с подложкой, б) - структура приповерхностного слоя. На рис.1 (а, б) видна резкая граница раздела между наплавкой и стальной подложкой. Средняя и верхняя зоны состоят из дендритов, столбчато расположенных в направлении верхнего слоя наплавки.
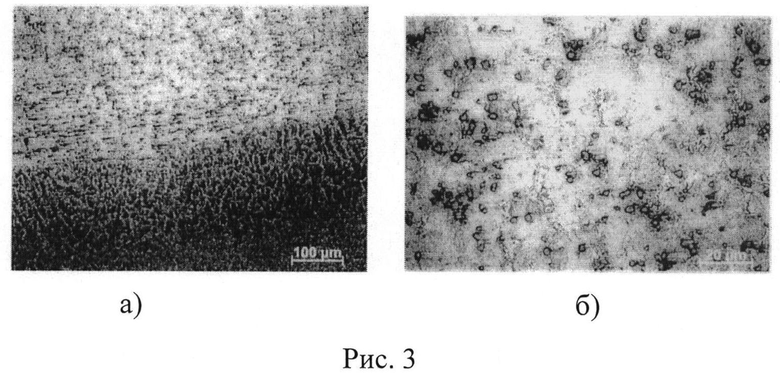
На рис.2 представлена микроструктура слоя, наплавленного электродами с заявляемым покрытием: а) - зона сплавления с подложкой, б) - структура приповерхностного слоя. Наплавленный слой отличается хорошей сплавляемостью с основным металлом, наплавки формируются плотными по всему сечению с плавной переходной зоной. Высокая однородность и бездефектность структуры, наличие в ней мелкодисперсных карбонитридов титана, повышенная твердость наплавок обусловили высокую абразивную износостойкость покрытия.
Износ покрытий проводили с помощью абразивных частиц (кварцевый песок). Образцы прижимали к роликам с усилием 44±0,25 Н. В процессе испытания абразивный материал непрерывно подавался в зону трения. Испытания проводили не менее чем для 3-х образцов каждого состава. Образцы взвешивали на весах с точностью до 0,01 мг.
При оценке износостойкости за эталон принимали пластину из стали марки Ст45, на которую производилась наплавка. При уменьшении массы эталона на один грамм уменьшение массы образца, наплавленного электродами, с составом покрытия прототипа составило 0,09 грамм, а уменьшение массы образца с заявляемым покрытием составило 0,06 грамм.
Таким образом, коэффициент износостойкости  для прототипа составляет 10,7, а для электродов с заявляемым составом - 16,8.
для прототипа составляет 10,7, а для электродов с заявляемым составом - 16,8.
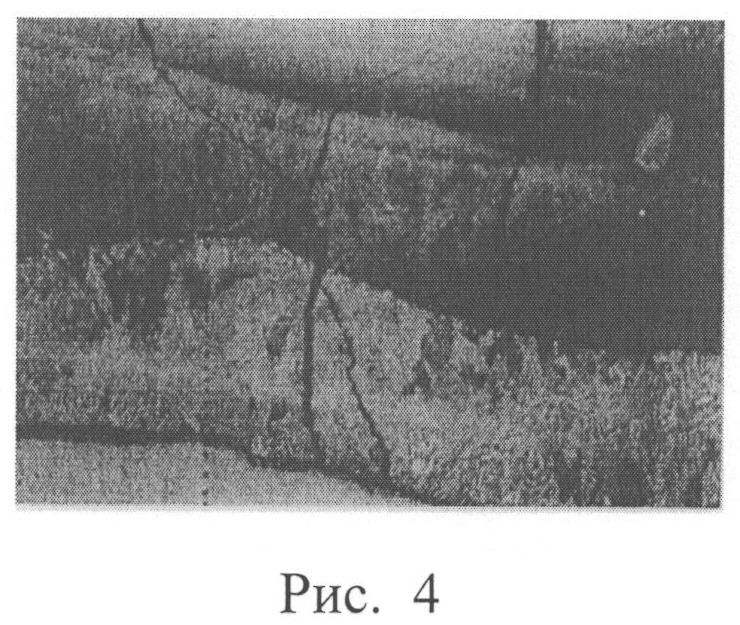
Для выявления термостойкости наплавленного слоя, полученного электродами прототипа и заявляемым карбонитридным упрочнением, образцы после наплавки каждого слоя в разогретом состоянии охлаждались в воде. При осмотре установлено, что в наплавленных слоях с карбонитридным упрочнением трещин и расслоений не выявлено. На рис.3 представлена микроструктура трехслойной наплавки, наплавленной электродами, с карбонитридом титана в покрытии, с охлаждением каждого слоя в воде: а) - зона сплавления с подложкой, б) - структура приповерхностного слоя. Структура слоя характеризуется мелкодисперсностью, высокой однородностью, равномерным распределением частиц карбонитрида титана, отсутствием трещин, пор и отслаивания от основного металла. На рис.4 представлена макроструктура трехслойной наплавки электродами с покрытием прототипа, с охлаждением каждого слоя в воде - сквозные трещины на границе раздела с подложкой. В слоях, наплавленных электродами, с составом прототипа при охлаждении возникли сквозные трещины, берущие начало на границе раздела с подложкой и распространяющиеся через всю толщину слоя.
Предлагаемый состав электродного покрытия при различных параметрах количественных значений компонентов вещества и результаты оценки качества наплавленных износостойких слоев приведены в таблице.

Как видно из таблицы, наилучшие результаты при изготовлении электродов и наплавленных износостойких слоев были достигнуты для электродов с покрытиями по примерам №3, №4 и №5. Микроструктура наплавленного слоя мелкодисперсная и равномерная, трещины отсутствуют, наплавленный сплав имеет высокий коэффициент износостойкости ( =16,8-16,9).
=16,8-16,9).
Предлагаемая рецептура электродного покрытия позволила получить высокие реологические свойства обмазочной массы, высокое качество наплавленного металла и высокую износостойкость.
Предлагаемый состав электродного покрытия промышленно применим и может быть использован при производстве электродов для износостойкой наплавки деталей металлургического оборудования, работающих в условиях абразивного износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2012 |
|
RU2505388C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2012 |
|
RU2506149C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| Состав электродного покрытия | 1990 |
|
SU1731550A1 |
| ПЛАВЛЕНО-КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ НАПЛАВКИ | 2020 |
|
RU2757824C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗНОСОУДАРОСТОЙКОГО СПЛАВА, ЭКСПЛУАТИРУЕМОГО В АБРАЗИВНОЙ СРЕДЕ | 1995 |
|
RU2098251C1 |
| Электродное покрытие | 1975 |
|
SU564943A1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2069136C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ | 2002 |
|
RU2230644C1 |
| Состав электродного покрытия для наплавки | 1991 |
|
SU1798094A1 |
Изобретение может быть использовано для наплавки деталей металлургического оборудования, работающих в условиях абразивного износа. Электродное покрытие содержит следующие компоненты, мас.%: феррохром - 58,0-60,0, ферробор - 14,0-16,0, мрамор - 5,0-7,0, ферросилиций - 3,5-4,5, плавиковый шпат - 3,5-4,5, ферромарганец - 1,5-3,5, графит - 5,5-6,5, поташ - 0,5-1,5 и нанопорошок карбонитрида титана - 1,5-3,0. Электродное покрытие может быть нанесено на металлические стержни из стали марки Св-08А. Состав покрытия позволяет получить обмазочную массу с высокой пластичностью, а электроды с данным покрытием обеспечивают получение наплавленного металла с твердостью до 66 HRC, повышенной износостойкостью и длительной эксплуатационной стойкостью восстановленных деталей. 4 ил., 1 табл.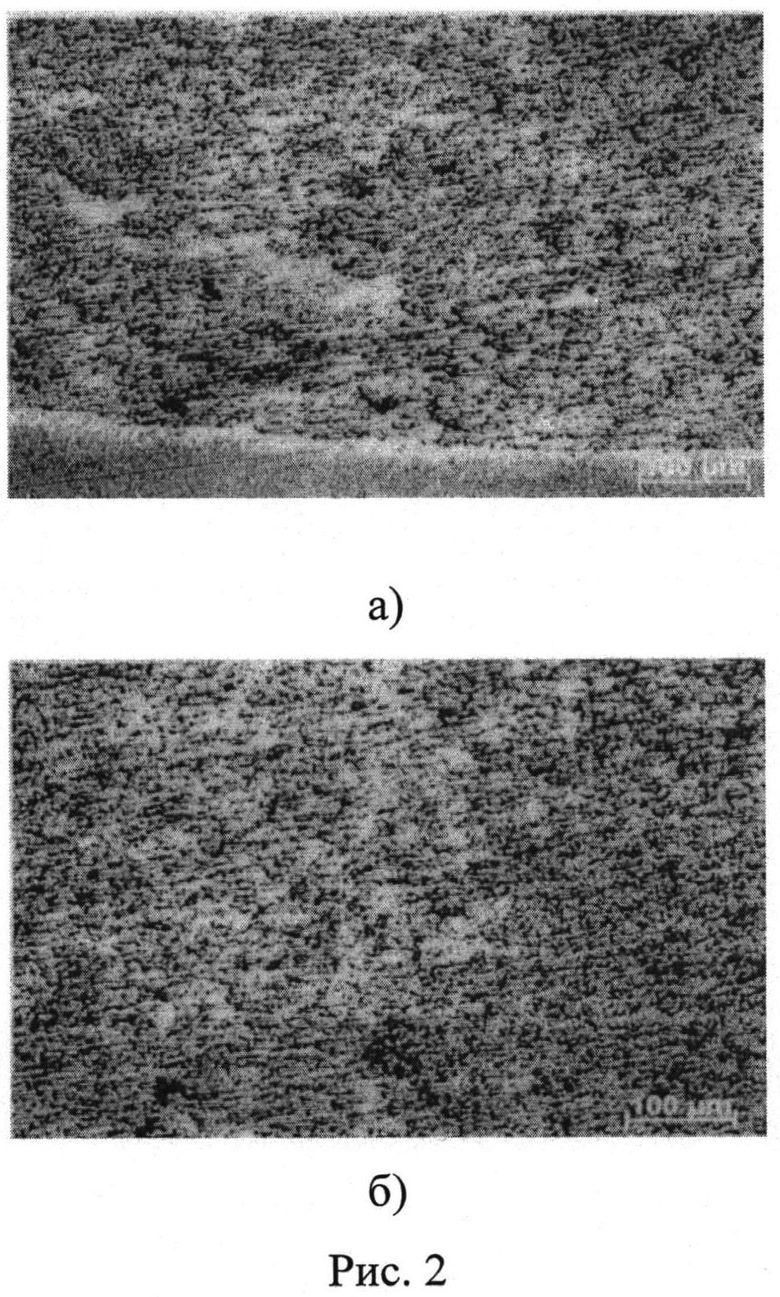
Состав электродного покрытия для износостойкой наплавки, содержащий феррохром, ферробор, мрамор, ферросилиций, плавиковый шпат, ферромарганец, графит, отличающийся тем, что он дополнительно содержит поташ и нанопорошок карбонитрида титана при следующем соотношении компонентов, мас.%:
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2006 |
|
RU2386525C2 |
| Состав электродного покрытия | 1990 |
|
SU1731550A1 |
| Состав электродного покрытия | 1975 |
|
SU569420A1 |
| Состав электродного покрытия для наплавки | 1974 |
|
SU502732A1 |
| CN 101961821 A, 02.02.2011 | |||

