Изобретение относится к сварке, в частности к составам электродного покрытия для наплавки штампозого инструмента, работающего до 600°С.
Целью изобретения является повышение механических свойств наплавленного металла, увеличение его теплостойкости (горячая твердость) и росту качества наплавленного металла.
Это достигается тем, что в состав электродного покрытия дополнительно введены фтористый иттрий, молибденовая пыль, слюда при следующем соотношении компонентов, мас.%:
Порошок быстрорежущей стали, марки 10Р6М5 42.8-55,7
Ферромолибден9,1-12,3 Молибденовая
пыль9,0-11,7
Хром металлический7,0-8,5
Ферромарганец0,7-1,0
Ферросилиций0,7-1,0
Графит .1,8-2,0
Мрамор10,0-14,3
Плавиковый шпат1,5-2,5
Сода .0,7-0,9 :
Фтористый иттрий0,6-0,7
Слюда2,5-3,5
Введение фтористого иттрия в состав электродного покрытия способствует росту ударной вязкости и прочности, при этом
-ч о
00
о
Ј
предел прочности на разрыв возрастает на 10 кг/см .
Такое влияние на прочностные характеристики связано с рафинированием и изменением формы, количества и распределения неметаллических включе; ний, карбидов;
Фтористый иттрий способствует возникновению в структуре наплавленного металла образования неметаллических включений и карбидов в глобулярной форме, которая служит для получения хорошего сочетания прочностных и пластических характеристик.
Молибденовая пыль является продуктом утилизации и отработки молибденового порошка; изготавливаемого по ТУ 88.УССР- 147.616-78. :.
Молибденовая пыль, как заменитель ферромолибдена и более дешевая, находит применение в качестве шихтового компонента порошковой проволоки. . Использование в составе электродного покрытия более Т 1.7% молибденовой пыли приводит к загрязнению наплавленного металла фосфором и серой, что снижает механические свойства.
При содержании в покрытии менее 9% молибденовой пыли содержащийся в ней молибден не обеспечит получения нужного количества износостойкого карбида молибдена МОзС, что снижает прочностные характеристики наплавленного металла,
Слюда вводится в массу электродного покрытия, как хороший пластификатор, обеспечивает устойчивое горение дуги, способствует образованию шлаков. При введении в электродную обмазочную массу менее 2,5% слюды затрудняются условия прессования электродно-обмазочной массы. Содержание в электродном покрытии свыше 3,5% слюды нежелательно, так как в ее составе находится который ухудшает процесс шлакообразования.
Оптимальное содержание шлакообра- зующих и газообразующих компонентов в покрытии: мрамор 10-14,3%, плавиковый шпат 1,5-2,5%, сода 0,7-0,9%, обеспечиваетхорошую защиту ванны металла от атмосферных воздействий, обеспечивают устойчивое горение дуги и способствуют хорошему удалению слоя шлака с поверхности наплавки.
Соотношение между фтористым иттрием, графитом и порошком быстрорежущей
стали 10Р6М5 выбрано равным к . Такое
Соотношение вышеуказанных компонентов обеспечивает нужное карбидообразование и формирование наплавленного металла с
,-
высокими механическими характеристиками (см. табл. 1),
Наличие в составе электродного покрытия хрома металлического а пределах 7- 5 8,5% обеспечивает содержание в наплавленном металле хрома в оптимальном процентном содержании для штампо- вых сталей высокой прочности 2,5-5%.
Таким образом, предложенный способ
Ю электродного покрытия прогрессивен, так
как обеспечивает получение наплавленного.
металла высокого качества с повышенными
механическими свойствами и значительно
высокой теплостойкостью (горячая твер15 дость)..
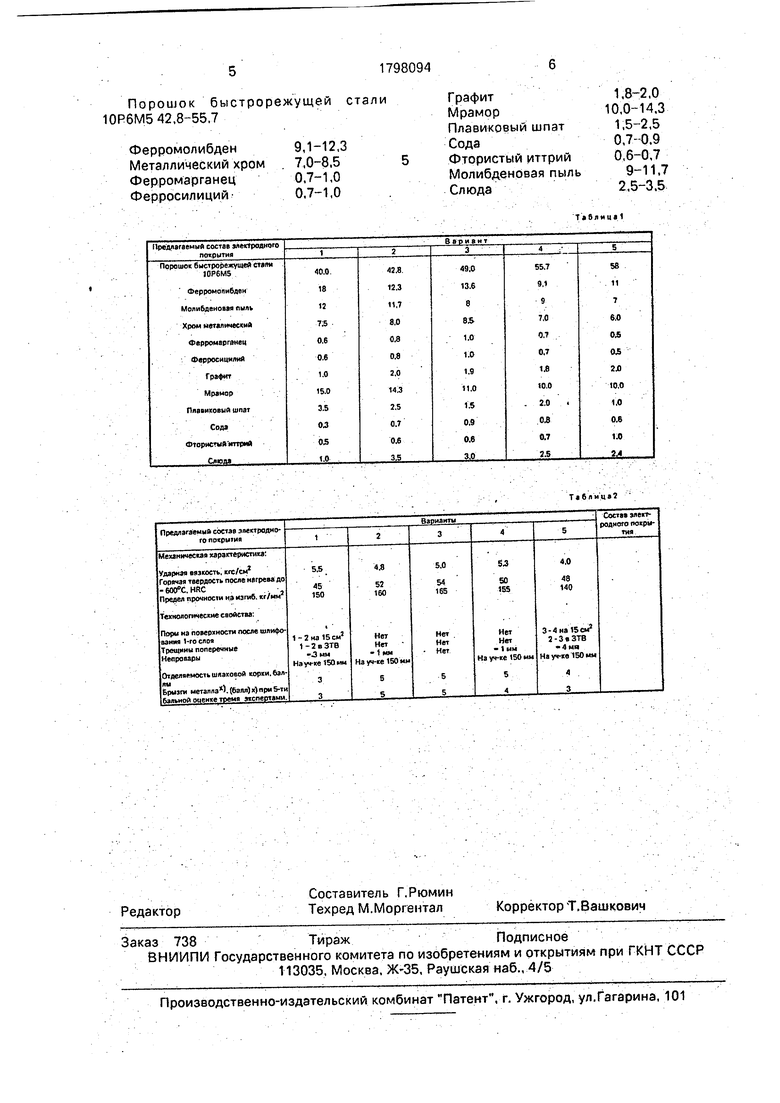
Было изготовлено пять вариантов электродного покрытия (см. ta6n. 1),
Полученные пять вариантов электрод- ного покрытия были применены при изго- 20 товлении электродов и дали наплавленный металл со следующими механическими и технологическими свойствами (см. табл. 2). Сварочно-технологические испытания показали, что электроды с новым составом элек25
тродного покрытия в процессе наплавки
обеспечивают устойчивое горение дуги, хорошее формирование наплавленного металла, незначительные по величине и размерам участки непроваров, шлаковая корка хоро30 шо удаляется с поверхности наплавленного металла. :
Как видно из табл. 2 оптимальным является 3-й вариант состава электродного покрытия, он обеспечивает высокие
35 механические свойства наплавленному металлу и высокую теплостойкость (горячая твердость).
Предлагаемый состав электродного покрытия не имеет дефицитных компонентов,
40 что способствует снижению затрат на ее изготовление.
Новый состав электродов может быть использован в машиностроении, в сельхозтехнике, на ремонтных предприятиях стра45 ны для изготовления и восстановления штампового инструмента.
Ф о р м у л а и з о б р е т е н и я
50 Состав электродного покрытия для наплавки, содержащий порошок быстрорежущей стали 10Р6М5, ферромолибден, металлический хром, ферромарганец, графит, мрамор, плавиковый шпат, соду, о т л и55 чающийся тем, что, с целью улучшения механических свойств наплавленного металла и его качества, состав дополнительно содержит фтористый иттрий, ферросилиций, молибденовую пыль и слюду при следу JO-UjeM соотношении компонентов, мас.%:
Порошок быстрорежущей стали 10Р6М5 42,8-55,7
Ферромолибден9,1-12,3
Металлический хром. 7,0-8,5
Ферромарганец0,7-1,0
Ферросилиций-0,7-1,0
Графит
Мрамор
Плавиковый шпат
Сода
Фтористый иттрий
Молибденовая пыл
Слюда
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| Состав электродного покрытия | 1978 |
|
SU703998A1 |
| Состав электродного покрытия | 1979 |
|
SU778037A1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| Состав электродного покрытия | 1990 |
|
SU1745482A1 |
| СВАРОЧНЫЙ ЭЛЕКТРОД | 1993 |
|
RU2102209C1 |
| Состав электродного покрытия | 1982 |
|
SU1050837A1 |
| Состав электродного покрытия | 1978 |
|
SU766796A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
Состав электродного покрытия предназначен для изготовления электродов, применяемых при наплавке штампового инструмента. Состав электродного покрытия содержит следующие компоненты, мас.%: порошок быстрорежущей стали 10Р6М5 41,8-55,7; ферромолибден 9,1- 12,3; молибденовая пыль 9- 11,7; металлический хром 7-8,5, ферромарганец 0,7-1,0; ферросилиций 0,7-1,0; графит 1,8-2,0; мрамор 10-14,3; плавиковый шпат 1,5-2,5; сода 0,7-0,9; фтористый иттрий 0,6-0,7; слюда 2-4.2 табл. Ј ел С
Таблиц а 1
лица
| Авторское свидетельство СССР Ms 968944, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 1125878,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР INfe 1189011, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 797159,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
