Область техники, к которой относится изобретение
Изобретение направлено на устройство подачи охлаждающего воздуха к пресс-формам формовочной машины для изготовления стеклянных изделий и, в частности, на устройство подачи охлаждающего воздуха к пресс-формам для изготовления стеклянных изделий в зависимости от положения пресс-формы.
Уровень техники
Пресс-формы для изготовления стеклянных изделий в машине для формования стеклянных изделий обычно устанавливаются на рычаги пресс-форм, которые могут перемещаться, обычно поворотно, между разомкнутым положением, при котором сегменты пресс-форм для изготовления стеклянных изделий разнесены друг от друга, и сомкнутым положением, при котором сегменты пресс-форм сближаются друг с другом, образуя пресс-форму для изготовления стеклянных изделий. Во время эксплуатации охлаждающая текучая среда, такая как воздух, подается к сегментам пресс-форм для охлаждения пресс-форм. Основная цель настоящего изобретения заключается в том, чтобы предложить простое и недорогое устройство подачи охлаждающего воздуха к пресс-формам машины для формования стеклянных изделий, в частности такое, в котором количество охлаждающего воздуха, подаваемого к пресс-формам, можно было бы легко оптимизировать при разомкнутом положении рычагов пресс-форм, сомкнутом положении рычагов пресс-форм и/или положении рычагов пресс-форм между разомкнутым и сомкнутым положениями.
Раскрытие изобретения
Настоящее изобретение содержит ряд аспектов, которые могут быть реализованы по отдельности или в комбинации друг с другом.
Машина для формования стеклянных изделий по одному из аспектов настоящего изобретения включает в себя секционную коробку машины, с имеющимся в ней направленным вверх выпускным отверстием для охлаждающего воздуха. По меньшей мере, один из опорных рычагов пресс-формы расположен над секционной коробкой и может перемещаться между положением разомкнутой пресс-формы и положением сомкнутой пресс-формы. Воздушный патрубок закреплен в рычаге пресс-формы, над секционной коробкой и выпускным отверстием, и предназначен для подачи охлаждающего воздуха, по меньшей мере, к одной пресс-форме, закрепленной в рычаге пресс-формы. В патрубке имеется впускное отверстие для охлаждающего воздуха, выровненное с выпускным отверстием для охлаждающего воздуха в секционной коробке. Клапанная пластина установлена на секционной коробке с возможностью перемещения над выпускным отверстием секционной коробки. В клапанной пластине имеется отверстие клапанной пластины, выровненное с выпускным отверстием. Клапанная пластина функционально сопряжена с рычагом пресс-формы таким образом, чтобы положение клапанной пластины и нахлест между выпускным отверстием и отверстием клапанной пластины менялись при перемещении рычага пресс-формы между положением сомкнутой пресс-формы и положением разомкнутой пресс-формы. Клапанная пластина предпочтительно функционально сопряжена с рычагом пресс-формы при помощи сопряжения с холостым ходом.
Формовочная машина для изготовления стеклянных изделий по другому аспекту настоящего изобретения включает в себя секционную коробку машины с имеющимся в ней выпускным отверстием для охлаждающего воздуха, по меньшей мере, один опорный рычаг пресс-формы, который расположен над секционной коробкой и может перемещаться между положением разомкнутой пресс-формы и положением сомкнутой пресс-формы, а также средства подачи охлаждающего воздуха от выпускного отверстия к рычагам пресс-формы. Машина по данному аспекту изобретения отличается тем, что средства подачи охлаждающего воздуха включают в себя клапанную пластину, установленную на секционной коробке и поворачивающуюся вокруг оси, с имеющимся в ней отверстием клапанной пластины, которое совмещается с выпускным отверстием в секционной коробке. Нажимная пластина установлена на опорном рычаге пресс-формы, над клапанной пластиной, в ней имеется отверстие нажимной пластины, которое совмещается с отверстием клапанной пластины. Сопряжение между клапанной пластиной и нажимной пластиной поворачивает клапанную пластину на секционной коробке в зависимости от перемещения опорного рычага пресс-формы между положением разомкнутой пресс-формы и положением сомкнутой пресс-формы таким образом, чтобы охлаждающий воздух непрерывно поступал к опорному рычагу пресс-формы через клапанную пластину и нажимную пластину. Сопряжение предпочтительно является сопряжением с холостым ходом, таким образом, чтобы движение рычага пресс-формы не передавалось клапанной пластине при начальном движении в направлении размыкания либо в направлении смыкания.
Краткое описание чертежей
Изобретение, а также его дополнительные цели, признаки, преимущества и аспекты станут более понятны из последующего описания, прилагаемой формулы изобретения и сопутствующих чертежей, где:
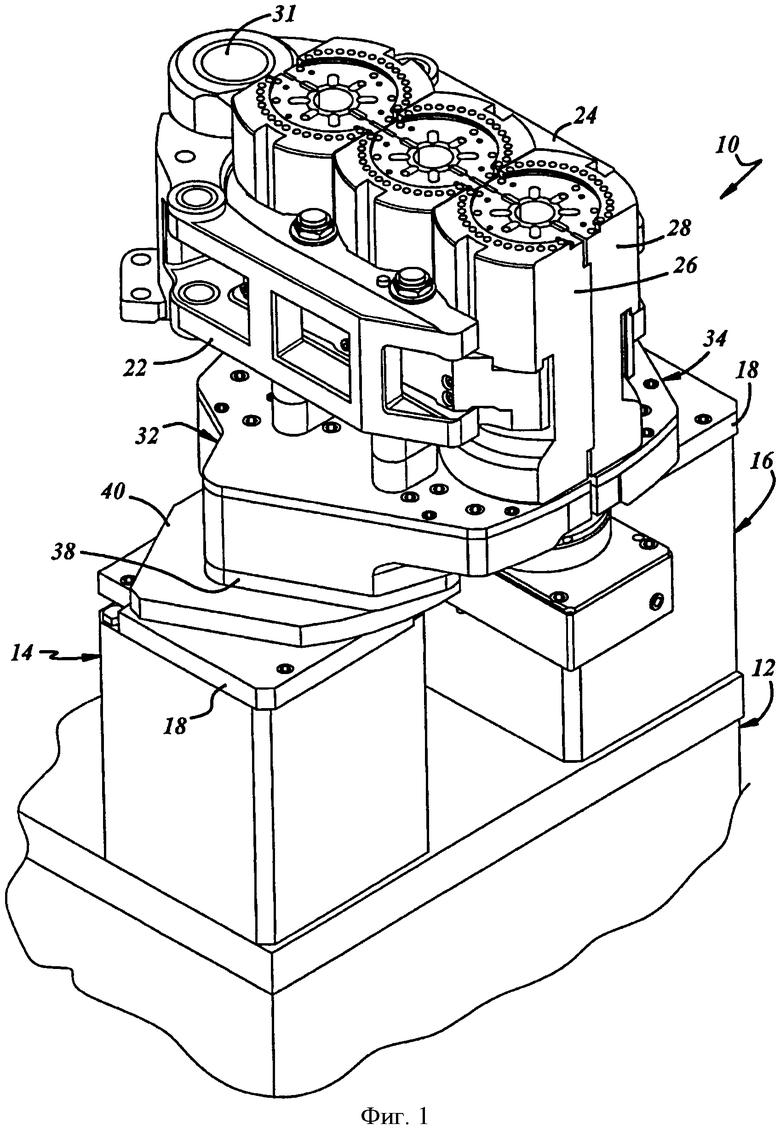
на фиг.1 показан местный вид в перспективе секции выдувного формования формовочной машины для изготовления стеклянных изделий, содержащей устройство подачи воздуха для охлаждения пресс-формы по типовому варианту осуществления изобретения;
на фиг.2 показан местный вид, частично в сечении, секции выдувного формования по фиг.1;
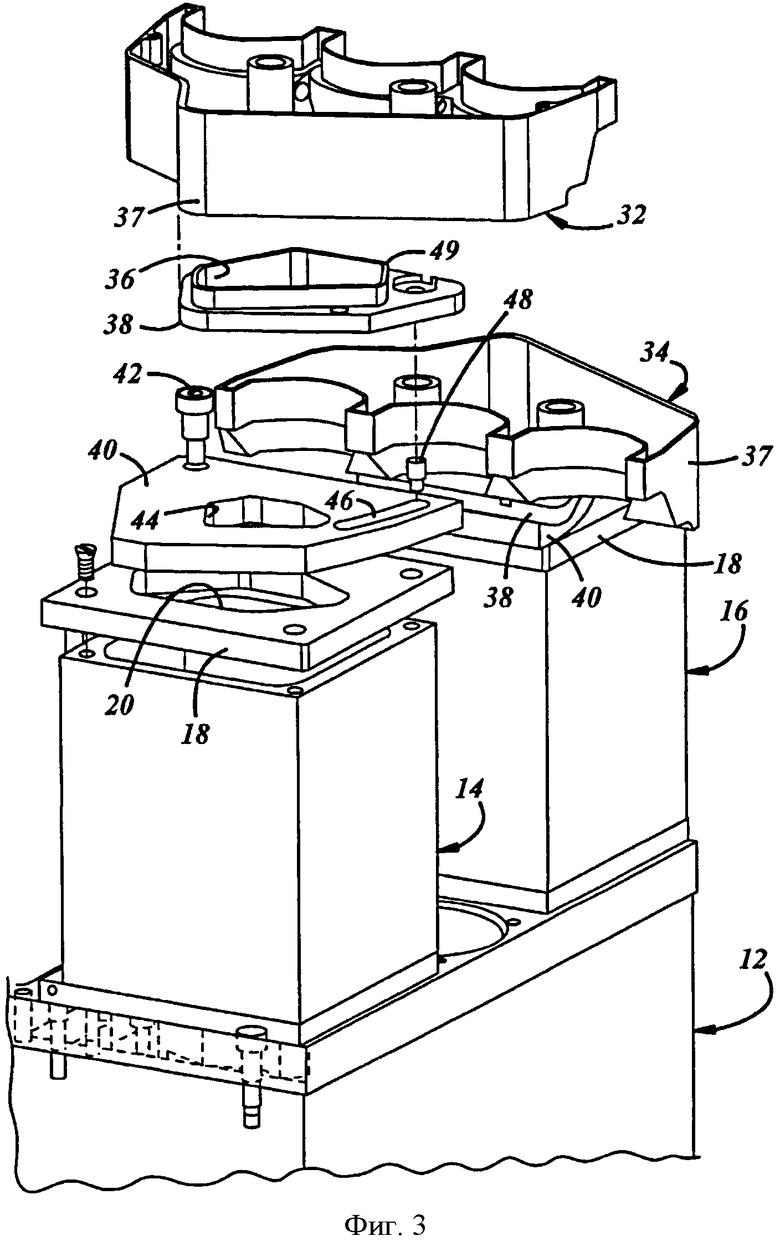
на фиг.3 показано изображение частично в разобранном виде, в перспективе, секции выдувного формования по фигурам 1 и 2, оснащенной устройством подачи воздуха для охлаждения пресс-формы по изготовлению стеклянных изделий, по типовому варианту осуществления изобретения;
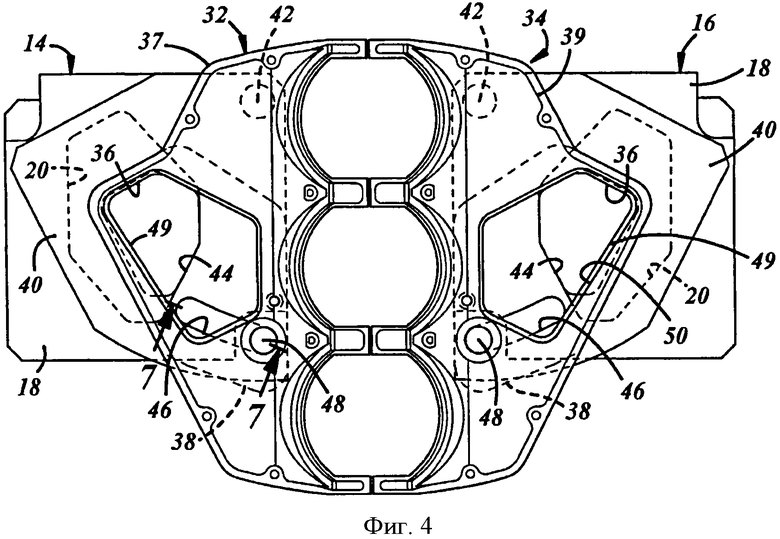
на фиг.4 показан вид сверху, в плане патрубков для охлаждающего воздуха, а также устройства подачи охлаждающего воздуха из варианта осуществления по фигурам 1 и 3, причем рычаги пресс-формы находятся в положении сомкнутой пресс-формы;
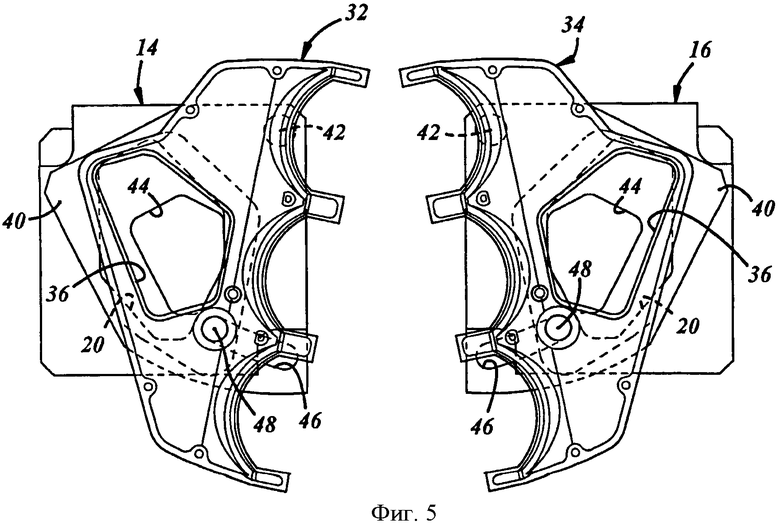
на фиг.5 показан вид сверху, в плане, аналогичный виду по фиг.4, однако в данном случае рычаги пресс-формы находятся в частично разомкнутом положении;
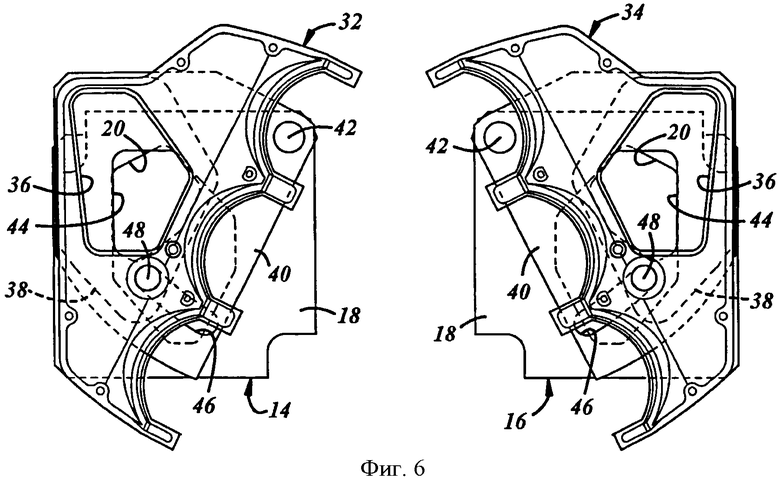
на фиг.6 показан вид сверху, в плане, аналогичный виду по фигурам 4 и 5, однако в данном случае рычаги пресс-формы находятся в полностью разомкнутом положении;
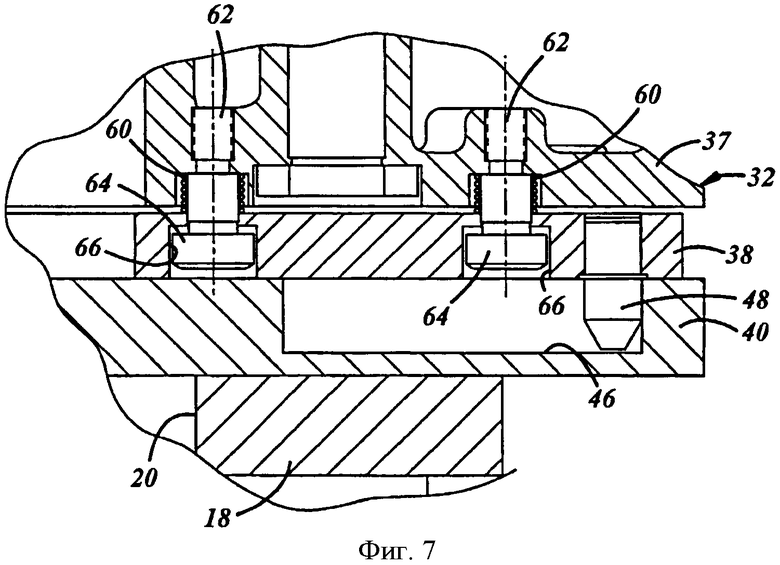
на фиг.7 показан местный вид в сечении, по существу вдоль линии 7-7 по фиг.4.
Осуществление изобретения
На фигурах 1-3 показана установка 10 выдувного формования формовочной машины для изготовления стеклянных изделий, оснащенная устройством подачи воздуха для охлаждения пресс-формы по типовому варианту осуществления настоящего изобретения. Секционная коробка 12 машины соединена с соответствующим устройством подачи охлаждающего воздуха, часто именуемым охлаждающим дутьем, таким образом, чтобы внутри секционной коробки создавалось повышенное давление воздуха. У секционной коробки 12 может иметься пара колонн 14, 16. Колонны 14, 16 являются полыми и оканчиваются соответствующими верхними торцевыми пластинами 18. В каждой из торцевых пластин 18 образовано выпускное отверстие 20 для охлаждающего воздуха. Колонны 14, 16, торцевые пластины 18 и выпускное отверстие 20 предпочтительно являются зеркальными отражениями друг друга. В каждой из пар рычагов 22, 24 пресс-формы установлена, по меньшей мере, одна соответствующая секция 26, 28 пресс-формы для изготовления стеклянных изделий. В сомкнутых положениях секций пресс-форм для изготовления стеклянных изделий, изображенных на фигурах 1-2, секции пресс-форм сопряжены, образуя пресс-форму для изготовления стеклянных изделий с оформляющей полостью 30. Рычаги 22, 24 пресс-формы установлены на соответствующей конструкции, такой как поворотный штырь 31, таким образом, чтобы они могли перемещаться между положениями сомкнутой пресс-формы, изображенными на фигурах 1-2, и положениями разомкнутой пресс-формы, при котором секции пресс-формы разнесены друг от друга, позволяя вынимать оформленное стеклянное изделие. Типовые конструкции для выборочного размыкания и смыкания рычагов пресс-форм раскрыты в US 2008/0282739А1.
Пара воздушных патрубков 32, 34, закрепленных в соответствующих рычагах 22, 24, предназначена для пропускания охлаждающего воздуха из секционной коробки 12 и подачи охлаждающего воздуха в проходы для охлаждающего воздуха в секциях 26, 28 пресс-формы. (Конкретные компоновки секций пресс-формы, а также компоновки проходов для охлаждающего воздуха в секциях пресс-формы, изображенные на чертежах, являются исключительно типовыми.) Патрубки 32, 34 предпочтительно являются зеркальными отражениями друг друга. У каждого патрубка 32, 34 имеется кожух 37 с направленным вниз впускным отверстием 36 для охлаждающего воздуха, выровненным с и расположенным над сопрягаемым выпускным отверстием 20 для охлаждающего воздуха в торцевых пластинах 18 колонн. По типовому варианту осуществления подобное впускное отверстие патрубка для охлаждающего воздуха образовано в нажимной пластине 38, установленной снизу кожуха 37 патрубка. Снизу каждой нажимной пластины 38, между нажимной пластиной и сопрягаемой торцевой пластиной 18 колонны, находится клапанная пластина 40. Каждая клапанная пластина 40 закреплена к расположенной снизу торцевой пластине 18 при помощи поворотной шпильки 42 таким образом, чтобы каждая клапанная пластина могла поворачиваться относительно расположенной снизу торцевой пластины 18 вокруг оси сопряженной шпильки 42. У каждой клапанной пластины 40 имеется соответствующее отверстие 44 клапанной пластины, которое расположено над и выровнено с расположенным снизу выпускным отверстием 20.
У каждой клапанной пластины 40 имеется дугообразный паз 46, который, после сборки, расположен концентрично оси поворотного штыря 31 рычага пресс-формы (фигуры 1 и 2). Шпилька 48 проходит вниз от каждой прижимной пластины 38 в паз 46 расположенной снизу клапанной пластины 40. По меньшей мере, одна пружина 60 (фиг. 7) функционально расположена между кожухом 37 патрубка и расположенной снизу прижимной пластиной 38, отклоняя прижимную пластину к сопряженной клапанной пластине 40. Как показано на фиг.7, прижимная пластина 38 предпочтительно подвешена снизу кожуха 37 патрубка при помощи пары болтов 62, причем головки 64 болтов входят в соответствующие выемки 66 в прижимной пластине 38. Спиральная пружина 60 расположена вокруг стержня каждого болта 62, отклоняя прижимную пластину 38 вниз относительно кожуха 37 патрубка к противоположной поверхности клапанной пластины 40. Вокруг отверстия 36 прижимной пластины может быть расположен поднимающийся вверх фланец 49, который входит в отверстие 50 в нижней стенке кожуха 37 патрубка для уменьшения утечек воздуха. Соответствующие клапанные пластины 40 и прижимные пластины 38 предпочтительно являются зеркальным отражением друг друга, причем соответствующие прижимные пластины 38 предпочтительно также являются зеркальным отражением друг друга.
Функционирование источника подачи охлаждающего воздуха в пресс-форму для изготовления стеклянных изделий наиболее наглядно показано на фигурах 4-6. Когда рычаги пресс-формы находятся в положении полностью сомкнутой пресс-формы, показанном на фигурах 1-2, кожухи патрубка и различные пластины находятся в положении, показанном на фиг.4. Каждое отверстие 44 клапанной пластины выравнивается и накладывается на сопрягаемое впускное отверстие 36 патрубка (в прижимной пластине 38). По мере перемещения рычагов пресс-формы из полностью сомкнутых положений по фиг.4, через промежуточные положения по фиг.5, к полностью разомкнутым положениям по фиг.6, шпильки 48 на прижимных пластинах 38 перемещаются вдоль пазов 46 в клапанных пластинах 40, но первоначально не перемещают клапанные пластины. Во время подобного сопряжения с холостым ходом охлаждающий воздух продолжает поступать из секционной коробки через выровненные отверстия пластин и патрубки к пресс-формам для изготовления стеклянных изделий. При дальнейшем перемещении рычагов пресс-формы к полностью разомкнутым положениям, из положений по фиг.5 к положениям по фиг.6, шпильки 48 зацепляются с торцами пазов 46 (см. фиг.5) и поворачивают клапанные пластины 40 вокруг соответствующих шпилек 42 вместе с рычагами пресс-формы. Когда впоследствии рычаги пресс-формы перемещаются из полностью разомкнутых положений по фиг.6 к полностью сомкнутым положениям по фиг.4, шпильки 48 вначале перемещаются в пазах 46 клапанных пластин 40 таким образом, чтобы между пластинами вновь возникал холостой ход, поскольку клапанные пластины не перемещаются во время подобных начальных смыкающих движений. После того как шпильки 48 доходят до торцов пазов 46 в клапанных пластинах 40, при дальнейшем перемещении рычагов пресс-формы к полностью сомкнутым положениям, происходит поворот соответствующих клапанных пластин 40 в направлении полностью сомкнутых положений по фиг.4.
Поток охлаждающего воздуха между секционной коробкой и пресс-формой для изготовления стеклянных изделий регулируется сечением различных отверстий в пластинах, через которые проходит воздушный поток во время перемещения рычагов пресс-формы. По типовому варианту осуществления изобретения, изображенному на чертежах, отверстия в пластинах предпочтительно сделаны таким образом, чтобы поток охлаждающего воздуха, поступающего к пресс-формам для изготовления стеклянных изделий, оставался, по существу, постоянным во время перемещения между полностью сомкнутыми и полностью разомкнутыми положениями, а также при нахождении в полностью сомкнутых и полностью разомкнутых положениях. Между тем, за счет изменения размеров и/или геометрических форм отверстий в пластинах можно реализовать иную схему регулирования воздушного потока.
Таким образом, было раскрыто устройство подачи охлаждающего воздуха к пресс-формам для изготовления стеклянных изделий, которое полностью достигает все ранее поставленные цели и задачи. Изобретение было представлено на примере типового варианта его осуществления, также были рассмотрены его модификации и вариации. С учетом представленного выше описания специалистами, обладающими рядовыми знаниями в данной области техники, могут быть предложены другие модификации и вариации.
Изобретение относится к устройству подачи охлаждающего воздуха в пресс-форму для изготовления стеклянных изделий. Технический результат изобретения заключается в возможности непрерывной подачи охлаждающего воздуха, подаваемого к пресс-формам. Машина для формования стеклянных изделий содержит секционную коробку (12) с выпускным отверстием (20) для охлаждающего воздуха, рычаг (22 или 24) пресс-формы, который расположен над упомянутой секционной коробкой и может перемещаться между положением разомкнутой пресс-формы и положением сомкнутой пресс-формы. В рычаге закреплен воздушный патрубок (32 или 34) для подачи охлаждающего воздуха, по меньшей мере, к одной пресс-форме (26, 28). В патрубке имеется впускное отверстие (36) для охлаждающего воздуха, выровненное с выпускным отверстием в секционной коробке. На секционной коробке установлена клапанная пластина (40), в которой имеется отверстие (44) клапанной пластины, выровненное с выпускным отверстием. Клапанная пластина (40) установлена на секционной коробке (12) с возможностью перемещения и функционально сопряжена с рычагом (22 или 24) пресс-формы таким образом, чтобы положение клапанной пластины и нахлест между отверстием клапанной пластины и выпускным отверстием (44) менялись в зависимости от перемещения упомянутого рычага пресс-формы между упомянутым положением сомкнутой пресс-формы и положением разомкнутой пресс-формы. 2 н. и 8 з.п. ф-лы, 7 ил.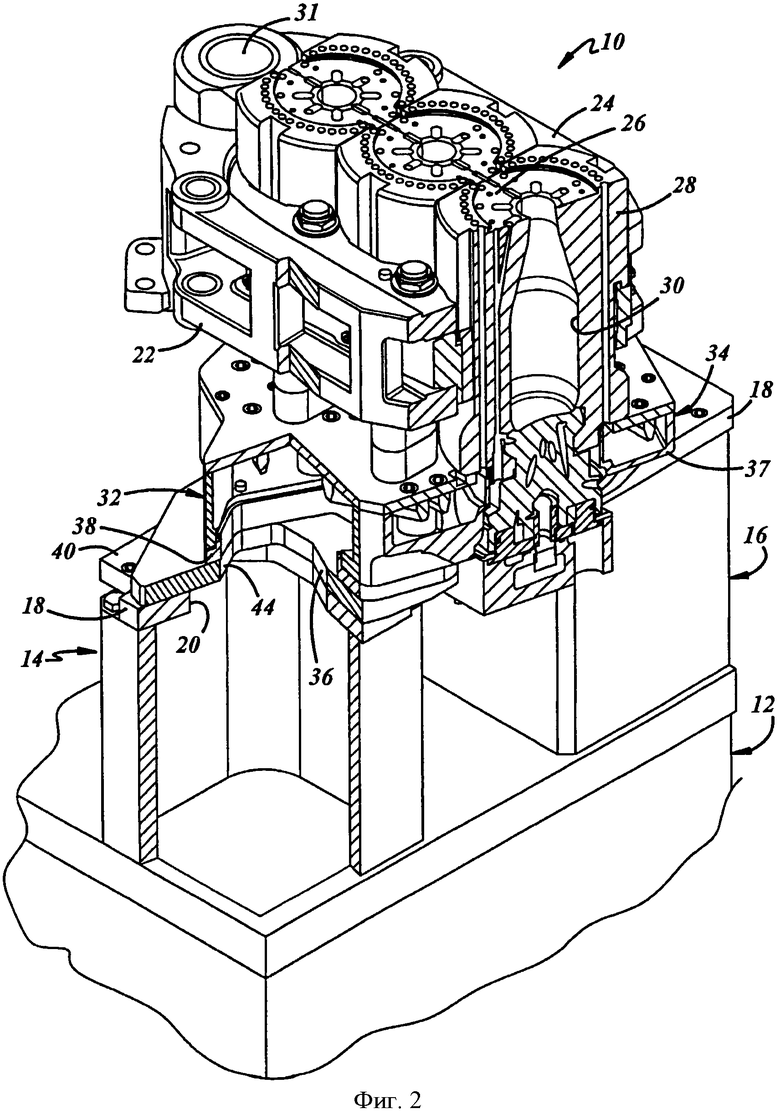
1. Машина для формования стеклянных изделий, которая включает в себя:
секционную коробку (12) машины с имеющимся в ней направленным вверх выпускным отверстием (20) для охлаждающего воздуха,
рычаг (22 или 24) пресс-формы, который расположен над упомянутой секционной коробкой и может перемещаться между положением разомкнутой пресс-формы и положением сомкнутой пресс-формы,
воздушный патрубок (32 или 34), закрепленный в упомянутом рычаге пресс-формы над упомянутой секционной коробкой и упомянутым выпускным отверстием, для подачи охлаждающего воздуха, по меньшей мере, к одной пресс-форме (26, 28) для изготовления стеклянных изделий, закрепленной в упомянутом рычаге пресс-формы, в упомянутом воздушном патрубке имеется впускное отверстие (36) для охлаждающего воздуха, выровненное с упомянутым выпускным отверстием в упомянутой секционной коробке, а также
клапанную пластину (40), установленную с возможностью перемещения на упомянутой секционной коробке, над упомянутым выпускным отверстием, в которой имеется отверстие (44) клапанной пластины, выровненное с упомянутым выпускным отверстием,
отличающаяся тем, что
упомянутая клапанная пластина (40) подвижно установлена на упомянутой секционной коробке (12) с возможностью перемещения, а также тем, что
упомянутая клапанная пластина (40) функционально сопряжена с упомянутым рычагом (22 или 24) пресс-формы таким образом, чтобы положение упомянутой клапанной пластины и нахлест между упомянутым отверстием клапанной пластины и упомянутым выпускным отверстием (44) менялись в зависимости от перемещения упомянутого рычага пресс-формы между упомянутым положением сомкнутой пресс-формы и положением разомкнутой пресс-формы.
2. Машина по п.1, причем упомянутая клапанная пластина (40) функционально сопряжена с упомянутым рычагом (22 или 24) пресс-формы при помощи сопряжения (46, 48) с холостым ходом таким образом, чтобы движение рычага пресс-формы не передавалось клапанной пластине при начальном перемещении в направлении размыкания или смыкания.
3. Машина по п.2, причем упомянутое сопряжение с холостым ходом включает в себя паз (46) в одной из упомянутых клапанных пластин и упомянутый патрубок, а в другой упомянутой клапанной пластине - шпильку (48), расположенную в упомянутом пазу, и упомянутый патрубок.
4. Машина по п.3, причем упомянутый рычаг (22 или 24) пресс-формы закреплен таким образом, чтобы он мог совершать поворотное движение между упомянутым положением сомкнутой пресс-формы и положением разомкнутой пресс-формы, при этом упомянутый паз (46) имеет дугообразную форму.
5. Машина по п.1, причем упомянутый патрубок (32 или 34) включает в себя прижимную пластину (38), расположенную снизу упомянутого патрубка, упомянутое впускное воздушное отверстие (36) находится в упомянутой прижимной пластине, а прижимная пластина прижимается к упомянутой клапанной пластине, по меньшей мере, одной пружиной (60).
6. Машина по п.5, включающая в себя пару упомянутых рычагов (22, 24) пресс-формы, воздушный патрубок (32, 34), закрепленный в каждом из упомянутых рычагов пресс-формы, прижимную пластину (38), расположенную снизу каждого из упомянутых патрубков, а также клапанную пластину (40), расположенную снизу каждой из упомянутых прижимных пластин,
упомянутые соответствующие рычаги пресс-формы, соответствующие патрубки, соответствующие прижимные пластины и соответствующие клапанные пластины являются зеркальными отражениями друг друга.
7. Формовочная машина для изготовления стеклянных изделий, включающая в себя секционную коробку (12) машины с имеющимся в ней выпускным отверстием (20) для охлаждающего воздуха, по меньшей мере, один опорный рычаг (22 или 24) пресс-формы, который расположен над упомянутой секционной коробкой и может перемещаться между положением разомкнутой пресс-формы и положением сомкнутой пресс-формы, а также средства подачи охлаждающего воздуха от упомянутого выпускного отверстия к упомянутым опорным рычагам пресс-формы,
отличающаяся тем, что упомянутые средства включают в себя:
клапанную пластину (40), которая установлена на упомянутой секционной коробке и поворачивается вокруг оси, в упомянутой клапанной пластине имеется отверстие (44) клапанной пластины, выровненное с упомянутым выпускным отверстием в упомянутой секционной коробке,
прижимную пластину (38), которая установлена в упомянутом опорном рычаге пресс-формы, над упомянутой клапанной пластиной, в упомянутой прижимной пластине имеется отверстие (36) прижимной пластины, выровненное с упомянутым отверстием клапанной пластины в упомянутой клапанной пластине, а также
сопряжение (46, 48) между упомянутой клапанной пластиной и упомянутой прижимной пластиной, поворачивающее упомянутую клапанную пластину на упомянутой секционной коробке в зависимости от перемещения упомянутого опорного рычага пресс-формы между положением разомкнутой пресс-формы и положением сомкнутой пресс-формы.
8. Машина по п.7, причем упомянутое сопряжение (46, 48) является сопряжением с холостым ходом.
9. Машина по п.7, в которой прижимная пластина размещена против клапанной пластины.
10. Машина по п.9, содержащая, по меньшей мере, одну пружину (60), прижимающую упомянутую прижимную пластину к упомянутой клапанной пластине.
| Трубчатый воздушный экономайзер | 1927 |
|
SU10013A1 |
| Устройство для формования стеклоизделий | 1987 |
|
SU1502491A1 |
| US 20070227192 A1, 04.10.2007 | |||
| US 7296442 B2, 20.11.2007 | |||
| Скоростная киносъемочная камера | 1956 |
|
SU112083A1 |

