Изобретение относится к установкам для напыления в вакууме тонких слоев с различными свойствами на размещенные в паллетах пластины на основе кремния или стекла, а также к системам лазерной очистки паллет от напыления.
Известен патент РФ №2554838 на изобретение «Способ очистки для установок нанесения покрытий» с конвенционным приоритетом от 25.01.2010 г., зарегистрированный на имя ЭРЛИКОН СЕРФИЗ СОЛЮШНЗ АГ, ТРЮББАХ (СН), МПК В08В 7/00, С23С 14/04, С23С 14/56, С23С 16/04, С23С 16/44, В24С 1/00, опубликовано 27.06.2015 г.
Изобретение относится к способу очистки вспомогательных поверхностей установок для нанесения покрытий с камерой для нанесения покрытия. Перед нанесением покрытия наносят антиадгезионный слой на вспомогательные поверхности камеры для нанесения покрытия. После нанесения покрытия осуществляют обработку вспомогательных поверхностей с помощью струйной обработки сухим льдом и/или снегом из CO2. В результате упрощается очистка поверхности детали и исключается их износ.
Известен патент РФ №155957 на полезную модель «Устройство очистки полупроводниковых структур ультрафиолетом» с приоритетом от 25.05.2015 г., зарегистрированный на имя ОАО "Центральный научно-исследовательский институт "Электрон", МПК В08В 7/00, опубликовано 20.10.2015 г.
Полезная модель относится к устройствам очистки полупроводниковых структур от микрозагрязнений. Очистку проводят без дополнительного нагрева и специальной камеры, на открытом воздухе, с использованием УФ излучения в разных диапазонах длин волн. Устройство очистки полупроводниковых структур ультрафиолетом включает ультрафиолетовую лампу, расположенную на расстоянии от держателя, закрепленного на оси и соединенного с мотором, обеспечивающим вращения держателя для равномерного облучения детали, штатив, соединяющий лампу и держатель, и обеспечивающий регулировку положения лампы по высоте для задания расстояния между лампой и облучаемой деталью 1-10 мм, при этом держатель соединен с вытяжной вентиляцией, обеспечивающей откачку микрозагрязнений и излишков озона, образующегося под действием ультрафиолета.
Известен патент РФ №2037342 на изобретение «Способ очистки поверхности материалов и устройство для его осуществления» с приоритетом от 17.09.1990 г., зарегистрированный на имя Ажанс Режьональ де Девелопман Текноложик (FR), МПК В08В 7/00, опубликовано 19.06.1995 г.
Способ очистки поверхности материалов осуществляется путем воздействия на нее лазерного источника света. Устройство содержит лазер с блоком питания и снабжено оптической системой разделения основного лазерного пучка света на энергетически равные лазерные пучки света, оптическими волокнами, оптическим средством для рекомбинации лазерных пучков света и оптическим регулятором диаметра лазерного пучка света.
В патенте РФ №2037342, опубликованном 19.06.1995 (патент US №5151134 от 14.09.1990) для удаления загрязняющих веществ с поверхности материалов используют лазер с длиной волны излучения 1,06 мкм, работающий также в режиме модулированной добротности. При этом обеспечивается эффект улетучивания поверхностных слоев при воздействии коротких высокомощных импульсов, вызывающих на границе раздела материалов детали и внешнего покрытия ударную волну, которая приводит к отслаиванию по меньшей мере части поверхностного слоя покрытия. Обработка ведется лазерными импульсами длительностью от 10 до 30 наносекунд с плотностью мощности в диапазоне значений (22÷53)⋅106 Вт/см2 и частотой следования импульсов 30 Гц. Максимальная энергия в импульсе близка к 0,5 Дж, а средний диаметр лазерного пятна на очищаемой поверхности составляет менее 10 мм. Высокомощные импульсы излучения доставляются в зону обработки посредством оптических волокон несмотря на наличие у последних относительно низкой пороговой величины «пиковой» мощности передаваемого излучения тесно связанной с длительностью лазерных импульсов. Возможность передачи мощного излучения по оптическому волокну в патенте обеспечена разделением исходного лазерного пучка на несколько по энергии примерно равных между собой пучков с меньшей энергией в импульсе и использованием для каждого из них отдельного оптического волокна, т.е. с помощью жгута оптических кварцевых волокон.
Известен патент РФ №2445175 на изобретение «Способ поверхностной лазерной обработки и устройство для его осуществления» с приоритетом от 28.06.2010 г., зарегистрированный на имя ООО «Центр лазерных технологий», МПК В08В 7/00, опубликовано 20.03.2012 г.
Изобретение относится к области лазерной обработки поверхности материалов для использования в машиностроении и приборостроении для очистки поверхности от нежелательных слоев и загрязнений. Способ включает в себя следующие этапы: воздействие на обрабатываемую поверхность сканирующим пучком импульсно-периодического лазерного излучения, формирование пучка лазерного излучения с временной структурой в виде периодически повторяющихся серий световых импульсов, циклический разворот каждой серии импульсов в полосу, обеспечение смыкания полос, образованных разверткой каждой из периодически повторяющихся серий импульсов. Устройство включает взаимосвязанные лазер и оптико-механическую систему (система формирования однородной пространственной структуры лазерного пучка и сканирующая система, на выходе которой расположен фокусирующий объектив), связанные с компьютером через блок синхронизации.
Известен патент РФ №2538161 изобретение «Способ лазерной очистки поверхности» с приоритетом от 28.12.2012 г., зарегистрированный на имя ФГАОУВО «Санкт-Петербургский национальный исследовательский университет информационных технологий, механики и оптики», МПК B23K 26/36, опубликовано 10.07.2014 г.
Способ используется при удалении различного рода загрязнений с поверхности промышленных и технологических объектов. Способ включает в себя следующие этапы. Проводят сканирование в многоимпульсном режиме сформированным пучком лазерного излучения по корродированной поверхности объекта в несколько проходов. Регистрируют в непрерывном режиме спектр плазмы, образующейся в процессе удаления загрязнений. В полученном спектре плазмы для очищаемой поверхности и/или для загрязнителя регистрируют линии железа и линии кислорода. Измеряют значения интенсивностей указанных спектральных линий и вычисляют отношение интенсивностей спектральной линии кислорода к спектральной линии железа. При значении величины отношения интенсивностей выбранных спектральных линий больше 0,5 мощность пучка лазерного излучения уменьшают, а при значении меньше 0,5 поверхность считают очищенной. Контроль качества очистки осуществляется в реальном времени и для этого используют датчик, регистрирующий спектр плазмы. Недостатком является то, что данное устройство является отдельным механизмом.
Известен патент РФ №2619692 на изобретение «Способ лазерной очистки металлов» с приоритетом от 24.05.2016 г., зарегистрированный на имя ООО «Научно-производственное предприятие Волоконно-Оптического и Лазерного Оборудования», МПК В08В 7/00, опубликовано 17.05.2017 г.
Способ очистки металлов заключается в использовании на очищаемой поверхности пятна с плотностью мощности лазерного излучения, достаточной для возникновения процессов терморазрушения покрытия. Для этого используют непрерывное лазерное излучение, пятно которого на поверхности изделия непрерывно перемещают по замкнутой круговой траектории, центр кривизны которой при этом линейно перемещают по траектории любой конфигурации для получения непрерывной полосы обработки.
Известна патентная заявка Китая CN 107755362 А на изобретение, «Оборудование для лазерной очистки» с приоритетом от 25.09.2017 г., МПК В08В 13/00; В08В 7/00; B23K 26/36; B23K 26/70, опубликовано 06.03.2018 г.
Изобретение относится к оборудованию для лазерной очистки, содержащему стойку, устройство для транспортировки заготовок, расположенное на стойке, корпус и систему лазерной очистки, расположенную на стойке. Корпус расположен на стойке и закрывает часть устройства транспортировки заготовки. Система используется для проведения лазерной очистки на обрабатываемой заготовке, транспортируемой специальным устройством. Согласно оборудованию для лазерной очистки, поверхность металла очищается с помощью лазерного излучения от жирной грязи, пятен и слоя ржавчины.
Известна патентная заявка Китая CN 104999183 на изобретение «Устройство и способ лазерной очистки оксидных слоев на поверхности стальных пластин» с пр. от 24.07.2015 г., МПК B23K 26/064; -/067; -/12; -/16; -/36; B23K 101/18; B23K 103/04, опубл. 28.10.2015 г.
Изобретение относится к устройству лазерной очистки оксидных слоев на поверхностях стальных пластин. Устройство лазерной очистки содержит систему подшипников, лазер, несколько спектроскопов, головки для удаления ржавчины, систему удаления пыли, систему защиты и центральную систему управления, причем система подшипников используется для горизонтального хранения стальных пластин и может приводить в движение пластины для перемещения в направлении вперед и назад; лазер может излучать горизонтальные лазерные лучи; спектроскопы используются для расщепления горизонтальных лазерных лучей и проведения нисходящего отражения; головки для удаления ржавчины находятся в однозначном соответствии со спектроскопами, собирают отраженный свет и затем рассеивают его по поверхности стальных пластин; система удаления пыли используется для сбора удаленных оксидных слоев, а система защиты используется для подачи инертного газа на поверхность очищенных стальных пластин; Центральная система управления используется для управления системой подшипников, лазером, системой удаления пыли и системой защиты для работы.
Головки для удаления ржавчины распределены в виде массива в направлении влево-вправо от стальных пластин, так что все поверхности стальных пластин покрываются лазерным излучением, рассеянным головками для удаления ржавчины в процессе движения. В соответствии с устройством лазерной очистки оксидные слои на поверхностях стальных пластин газифицируются или десорбируются в дискретном режиме абляции за счет высокой энергии лазерного излучения.
Известен патент США №6369353 на изобретение «Роботизированная лазерная система очистки формовочной поверхности и способ ее использования» с приоритетом от 20.02.1998 г., зарегистрированный на имя The Goodyear Tire & Rubber Company (US), МПК B08B 7/00; B23K 26/067, -/073, -/08, - /10; B29C 33/72; опубликовано 09.04.2002 г.
Очистительное устройство для удаления остаточного материала из формы, имеющей формовочную поверхность, выполнено в виде робота, включающего в себя подвижный рычаг с множеством степеней свободы и свободным концом. При этом лазер соединен с роботом и имеет выходной конец, прикрепленный к рычагу, ближайший к свободному концу, чтобы робот мог устанавливать его. Система оптической доставки включает в себя множество оптических волокон, каждое из которых имеет один конец, соединенный с лазером, и второй выходной конец, прикрепленный к свободному концу рычага робота. Выходные концы оптических волокон выровнены так, что лазер формирует полосу света на формовочной поверхности. Контроллер соединен с роботом так, что позволяет направлять роботизированную руку посредством, по меньшей мере, одного заранее определенного набора движений. Узел (деталь) с формовочной поверхностью расположен на вращающейся опоре вблизи робота. Робот позиционирует выходной конец лазера относительно формовочной поверхности так, что свет от лазера падает на поверхность и удаляет остаточный материал с поверхности при вращении опоры.
Роботизированная лазерная очистка загрязненной паллеты осуществляется вне эксплуатируемых вакуумных камер PVD, в которых происходит загрязнения паллет. Для очистки загрязненной паллеты с использованием роботизированной лазерной установки необходимо провести подготовительные работы, к которым относятся выгрузка паллеты и ее позиционирование на месте лазерной очистки.
Недостатком такого метода является простой эксплуатируемого оборудования PVD из-за процессов выгрузки и загрузки паллет.
В системе Интернет на сайте https://www.meyerburger.com/fileadmin/user_upload/product_downloads/01_pv/99_old/FS_HELiA_EN_2018-02.pdf (февраль 2018) описана установка «HELIA PVD» для нанесения покрытия в вакууме (прототип).
Данная установка представляет собой модульную поточную систему, состоящую из вакуумных камер с непрерывными процессами для осаждения тонких слоев с различными свойствами из плазмы. Кремниевые пластины перемещаются на плоских держателях (лотках - паллетах) и обрабатываются в вакуумных камерах в ходе поточного способа обработки. Вакуумные камеры делятся на следующие функциональные группы:
1. Шлюзовые камеры с соответствующими шлюзовыми (перепускными) клапанами для:
- впуска лотков. Входная шлюзовая камера представляет собой место перехода между атмосферной средой и вакуумной системой;
- обмена лотков. Трансферная камера служит для пространственного разделения двух различных процессов, происходящих в двух соседних технологических камерах;
- вывода лотков. Выходная шлюзовая камера представляет собой место перехода между вакуумной системой и атмосферной средой.
2. Буферные камеры между шлюзовыми и технологическими камерами служат для регулирования скорости перемещения (транспортировки) лотков между шлюзовыми и технологическими камерами. Транспортировка лотков в шлюзовых камерах происходит с прерываниями и циклично, в технологических камерах - непрерывно.
3. Технологические камеры для нанесения покрытия на лотки/пластины.
Установка для нанесения покрытия HELIA PVD состоит из следующих основных компонентов: вакуумные камеры, клапаны и комбинации вакуумных насосов; источники покрытий в технологических камерах; генератор высоковольтного напряжения; автоматизированная система внутренней транспортировки лотков; газовая система; система охлаждения (охлаждающая и деионизированная вода); пневматическая система для подачи сжатого воздуха и технического азота; электропитание; система управления установкой; система обратной транспортировки лотков; компоненты периферии: система внешней транспортировки лотков (система загрузки и выгрузки) с различной степенью автоматизации. Установка работает в полностью автоматическом режиме. Скорость перемещения лотков адаптирована к длительности такта технологического процесса нанесения покрытия.
Система обратной транспортировки лотков (TRS) вне вакуумных камер перемещает лотки в атмосферных условиях в противоход направлению технологического процесса: от выходной шлюзовой камеры по направлению к входной. При этом обратное перемещение лотков не адаптировано к длительности такта технологического процесса нанесения покрытия.
В зависимости от автоматизации, в установке могут быть периферийные компоненты: подъемники, соединяющие систему обратной транспортировки лотков с выходной и входной шлюзовыми камерами; станции (пункты) загрузки пластин в лотки и выгрузки из них.
Процесс изготовления фотоэлектрических преобразователей (ФЭП) на основе кремния предполагает осаждение прозрачного проводящего оксида (ППО), например ITO, ZnO, IO:Н, на поверхность кремниевой пластины. Осаждение происходит внутри вакуумной камеры установки PVD. Кремниевые пластины транспортируются через вакуумную камеру, где происходит магнетронное распыление ITO и тем самым на поверхность кремниевых пластин напыляется слой ITO фиксированной толщины. Транспортировка кремниевых пластин через вакуумную систему осуществляется с использованием паллет вафельного типа с открытыми слотами для кремниевых пластин. При движении паллеты внутри вакуумной камеры, где происходит распыление ITO, происходит осаждение ITO на поверхность пластин, а также на поверхность паллеты в той части, которая не перекрывается пластинами. При каждом заходе в вакуумною камеру увеличивается толщина ITO на фиксированное значение. На выходе из вакуумной системы с паллеты выгружаются пластины с осажденным ITO. После этого паллета возвращается через возвратный транспортный конвейер на вход вакуумной системы, где перед заходом в вакуумную систему на паллету загружаются кремниевые пластины. Таким образом происходит циркуляция паллет на вакуумном оборудовании. В результате, по мере увеличения количества циклов прохода паллет через вакуумную систему, на их поверхности увеличивается толщина слоя ITO, в котором при по возвратном движении паллет вне вакуумной камеры происходит поглощение газа из атмосферы. В связи с этим, по мере увеличения толщины слоя ITO на поверхности паллеты, внутри вакуумных камер начинает все больше проявляться эффект паразитной газации из слоя ITO, что приводит к постепенному понижению уровня вакуума, ухудшению электрофизических характеристик слоя ITO, напыляемого на кремниевые пластины, а также к увеличению времени откачки вакуумных камер, что негативно сказывается на производительности оборудования (установки PVD).
В данном случае очистка загрязненных паллет осуществляется вне эксплуатируемых вакуумных камер оборудования PVD, в которых из-за напыления происходит их загрязнение. Для проведения очистки загрязненных паллет, в т.ч. с помощью лазерной установки, необходимо провести их выгрузку из системы PVD и позиционирование на месте очистки, после чего очищенные паллеты необходимо снова загрузить в систему PVD.
Таким образом, в описанных аналогах для очистки паллет в вакуумных установках необходимо их выгружать из установки, что приводит к остановке технологического процесса.
Задачей изобретения является создание вакуумной напылительной установки, в которой часть для напыления тонких слоев прозрачного проводящего оксида (ППО) на размещенные в паллетах пластины на основе кремния или стекла, совмещена с системой лазерной очистки паллет и адаптирована к режиму технологического процесса напыления.
К рассматриваемым вакуумным установкам относятся: система PVD (физическое осаждение из газовой фазы), LPCVD (химическое осаждение из газовой фазы при пониженном давлении), PECVD (плазмохимическое осаждение из газовой фазы).
В данном случае под пластинами на основе кремния понимаются фотоэлектрические преобразователи (ФЭП) на основе монокристаллического, мульти- или поликристаллического кремния, а под пластинами на основе стекла - стекла для дисплеев жидкокристаллических экранов, органических светодиодов (OLED) и сенсорных экранов.
При этом процесс изготовления фотоэлектрических преобразователей (ФЭП) на основе кремния предполагает осаждение на поверхность кремниевой пластины слоя прозрачного проводящего оксида (ППО), например ITO, ZnO, IO:Н, а на стекла - слоев ITO, ZnO.
Задача решается за счет того, что установка для напыления тонких слоев прозрачного проводящего оксида (ППО) на размещенные в паллетах пластины на основе кремния или стекла, включающая последовательно расположенные компоненты: узел загрузки пластин на паллеты; входную шлюзовую и буферную камеры; блоки вакуумных камер для напыления тонких слоев, с одной или с двух сторон пластин, образующие разные функциональные модули в соответствующем технологическом оснащении (клапаны, комбинации вакуумных насосов, источники покрытия кремниевых пластин; пневматическая система для подачи сжатого воздуха и технического азота; система охлаждения с охлаждающей и деионизированной водой; газовая система; система электропитания с генератором высоковольтного напряжения), выходную шлюзовую и буферную камеры, узел выгрузки пластин с напылением из паллет, объединенные системой управления и автоматизированной системой внутренней транспортировки пластин в паллетах, а также содержащая систему обратной транспортировки паллет без пластин вне вакуумных камер от узла выгрузки пластин с напылением из паллет к узлу загрузки пластин на паллеты, согласно изобретению паллеты выполнены из одного материала; при этом система обратной транспортировки паллет дополнительно снабжена счетчиком циклов прохождения паллет по системе, модулями лазерной очистки от напыления паллет с одной или двух подвергшихся напылению сторон, а также снабжена датчиками положения паллет относительно модулей лазерной очистки, причем каждая лазерная головка модуля лазерной очистки содержит встроенный сканатор с областью сканирования луча d=(0,1-0,12) м и расположенный вблизи области очистки узел локальной вытяжки продуктов лазерной очистки.
Паллеты без пластин по системе обратной их транспортировки перемещаются с одинаковой скоростью.
При этом в первом варианте выполнения установки, каждый модуль лазерной очистки паллет в системе обратной их транспортировки содержит одну лазерную головку мощностью излучения не менее 1,6 кВт, снабжен автоматической системой перемещения по ширине паллеты после каждого ее прохода по модулю очистки на шаг «k», равный области сканирования лазерного луча «d», т.е. k=d; а узел локальной вытяжки продуктов очистки установлен с возможностью его перемещения вместе с лазерной головкой.
В этом варианте установки каждый модуль лазерной очистки паллет содержит только одну лазерную головку, область сканирования лазерного луча которой «d» меньше ширины паллеты «В», т.е. за один проход у паллеты очищается полоса шириной «d». После прохода паллеты по модулю очистки, лазерный луч выключается, и лазерная головка в интервалах между процессами очистки автоматически перемещается по ширине паллеты на шаг «k», равный области сканирования лазерного луча «d» до полного охвата лазерным лучом всей ширины паллеты «В». То есть вся паллета подвергается очистке за количество ее проходов (циклов) по системе, равное B/d.
При этом во втором варианте выполнения установки, каждый модуль лазерной очистки паллет содержит группу из «n» лазерных головок, расположенных по ширине паллеты «В» при 2<n<10, каждая из которых имеет мощность излучения не менее 1,6 кВт со встроенным сканатором с областью сканирования d=(0,1-0,12) м, снабжен автоматической системой синхронного перемещения по ширине паллеты «В» всех лазерных головок группы, выполненной с возможностью их перемещения пошагово в интервалах между включениями лазерных головок по всей ширине паллеты «В», и содержит «m» узлов локальной вытяжки продуктов очистки при 1<m<n, каждый из которых расположен вблизи области очистки одной или нескольких лазерных головок в группе.
Таким образом, во втором варианте установки, когда очистка паллеты осуществляется группой из «n» связанных лазерных головок, перемещающихся по ширине паллеты синхронно пошагово, очистка всей паллеты в зависимости от количества лазерных головок в группе и их мощности, может осуществляться либо за несколько ее проходов (циклов) по системе, либо за один проход по модулю очистки.
Причем количество узлов локальной вытяжки продуктов очистки в зависимости от конструкции может варьироваться от «n», когда у каждой лазерной головки свой узел вытяжки, до «1», когда узел локальной вытяжки продуктов очистки всей группы из «n» лазерных головок выполнен конструктивно в виде единого блока.
В частном случае второго варианта выполнения установки, в каждом модуле лазерной очистки лазерные головки в группе из «n» лазерных головок, расположены по ширине паллеты «В» на расстоянии друг от друга, равном области сканирования луча «d» одной лазерной головки, с возможностью совместного перемещения группы головок по ширине паллеты «В» с шагом «k», равным обшей области сканирования лучей всей группы.
То есть в этом частном случае второго варианта выполнения установки, очистка паллеты осуществляется группой из связанных «n» лазерных головок, формирующих общую область очистки, не перекрывающую всю ширину паллеты, т.е. (n⋅d)<В. Поэтому для очистки паллеты по всей ширине, группа лазерных головок, в интервалах между их включениями, перемещается по ширине паллеты синхронно каждый раз на шаг «k», равный обшей области сканирования лучей «n» лазерных головок, т.е. k=n⋅d. При этом очистка всей паллеты в зависимости от количества «n» лазерных головок в группе и их мощности, может осуществляться либо за несколько ее проходов (циклов) по системе, количество которых, равно B/n⋅d, либо за один проход по модулю очистки.
В другом частном случае второго варианта выполнения установки, в каждом модуле лазерной очистки лазерные головки в группе из «n» лазерных головок расположены равномерно по всей по ширине паллеты «В» на расстоянии «b» друг от друга, равном b=В/n, которое превышает область сканирования луча одной лазерной головки «d», т.е. d<b, причем автоматическая система каждого модуля обеспечивает одновременное перемещение всей группы из «n» лазерных головок по ширине части паллеты b=В/n с шагом, равным области сканирования луча одной лазерной головки k=d.
То есть в этом частном случае очистка паллеты осуществляется группой из «n» лазерных головок, расположенных равномерно по всей ширине паллеты, т.е. на расстоянии «b» друг от друга, делящем паллету по ширине на равные части b=В/n. При этом область сканирования луча одной лазерной головки «d» в группе составляет меньше расстояния до соседней головки, т.е. части ширины «b» паллеты (b=В/n). Поэтому все «n» лазерных головок группы в интервалах между их включениями перемещается синхронно на шаг «k», равный области сканирования лазерного луча «d» одной головки, только в пределах части ширины «b» паллеты, равной В/n. При этом очистка паллеты по всей ширине, в зависимости от количества «n» лазерных головок в группе и их мощности, может осуществляться либо за несколько ее проходов (циклов) по системе, количество которых равно B⋅d /n, либо за один проход по модулю очистки.
При этом в третьем варианте выполнения установки, каждый модуль лазерной очистки паллет в системе обратной их транспортировки содержит блок из «N» лазерных головок при N≥10, мощностью излучения каждой не менее 1 кВт, расположенных равномерно по всей ширине «В» паллеты на расстоянии «b» друг от друга (b=B/N), не превышающем область сканирования луча одной лазерной головки «d», т.е. b≤d. При этом количество узлов локальной вытяжки продуктов очистки может варьироваться от «N», когда у каждой головки свой узел вытяжки, до «1», когда этот узел выполнен конструктивно в виде единого блока для всей группы из «N» лазерных головок.
Таким образом, в третьем варианте очистка паллеты осуществляется блоком из «N» лазерных головок, расположенных друг от друга на расстоянии, не превышающем область сканирования луча одной лазерной головки, и образующих общую область сканирования, покрывающую полностью ширину паллеты «В», в связи с чем перемещения лазерных головок по ширине паллеты не требуется. Во время очистки лазерные головки включаются одновременно, обеспечивая очистку всей ширины паллеты за один ее проход.
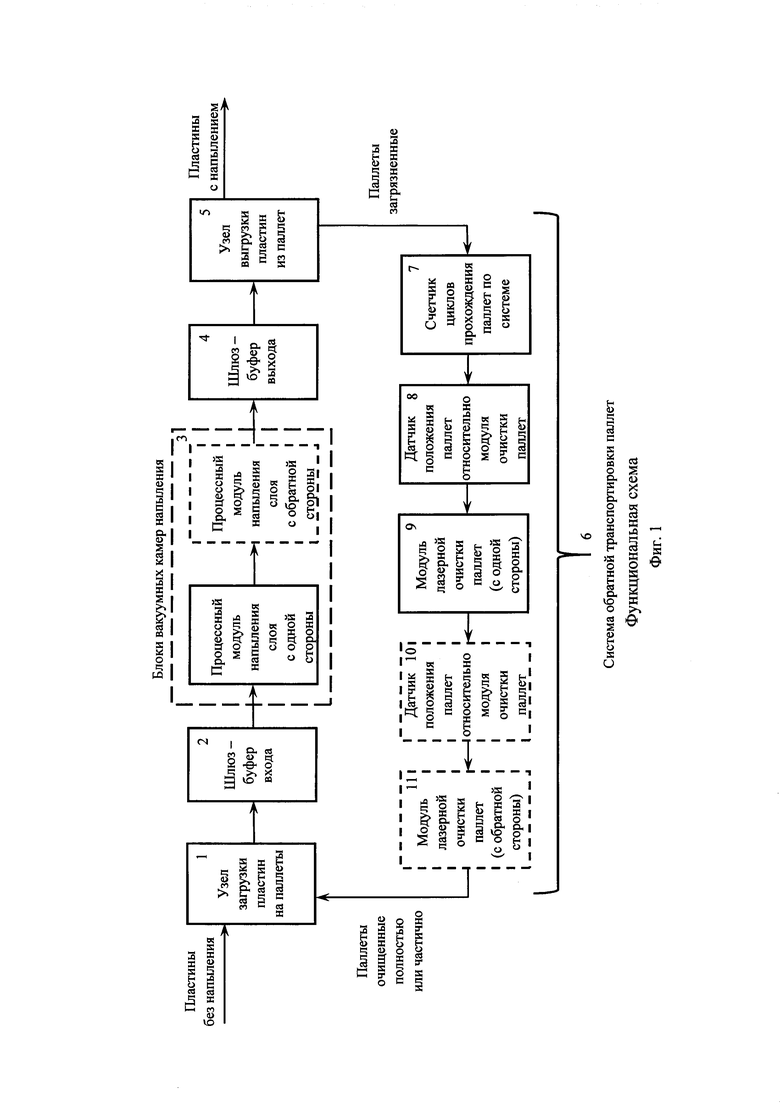
Заявляемое изобретение - вакуумная напылительная установка с системой лазерной очистки паллет поясняется функциональной схемой, приведенной на фиг.1.
Установка для напыления тонких слоев ППО на размещенные в паллетах пластины на основе кремния или стекла содержит последовательно расположенные компоненты: узел загрузки 1 пластин на паллеты; входную шлюзовую и буферную камеры 2; блоки вакуумных камер 3 для напыления тонких слоев, по крайней мере, на одну сторону пластин, в соответствующем технологическом оснащении (не показано), выходную шлюзовую и буферную камеры 4, узел выгрузки 5 пластин с напылением из паллет, которые объединены системой управления (не показано) и автоматизированной системой внутренней транспортировки пластин в паллетах (не показано), а также содержит систему обратной транспортировки паллет 6 без пластин, вне вакуумных камер, от узла выгрузки пластин с напылением из паллет 5 к узлу загрузки 1 пластин на паллеты, при этом система обратной транспортировки паллет 6 снабжена счетчиком циклов прохождения паллет 7 по системе, датчиком положения паллет 8 относительно модуля лазерной очистки 9 от напыления паллет с одной стороны и, в случае, если пластины в паллетах подвергались напылению с двух сторон, датчиком положения паллет 10 относительно модуля лазерной очистки 11 от напыления паллет с обратной стороны, причем модули лазерной очистки 8 и 10 оснащены (не показано) лазерными головками, каждая из которых содержит встроенный сканатор с областью сканирования луча d=(0,1-0,12)M и расположенный вблизи области очистки узел локальной вытяжки продуктов очистки.
При этом в первом варианте выполнения установки, каждый модуль лазерной очистки паллет 8, 10 в системе обратной их транспортировки 6 содержит (не показано) одну лазерную головку мощностью излучения не менее 1,6 кВт и областью сканирования луча «d», меньше ширины паллеты «В», с автоматической системой ее перемещения по ширине паллеты с шагом «k», равным области сканирования луча «d», т.е. k=d; причем узел локальной вытяжки продуктов очистки установлен с возможностью его перемещения вместе с лазерной головкой.
То есть в первом варианте установки каждый модуль лазерной очистки паллет содержит только одну лазерную головку с областью сканирования луча «d», меньше ширины «В» паллеты. Поэтому для охвата лазерным лучом всей ширины паллеты, лазерная головка в интервалах между циклами очистки, когда лазерный луч выключен, автоматически перемещается по ширине паллеты на шаг «k», равный области сканирования луча «d».
При этом во втором варианте выполнения установки, каждый модуль лазерной очистки паллет 8, 10 в системе обратной их транспортировки 6 содержит (не показано) группу из «n» лазерных головок, расположенных по ширине «В» паллеты при 2<n<10, каждая из которых имеет мощность излучения не менее 1,6 кВт и снабжена встроенным сканатором с областью сканирования d=(0,1-0,12) м, выполнен с автоматической системой синхронного перемещения всех лазерных головок группы и содержит «m» узлов локальной вытяжки продуктов очистки при 1<m<n, каждый из которых расположен вблизи области очистки одной или нескольких лазерных головок из «n» группы и установлен с возможностью перемещения вместе со всей группой из «n» лазерных головок.
Таким образом, во втором варианте очистка паллеты осуществляется группой из «n» связанных лазерных головок, синхронно перемещающихся по ширине паллеты, причем количество узлов локальной вытяжки продуктов очистки в зависимости от конструкции может варьироваться от «n», когда у каждой лазерной головки свой узел вытяжки, до «1», когда узел локальной вытяжки продуктов очистки для всей группы из «n» лазерных головок выполнен конструктивно в виде единого блока.
При этом, в частном случае, лазерные головки в группе из «n» головок, расположены по ширине «В» паллеты на расстоянии друг от друга, равном области сканирования луча одной лазерной головки «d», причем автоматическая система каждого модуля обеспечивает одновременное перемещение всей группы из «n» лазерных головок по ширине паллеты с шагом «k», равным обшей области сканирования лучей всей группы k=n⋅d.
То есть в этом частном случае очистка паллеты осуществляется группой из «n» лазерных головок, формирующих общую область очистки, не перекрывающую всю ширину паллеты, т.е. (n⋅d)<В. Поэтому для охвата всей ширины паллеты, в интервалах между процессами очистки, группа лазерных головок перемещается по ширине паллеты на шаг, равный обшей области сканирования лучей «n» лазерных головок.
В другом частном случае, лазерные головки в группе из «n» лазерных головок, расположены равномерно по всей по ширине «В» паллеты на расстоянии «b» друг от друга, равном b=В/n, которое превышает область сканирования луча одной лазерной головки «d», причем автоматическая система каждого модуля обеспечивает одновременное перемещение всей группы из «n» лазерных головок по ширине части паллеты b=В/n с шагом «k», равным области сканирования луча одной лазерной головки, т.е. k=d.
То есть, в этом частном случае очистка паллеты осуществляется группой из «n» лазерных головок, расположенных равномерно по всей ширине паллеты на расстоянии друг от друга b=В/n, которое больше области сканирования луча одной лазерной головки «d», т.е. d≤b. Поэтому для охвата всей ширины паллеты лазерным лучом, в интервалах между процессами очистки, все «n» лазерных головок группы синхронно перемещаются на шаг «k», равный области сканирования лазерного луча «d», только в пределах части ширины паллеты b=В/n.
При этом в третьем варианте выполнения установки, каждый модуль лазерной очистки паллет 8, 10 в системе обратной их транспортировки 6 содержит (не показано) блок из «N» лазерных головок при N≥10, каждая из которых имеет мощность излучения не менее 1 кВт и снабжена встроенным сканатором с областью сканирования d=(0,1-0,12) м, причем лазерные головки в блоке расположены равномерно по всей ширине «В» паллеты на расстоянии «b» друг от друга b=B/N, не превышающем область сканирования луча одной лазерной головки «d», т.е. b≤d; а также содержит «М» узлов локальной вытяжки продуктов очистки при 1<M<N, каждый из которых расположен вблизи области очистки одной или нескольких лазерных головок в блоке из «N» лазерных головок.
То есть в третьем варианте очистка паллеты осуществляется блоком из «N» лазерных головок, расположенных по ширине паллеты друг от друга на расстоянии, не превышающем область сканирования луча одной лазерной головки, поэтому общая область сканирования всего блока из «N» лазерных головок покрывает полностью ширину паллеты «В», в связи с чем перемещения лазерных головок по ширине паллеты не требуется.
Заявляемая вакуумная напылительная установка с системой лазерной очистки паллет работает следующим образом (Фиг. 1).
На узле загрузки 1 чистые пластины без напыления загружаются (укладываются) на паллеты (плоские держатели - лотки), на которых они благодаря системе управления и автоматизированной системе внутренней транспортировки перемещаются и обрабатываются в вакуумных камерах в ходе поточного способа обработки. Сначала паллеты с пластинами проходят через входные камеры 2: шлюзовую (место перехода между атмосферной средой и вакуумной системой) и буферную (для регулирования скорости перемещения (транспортировки) паллет между шлюзовыми и технологическими камерами.). Далее они поступают в блоки вакуумных камер 3 с процессными модулями для напыления тонких слоев ППО на пластины с одной или с двух сторон (пунктир), образующие разные функциональные модули в соответствующем технологическом оснащении (клапаны, комбинации вакуумных насосов, источники покрытия кремниевых пластин; пневматическая система для подачи сжатого воздуха и технического азота; система охлаждения с охлаждающей и деионизированной водой; газовая система; система электропитания с генератором высоковольтного напряжения). Затем паллеты с пластинами, на которые нанесено напыление, через выходные камеры 4: буферную (для регулирования скорости перемещения (транспортировки) паллет между технологическими камерами) и шлюзовую (место перехода между вакуумной системой и атмосферной средой), поступают на узел выгрузки 5 пластин с напылением из паллет.
После этого пластины с напылением выводят из установки, а загрязненные этим же напылением паллеты без пластин попадают в систему обратной транспортировки паллет 6 вне вакуумных камер 3, по которой они перемещаются с равномерной скоростью от узла выгрузки 5 пластин с напылением из паллет к узлу загрузки 1 пластин на паллеты.
Сначала в системе обратной транспортировки 6 счетчик циклов 7 автоматически определяет количество пройденных загрязненными паллетами циклов по системе. В том случае, если количество циклов превышает заданную величину, при которой слой напыления на паллетах превышает допустимую толщину, запускаются остальные блоки и узлы в системе обратной транспортировки 6 паллет.
Модули лазерной очистки паллет 9 и 11 располагаются на обратном конвейере 6. В зависимости от того, с одной или с двух сторон производится напыление на пластины, процесс лазерной очистки паллет осуществляется с одной или с двух сторон, подвергшихся также напылению (пунктир). Информация о приближении паллеты к модулю лазерной очистки 9 или 11 распознается датчиком положения 8 или 10 (пунктир) соответственно, на основе сигнала которого лазерный луч включается и выключается. Для очистки паллет с двух сторон первый модуль лазерной очистки 9 очищает одну сторону паллеты (например, верхнюю часть), а второй модуль лазерной очистки 11 (пунктир) - обратную сторону паллеты (например, нижнюю часть). При этом модули лазерной очистки паллет 9 и 11 в системе обратной транспортировки 6 паллет могут иметь одну или несколько лазерных головок. Кроме того, модули лазерной очистки паллет 9 и 11 содержат один или несколько узлов локальной вытяжки продуктов очистки, каждый из которых расположен вблизи области очистки одной или нескольких лазерных головок.
После соответствующей лазерной очистки паллеты поступают на узел загрузки 1, где на них вновь загружаются (укладываются) чистые пластины без напыления и начинается следующий цикл работы установки.
При этом, при реализации установки в первом варианте каждый модуль лазерной очистки паллет содержит одну лазерную головку мощностью излучения не менее 1,6 кВт со встроенным сканатором с областью сканирования луча «d», меньшей чем ширина паллеты. В этом случае у паллеты за один проход по системе (цикл) очищается полоса шириной «d». После прохода паллеты по модулю очистки лазерный луч выключается, и лазерная головка в интервалах между процессами очистки автоматически перемещается по ширине паллеты на шаг «k», равный области сканирования лазерного луча «d», т.е. k=d, до полного охвата лазерным лучом всей ширины паллеты «В», причем узел локальной вытяжки продуктов очистки также перемещается вместе с лазерной головкой. То есть вся паллета подвергается очистке за количество ее проходов (циклов) по системе, равное B/d.
При этом, при реализации установки во втором варианте, каждый модуль лазерной очистки паллет содержит группу из «n» лазерных головок, при 2<n<10, расположенных по ширине паллеты «В», с мощностью излучения каждой не менее 1,6 кВт и со встроенным сканатором с областью сканирования «d», причем вся группа лазерных головок имеет возможность в интервалах между включениями лазерных головок синхронного пошагового перемещения по ширине паллеты «В». Кроме того, каждый модуль лазерной очистки содержит узлы локальной вытяжки продуктов очистки, расположенные вблизи области очистки с возможностью их перемещения вместе со всей группой из «n» лазерных головок, что позволяет эффективно уносить продукты удаления от области лазерной очистки.
В этом случае очищение паллеты по всей ширине «В» осуществляется в зависимости от количества «n» лазерных головок в группе и их мощности либо за несколько ее проходов (циклов) по системе, либо за один проход.
В частном случае второго варианта выполнения установки, когда в каждом модуле лазерной очистки лазерные головки в группе из «n» лазерных головок, расположены по ширине паллеты «В» на расстоянии друг от друга, равном области сканирования луча «d» одной лазерной головки, при работе формируется общая область очистки, не перекрывающая всю ширину паллеты, т.е. (n⋅d)<В.
Если при этом количество «n» лазерных головок в группе и их мощность невелики, то у паллеты за один проход по системе (цикл) очищается полоса шириной «n⋅d». После прохода паллеты по модулю очистки лазерный луч выключается, и «n» головок в интервалах между процессами очистки автоматически синхронно перемещаются по ширине паллеты на шаг «k», равный общей области сканирования всей группы, т.е. k=n⋅d, до полного охвата всей ширины паллеты «В». То есть в этом случае вся паллета подвергается очистке за количество ее проходов (циклов) по системе, равное B/n⋅d.
Если количество «n» лазерных головок в группе достаточно велико, и для полного охвата всей ширины паллеты «В» требуется немного шагов k=n⋅d (1-3 шага) группы головок, то их мощность, влияющая на время очистки, может быть подобрана таким образом, что очистка всей паллеты будет осуществляется за один проход по модулю очистки.
В другом частном случае второго варианта выполнения установки, когда в каждом модуле лазерной очистки лазерные головки в группе из «n» головок расположены равномерно по всей по ширине паллеты «В» на расстоянии друг от друга «b», которое делит паллету по ширине на равные части b=В/n, превышающие область сканирования луча одной головки, т.е. при b>d.
Если при этом количество «n» лазерных головок в группе и их мощность невелики, то у паллеты за один проход по системе (цикл) очищается «n» полос шириной «d». После прохода паллеты по модулю очистки лазерный луч выключается, и вся группа из «n» головок в интервалах между процессами очистки автоматически синхронно перемещается на шаг «k», равный области сканирования лазерного луча одной головки «d», т.е. k=d, но только в пределах части ширины паллеты «b», равной В/n, до полного охвата всей ширины паллеты «В». То есть в этом случае вся паллета подвергается очистке за количество ее проходов (циклов) по системе, равное B⋅d /n.
Если количество «n» лазерных головок в группе достаточно велико и для полного охвата всей ширины паллеты «В» группе головок требуется немного шагов k=d (1-3 шага), то их мощность, влияющая на время очистки, может быть подобрана таким образом, что очистка всей паллеты будет осуществляется за один проход по модулю очистки.
При этом в третьем варианте выполнения установки, когда каждый модуль лазерной очистки паллет в системе обратной их транспортировки содержит блок из «N» лазерных головок при N≥10, мощностью излучения каждой не менее 1 кВт, расположенных по всей ширине «В» паллеты равномерно на расстоянии «b» друг от друга (b=B/N), не превышающем область сканирования луча одной лазерной головки «d», т.е. b≤d, общая область сканирования всего блока из «N» лазерных головок покрывает полностью ширину паллеты «В», в связи с чем перемещения блока лазерных головок по ширине паллеты не требуется. Во время очистки все «N» лазерных головок блока включаются одновременно, обеспечивая очистку всей ширины паллеты за один ее проход по модулю очистки. Причем узлы локальной вытяжки продуктов очистки, расположенные вблизи области лазерной очистки одной или нескольких лазерных головок блока из «N» лазерных головок, позволяют эффективно уносить продукты удаления от области лазерной очистки.
Данное ИЗ применяется для паллет, циркулирующих на вакуумной установке, выполненных из одинакового материала и перемещающихся по установке с одинаковой скоростью.
Для уноса продуктов удаления на месте лазерной очистки применяются узлы локальной вытяжки. Данные узлы находятся в непосредственной близости от области лазерной очистки и перемещаются (при необходимости) вместе с одной или группой лазерных головок, что позволяет эффективно уносить продукты удаления от области лазерной очистки.
При использовании данного изобретения вакуумное оборудования используется с малым уровнем паразитной газации внутри вакуумных камер из толщи слоев ППО, образуемых на поверхности паллет, и без остановки технологического процесса для выгрузки паллет из установки для их очистки и обратной их загрузки в установку.
Этот результат достигается за счет того, что вакуумная установка для напыления тонких слоев прозрачного проводящего оксида (ППО) с различными свойствами на размещенные в паллетах пластины на основе кремния или стекла, содержит в системе обратной транспортировки паллет без пластин, блоки лазерной очистки паллет от напыления, работа которых адаптирована к режиму технологического процесса напыления.
Заявляемая вакуумная напылительная установка с системой лазерной очистки паллет, может быть собрана из готовых составных частей, блоков, узлов с использованием известных материалов, крепежа и технологий.
Так, паллеты могут быть выполнены из коррозионностойкой стали или из алюминиевых сплавов, например, марки АМг 5, 5083, 6061, АД 31, АД 33, Д 16.
В качестве элементов установки: узла загрузки 1 пластин на паллеты, входной шлюзовой и буферной камер 2, блоков вакуумных камер для напыления 3, по крайней мере, на одну сторону пластин тонких слоев, в соответствующем технологическом оснащении, выходной шлюзовой и буферной камер 4, узла выгрузки 5 пластин с напылением из паллет, которые объединены системой управления и автоматизированной системой внутренней транспортировки пластин в паллетах (не показано), а также системы обратной транспортировки паллет без пластин 6 вне вакуумных камер, может быть использована, например, установка «HELIA PVD» для нанесения покрытия в вакууме, описанная в Интернете на сайте: https://www.meyerburger.com/en/product/helia/.
Счетчик циклов прохождения паллет 7 по системе может, например, состоять из светодиода, например, модели SEP8706-003 фирмы Honeywell (США), и фотоприемника, например, модели «OS AC42A-32P-10-LZS4» фирмы ТЕКО (Россия). При прохождении между светодиодом и фотоприемником (датчиком) паллеты с нанесенной ID меткой в виде ряда отверстий по краю, фотодатчик считывает ее и формирует сигнал, соответствующий количеству прохода паллет на установке.
В качестве датчиков положения паллет относительно модулей лазерной очистки 8 и 10 может быть использован, например, датчик модели BA2M-DDT, описанный на сайте в Интернете: https://www.autonics.com/model/A1650000572, в котором также имеется источник света и фотоприемник.
В первом и втором вариантах установки, в качестве модулей лазерной очистки паллет 9 и 11, содержащих 1 или «n» лазерных головок при 2<n<10, каждая из которых имеет мощность излучения не менее 1,6 кВт со встроенным сканатором с областью сканирования 0,1-0,12 м, снабженных автоматической системой пошагового перемещения головок по ширине паллеты, а также содержащих узел/узлы локальной вытяжки продуктов лазерной очистки, расположенные вблизи области очистки и установленные с возможностью его/их перемещения вместе с лазерными головками, могут быть использованы, например, модули типа CL-2000 фирмы CleanLASER, а в третьем варианте в качестве модулей лазерной очистки 9 и 11, содержащих блок из «N» лазерных головок при N≥10 с мощностью излучения каждой не менее 1 кВт, снабженной сканатором с областью сканирования 0,1-0,12 м и узлом локальной вытяжки продуктов очистки, могут быть использованы, например, модули типа CL-1000 фирмы CleanLASER. Оба типа модулей описаны в Интернете на сайте https://www.cleanlaser.de/en/products/lasers/high-power-laser-systems/.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2471015C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЭПИТАКСИАЛЬНЫХ СЛОЕВ β-SIC НА КРЕМНИИ МОНОКРИСТАЛЛИЧЕСКОМ | 2013 |
|
RU2524509C1 |
| МАШИНА И СПОСОБ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ РАЗЛИЧНЫХ ФОРМ | 2021 |
|
RU2797967C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ СЛОЕВ НА ПОВЕРХНОСТИ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2463246C1 |
| Устройство для разметки поверхностей изделий | 1990 |
|
SU1807307A1 |
| МОДУЛЬ ПОВОРОТА КАРТЫ ДЛЯ ПЕРСОНАЛИЗАЦИИ | 2021 |
|
RU2759089C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ НА ЛИСТОВОЕ СТЕКЛО | 2005 |
|
RU2297988C1 |
| ПЕЧАТАЮЩАЯ ГОЛОВКА ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ ТЕРМОГРАФИЧЕСКОЙ СТРУЙНОЙ ПЕЧАТИ | 2017 |
|
RU2746306C2 |
| Способ калибровки установки селективного лазерного сплавления | 2024 |
|
RU2839633C1 |
| Способ изготовления одномерной дифракционной фазовой решетки с синусоидальным профилем | 2016 |
|
RU2626734C1 |
Изобретение относится к вариантам установки для напыления тонких слоев с различными свойствами на размещенные в паллетах из одного материала пластины на основе кремния или стекла. Установка включает последовательно расположенные компоненты: узел загрузки пластин на паллеты, входную шлюзовую и буферную камеры, блоки вакуумных камер для напыления по крайней мере на одну из сторон пластин тонких слоев в соответствующем технологическом оснащении, выходную шлюзовую и буферную камеры, узел выгрузки пластин с напылением из паллет, которые объединены системой управления и автоматизированной системой внутренней транспортировки пластин в паллетах, а также содержит систему обратной транспортировки паллет без пластин вне вакуумных камер от узла выгрузки пластин с напылением из паллет к узлу загрузки пластин на паллеты, причем система обратной транспортировки паллет снабжена счетчиком циклов прохождения паллет по системе, модулями лазерной очистки паллет от напыления с одной или двух подвергшихся напылению сторон, а также снабжена датчиками положения паллет относительно модулей лазерной очистки, причем каждая лазерная головка содержит встроенный сканатор с областью сканирования луча d=(0,1-0,12) м и расположенный вблизи области очистки узел локальной вытяжки продуктов лазерной очистки. При этом в первом варианте выполнения установки каждый модуль лазерной очистки паллет содержит одну лазерную головку мощностью излучения не менее 1,6 кВт, снабжен автоматической системой ее перемещения по ширине паллеты после каждого прохода по модулю очистки на шаг «k», равный k=d, а узел локальной вытяжки установлен с возможностью его перемещения вместе с лазерной головкой. При этом во втором варианте выполнения установки каждый модуль лазерной очистки паллет содержит группу из «n» лазерных головок, расположенных по ширине паллеты «В» при 2<n<10, каждая из которых имеет мощность излучения не менее 1,6 кВт причем модуль снабжен автоматической системой синхронного пошагового перемещения по ширине паллеты «В» всех лазерных головок группы в интервалах между их включениями, а узлы локальной вытяжки продуктов очистки расположены вблизи области очистки одной или нескольких лазерных головок группы и установлены с возможностью перемещения вместе со всей группой «n» лазерных головок. В одном частном случае второго варианта лазерные головки группы расположены по ширине паллеты на расстоянии области сканирования луча одной лазерной головки, причем система перемещения головок обеспечивает их перемещение по ширине паллеты с шагом «k», равным k=n-d. В другом частном случае лазерные головки группы расположены равномерно по ширине паллеты на расстоянии друг от друга «b»=В/n, причем система перемещения головок обеспечивает их одновременное перемещение по ширине части паллеты «b» с шагом «k», равным k=d. При этом в третьем варианте установки каждый модуль лазерной очистки паллет содержит блок из «N» лазерных головок при N≥10, мощностью излучения не менее 1 кВт каждая, расположенных равномерно по всей ширине паллеты на расстоянии друг от друга b=B/N при b≤d. В этом случае общая область сканирования лучей блока из «N» лазерных головок покрывает полностью ширину паллеты «В», поэтому перемещения лазерных головок по ширине паллеты не требуется. Технический результат - создание вакуумной напылительной установки, совмещенной с системой лазерной очистки паллет, адаптированной к режиму технологического процесса напыления. 3 н. и 2 з.п. ф-лы, 1 ил.
1. Установка для напыления в вакууме тонких слоев с различными свойствами на размещенные в паллетах пластины на основе кремния или стекла, включающая последовательно расположенные компоненты: узел загрузки пластин на паллеты, входную шлюзовую и буферную камеры, блоки вакуумных камер для напыления по крайней мере на одну из сторон пластин тонких слоев в соответствующем технологическом оснащении, выходную шлюзовую и буферную камеры, узел выгрузки пластин с напылением из паллет, которые объединены системой управления и автоматизированной системой внутренней транспортировки пластин в паллетах, а также содержащая систему обратной транспортировки паллет без пластин вне вакуумных камер от узла выгрузки пластин с напылением из паллет к узлу загрузки пластин на паллеты, отличающаяся тем, что
паллеты выполнены из одного материала; при этом система обратной транспортировки паллет дополнительно снабжена счетчиком циклов прохождения паллет по системе, модулями лазерной очистки паллет от напыления с одной или двух подвергшихся напылению сторон, а также снабжена датчиками положения паллет относительно модулей лазерной очистки, при этом каждый модуль лазерной очистки паллет содержит лазерную головку мощностью излучения не менее 1,6 кВт со встроенным сканатором с областью сканирования луча «d», равной (0,1-0,12) м, причем модуль снабжен автоматической системой перемещения лазерной головки по ширине паллеты после каждого ее прохода по модулю очистки на шаг «k», равный области сканирования лазерного луча, т.е. k=d; а также содержит узел локальной вытяжки продуктов очистки, расположенный вблизи области лазерной очистки и установленный с возможностью его перемещения вместе с лазерной головкой.
2. Установка для напыления в вакууме тонких слоев с различными свойствами на размещенные в паллетах пластины на основе кремния или стекла, включающая последовательно расположенные компоненты: узел загрузки пластин на паллеты, входную шлюзовую и буферную камеры, блоки вакуумных камер для напыления по крайней мере на одну из сторон пластин тонких слоев в соответствующем технологическом оснащении, выходную шлюзовую и буферную камеры, узел выгрузки пластин с напылением из паллет, которые объединены системой управления и автоматизированной системой внутренней транспортировки пластин в паллетах, а также содержащая систему обратной транспортировки паллет без пластин вне вакуумных камер от узла выгрузки пластин с напылением из паллет к узлу загрузки пластин на паллеты, отличающаяся тем, что
паллеты выполнены из одного материала; при этом система обратной транспортировки паллет дополнительно снабжена счетчиком циклов прохождения паллет по системе, модулями лазерной очистки паллет от напыления с одной или двух подвергшихся напылению сторон, а также снабжена датчиками положения паллет относительно модулей лазерной очистки, при этом каждый модуль лазерной очистки паллет содержит группу из «n» лазерных головок, расположенных по ширине паллеты «В» при 2<n<10, каждая из которых имеет мощность излучения не менее 1,6 кВт со встроенным сканатором с областью сканирования d=(0,1-0,12) м, причем модуль снабжен автоматической системой синхронного пошагового перемещения по ширине паллеты «В» всех лазерных головок группы в интервалах между их включениями, а также содержит узлы локальной вытяжки продуктов очистки, каждый из которых расположен вблизи области очистки одной или нескольких лазерных головок группы и установлен с возможностью перемещения вместе со всей группой головок.
3. Установка по п. 2, отличающаяся тем, что в каждом модуле лазерной очистки в системе обратной транспортировки паллет «n» лазерных головок группы расположены по ширине паллеты «В» на расстоянии друг от друга, равном области сканирования луча «d» одной лазерной головки, причем автоматическая система перемещения лазерных головок выполнена с возможностью перемещения группы из «n» лазерных головок по ширине паллеты «В» с шагом «k», равным k=n-d.
4. Установка по п. 2, отличающаяся тем, что в каждом модуле лазерной очистки в системе обратной транспортировки паллет «n» лазерных головок группы расположены равномерно по всей по ширине паллеты «В» на расстоянии «b» друг от друга, равном b=В/n, превышающем область сканирования луча одной лазерной головки «d», причем автоматическая система перемещения лазерных головок выполнена с возможностью одновременного перемещения всей группы из «n» лазерных головок по ширине части паллеты «b» с шагом «k», равным области сканирования луча одной лазерной головки, т.е. k=d.
5. Установка для напыления в вакууме тонких слоев с различными свойствами на размещенные в паллетах пластины на основе кремния или стекла, включающая последовательно расположенные компоненты: узел загрузки пластин на паллеты, входную шлюзовую и буферную камеры, блоки вакуумных камер для напыления по крайней мере на одну из сторон пластин тонких слоев в соответствующем технологическом оснащении, выходную шлюзовую и буферную камеры, узел выгрузки пластин с напылением из паллет, которые объединены системой управления и автоматизированной системой внутренней транспортировки пластин в паллетах, а также содержащая систему обратной транспортировки паллет без пластин вне вакуумных камер от узла выгрузки пластин с напылением из паллет к узлу загрузки пластин на паллеты, отличающаяся тем, что
паллеты выполнены из одного материала; система обратной транспортировки паллет дополнительно снабжена счетчиком циклов прохождения паллет по системе, модулями лазерной очистки паллет от напыления с одной или двух подвергшихся напылению сторон, а также снабжена датчиками положения паллет относительно модулей лазерной очистки, при этом каждый модуль лазерной очистки паллет содержит блок из «N» лазерных головок при N≥10, каждая из которых имеет мощность излучения не менее 1 кВт и снабжена встроенным сканатором с областью сканирования d=(0,1-0,12) м, причем лазерные головки в модуле расположены равномерно по всей ширине паллеты «В» на расстоянии «b» друг от друга, равном b=B/N, не превышающем область сканирования луча одной лазерной головки «d», т.е. b≤d; причем модуль содержит узлы локальной вытяжки продуктов очистки, каждый из которых расположен вблизи области очистки одной или нескольких лазерных головок блока из «N» лазерных головок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2471015C2 |
| 0 |
|
SU155957A1 | |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2037342C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445175C1 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ ПОВЕРХНОСТИ | 2012 |
|
RU2538161C2 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛОВ | 2016 |
|
RU2619692C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МАТЕРИАЛА, ПОКРЫТОГО ОРГАНИЧЕСКИМ ВЕЩЕСТВОМ, ГЕНЕРАТОР И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2003 |
|
RU2308546C2 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2328364C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ПОВЕРХНОСТНЫХ ЗАГРЯЗНЕНИЙ С ПОДЛОЖКИ (ВАРИАНТЫ) | 1993 |
|
RU2114486C1 |

