Изобретение относится к устройству для чистовой обработки резаньем поверхности катания головки рельса с перемещаемой вдоль головки рельса рамой, в которой с обеих сторон головки рельса установлены два приводимых во вращение в противоположных направлениях, фронтально подводимых к поверхности катания обрабатывающих инструмента.
Из-за относительно высоких осевых нагрузок и высоких скоростей движения материал рельсов часто подвергается нагрузкам, достигающим предела текучести материала, из которого они изготовлены, и поэтому подвергаются износу, который отрицательно сказывается на профиле поверхности катания головки рельса, в связи с этим для поддержания рельсов в исправном состоянии их поверхности катания должны подвергаться дополнительной обработке. Из документа AT 344772 В известны шлифовальные агрегаты, которые имеют по меньшей мере два расположенных друг за другом в продольном направлении головки рельса, фронтально подводимых к поверхности катания рельса с противоположных сторон головки рельса чашеобразных диска с соответствующим профилю поверхности катания профилем шлифования. Недостатком указанного и других шлифовальных агрегатов, известных из WO 2003/042458 А2, является то, что особенно при повышенных скоростях фронтальной подачи приходится считаться со значительным нагреванием головки рельса, из-за чего ограничивается допустимая скорость обработки. Для повышения скорости обработки в документе DE 3222208 А1 предлагалось использовать фрезерные инструменты, режущие кромки которых, распределенные несколькими аксиальными группами по периферии фрезерной головки, воспроизводят профиль головки рельса. Обусловленная таким периферийным фрезерованием, в перпендикулярной к поверхности продольной плоскости дугообразная траектория резания отдельных режущих кромок фрезерной головки приводит, однако, в продольном направлении рельсов к волнистой поверхности головки рельса, причем качество поверхности с увеличением скорости фронтальной подачи из-за увеличивающейся толщины среза следующих друг за другом режущих пластин ухудшается.
Этих недостатков не проявляется при использовании торцовых фрез, описанных в документе US 4583893 А, которые расположены с одной стороны головки рельса и используются с дорогостоящей направляющей, которая имеет с противоположной стороны рельса установленный с возможностью вращения направляющий диск и несколько направляющих роликов. Наряду с относительно большими затратами на осуществление проявляется существенный функциональный недостаток, заключающийся в том, что для обработки расположенной с противоположной относительно торцовой фрезы стороны головки рельса должна использоваться фреза, расположенная в продольном направлении рельса на относительно большом удалении, что при известных условиях приводит к различиям в качестве обработки обеих сторон головки рельса.
Аналогичные недостатки проявляются у другого известного устройства, описанного в документе ЕР 0148089 А2, которым поверхность катания обрабатывается относительно продольной оси рельса с обеих сторон одной фрезерной головкой, которая хотя и выполнена в виде торцовой фрезы, но должна использоваться с соответственно наклонной осью, потому что перед или после этой общей фрезерной головки должны располагаться периферийные фрезы для продольных граней головки рельса.
Задачей изобретения является создание устройства вышеописанного вида для чистовой обработки резаньем поверхности катания головки рельса, которое бы обеспечивало эффективную обработку поверхности катания при относительно высокой скорости обработки, без необходимости принимать в расчет чрезмерный нагрев головки рельса.
Поставленная задача решена посредством того, что обрабатывающие инструменты выполнены в виде торцовых фрез, оси вращения которых находятся в одной и той же плоскости и области резания которых перекрывают друг друга в поперечном к продольному направлению головки рельса направлении, причем обе торцовых фрезы через распределительную коробку присоединены к общему приводу вращения.
Благодаря расположению осей вращения торцовых фрез, установленных в общей раме, в одной и той же плоскости создаются конструктивные предпосылки для присоединения этих торцовых фрез через распределительную коробку к общему приводу вращения, что не только уменьшает затраты на осуществление, но и дает возможность посредством общей рамы перемещать обе торцовых фрезы вдоль подлежащего обработке рельса таким образом, что становится возможной равномерная обработка головки рельса с обеих ее сторон торцовыми фрезами, расположенными относительно головки рельса напротив друг друга. Предпосылкой для этого является то, что обе торцовых фрезы имеют максимум незначительное смещение относительно друг друга в продольном направлении головки рельса, которое определяется обоими находящимися в зацеплении друг с другом зубчатыми колесами распределительной коробки для привода валов торцовых фрез. Оси вращения обеих торцовых фрез не обязательно должны проходить параллельно друг другу. При соответствующей наклонной установке торцовых фрез может быть достигнута более значительная глубина срезания поверхности катания.
Наиболее благоприятные для обработки условия складываются, если обе торцовых фрезы, по существу, не смещены относительно друг друга в продольном направлении головки рельса. Это может достигаться за счет того, что торцовые фрезы имеют расположенные по периферии, оснащенные фрезерными ножами, радиальные выступы, которые с радиальным промежутком входят в выемки между смещенными на одну выемку выступами соответственно расположенных напротив друг друга торцовых фрез. В этом случае оси вращения обеих торцевых фрез могут находиться в одной и той же перпендикулярной к продольному направлению головки рельса плоскости. Благодаря этим мерам с помощью перекрывающих друг друга торцовых фрез можно обеспечить точную, не ухудшающуюся из-за смешения инструментов в продольном направлении головки рельса обработку поверхности качания перемещаемыми вдоль головки рельса торцовыми фрезами. Перекрывающаяся область резания торцовых фрез, расположенных относительно головки рельса напротив друг друга, создается распределенными по периферии, оснащенными фрезерными ножами радиальными выступами, которые относительно радиальных выступов расположенной напротив торцовой фрезы смещены на выемку, чтобы при синхронном вращении торцовых фрез в противоположные стороны фрезерные ножи радиальных выступов торцовой фрезы попадали в находящиеся между выступами расположенной напротив фрезы выемки.
Благодаря размещению осей вращения торцовых фрез, установленных в общей раме, в одной и той же плоскости создаются конструктивные предпосылки для присоединения этих торцовых фрез через распределительную коробку к общему приводу вращения, что не только уменьшает затраты на осуществление, но и, благодаря общей раме, дает возможность перемещать обе торцовых фрезы вдоль подлежащего обработке рельса таким образом, что становится возможной равномерная обработка обеих граней головки рельса относительно головки рельса расположенными напротив друг друга торцовыми фрезами. Предпосылкой для этого является то, что обе торцовых фрезы имеют самое большее ограниченное смещение относительно друг друга в продольном направлении головки рельса, которое определяется обоими находящимися в зацеплении зацепляющимися друг с другом зубчатыми колесами распределительной коробки для привода валов торцовых фрез. Оси вращения обеих торцовых фрез не обязательно должны проходить параллельно друг другу. При соответствующей наклонной установке торцовых фрез может быть достигнута более значительная глубина срезания поверхности катания.
Предпочтительным является то, что обе торцовых фрезы, по существу, не смещены относительно друг друга в продольном направлении головки рельса. Это может достигаться за счет того, что торцовые фрезы имеют расположенные по периферии, оснащенные фрезерными ножами, радиальные выступы, которые с радиальным промежутком входят в выемки между смещенными на одну выемку выступами соответственно расположенных напротив друг друга торцовых фрез. В этом случае оси вращения обеих торцевых фрез могут находиться в одной и той же перпендикулярной к продольному направлению головки рельса плоскости. Благодаря этим мерам с помощью перекрывающих друг друга торцовых фрез можно обеспечить точную, не ухудшающуюся из-за смещения инструментов в продольном направлении головки рельса обработку поверхности качания сопровождаемыми вдоль головки рельса торцовыми фрезами. Перекрывающаяся область резания торцовых фрез, расположенных относительно головки рельса напротив друг друга, создается распределенными по периферии, оснащенными фрезерными ножами радиальными выступами, которые относительно радиальных выступов расположенной напротив торцовой фрезы смещены на выемку, чтобы при синхронном вращении торцовых фрез в противоположные стороны фрезерные ножи радиальных выступов торцовой фрезы попадали в находящиеся между выступами расположенной напротив фрезы выемки.
Для обеспечения соответствующей заданному профилю поверхности катания фрезерной обработки фрезерные ножи торцовой фрезы могут иметь соответствующие форме поперечного сечения поверхности катания профильные кромки. Такая полностью соответствующая проектному профилю дополнительная обработка в большинстве случаев не требуется. В этом случае торцовые фрезы могут иметь по меньшей мере два смещенных относительно друг друга в радиальном направлении венца фрезерных ножей с прямыми режущими кромками, которые воспроизводят форму поперечного сечения поверхности катания в форме последовательности полигонов, причем степень максимального отклонения от проектного профиля зависит от числа венцов фрезы.
Изобретение поясняется чертежами, на которых представлено следующее:
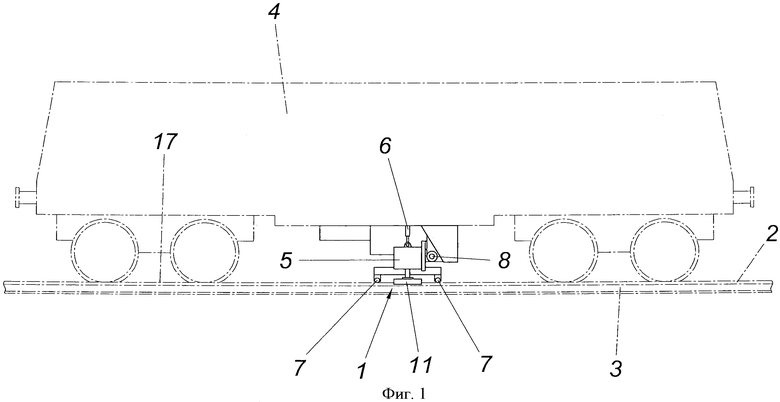
фиг.1 - вид сбоку установленного на рельсовом транспортном средстве устройства для чистовой обработки резаньем поверхности катания головки рельса согласно изобретению:
фиг.2 - перемещаемая вдоль головки рельса рама с обеими торцовыми фрезами, на схематичном, перпендикулярном к продольному направлению головки рельса сечении в увеличенном масштабе;
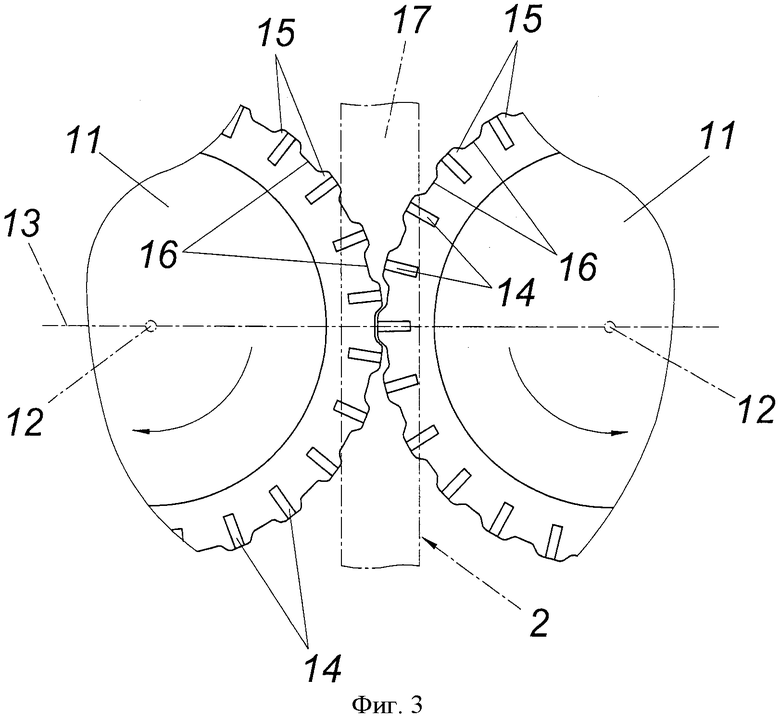
фиг.3 - обе торцовых фрезы устройства на фрагменте вида снизу в увеличенном масштабе;
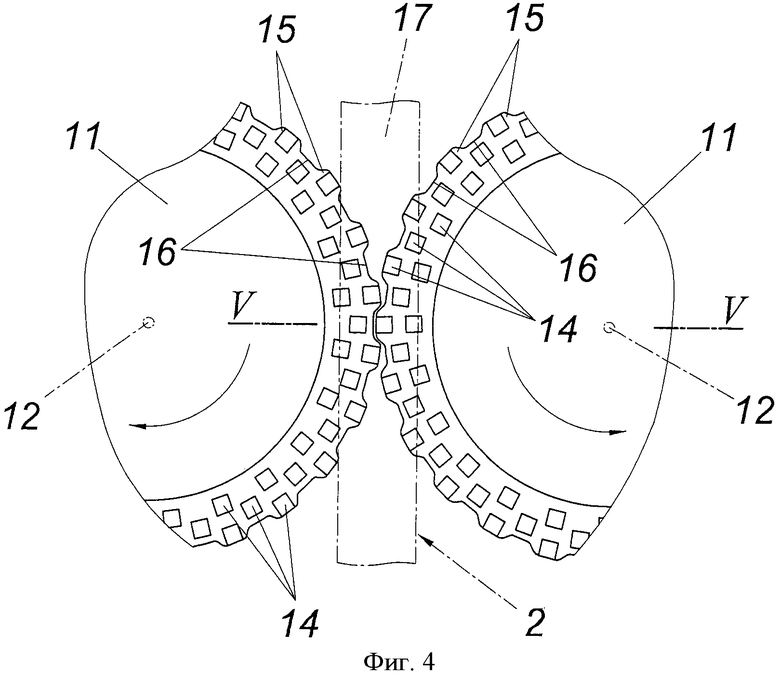
фиг.4 - вариант выполнения торцовых фрез по фиг.3;
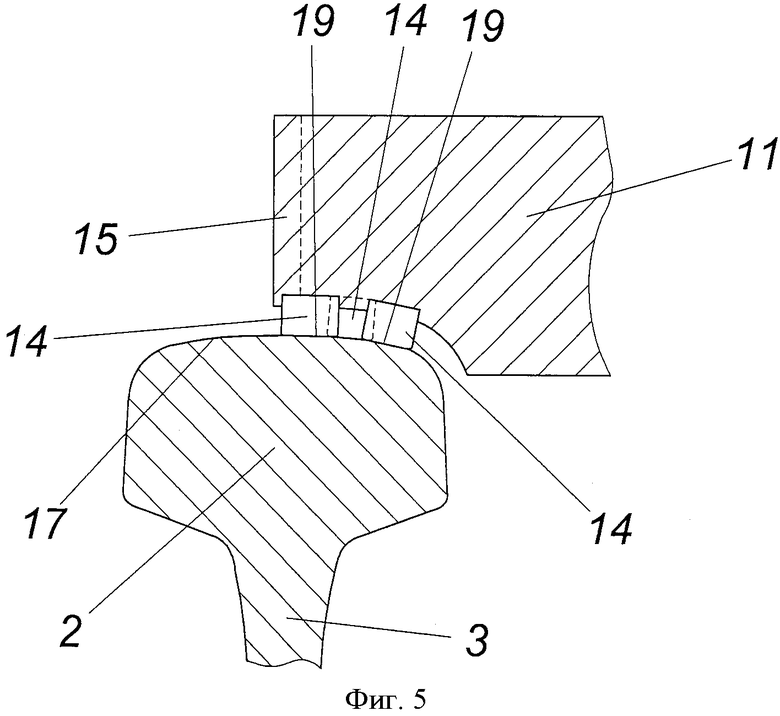
фиг.5 - разрез торцовой фрезы по линии V-V на фиг.4 в увеличенном масштабе;
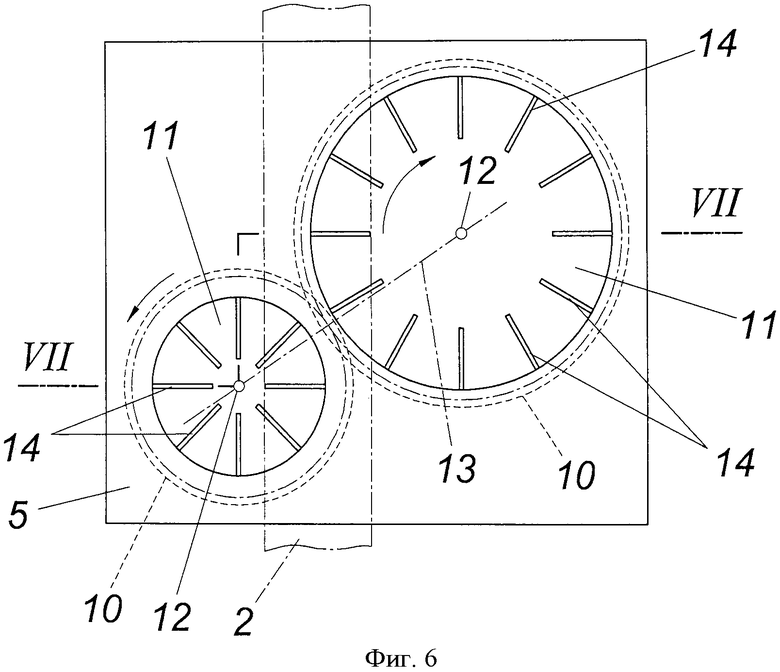
фиг.6 - вид снизу рамы с обеими торцовыми фрезами в предпочтительном варианте выполнения устройства согласно изобретению;
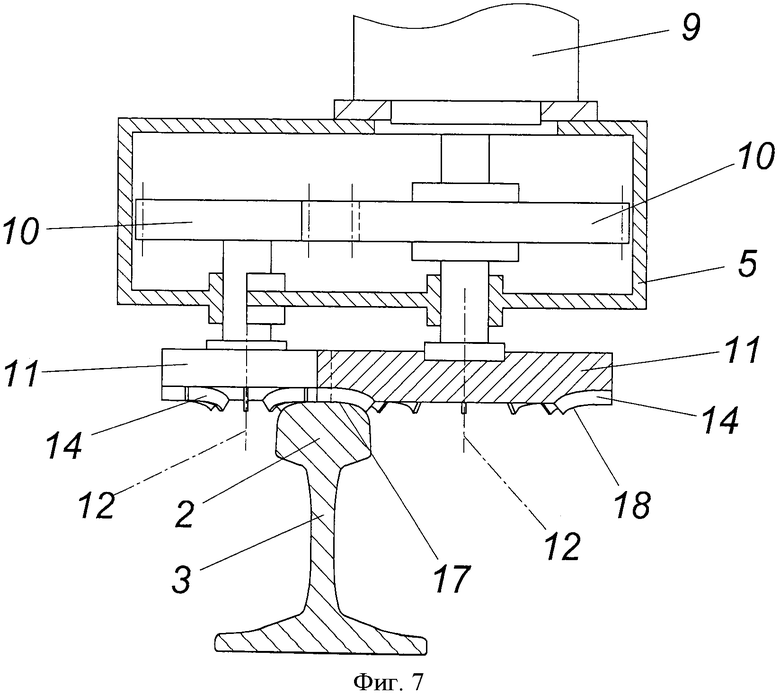
фиг.7 - разрез по линии VII-VII на фиг.6;
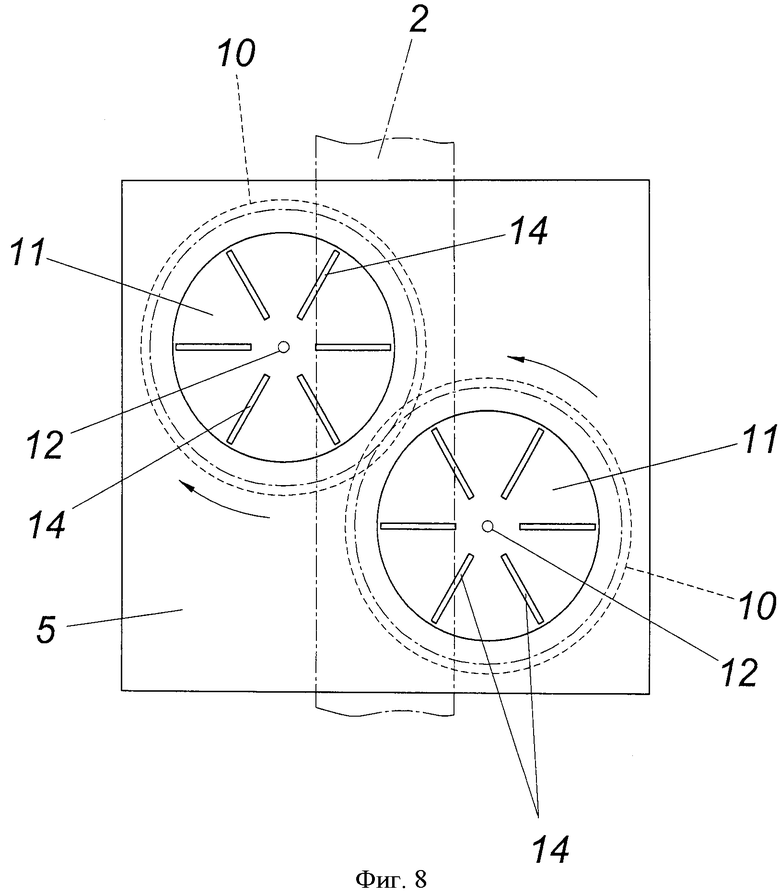
фиг.8 - предпочтительный вариант выполнения по фиг.6.
На фиг.1 представлено соответствующее изобретению устройство 1 для чистовой обработки резаньем головки 2 рельса 3 рельсового пути, установленное на рельсовом транспортном средстве 4, с помощью которого устройство 1 перемещается вдоль рельса 3. Устройство 1 имеет в своем составе раму 5, которая смонтирована на рельсовом транспортном средстве 4 с возможностью перемещения подъемником 6 по высоте и опирается через направляющие ролики 7 на головку 2 рельса. Эти направляющие ролики 7 сопровождают раму 5 относительно рельса 3 не только по высоте, но и по направлению.
Рама 5, которая для перемещения по высоте шарнирно соединена с рельсовым транспортным средством 4 через ось 8, хотя это и не является обязательно необходимым, содержит согласно фиг.2 присоединенную к приводу 9 вращения распределительную коробку 10 для двух синхронно приводимых во вращение в противоположных направлениях обрабатывающих инструментов в виде торцовых фрез 11. Оси 12 вращения этих торцовых фрез 11 находятся в одной и той же, перпендикулярной к продольному направлению головки 2 рельса плоскости 13, как это показано на фиг.3. Конфигурация при этом выполнена так, что режущие области обеих торцовых фрез 11, расположенных относительно головки 2 рельса напротив друг друга, перекрывают друг друга. Это становится возможным благодаря тому, что торцовые фрезы 11 имеют расположенные по периметру, оборудованные фрезерными ножами 14 радиальные выступы 15, причем выступы 15 одной торцовой фрезы 11 относительно выступов 15 расположенной напротив торцовой фрезы смещены до впадины, поэтому при противоположном приводе вращения обеих торцовых фрез 11 радиальные выступы 15 попадают соответственно в находящиеся между этими выступами 15 впадины 16 соответственно других торцевых фрез 11, причем с радиальным промежутком, чтобы исключить трение и обусловленный им износ.
Как видно из фиг.2, фрезерные ножи 14 могут иметь соответствующие профилю поперечного сечения поверхности 17 катания головки 2 рельса профильные режущие кромки 18, поэтому поверхность 17 катания обрабатывается соответственно предопределенному профильной режущей кромкой 19 фрезерного ножа 14 проектному профилю. Необходимости в такой точной дополнительной обработке, однако, в большинстве случаев нет. Поэтому профиль поверхности катания может отклоняться от проектного профиля в пределах предписанной области допуска. Это позволяет упростить требования к конструированию торцовых фрез 11, которые имеют радиально смещенные относительно друг друга венцы фрезерных ножей с прямыми режущими кромками 19, как это показано на фиг.4 и 5. Этими прямыми режущими кромками 19 фрезерного ножа 14 может воспроизводиться проектный профиль поверхности 17 катания в виде полигональной линии, причем с увеличением количества венцов фрезерного ножа степень соответствия проектному профилю поверхности 17 катания может увеличиваться. Дополнительная обработка головки 2 рельса на кривых участках колеи может проводиться - при необходимости - фрезерными ножами с соответствующими профильными режущими кромками.
Особенно предпочтительные условия для работы складываются, если на рельсовом транспортном средстве 4 для обоих рельсов 3 рельсового пути в продольном направлении рельса установлены друг за другом по меньшей мере два устройства 1, чтобы обеспечить непрерывную дополнительную обработку поверхностей 17 катания рельсов 3, если необходимо прекратить работу одного устройства 1, например, для проведения работ по обслуживанию.
Если доступное для торцевой фрезы 11 пространство ограничивается, например, установленным на внутренней стороне поворота рельса 3 предохранительным рельсом, то для обработки поверхности катания головки рельса должна использоваться, по крайней мере на внутренней стороне поворота, торцовая фреза 11 соответственно малого диаметра, что влечет за собой трудности в отношении установки торцовой фрезы в раме 5. Чтобы в этом случае выйти из затруднительного положения, обе торцовых фрезы 11 могут согласно фиг.6 и 7 устанавливаться в раме 5 в продольном направлении головки рельса 3 со смещением относительно друг друга, вследствие чего расстояние между поворотными осями 12 обеих торцовых фрез 11 увеличивается и в результате появляется место для соответствующей установки торцовых фрез 11. Перекрытие обеих торцовых фрез 11 поперек продольного направления головки 2 рельса сохраняется. Зубовидное зацепление фрезерных ножей 14, однако, необходимо не всегда, вследствие чего в этих случаях также могут оказаться излишними обычно необходимые выступы 15 торцовой фрезы 11. Из-за относительно лишь незначительного взаимного смещения областей резания обеих торцовых фрез 11 в продольном направлении головки 2 рельса вызванными этим смещением недостатками обработки при определенных обстоятельствах можно пренебречь. Сопровождение обеих фрез 11 происходит совместно через раму 5 описанным в связи с фиг.1 способом.
Как следует из фиг.8, благодаря взаимному смещению обеих торцовых фрез 11 в продольном направлении головки 2 рельса можно также с обеих сторон головки 2 рельса сформировать торцевые фрезы 11 малого диаметра, что необходимо, например, тогда, когда свободное пространство для использования торцевых фрез 11 по обе стороны головки 2 рельса ограничено.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ЗАГОТОВКИ С ГЕОМЕТРИЧЕСКИ ОПРЕДЕЛЕННОЙ РЕЖУЩЕЙ КРОМКОЙ | 2009 |
|
RU2471034C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ПОВЕРХНОСТИ КАТАНИЯ РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЭТОГО | 2001 |
|
RU2267570C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СП0СОБ ОБРАБОТКИ КОЛЕС ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2245764C2 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ГОЛОВОК РЕЛЬСОВ | 2015 |
|
RU2607506C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2011 |
|
RU2466830C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
Изобретение относится к машиностроению и может быть использовано для чистовой обработки резанием поверхности катания головки рельса. Устройство содержит раму, установленную с возможностью перемещения вдоль головки рельса, и обрабатывающие инструменты, установленные с обеих сторон рамы с возможностью вращения в противоположных направлениях и фронтального подвода к поверхности катания головки рельса. Обрабатывающие инструменты выполнены в виде двух торцовых фрез, соединенных посредством распределительной коробки с общим приводом вращения, и установлены из условия расположения их осей вращения в одной плоскости с обеспечением перекрытия областей резания друг друга поперек продольного направления головки рельса. Обеспечивается высокая скорость обработки, снижается нагрев головки рельса. 4 з.п. ф-лы, 8 ил.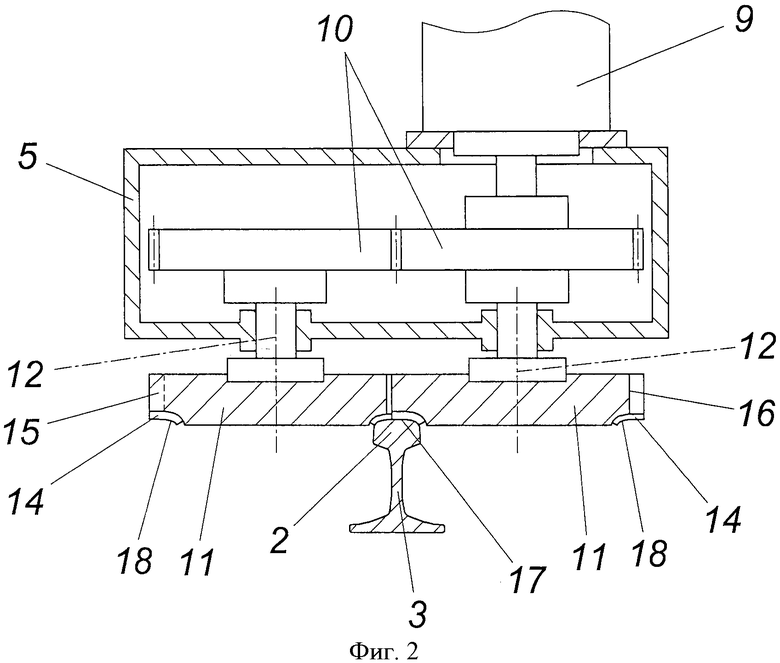
1. Устройство (1) для чистовой обработки резанием поверхности (17) катания головки (2) рельса, содержащее раму (5), установленную с возможностью перемещения вдоль головки (2) рельса, и обрабатывающие инструменты, установленные с обеих сторон рамы с возможностью вращения в противоположных направлениях и фронтального подвода к поверхности (17) катания головки рельса, отличающееся тем, что обрабатывающие инструменты выполнены в виде двух торцовых фрез (11) и установлены из условия расположения их осей (12) вращения в одной плоскости (13) с обеспечением перекрытия областей резания друг друга поперек продольного направления головки (2) рельса, при этом обе торцовые фрезы (11) посредством распределительной коробки (10) соединены с общим приводом (9) вращения.
2. Устройство по п.1, отличающееся тем, что торцовые фрезы (11) выполнены с распределенными по периферии радиальными выступами (15) и с размещенными в них фрезерными ножами (14) и установлены из условия вхождения упомянутых выступов с радиальным промежутком в выемки (16) между выступами (15) торцовых фрез (11), расположенных напротив друг друга со смещением на одну выемку.
3. Устройство по п.2, отличающееся тем, что плоскость (13) расположения осей (12) вращения торцовых фрез проходит перпендикулярно продольному направлению головки (2) рельса.
4. Устройство по п.2 или 3, отличающееся тем, что фрезерные ножи (14) торцовых фрез (11) выполнены с профильными режущими кромками (18), соответствующими профилю поперечного сечения поверхности (17) катания головки рельса.
5. Устройство по любому из пп.1-3, отличающееся тем, что торцовые фрезы содержат по меньшей мере два радиально смещенных относительно друг друга венца фрезерных ножей (14) с прямыми режущими кромками (19), предназначенными для формирования профиля поперечного сечения поверхности (17) катания в виде полигональной линии.
| Низколегированная сталь | 1961 |
|
SU148089A1 |
| Станок для шлифования деталей несколькими инструментами | 1987 |
|
SU1491670A1 |
| РЕЛЬСОШЛИФОВАЛЬНОЕ УСТРОЙСТВО | 1995 |
|
RU2094558C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| WO 9520071 A1, 27.07.1995 | |||

