Изобретение относится к способу обработки резанием заготовки, в частности, рельса железнодорожного полотна, при котором, по меньшей мере, одна геометрически определенная режущая кромка передвигается по круговой траектории вокруг оси. Изобретение относится также к устройству с геометрически определенной режущей кромкой для обработки резанием заготовки, в частности, рельса железнодорожного полотна, которое имеет выполненный с возможностью приведения во вращательное движение держатель, на котором режущая кромка расположена посредством приемного устройства.
Заготовкой с точки зрения изобретения является предназначенный для обработки корпус, в основном, с плоской для обработки поверхностью. Заготовкой может являться вытянутый в длину корпус, имеющий определенную геометрию поперечного сечения. Заготовка в точки зрения изобретения может состоять из различных материалов, к примеру из пластмассы или дерева, в частности, однако, и из стали. Такого рода заготовки используются во всех технических областях для различных целей. В качестве примера в данном случае будет более детально рассматриваться заготовка в виде рельса железнодорожного полотна.
Заготовки должны обрабатываться в процессе изготовления. Зачастую особое внимание следует уделять при этом точной геометрии поперечного сечения. Кроме того, значение имеет процесс изготовления плоской и/или ровной поверхности. Именно при изготовлении заготовки резанием - как в случае с рельсом железнодорожного полотна - геометрия поперечного сечения и поверхность заготовки должны регулярно восстанавливаться.
Для изготовления ровной поверхности заготовки известно большое количество способов обработки резанием с использованием геометрически определенной режущей кромки, к примеру струга и фрезы. Обычно заготовка при этом перемещается через и/или мимо устройства для обработки заготовки. Для обработки заготовок неопределенной длины, таких как рельсы, устройство для обработки заготовок обычно перемещается вдоль и/или по неподвижно расположенной заготовке.
Для обработки такой заготовки обычно используются устройства с приводимой во вращение фрезой, как это описано в DE 102006008093 А1. Фреза имеет комплект режущих кромок для фрезерования головки рельса, геометрия поперечного сечения которого состоит из почти круговых фрагментов дуг различных радиусов, причем каждый фрагмент дуги образует след на поверхности качения железнодорожного рельса. Фреза, образующая несколько следов, имеет несколько расположенных рядом друг с другом прямолинейных режущих элементов, которые приведены в соответствие с контуром головки рельса, что позволяет осуществить обработку всего контура за один рабочий проход. Отдельные режущие кромки могут располагаться на фрезе также и со смещением относительно друг друга. В WO 02/06587 А1 описывается также способ репрофилирования, по меньшей мере, следа движения на рельсе, предпочтительно имеющей след движения, вогнутой части профиля поперечного сечения головки рельса, в частности железнодорожного рельса, посредством периферийного фрезерования с использованием более пяти расположенных в продольном направлении рядом друг с другом следов фрез. Другие устройства для дополнительной обработки резанием, в частности для фрезерования проложенных на железнодорожном пути головок рельсов, описываются в документах ЕР 0952255 В1, US 4583893, US 5549505, ЕР 0668398 В1, ЕР 0668397 B1, US 4275499, DE 3222208 С2, WO 95/20071 А1 и DE 8034887 U1. Недостатком процесса фрезерования являются возникающие на обрабатываемых поверхностях следы обработки, к примеру волнистость и/или рифление.
Напротив, известны устройства, у которых головки рельсов обрабатываются с использованием так называемых стругов для рельсов. В DE 2841506 С2 описывается такое устройство, при использовании которого режущие струговые ножи обрабатывают рельс в процессе непрерывного движения подачи. Струг рельса за счет большой глубины выемки устраняет неровности даже на сильно рифленых участках рельсового пути с высокой точностью. Посредством строгания могут быть получены ровные поверхности, которые в отличие от поверхностей, обработанных фрезерованием, имеют лишь следы обработки, которыми можно пренебречь. Недостатками метода строгания, прежде всего, по сравнению с фрезерованием, являются более низкая скорость подачи, увеличенное энергопотребление в направлении подачи, длинный след и/или зачастую увеличенное время простоев.
Поэтому в настоящее время рельсы обычно обрабатывают сначала, на первом рабочем этапе, с помощью фрезы. Затем, на следующем этапе обработки, возникающие при фрезеровании на обрабатываемой поверхности следы обработки, такие как волнистость и/или рисунок следа, уменьшаются посредством шлифования. Устройства для шлифования описываются в US 4583895 A1, DE 3227343 A1, DE 2801110 A1 и ЕР 1918458 A1.
В AT 400863 В описывается устройство для дополнительной обработки резанием головки рельса с помощью проводимого вдоль полос обработки вращающегося инструмента, при использовании которого режущие кромки удерживаются в держателях, которые образуют звенья бесконечно обращающейся вокруг направляющих колес гусеничной цепи.
Задача предлагаемого изобретения состоит в создании такого способа и устройства, благодаря которым становится возможной обработка резанием поверхности заготовки за один рабочий проход и при высокой скорости подачи таким образом, чтобы поверхность была ровной и имела незначительные следы обработки, такие как волнистость и/или рисунок следа. Технический результат состоит в улучшении обработки заготовки, в частности рельса железнодорожного полотна, в сравнении с недостатками уровня техники.
Эта задача решается в соответствии с изобретением посредством способа с признаками пункта 1 формулы изобретения. Другой вариант осуществления изобретения можно заимствовать из последующих зависимых пунктов формулы изобретения.
В соответствии с изобретением предусмотрен, таким образом, способ обработки заготовки резанием, при котором режущая кромка во время обработки заготовки резанием перемещается вдоль прямой направляющей. За счет этого становится возможным дополнительно обработать поверхность заготовки при высокой скорости подачи, без образования волнистости. При этом преимущества процесса строгания соединяются с преимуществами процесса фрезерования. Вращающаяся, как при фрезеровании, режущая кромка может с высокой скоростью перемещаться относительно заготовки. Прямолинейное движение режущей кромки во время обработки резанием приводит к обработке заготовки, аналогичной обработке строганием. В такой комбинации за один рабочий проход возможна высокая скорость подачи при небольших энергозатратах и большой глубине выемки, причем поверхность обрабатываемой заготовки получается ровной и не имеет волнистости. Дополнительная обработка, к примеру шлифование, при таком способе строгания с вращением является излишней. Непрерывное строгание с вращением позволяет осуществлять обработку теоретически бесконечно длинных заготовок с любой геометрией поперечного сечения.
Благоприятным является то, что на движение режущей кромки по периферийной траектории держателя накладывается другое, увеличивающее расстояние от режущей кромки до оси, движение. Благодаря этому возможно реализовать фрезерующее движение режущей кромки с высокой скоростью вращения и с большим энергопотреблением. За счет, по меньшей мере, локально поданного в зоне обработки на режущую кромку наложенного движения, режущая кромка перемещается параллельно направлению подачи. Режущая кромка при наложенном движении отклоняется, поворачивается и/или смещается относительно вращательного движения. Режущая кромка при движении, наложенном на вращательное движение, смещается, в частности, линейно в направлении заготовки. Движение режущей кромки параллельно направлению подачи осуществляется в том же направлении или в противоположном направлении.
Предпочтительным является то, что посредством наложенного, следующего движения режущая кромка выводится с круговой траектории держателя. За счет этого становится возможным взаимодействие режущей кромки с заготовкой в течение более длительного промежутка времени, чем лишь при вращательном движении режущей кромки. Одновременно становится возможным локально индивидуальным образом воздействовать на глубину захвата режущей кромки. Так, можно изменять или прерывать захват режущей кромки, не прерывая вращения.
Благоприятным является то, что держатель при движении по круговой траектории перемещается вокруг оси и/или по круговой траектории. Вращательное движение по круговой траектории является особо предпочтительным как с точки зрения производительности и результата, так и с точки зрения технического осуществления.
Задача решается далее в соответствии с изобретением посредством устройства в соответствии с признаками пункта 5 формулы изобретения. Другой вариант осуществления изобретения следует заимствовать из последующих зависимых пунктов формулы изобретения на устройство.
В соответствии с изобретением предусмотрено, таким образом, устройство с геометрически определенной режущей кромкой для обработки резанием заготовки, у которого режущая кромка с приемным устройством расположена на держателе с возможностью перемещения относительно держателя. Благодаря этому режущая кромка за счет вращательного движения приводимого в действие держателя с высокой скоростью при небольших энергозатратах может перемещаться относительно заготовки и одновременно, по меньшей мере, периодически, параллельно поверхности заготовки. Это делает возможным снятие стружки, в результате чего, как и при широко известном методе строгания, на заготовке образуется ровная поверхность без волнистости. Такое устройство может без перерыва обрабатывать практически бесконечно длинные заготовки, к примеру рельсы железнодорожного полотна. За счет неизбежного износа режущей кромки перерывы в работе неминуемы. Благоприятным является то, что режущая кромка выполнена с возможностью разъемной фиксации на приемном устройстве и/или на держателе. Благодаря этому возможны короткие перерывы для проведения технического обслуживания и приведения в порядок устройства, в частности режущих кромок.
Предпочтительным является то, что устройство имеет управляющий корпус, посредством которого режущая кромка и/или приемное устройство могут быть отклонены с круговой траектории держателя. Благодаря этому возможен тот факт, что наложенное движение режущей кромки не зависит от вращательного движения держателя режущей кромки. При этом благоприятным является то, что приемное устройство выполнено с возможностью регулировки, в частности, по своей длине. Благодаря этому возможно выставлять расстояние между осью держателя и режущей кромки, в частности, в нулевое положение режущей кромки.
С точки зрения механического исполнения благоприятным выявило себя то обстоятельство, что держатель выполнен в виде перемещаемого вокруг оси по круговой траектории корпуса, в частности, в виде колеса или диска. Благодаря этому возможно, что режущая кромка может оказывать на заготовку большое усилие при небольших энергозатратах и вращаться с большой скоростью. Режущая кромка расположена при этом на внешней периферии держателя. Такая конструкция уже зарекомендовала себя в так называемых червячных фрезах.
Благоприятным является то, что управляющий корпус внутри круговой траектории держателя расположен на держателе с возможностью скольжения и/или свободного качения. Благодаря этому возможно, что управляющий корпус, по меньшей мере, косвенным образом может воздействовать на режущую кромку, без необходимости соединения через дорогостоящие механические передачи с устройством, в частности с приводом держателя. Управляющий корпус является, таким образом, независимым от движения держателя и режущей кромки. Управляющий корпус образует опору для режущей кромки, причем соответствующее расстояние от управляющего корпуса до держателя может регулироваться. Благодаря этому возможно, что захват режущей кромки может регулироваться и/или режущая кромка - без прерывания вращения - для обработки заготовки может выделяться. При дополнительной обработке рельсов железнодорожного полотна, к примеру, в зоне стрелочных переводов определенные участки поверхности заготовки не должны быть обработаны. Нарушение непрерывной подачи устройства предотвращается за счет такого выделения режущей кромки. Расположенный на держателе с возможностью свободного качения управляющий корпус имеет особенно небольшой износ.
Предпочтительный вариант осуществления изобретения предполагает, что устройство имеет несколько управляющих корпусов, соответствующие расстояния от которых до держателя могут регулироваться независимо друг от друга. Благодаря этому возможно, что в устройстве, которое имеет несколько расположенных рядом друг с другом режущих кромок, захват или выход некоторых режущих кромок может регулироваться независимо от соседних режущих кромок. Такая регулировка может быть реализована особенно легко, когда управляющий корпус расположен на эксцентричном валу.
Для получения другого, наложенного на вращательное движение режущей кромки, движения благоприятным является то, что приемное устройство выполнено в виде имеющего выступ ползуна. Благодаря этому возможно отклонение режущей кромки от круговой траектории держателя без воздействия на держатель. Посредством выступа приемное устройство при контакте выступа с управляющим корпусом может быть отклонено. Ось вращения приемного устройства имеет наклон по отношению к касательной траектории вращения держателя. Ось вращения не параллельна касательной к траектории вращения держателя.
Предпочтительным глубина захвата режущей кромки может регулироваться во время процесса обработки заготовки посредством выполненного с возможностью регулировки управляющего корпуса. Благодаря этому возможно производить подгонку устройства к изменившейся геометрии поперечного сечения заготовки без затратной по времени замены инструмента. За счет изменения глубины захвата отдельных режущих кромок геометрия поперечного сечения заготовки может постоянно изменяться в процессе обработки.
Держатель проводит приемное устройство с режущей кромкой мимо управляющего корпуса, причем выступ прижимается к управляющему корпусу. Так как управляющий корпус не смещает выступ, то режущая кромка за счет контакта выступа с управляющим корпусом может отклоняться от круговой траектории держателя. За счет контакта выступа с управляющим корпусом приемное устройство, а тем самым, и режущая кромка выводятся с круговой траектории держателя. Геометрия выступа приведена при этом в соответствие с желаемым процессом движения режущей кромки в целом. Предпочтительным является то, что режущая кромка выполнена с возможностью разъемной фиксации на приемном устройстве. Приемное устройство имеет возвратный механизм, выполненный в виде пружины и/или в виде находящейся под нагрузкой жидкости. С помощью возвратного механизма направленное на управляющий корпус усилие может оказывать воздействие на приемное устройство. Управляющий корпус может быть выполнен как подвижный упор. Благодаря этому возможно то, что износ на управляющем корпусе, на выступах, а тем самым, и на режущей кромке, становится меньше. За счет использования управляющего корпуса возможно улучшенное круговое движение держателя при уменьшенном радиальном биении.
Благоприятным является то, что на держателе следом друг за другом и/или рядом друг с другом, в частности со смещением относительно друг друга, расположено большое количество режущих кромок. Благодаря наличию большого количества расположенных друг за другом режущих кромок возможно снижение износа отдельных режущих кромок и увеличение, таким образом, периода эксплуатации между двумя перерывами на техническое обслуживание. Наличие нескольких, расположенных рядом друг с другом, в частности, со смещением, режущих кромок позволяет обеспечить отсутствие рисунка следа на обрабатываемой поверхности. Таким образом, одного рабочего прохода достаточно для изготовления плоской, обработанной методом строгания, поверхности заготовки. Дополнительная обработка, к примеру шлифование, не обязательна. Для сокращения работ по техническому обслуживанию и ремонтных работ предпочтительным является тот факт, что держатель собран из нескольких сегментов и/или колец, причем на одном сегменте и/или кольце расположено несколько режущих кромок с относящимися к ним приемными устройствами. Из устройства можно извлечь отдельные кольца и/или одновременно несколько соединенных друг с другом колец и/или сегментов для проведения работ по техническому обслуживанию и/или ремонтных работ. Благодаря этому замена отдельных и/или нескольких режущих кромок и/или приемных устройств возможна за короткое время.
Благоприятным является то, что устройство и заготовка подвижны относительно друг друга. При этом устройство может перемещаться на выполненной, в частности, в форме рельсов железнодорожного полотна заготовке. Благодаря этому возможно интегрировать устройство, к примеру, в транспортное средство, в частности в рельсовое транспортное средство, и/или выполнять устройство в виде такого транспортного средства. С помощью выполненного таким образом устройства возможно быстро и точно обрабатывать также и неподвижно установленные заготовки.
Предпочтительным является то, что устройство имеет облицовку. Благодаря этому возможно защитить устройство от загрязнений и/или повреждений со стороны внешних воздействий.
Преимуществом является то, что расположенные рядом друг с другом и/или следом друг за другом режущие кромки выполнены в соответствии с геометрией поперечного сечения заготовки. Благодаря этому посредством устройства возможна обработка заготовки с сложной геометрией поперечного сечения. Геометрически определенные режущие кромки позволяют осуществлять обработку различных вариантов геометрии поперечного сечения, как то, прямые, кривые и/или многоугольники. За счет регулировки величины отклонения отдельных режущих кромок возможно изменять геометрию поперечного сечения заготовки во время процесса обработки. Благодаря этому становится возможным воспринимать и воздействие на геометрию заготовки по ее продольной оси.
Изобретение допускает различные варианты осуществления. Для дальнейшего разъяснения основного принципа изобретения данное изобретение представлено на чертежах и в последующем описании. Показано:
фиг.1 - вид сбоку устройства в схематичном изображении;
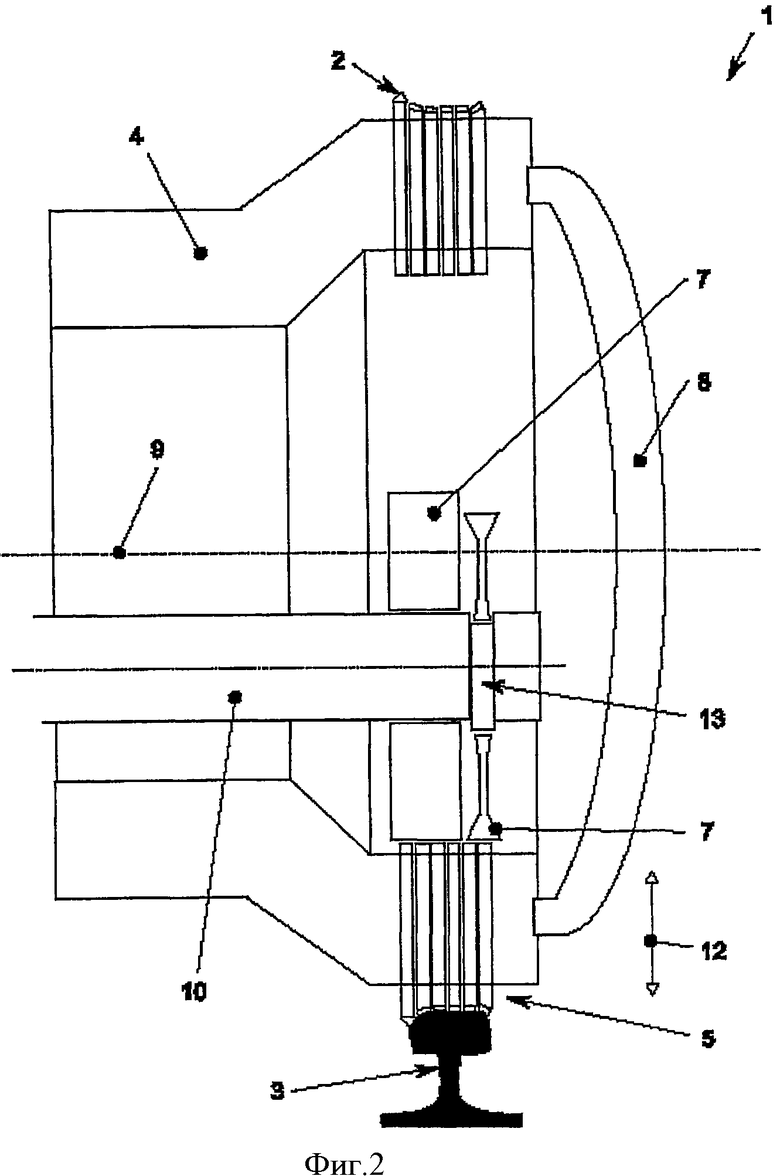
фиг.2 - изображение в разрезе представленного на фиг.1 устройства;
фиг.3 - изображение в разрезе приемного устройства в увеличенном масштабе представленного на фиг.1 в разрезе устройства;
фиг.4 - вид на расположение нескольких режущих кромок представленного на фиг.1 устройства.
На фигурах 1 и 3 представлено устройство 1 с геометрически определенной режущей кромкой 2 для обработки резанием заготовки 3. Представленная на данном чертеже в разрезе заготовка 3 является рельсом железнодорожного полотна. Устройство 1 предназначено для обработки заготовки 3. После определенного периода работы рельса и/или при возникновении износа рельса необходимо произвести дополнительную обработку поверхности рельса, то есть выровнять ее, удалить слой материала поверхности качения, для устранения микротрещин и/или для восстановления геометрии поперечного сечения. Особое внимание следует уделять образованию как можно более гладкой поверхности, в частности, в зоне прохождения колеса. Обработка заготовки 3 осуществляется посредством режущей кромки 2, которая с помощью приемного устройства 5 расположена на приводимом во вращательное движение вокруг оси 9 держателе 4. Облицовка 8 предотвращает проникновение загрязнений и инородных тел в устройство 1 и его повреждение. Чтобы иметь возможность оперативно производить работы по техническому обслуживанию, облицовка 8 выполнена с возможностью разъемной фиксации посредством винтов.
В представленном на фиг.3 примере осуществления изобретения режущая кромка 2 перемещается посредством держателя 4 по круговой траектории 15 в соответствии со стрелкой 11. Движение режущей кромки 2 соответствует движению известной из уровня техники червячной фрезы. В соответствии с изобретением режущая кромка 2 с помощью приемного устройства 5 с возможностью движения на держателе 4, причем режущая кромка 2 и приемное устройство 5 подвижны относительно держателя 4. За счет движения приемного устройства 5 режущая кромка за определенный промежуток времени передвигается параллельно поверхности заготовки 3. Движение режущей кромки 2 параллельно поверхности заготовки 3 соответствует движению известного из уровня техники струга. Это частично параллельное движение режущей кромки 2 достигается за счет наложения вращательного движения и движения схода режущей кромки 2 с круговой траектории держателя. Последнее обозначено стрелкой 12. Наложение обозначенных стрелками 11 и 12 движений выявляет обозначенную на фиг.3 пунктирной линией траекторию рабочего движения 16 режущей кромки 2.
Устройство имеет несколько, закрепленных, соответственно, разъемным образом, режущих кромок 2. По периферии держателя 4, как представлено на фиг.1, следом друг за другом и, как представлено на фиг.4, рядом друг с другом, расположено большое количество приемных устройств 5. На фиг.3 детально представлено выполненное в виде ползуна приемное устройство 5. Приемное устройство 5 с возможностью движения расположено в держателе 4 и имеет выступ 6. При вращении держателя 4 выступ 6 приемного устройства 5 проводится мимо не смещаемого, выполненного, однако, с возможностью свободного вращения, управляющего корпуса. При контакте между управляющим корпусом и выступом 6 приемное устройство 5 в соответствии с геометрией выступа 6 отводится от управляющего корпуса 7. Это движение обозначено стрелкой 12. Приемное устройство 5 имеет возвратный механизм 14. Если выступ 6 не соприкасается более с управляющим корпусом 7, то приемное устройство 5 посредством возвратного механизма 14 перемещается в свое исходное положение.
На фиг.2 представлено устройство 1 в разрезе. Вращающийся вокруг оси 9 держатель 4 имеет многочисленные, расположенные рядом друг с другом, вращающиеся приемные устройства 5. Для обработки заготовки 3 - посредством воздействия управляющего корпуса 7 на приемное устройство 5 - закрепленные на приемных устройствах 5 режущие кромки 2 с приемными устройствами 5 перемещаются в направлении заготовки 3. В представленном варианте осуществления изобретения устройство 1 имеет два, расположенных на валу 10 с возможностью свободного вращения независимо друг от друга, управляющих корпуса 7. На валу 10 принимаемые от управляющих корпусов 7 для отклонения режущих кромок 2 усилия гасятся. Вал 10 посредством хомута 19 соединен с устройством 1. Представленный на фиг.1 хомут 19 страхует вал 10 от смещения при воздействии усилия.
Обращенный к облицовке 8 управляющий корпус 7 с возможностью свободного вращения расположен в эксцентричной зоне 13 вала 10. Это особенно хорошо демонстрирует фиг.2. Вал 10 может вращаться. За счет поворота вала 10 - к примеру на 180° - положение эксцентричной зоны 13 изменяется таким образом, что расположенный в эксцентричной зоне 13 управляющий корпус 7 не может более воздействовать на сопряженные с этим управляющим корпусом 7 приемные устройства 5. Эти приемные устройства 5 более не отклоняются, вследствие чего режущие кромки 2 данных приемных устройств 5 не осуществляют более обработку заготовки 3, в то время как другие режущие кромки 2 и далее производят обработку заготовки 3. За счет регулировки эксцентричной зоны 13 возможна, однако, не только выборка отдельных режущих кромок 2. Если вал поворачивается лишь на небольшой угол, к примеру на 20°, то глубина вхождения режущих кромок 2 в заготовку 3 уменьшается, но процесс не прерывается. Таким образом, возможно изменять геометрию поперечного сечения заготовки 3 во время и/или посредством обработки с помощью устройства 1.
На фиг.4 представлен фрагмент поверхности развертки держателя 4 с множеством расположенных следом друг за другом и рядом друг с другом режущих кромок 2. Режущие кромки 2 расположены на смещенных относительно друг друга траекториях 18 следов, чтобы предотвращать образование рисунка следа на обрабатываемой поверхности, представленной на фиг.1 и 3 заготовки 3. Передвигаемый в направлении стрелки 11 держатель 4 составлен из отдельных сегментов 17. Сегменты 17 выполнены с возможностью закрепления на держателе 4 разъемным образом. Разделение держателя 4 на сегменты позволяет осуществлять быструю замену режущих кромок 2.


Изобретение относится к обработке резанием рельса железнодорожного полотна. Устройство (1) для обработки резанием заготовки (3) имеет выполненный с возможностью приведения во вращательное движение держатель (4), на котором подвижным образом располагаются приемное устройство (5) и режущая кромка (2). Обеспечивается возможность обработки рельса за один проход и при высокой скорости его подачи, улучшаются параметры поверхности рельса. 2 н. и 15 з.п. ф-лы, 4 ил.
1. Способ обработки резанием заготовки (3), в частности рельса железнодорожного полотна, при котором, по меньшей мере, одну геометрически определенную режущую кромку (2), которую посредством приемного устройства (5) располагают на выполненном с возможностью приведения во вращательное движение вокруг оси (9) держателе (4), передвигают по круговой траектории (15) вокруг оси (9), а во время обработки резанием заготовки (3) вдоль прямой направляющей, отличающийся тем, что режущую кромку (2) с приемным устройством (5) передвигают относительно держателя (4).
2. Способ по п.1, отличающийся тем, что на движение режущей кромки (2) по круговой траектории (15) накладывают другое, увеличивающее расстояние от режущей кромки (2) до оси (9), движение.
3. Способ по п.1 или 2, отличающийся тем, что за счет наложенного, другого движения режущую кромку (2) выводят с круговой траектории (15).
4. Способ по п.1 или 2, отличающийся тем, что режущую кромку (2) при движении по круговой траектории (15) перемещают вокруг оси (9) и/или по круговой траектории.
5. Способ по п.3, отличающийся тем, что режущую кромку (2) при движении по круговой траектории (15) перемещают вокруг оси (9) и/или по круговой траектории.
6. Устройство (1) с геометрически определенной режущей кромкой (2) для обработки резанием заготовки (3), в частности рельса железнодорожного полотна, которое имеет выполненный с возможностью приведения во вращательное движение держатель (4), на котором режущая кромка (2) располагается посредством приемного устройства (5), отличающееся тем, что режущая кромка (2) с приемным устройством подвижным образом относительно держателя (4) расположена на держателе (4).
7. Устройство (1) по п.6, отличающееся тем, что устройство (1) имеет управляющий корпус (7), посредством которого режущая кромка (2) и/или приемное устройство могут быть отклонены от их круговой траектории (15).
8. Устройство (1) по п.6, отличающееся тем, что держатель (4) выполнен в виде корпуса с возможностью вращения по круговой траектории вокруг оси (9), в частности в виде колеса или диска.
9. Устройство (1) по п.6, отличающееся тем, что управляющий корпус (7) внутри круговой траектории (15) держателя (4) расположен на держателе (4) с возможностью скольжения и/или свободного качения.
10. Устройство (1) по п.6, отличающееся тем, что глубина захода режущей кромки (2) при обработке заготовки (3) может изменяться посредством выполненного с возможностью регулировки управляющего корпуса (7).
11. Устройство по одному из пп.6, 7 или 10, отличающееся тем, что устройство (1) имеет несколько управляющих корпусов (7), соответствующие расстояния от которых до держателя (4) или до круговой траектории режущей кромки (2) могут регулироваться независимо друг от друга.
12. Устройство (1) по п.6 или 7, отличающееся тем, что приемное устройство (5) выполнено в виде имеющего выступ (6) ползуна.
13. Устройство (1) по одному из пп.6-10, отличающееся тем, что на держателе (4) следом друг за другом и/или рядом друг с другом, в частности со смещением относительно друг друга, расположено множество режущих кромок (2).
14. Устройство (1) по одному из пп.6-10, отличающееся тем, что устройство (1) выполнено с возможностью перемещения по выполненной, в частности, в форме рельса железнодорожного полотна, заготовке (3).
15. Устройство (1) по одному из пп.6-10, отличающееся тем, что устройство (1) имеет облицовку (8).
16. Устройство (1) по одному из пп.6-10, отличающееся тем, что на держателе (4) следом друг за другом и/или рядом друг с другом, в частности со смещением относительно друг друга, расположено множество режущих кромок (2), и расположенные рядом друг с другом и/или следом друг за другом режущие кромки (2) выполнены в соответствии с геометрией поперечного сечения заготовки (3).
17. Устройство (1) по одному из пп.6-10, отличающееся тем, что устройство (1) выполнено с возможностью перемещения по выполненной, в частности, в форме рельса железнодорожного полотна заготовке (3), и расположенные рядом друг с другом и/или следом друг за другом режущие кромки (2) выполнены в соответствии с геометрией поперечного сечения заготовки (3).
| 0 |
|
SU400863A1 | |
| СПОСОБ ПРОФИЛИРОВАНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ПОВЕРХНОСТИ КАТАНИЯ РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЭТОГО | 2001 |
|
RU2267570C2 |
| WO 1995020071 A1, 27.07.1995. | |||

