Изобретение относится к области электрогидроимпульсной очистки полых изделий и может быть использовано для очистки от отложений бывших в эксплуатации изделий, например батарей отопления, глубинных нефтяных насосов, трубопроводов и прочих полых промышленных изделий.
Там, где в процессе эксплуатации на внутренней поверхностях изделий появляются отложения, ухудшаются эксплуатационные свойства этих изделий, что препятствует их дальнейшей эксплуатации. Например, внутри глубинных нефтяных насосов в процессе эксплуатации появляются отложения, в результате производительность насосов резко уменьшается. Создается ситуация, когда до физического старения изделия еще далеко, а эксплуатировать его уже невозможно. При этом при разборке подобных изделий, очень много деталей ломается, поскольку приходится прикладывать большие усилия.
Известны способы очистки внутренней поверхности труб путем воздействия на внутреннюю заполненную жидкостью полость труб импульсными электрическими разрядами, например способ по авторскому свидетельству СССР №1796285 "Способ очистки внутренней поверхности труб". Согласно этому способу для повышения качеств очистки на жидкость дополнительно воздействуют источником переменного давления с частотой, равной частоте пульсации электровзрывных полостей.
Недостатком известного способа является его ограниченное применение, поскольку он может применяться только для тех изделий, в которые можно поместить систему высоковольтных электродов, так как очистка производится воздействием электрических разрядов непосредственно на внутреннюю поверхность труб. Для очистки нефтяных глубинных насосов известный способ применить очень сложно, поскольку внутрь насоса электрический разряд поместить не представляется возможным, так как там расположены турбины насоса. А при обработке с торца очищается только небольшая часть насоса, расположенная в непосредственной близости от электрических разрядов примерно 10÷12 см, дальше ударная волна очень сильно затухает и уже ничего не очищает. Этого явно недостаточно, если учитывать что длина насоса достигает 8÷9 метров. Если же увеличивать силу воздействия ударной волны, то при превышении определенной величины амплитуды ударной волны начинают разрушаться лопатки турбин насоса, и при этом эффективность очистки увеличивается незначительно, а это также неприемлемо.
Известен также способ очистки внутренней поверхности труб путем создания в заполненной жидкостью трубе периодических электрических разрядов, причем и формирование импульсов также осуществляется внутри трубы (Патент на изобретение RU 2051491, МПК B08B 9/02, опубл. 27.12.95). Согласно способу по RU 2051491 формирование электрических импульсов проводят в непосредственной близости от зоны создания электрических разрядов. Разрушение отложений происходит за счет воздействия на внутреннюю поверхность труб ударных волн, сформированных электрогидроимпульсами в полярной жидкости, и за счет сопутствующей этому процессу кавитации. Хотя по сравнению с предыдущим указанный способ позволяет формировать высоковольтные импульсы с лучшими параметрами для очистки от отложений, но, тем не менее, ему также присущи все недостатки, описанные выше.
Наиболее близким, принятым за прототип является способ очистки труб по патенту на изобретение RU 2402388, МПК B08B 9/027; B08B 7/02, опубл. 27.10.2010. Согласно этому способу разрушение осадка, образованного внутри труб, производится за счет электрогидродинамического эффекта, создаваемого между электродами, погруженными в жидкость. Расстояние между электродами и мощность подводимых импульсов от генератора импульсных токов подбирают достаточными для разрушения осадка. На трубу воздействуют электрогидродинамическими ударами, получаемыми при электрическом разряде, причем не изнутри, как в предыдущих аналогах, а с внешней стороны. Для этого с внешней стороны на трубе с помощью гибких полос и болтового соединения закрепляют емкость с жидкостью, в которую погружают электроды, при этом расстояние между электродами и мощность подводимых импульсов тока подбирают достаточной для разрушения осадка. Через трубу пропускают поток жидкости, по которому визуально определяют качество очистки. При отсутствии взвесей в вытекающей воде зону электрогидродинамических ударных воздействий перемещают вдоль трубы на следующий загрязненный участок, перенося и вновь закрепляя на трубе рабочую емкость и электроды.
Однако этот способ достаточно трудоемок, требует большого объема ручного труда. Более того, при перемещении зоны электрогидродинамических ударных воздействий требуется соблюдать полную герметичность, что в реальных условиях выполнить очень сложно. Как правило, наружная поверхность трубопровода является достаточно шероховатой. Поэтому обеспечить герметичное прикрепление к ее наружной поверхности емкости с жидкостью, в которую погружены электроды с помощью металлических полос и болтового крепления, - задача сама по себе сложная, а если учитывать, что при электрическом разряде между электродами возникают кратковременные ударные нагрузки до нескольких тысяч H, то задача становится очень сложной. Более того, как показывает опыт эксплуатации электрогидравлических установок, крепление хомутами (металлические полосы и болтовое крепление) уже через очень короткое время после включения установки ослабевает и появляется течь. При этом данный способ подразумевает очистку только пустых полых труб, поскольку внутри труб необходимо пропускать воду или какую-то жидкость, и практически неприменим для очистки, например, нефтяных насосов, в полости которых находятся рабочие органы с отложениями на своей поверхности. Поэтому уже через небольшой промежуток времени с начала работы установки отделившиеся отложения забьют свободные промежутки внутри нефтяных насосов и поток жидкости, протекающий в трубе, будет перекрыт. Наряду с низкой эффективностью очистки отложений в конструкциях, отличных от формы труб, затруднена разборка таких изделий на детали.
Кроме того, поскольку перемещение зоны электрогидродинамических ударных воздействий происходит ступенчато, то, если перемещать зону через большие промежутки, останутся участки трубы не очищенные, а если перемещать через малые, сильно снизится производительность и увеличатся энергозатраты очистки.
Задачей изобретения является расширение области применения способа и повышение степени очистки внутренней поверхности полых изделий от отложений при сниженных энергозатратах.
Технический результат, достигаемый в процессе выполнения заявляемого способа, заключается в качественной очистке от отложений внутренней поверхности полых изделий любой конструкции, а также в расслаблении внутренних деталей очищаемого полого изделия сложной конструкции под воздействием ударной волны, возникающей при электрическом разряде, что повышает эффективность очистки и разборку полого изделия.
Задача и результат достигается следующим образом.
По заявляемому в качестве изобретения способу очистки полых изделий, как и по способу, принятому за прототип, разрушение отложений внутри полого изделия производят путем создания с внешней стороны полого изделия электрогидродинамических ударных воздействий. Ударные воздействия получают за счет электрических разрядов, возникающих в зоне электродов, расположенных в рабочей емкости, заполненной жидкостью. В процессе очистки зону электрических разрядов перемещают вдоль внешней поверхности полого изделия.
В отличие от прототипа в качестве рабочей емкости по заявляемому способу используют заземленную электрогидравлическую ванну. Металлический корпус ванны, являясь заземленным электродом, подключен к одному из выводов генератора импульсных токов. Полое изделие полностью погружают в жидкость электрогидравлической ванны, обеспечивая его контакт с корпусом ванны. Высоковольтный электрод, подключенный к другому выводу генератора импульсных токов, устанавливают сверху полого изделия. Отличием является также то, что перемещение зоны электрических разрядов осуществляют по винтовой линии вокруг полого изделия. Для этого высоковольтный электрод перемещают вдоль поверхности полого изделия или перемещают само полое изделие относительно высоковольтного электрода, а одновременно с продольным перемещением электрода или полого изделия осуществляют круговое вращение полого изделия.
Шаг винтовой линии выбирают равным, например, 1,5÷6 межэлектродных расстояний.
Для обеспечения достаточных для очистки полых изделий электродинамических ударных воздействий обеспечивают энергию, выделяемую генератором импульсных токов при электрическом разряде, в пределах от 0,25 до 5 кДж.
Ударная волна, возникающая при электрическом разряде, проникает через стенку обрабатываемого изделия внутрь, очищая от отложений внутреннее пространство, расслабляя детали устройства и облегчая при этом дальнейшую разборку. Продольное перемещение по винтовой линии ударной волны обеспечивает более равномерную и качественную очистку отложений на внутренней поверхности изделий.
Изделия, обработанные приведенным выше способом, легко разбираются и очищаются от отложений. При этом степень очистки достигает 90%, а количество сломанных деталей при разборке составляет считанные единицы.
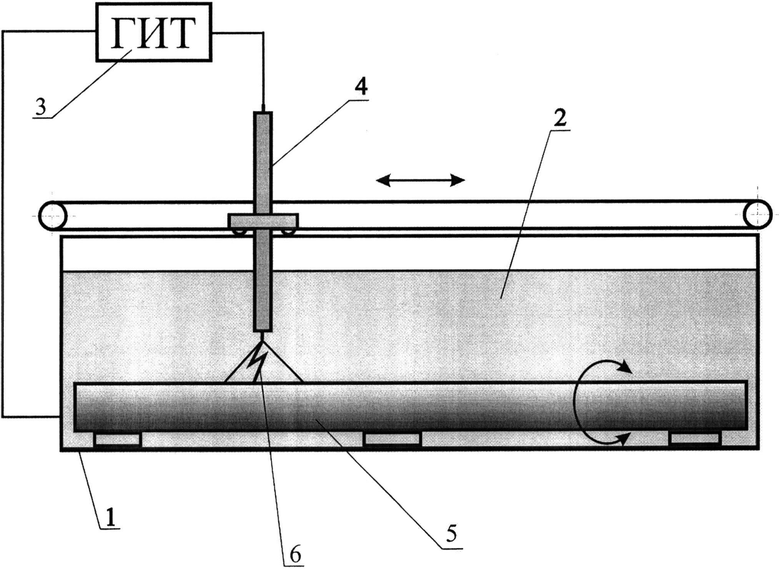
На чертеже представлено устройство, реализующее по предлагаемый способ. В электрогидравлическую заземленную ванну 1 заливают жидкость 2, например водопроводную воду. Затем один вывод от генератора импульсных токов 3 присоединяют к высоковольтному электроду 4, а другой к металлическому корпусу электрогидравлической ванны 1. После этого в электрогидравлическую ванну 1 помещают полое изделие 5, например глубинный нефтяной насос. После чего на высоковольтный электрод 4 от генератора импульсных токов 3 подают импульсы высокого напряжения. Между высоковольтным электродом 4 и полым изделием 5, имеющим электрический контакт с металлическим корпусом электрогидравлической ванны 1, осуществляется электрический разряд, который обеспечивает электродинамические ударные воздействия. При этом поскольку количество импульсов генерируется достаточно большое (на один см приходится до 10-45 разрядов), то возникает зона 6, в которую преимущественно и ударяют электрические разряды. Ударная волна воздействует на полое изделие, проникает внутрь этого изделия и очищает внутреннюю поверхность самого изделия и поверхность деталей, находящихся внутри. При этом очищается только часть поверхности, непосредственно расположенная в зоне и вблизи от зоны электрических разрядов. Чтобы полое изделие по всей длине очищалось полностью, зону электрических разрядов перемещают вдоль полого изделия, одновременно поворачивая его относительно зоны электрических разрядов. Продольное перемещение электрических разрядов осуществляют либо продольным перемещением электрода, либо продольным перемещением полого изделия. Для продольного перемещения электрода может быть использована, например, горизонтально установленная направляющая с салазками или кареткой, на которой в вертикальном положении закреплен электрод с возможностью перемещения и фиксации в необходимом вертикальном положении. Для продольного перемещения полого изделия может служить платформа, на которой располагают очищаемое изделие. Для вращения изделия может быть использована лебедка, соединенная с тросом, намотанным на полое изделие. Или, например, установка изделия на приводные ролики.
Степень очистки полого изделия зависит от физико-химических свойств отложений, толщины стенки и конфигурации полого изделия, а также от параметров электрогидравлической установки. В связи с этим зона очистки будет изменяться. Авторами экспериментально установлено на имеющемся у них материале, что наиболее эффективная очистка отложений обеспечивается тогда, когда зона очистки не превышает 1,5-К) межэлектродных расстояний. При этом также установлено, что в зависимости от конфигурации очищаемого полого изделия энергию, выделяемую генератором импульсных токов при электрическом разряде, следует изменять от 0,25 до 5 кДж. При этом достигается максимальный эффект очистки.
Таким образом, реализация предлагаемого способа позволяет значительно увеличить эффективность очистки полых изделий путем воздействия ударной волны на всю внутреннюю поверхность этих изделий, ослабления и разборки сложных по конструкции полых изделий для обеспечения тщательной очистки их от накопившихся отложений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ предотвращения и ликвидации твердых отложений в трубопроводах и установка для его осуществления | 2021 |
|
RU2791222C1 |
| СТЕНД ДЛЯ ЭЛЕКТРО-ТЕРМО-БАРОИСПЫТАНИЙ УЗЛОВ СКВАЖИННЫХ ПРИБОРОВ | 2010 |
|
RU2436059C1 |
| СПОСОБ ЛИКВИДАЦИИ И ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ АСФАЛЬТЕНО-СМОЛО-ПАРАФИНОВЫХ ОТЛОЖЕНИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471965C1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2162491C2 |
| СПОСОБ ЛИКВИДАЦИИ И ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ АСФАЛЬТЕНО-СМОЛО-ПАРАФИНОВЫХ ОТЛОЖЕНИЙ В НЕФТЯНЫХ СКВАЖИНАХ И НЕФТЕПРОВОДАХ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2475627C1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2181634C2 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201812C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СВЕТОВЫХ И УДАРНЫХ ВОЛН В ЖИДКОСТИ | 2010 |
|
RU2470330C2 |
| Устройство для очистки изделий от твердых покрытий и солевых отложений (варианты) | 2022 |
|
RU2807275C1 |
| ЭЛЕКТРОРАЗРЯДНОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ | 2000 |
|
RU2175898C1 |
Изобретение относится к области электрогидроимпульсной очистки полых изделий и может быть использовано для очистки от отложений бывших в эксплуатации полых промышленных изделий. Техническим результатом заявленного изобретения является повышение качества и эффективности очистки внутренней поверхности полых изделий. Технический результат достигается способом очистки полых изделий, в котором разрушение отложений внутри полого изделия производят путем создания с внешней стороны полого изделия электрогидродинамических ударных воздействий за счет электрических разрядов, возникающих в рабочей зоне электродов, расположенных в рабочей емкости, заполненной жидкостью. В качестве рабочей емкости используют заземленную электрогидравлическую ванну, металлический корпус которой подключают к одному из выводов генератора импульсных токов. Полое изделие полностью погружают в жидкость электрогидравлической ванны, обеспечивая его контакт с корпусом ванны, а высоковольтный электрод, подключенный к другому выводу генератора импульсных токов, устанавливают сверху полого изделия. Осуществляют перемещение зоны электрических разрядов вдоль внешней поверхности полого изделия по винтовой линии вокруг полого изделия, для чего высоковольтный электрод перемещают вдоль поверхности полого изделия или перемещают полое изделие относительно высоковольтного электрода. При этом одновременно с продольным перемещением электрода или полого изделия осуществляют круговое вращение полого изделия. 2 з.п. ф-лы, 1 ил.
1. Способ очистки полых изделий, согласно которому разрушение отложений внутри полого изделия производят путем создания с внешней стороны полого изделия электрогидродинамических ударных воздействий за счет электрических разрядов, возникающих в рабочей зоне электродов, расположенных в рабочей емкости, заполненной жидкостью, причем зону электрических разрядов в процессе очистки перемещают вдоль внешней поверхности полого изделия, отличающийся тем, что в качестве рабочей емкости используют заземленную электрогидравлическую ванну, металлический корпус которой, являющийся заземленным электродом, подключают к одному из выводов генератора импульсных токов, полое изделие полностью погружают в жидкость электрогидравлической ванны, обеспечивая его контакт с корпусом ванны, а высоковольтный электрод, подключенный к другому выводу генератора импульсных токов, устанавливают сверху полого изделия, кроме этого перемещение зоны электрических разрядов вдоль внешней поверхности полого изделия осуществляют по винтовой линии вокруг полого изделия, для чего или высоковольтный электрод перемещают вдоль поверхности полого изделия, или перемещают полое изделие относительно высоковольтного электрода, при этом одновременно с продольным перемещением электрода или полого изделия осуществляют круговое вращение полого изделия.
2. Способ очистки полых изделий по п. 1, отличающийся тем, что зону электрических разрядов перемещают по винтовой линии вокруг обрабатываемого изделия с шагом, равным 1,5÷6 межэлектродных расстояний.
3. Способ очистки полых изделий по п. 1, отличающийся тем, что энергию, выделяемую генератором импульсных токов при электрическом разряде, изменяют от 0,25 до 5 кДж.
| Способ очистки отливок и устройство для его осуществления | 1980 |
|
SU865514A1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ОЧИСТКИ НЕЖЕСТКИХ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2181634C2 |
| Ультразвуковое устройство для обработки деталей | 1973 |
|
SU483159A1 |
| СПОСОБ ОЧИСТКИ ТРУБ | 2009 |
|
RU2402388C1 |
| Электрогидравлическое устройство для очистки труб | 1989 |
|
SU1768333A1 |
| US 5948171 A, 07.09.1999 | |||
| US 4198995 A, 22.04.1980 | |||

