Предлагаемое изобретение относится к механической обработке давлением, в частности к электромагнитной штамповке трубчатых заготовок, и может найти применение при прессовании резьбы на металлических втулках и тонкостенных оболочках.
Из научно-технической литературы известен способ прессования резьб внутри тонкостенных втулок по резьбовому болту или шпильке электроимпульсной штамповкой (Романовский В. П. «Справочник по холодной штамповке», Л., Машиностроение, 1971 г., стр. 357).
При снятии тонкостенной втулки с резьбового болта или шпильки, после воздействия на заготовку магнитным импульсом, может быть замятие тонкого материала, нарушается его целостность и т.п.
Из патентной литературы известен способ снятия тонкостенных оболочек после формовки на них резьбовой поверхности, описанный в патенте РФ №109034, В2В 31/40, он выбран в качестве наиболее близкого аналога, т.к. является средством того же назначения, что и предлагаемый способ: устраняет нарушения целостности тонкостенной заготовки при ее снятии с оправки после образования на поверхности этой тонкостенной оболочки резьбы. Но снятие тонкостенной заготовки с такой оправки затруднено, т.к. описанная в нем оправка имеет сложную конструкцию.
Задача, на решение которой направлен предлагаемый способ, состоит в облегчении снятия тонкостенных оболочек после формовки на них резьбы.
Поставленная задача решается тем, что в способе снятия тонкостенных оболочек после формовки резьбы на ее внутренней или наружной поверхности с помощью импульсного магнитного поля снятие тонкостенной оболочки после формовки на ней резьбы осуществляют воздействием на нее кратковременного импульса, направленного противоположно импульсу для формовки резьбы.
Поставленная задача решается тем, что после формовки резьбы на наружной поверхности тонкостенной оболочки по схеме «раздача» тонкостенную оболочку снимают с матрицы путем ее размещения в дополнительном индукторе, работающем по схеме «обжим».
Поставленная задача решается тем, что для создания импульса, направленного противоположно импульсу для формовки резьбы на внутренней поверхности тонкостенной оболочки по схеме «обжим», используют дополнительный индуктор, работающий по схеме «раздача», размещают его в полости, выполненной в оправке.
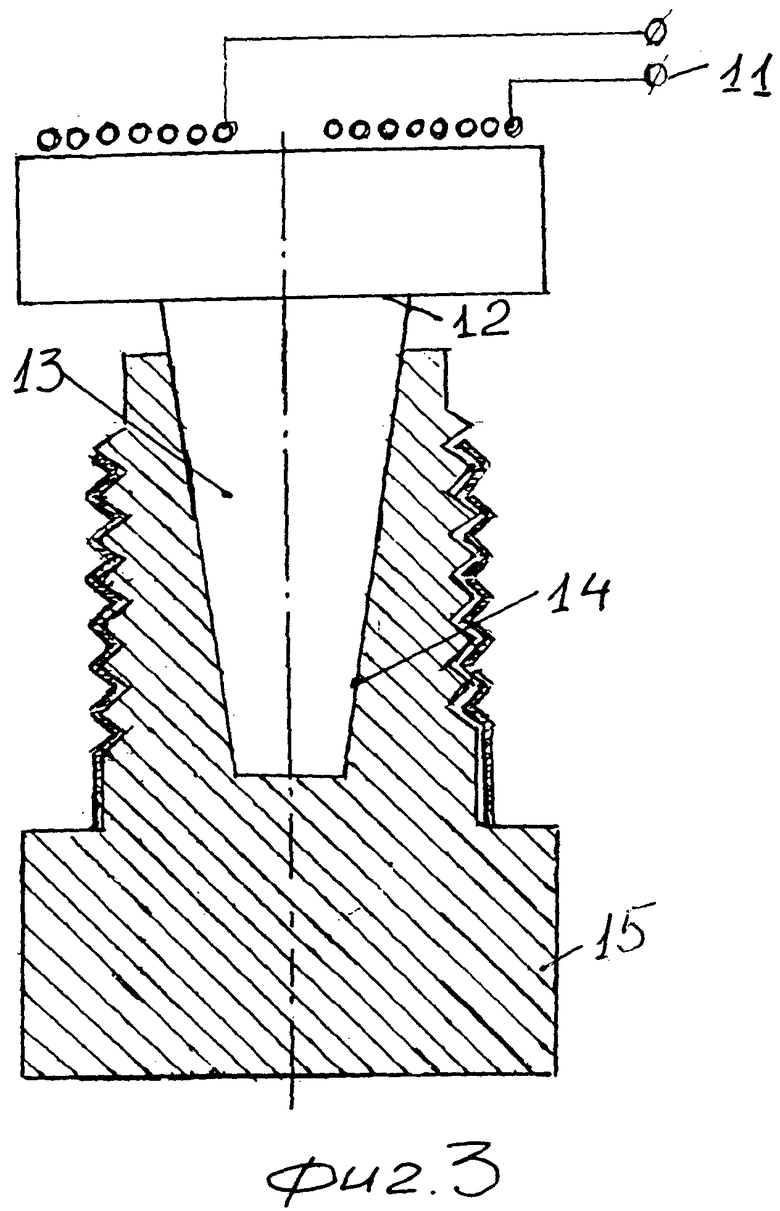
Поставленная задача решается тем, что для создания импульса, направленного противоположно импульсу для формовки резьбы на внутренней поверхности тонкостенной оболочки малого диаметра, дополнительно используют конусообразный боек, взаимодействующий своим большим диаметром с дополнительным индуктором, при этом конусообразный боек размещают в конической полости оправки, а в качестве дополнительного индуктора выбирают плоский спиральный индуктор.
На фиг. 1 представлена схема предлагаемого способа снятия тонкостенных оболочек после формовки резьбы по схеме «обжим», фиг. 2 - после формовки резьбы по схеме «раздача», фиг. 3 - схема снятия тонкостенной оболочки малого диаметра.
Предлагается способ снятия тонкостенных оболочек после формовки резьбы 1 на внутренней 2 или на наружной 3 поверхности тонкостенной оболочки 4 с помощью импульсного магнитного поля.
Тонкостенную оболочку 4 устанавливают на оправку 5 и размещают в индукторе 6. За счет магнитного поля в индукторе, работающем по схеме «обжим», на внутренней поверхности оболочки 4 формуется резьба 1.
При формовке резьбы 1 на наружной 2 поверхности тонкостенной оболочки 4 по схеме «раздача» тонкостенная оболочка 4 с индуктором 7 размещается в матрице 8.
Для снятия тонкостенных оболочек 4 после формовки резьбы с оправки 5 или с матрицы 8 на тонкостенную оболочку 4 воздействуют импульсом, противоположным импульсу, образующему резьбовую поверхность, для чего в оправке образуют полость и устанавливают в нее дополнительный индуктор 9, работающий по схеме «раздача», а матрицу 8 помещают в дополнительный индуктор 10, работающий по схеме «обжим», и подают кратковременный импульс, создающий ударную волну. В результате чего тонкостенная оболочка изменит свой размер и ее легко можно будет вывинтить, как гайку с болта, и наоборот.
Рассмотрим частный случай: снятие оболочки с оправки после формовки резьбы на поверхности тонкостенной оболочки малого диаметра. В этом случае импульс, противоположный импульсу, образующему резьбовую поверхность, получают, воздействуя плоским спиральным индуктором 11 на больший диаметр 12 конусообразного бойка 13, размещаемого в конической полости 14, выполненной в оправке 15.
Предлагаемый способ был опробован при формовке как наружной, так и внутренней резьбы облегченных корпусов электросоединителей из алюминиевой фольги толщиной 0,15 мм. После формообразования на них резьбы дополнительным индуктором на оправку или матрицу подается энергия такая же, как при ее формовке. Качество резьбы при этом не меняется, а тонкостенная заготовка легко извлекается или свинчивается без нарушения ее целостности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБОЛОЧЕЧНАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2558506C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОИЗМЕНЕНИЯ ОБОЛОЧКИ ТИПА "СТАКАН" МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКОЙ | 2020 |
|
RU2743270C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691013C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2692005C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ | 2009 |
|
RU2438813C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691014C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Способ восстановления деталей с внутренней полостью | 1982 |
|
SU1093398A1 |

Изобретение относится к механической обработке давлением, в частности к электромагнитной штамповке трубчатых заготовок, и может найти применение при прессовании резьб на металлических втулках и тонкостенных оболочках. После формовки резьбовой поверхности с помощью импульсного магнитного поля на тонкостенную оболочку воздействуют импульсом, противоположным импульсу, образующему резьбовую поверхность. Повышается технологичность операции снятия тонкостенных оболочек после формовки на них резьбы за счет облегчения их извлечения без нарушения целостности резьбовой поверхности. 3 з.п. ф-лы, 3 ил. 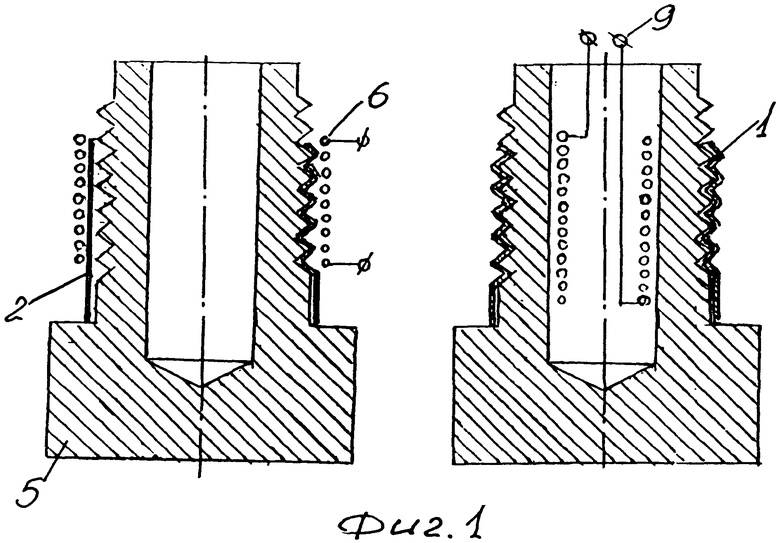
1. Способ снятия тонкостенных оболочек после формовки резьбы на ее внутренней или наружной поверхности с помощью импульсного магнитного поля, отличающийся тем, что снятие тонкостенной оболочки после формовки на ней резьбы осуществляют воздействием на нее кратковременного импульса, направленного противоположно импульсу для формовки резьбы.
2. Способ по п. 1, отличающийся тем, что после формовки резьбы на наружной поверхности тонкостенной оболочки по схеме «раздача» тонкостенную оболочку снимают с матрицы путем ее размещения в дополнительном индукторе, работающем по схеме «обжим».
3. Способ по п. 1, отличающийся тем, что для создания импульса, направленного противоположно импульсу для формовки резьбы на внутренней поверхности тонкостенной оболочки по схеме «обжим», используют дополнительный индуктор, работающий по схеме «раздача», размещают его в полости, выполненной в оправке.
4. Способ по п. 3, отличающийся тем, что для создания импульса, направленного противоположно импульсу для формовки резьбы на внутренней поверхности тонкостенной оболочки малого диаметра, дополнительно используют конусообразный боек, взаимодействующий своим большим диаметром с дополнительным индуктором, при этом конусообразный боек размещают в конической полости оправки, а в качестве дополнительного индуктора используют плоский спиральный индуктор.
| Устройство для магнитно-импульсной штамповки трубчатых заготовок | 1990 |
|
SU1754284A1 |
| Способ получения утолщений на осесимметричных пустотелых заготовках | 1981 |
|
SU1005984A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1991 |
|
RU2043180C1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| US 3279228 A, 18.10.1966 | |||

