Устройство для сварки кольцевых швов
Изобретение относится к области сварочного производства, а именно к устройствам для автоматической сварки неплавящимся и плавящимся электродами кольцевых швов полусферической конструкции, и может применяться в авиационной и машиностроительной отрасли.
Известен способ вварки кругового элемента в оболочковую конструкцию, при котором к кромкам отверстия оболочковой конструкции прикладывают упругую растягивающую нагрузку, в отверстие вставляют круговой элемент и выполняют сварку на подкладном кольце (а.с. СССР №774867. Способ вварки кругового элемента в оболочковую конструкцию, МПК B23K 28/00).
Недостатком данного способа является то, что автоматическая сварка кольцевого шва полусферической конструкции из материала 30ХГСА с образованием в зоне сварки растягивающей нагрузки вызывает появление пластической деформации в процессе расплавления кромок и кристаллизации сварочной ванны кольцевого шва на подкладном кольце, создаются остаточные структурные напряжения, образующие в сварном шве дефекты в виде пор и трещин, что уменьшает производительность изготовления деталей полусферической конструкции.
Известен способ, при котором в процессе односторонней сварки активных металлов с разделкой кромок неплавящимся электродом для получения хорошего провара в корне шва необходимо обеспечить защиту от воздуха с обратной стороны расплавленного и нагретого металлов. Это достигается использованием медных или стальных подкладок с продольными канавками прямоугольной формы, в которые подается защитный инертный газ (Акулов А.И. и др. Технология и оборудование сварки плавлением - М.: Машиностроение, 1977, с. 53, рис. 45а).
Недостатком данного способа является то, что при проведении сварочных работ имеется необходимость подачи защитного инертного газа, что создает трудоемкость проведения автоматической сварки продольных швов.
Известно устройство для сварки кольцевых швов, состоящее из сварочной головки, имеющей небольшую вертикальную и горизонтальную свободы перемещений и установленной на поворотной консоли (а.с. СССР №517421. Устройство для сварки кольцевых швов, МПК: B23K 9/32, B23K 31/06).
Недостатком данного устройства является сложность конструкции прижимного диска, который имеет две конусные поверхности и снабжен заборными емкостями в виде глухих отверстий, расположенных по окружности наклонно относительно центральной оси прижимного диска, на вершине которого имеется прижимная тарелка, в месте соединения прижимного диска и прижимной тарелки имеется канавка для предотвращения смачивания охлаждающей жидкостью зоны сварки, что недопустимо при сварке из материала 30ХГСА.
Наиболее близким аналогом предлагаемого устройства, взятым за прототип, является устройство для позиционирования детали при сварке кольцевых швов, содержащее редуктор с коническими шестернями и с ведомой осью вращения, расположенной под фиксированным углом наклона относительно ведущей оси вращения, встроенное в редуктор токоподводящее устройство со скользящим контактом, позиционер, установленный с возможностью вращения на ведомой оси редуктора и выполненный в виде полусферической конструкции из алюминиевого сплава (Евстифеев Г.А., И.С. Веретенников. Средства механизации сварочного производства. - М.: Машиностроение, 1977, с. 20, 25, рис. 5в, 7).
Недостаток прототипа заключается в том, что конструкция встроенного токоподводящего устройства со скользящим контактом, состоящая из секторов с необходимым набором медно-графитовых щеток, не обеспечивает надежность токосъема независимо от направления вращения позиционера, установленного с возможностью вращения на ведомой оси редуктора и выполненного в виде полусферической конструкции из алюминиевого сплава.
При массовом изготовлении сварных оболочковых деталей с увеличением термического цикла при сварке в корпусе позиционера создается повышенная теплоемкость, за счет которой между позиционером, установленным с возможностью вращения, и встроенным токоподводящим устройством со скользящим контактом, состоящим из секторов с необходимым набором медно-графитовых щеток, при прохождении сварочного тока в зону сварки обеспечивается электрическое сопротивление и возникает неравномерная скорость вращения скользящих контактов. При сварке деталей неплавящимся электродом создается необходимость корректировки режима сварки.
Задачей предлагаемого изобретения является повышение качества сварки кольцевого шва за счет стабилизации скорости вращения, обеспечение возможности вращения позиционера на ведомой оси редуктора и повышение надежности токоподводящего устройства со скользящим контактом при автоматической сварке кольцевого шва независимо от направления вращения.
Поставленная задача решается благодаря тому, что устройство для позиционирования детали при сварке кольцевых швов, содержащее редуктор с коническими шестернями и с ведомой осью вращения, расположенной под фиксированным углом наклона относительно ведущей оси вращения, встроенное в редуктор токоподводящее устройство со скользящим контактом, позиционер, установленный с возможностью вращения на ведомой оси редуктора и выполненный в виде полусферической конструкции из алюминиевого сплава, пружины установленные на осях вращения конических шестерен редуктора соосно им с возможностью осевого поджима конических шестерен и обеспечивая их зацепление по среднему делительному диаметру зубьев без радиального и бокового зазоров, снабжено изолирующими втулками, запрессованными в ступицах конических шестерен, в корпусе редуктора и на ведомой оси вращения с возможностью обеспечения электрической изоляции встроенного токоподводящего устройства со скользящим контактом, причем токоподводящее устройство со скользящим контактом выполнено в виде запрессованной в корпус редуктора бронзовой втулки и скользящей по ней латунной втулки, выполненной с конической поверхностью с углом при вершине 120° и с возможностью центрирования относительно бронзовой втулки за счет осевого поджима пружиной, установленной на ведомой оси вращения.
Кроме того, в позиционере установлено медное подкладное кольцо. Заявляемое изобретение поясняется фиг. 1, где изображен разрез устройства для сварки кольцевых швов. На разрезе показано:
1. корпус редуктора;
2. изолирующая втулка;
3. изолирующая втулка;
4. бронзовая втулка;
5. бронзовая втулка с метрической резьбой;
6. винт;
7. шарик;
8. бронзовая втулка;
9. ведущая ось вращения;
10. отжимная пружина;
11. коническая шестерня;
12. изолирующая втулка;
13. стальной штифт;
14. ведомая ось вращения;
15. латунная втулка;
16. винт;
17. изолирующая втулка;
18. поджимная пружина;
19. коническая шестерня;
20. изолирующая втулка;
21. стальной штифт;
22. позиционер полусферической конструкции из алюминиевого сплава;
23. медный штифт;
24. медное подкладное кольцо;
25. винт с метрической резьбой;
26. гайка;
27. пружина;
28. деталь;
29. круговой элемент;
30. токоподвод.
Устройство для сварки кольцевых швов содержит корпус 1 редуктора с конической шестерней 11 на ведущей оси вращения 9 и конической шестерней 19 на ведомой оси вращения 14, расположенной под фиксированным углом наклона относительно ведущей оси 9. В изолирующие втулки 2 и 3, запрессованные в корпус 1 редуктора, запрессованы бронзовые втулки 4 и 5, причем втулка 5 имеет метрическую резьбу под винт 6, содержащий полусферическое углубление под шарик 7, соосно втулке 4 установлена отжимная пружина 10 на ведущей оси 9. Пружины 10 и 18 установлены на осях вращения 9 и 14 конических шестерен 11 и 19 редуктора соосно им с возможностью осевого поджима конических шестерен. Бронзовая втулка 8, запрессованная в корпус 1 редуктора и скользящая по ней латунная втулка 15, выполненная с конической поверхностью с углом при вершине 120° и с возможностью центрирования относительно бронзовой втулки за счет осевого поджима пружиной 18, установлены на ведомой оси вращения 14 и зафиксированы винтом 16 от проворачивания. Изолирующая втулка 12 запрессована в ступице конической шестерни 11 и зафиксирована стальным штифтом 13 на ведущей оси вращения 9, а изолирующая втулка 20 запрессована в ступице конической шестерни 19 и зафиксирована стальным штифтом 21. На изолирующую втулку 17 установлен позиционер 22 полусферической конструкции из алюминиевого сплава с возможностью вращения на ведомой оси 14 редуктора и зафиксирован медным штифтом 23, для формирования проплава установлено медное подкладное кольцо 24. На позиционер 22 полусферической конструкции из алюминиевого сплава относительно ведомой оси 14 вращения установлены винт 25 с метрической резьбой, гайка 26 с пружиной 27 для крепления детали 28 и кругового элемента 29. Токоподвод 30 закреплен к корпусу 1 редуктора. Устройство работает следующим образом.
В исходном положении на позиционер 22, установленный с возможностью вращения на ведомой оси вращения 14 редуктора и выполненный в виде полусферической конструкции из алюминиевого сплава с винтом 25 с метрической резьбой, закладывают деталь 28 и круговой элемент 29, которые с помощью пружины 27 зафиксированы гайкой 26, обеспечивая стык кромок по оси канавки медного подкладного кольца 24 для формирования проплава при автоматической сварки кольцевого шва неплавящимся электродом.
При включении привода сварочной установки ведущая ось вращения 9 с конической шестерней 11, сопрягаясь с конической шестерней 19, установленной на ведомой оси 14 вращения с упором на шарик 7 и расположенной под фиксированным углом наклона относительно ведущей оси 9 вращения, обеспечивают равномерную скорость вращения позиционера 22 на ведомой оси редуктора.
Пружины 10 и 18, установленные на осях вращения 9 и 14 относительно конических шестерен 11 и 19 редуктора соосно им с возможностью осевого поджима конических шестерен при вращении, обеспечивают их зацепления по среднему делительному диаметру зубьев без радиального и бокового зазоров и создают равномерную угловую скорость вращения осей.
Токоподвод 30, подключенный к корпусу 1 редуктора, обеспечивает прохождение сварочного тока в зону сварки через встроенное токоподводящее устройство со скользящим контактом, выполненное в виде запрессованной в корпус редуктора бронзовой втулки 8 и скользящей по ней латунной втулки 15, на корпус позиционера 22 полусферической конструкции из алюминиевого сплава, установленный на изолирующую втулку 17, зафиксированную медным штифтом 23.
Латунная втулка 15, выполненная с конической поверхностью с углом при вершине 120° и с возможностью центрирования относительно бронзовой втулки 8 за счет осевого поджима пружины 18, установленной на ведомой оси вращения 14, и зафиксированная винтом 16 от проворачивания, обеспечивает возможность равномерной скорости вращения позиционера 22.
Изолирующие втулки 12 и 20, запрессованные в ступицах конических шестерен 11 и 19, зафиксированы стальными штифтами 13 и 21, а также изолирующие втулки 2 и 3, запрессованные в корпус 1 редуктора, в которые запрессованы бронзовые втулки 4 и 5, причем втулка 5 имеет метрическую резьбу под винт 6 и изолирующая втулка 17, зафиксированная на ведомой оси вращения 14, обеспечивают электрическую изоляцию встроенного токоподводящего устройства при прохождении сварочного тока в зону сварки, исключая термическое расширение вращающихся элементов от нагрева из зоны сварки.
Пружина 27 с гайкой 26 в процессе сварки способствуют термическому расширению деталей и при отжиме исключают внутреннее напряжение при формировании проплава кольцевого шва.
Корпус позиционера 22 полусферической конструкции из алюминиевого сплава с установленным медным подкладным кольцом 24 в процессе эксплуатации при изотермической теплопроводности от сварных кромок с температурным полем предельного состояния относительно подкладного кольца с образованием граничных условий теплообмена с коэффициентом теплопередачи между внутренней поверхностью корпуса и воздушной средой обеспечивает конвективный теплообмен с теплопроводностью обратно пропорционально градиенту температуры кромок, что увеличивает производительность термических циклов автоматической сварки кольцевых швов неплавящимся электродом.
Устройство для позиционирования детали при сварке кольцевых швов может быть использовано для сварки элементов оболочковых конструкций из материалов 30ХГСА и 12Х18Н10Т с использованием постоянного тока прямой и обратной полярности, а также для сварки алюминиевых сплавов на переменном токе как неплавящимся, так и плавящимся электродами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2396154C1 |
| Устройство для автоматической дуговой сварки неплавящимся электродом | 1982 |
|
SU1118501A1 |
| МНОГОПОТОЧНЫЙ ГЛАВНЫЙ РЕДУКТОР ВЕРТОЛЕТА (ВАРИАНТЫ) | 2017 |
|
RU2662382C1 |
| Двухдуговая головка для сварки кольцевых швов | 1980 |
|
SU925595A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| ХВОСТОВОЙ РЕДУКТОР ТРАНСМИССИИ ВЕРТОЛЕТА | 2005 |
|
RU2280594C1 |
| СИГНАЛИЗАТОР СТРУЖКИ | 2011 |
|
RU2460006C1 |
Изобретение относится к области сварки и может быть использовано для закрепления деталей полусферической конструкции при сварке кольцевых швов. Устройство содержит редуктор с фиксированным углом наклона оси вращения и встроенное токоподводящее устройство со скользящим контактом, а также позиционер полусферической конструкции из алюминиевого сплава, установленный с возможностью вращения на ведомой оси редуктора. Для обеспечения зацепления конических шестерен редуктора по среднему делительному диаметру зубьев с возможностью их осевого поджима без радиального и бокового зазоров устройство снабжено пружинами, установленными на осях вращения соосно коническим шестерням. А для обеспечения электрической изоляции встроенного токоподводящего устройства со скользящим контактом устройство снабжено изолирующими втулками, запрессованными в ступицах конических шестерен, в корпусе редуктора и на ведомой оси вращения. Устройство позволяет повысить качество сварки кольцевого шва, а также уменьшить остаточные деформации и внутренние напряжения свариваемых деталей. 2 з.п. ф-лы, 1 ил.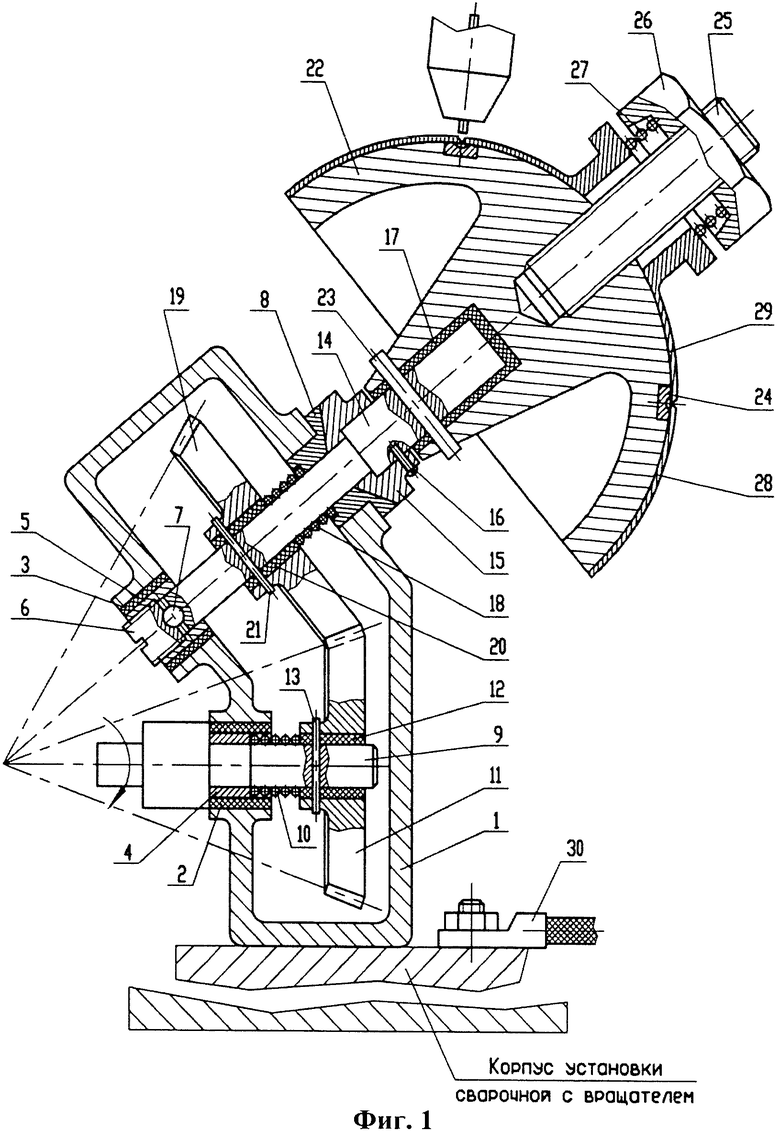
1. Устройство для позиционирования детали при сварке кольцевых швов, содержащее редуктор с коническими шестернями и с ведомой осью вращения, расположенной под фиксированным углом наклона относительно ведущей оси вращения, встроенное в редуктор токоподводящее устройство со скользящим контактом, позиционер, установленный с возможностью вращения на ведомой оси редуктора и выполненный в виде полусферической конструкции из алюминиевого сплава, отличающееся тем, что оно снабжено пружинами, установленными на осях вращения конических шестерен редуктора соосно им с возможностью осевого поджима конических шестерен и обеспечения их зацепления по среднему делительному диаметру зубьев без радиального и бокового зазоров, и изолирующими втулками, запрессованными в ступицах конических шестерен, в корпусе редуктора и на ведомой оси вращения с возможностью обеспечения электрической изоляции встроенного токоподводящего устройства со скользящим контактом.
2. Устройство по п. 1, отличающееся тем, что токоподводящее устройство со скользящим контактом выполнено в виде запрессованной в корпус редуктора бронзовой втулки и скользящей по ней латунной втулки, выполненной с конической поверхностью с углом при вершине 120° и с возможностью центрирования относительно бронзовой втулки за счет осевого поджима пружиной, установленной на ведомой оси вращения.
3. Устройство по п. 1, отличающееся тем, что оно снабжено установленным в позиционере медным подкладным кольцом.
| ЕВСТИФЕЕВ Г.А | |||
| и др | |||
| "Средства механизации сварочного | |||
| производства", М., Машиностроение, 1977, стр | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| РЕДУКТОР БЕЗЗАЗОРНЫЙ | 2002 |
|
RU2242649C2 |

