Изобретение относится к способу термообработки металлического полосового материала с получением механических свойств, различающихся по ширине полосы. Изобретение относится также к полосовому материалу, полученному таким способом.
Обычно стальной полосовой материал подвергают после прокатки непрерывному отжигу для придания полосовому материалу нужных механических свойств. После отжига на полосовой материал может быть нанесено покрытие, например, способом горячего цинкования погружением, и/или он может быть подвергнут дрессировке для придания нужных поверхностных свойств полосовому материалу.
Отжиг выполняют путем нагрева полосы с определенной скоростью нагревания, выдержки полосы при определенной температуре выдержки в течение определенного периода выдержки и охлаждения полосы с определенной скоростью охлаждения. Для некоторых целей во время охлаждения полосы температуру оставляют постоянной в течение определенного периода времени с целью перестаривания полосы. Этот обычный способ непрерывного отжига обеспечивает получение механических свойств полосы, которые являются постоянными по длине и по ширине полосы. Такую полосу режут на заготовки, предназначенные, например, для автомобильной промышленности.
Для определенных целей, большей частью для автомобильной промышленности, требуется заготовка, которая имеет участки, имеющие различные механические свойства. Такие заготовки обычно изготавливают путем производства двух или больше полос, имеющих различные механические свойства, вырезания частей заготовок из этих полос и сваривания вместе двух или больше частей заготовок, имеющих различные механические свойства, для получения одной заготовки. Возможно, также сваривать вместе полосы и затем вырезать заготовки из комбинированной полосы. Таким образом, может быть сформирована часть для неокрашенного кузова, которая, например, имеет на одном конце механические свойства, которые отличаются от механических свойств на другом конце.
Однако эти так называемые «составные» или «сшитые» заготовки имеют тот недостаток, что сварные швы образуют особую зону, связанную с нагревом во время сварки, ухудшая, таким образом, заготовку во время операции формовки заготовки.
Японская патентная заявка JP2001011541A предлагает способ получения составной стальной полосы для штамповки, при котором механические свойства различаются по ширине полосы. Согласно первому варианту, механические свойства меняются по ширине полосы путем изменения скорости охлаждения по ширине полосы в то время, когда полоса покидает печь непрерывного отжига. Японская патентная заявка упоминает в качестве второго варианта изменение механических свойств по ширине полосы путем регулирования величины азотирования или науглероживания по ширине полосы. Третий вариант согласно японской патентной заявке заключается в использовании стальной полосы, имеющей два или больше значений толщины листа по ширине полосы.
Варианты согласно японской патентной заявке JP2001011541A имеют некоторые недостатки. Третий вариант возможен только в случае, когда толщина полосы симметрично распределена по ширине полосы. Второй вариант с использованием азотирования или науглероживания не подходит для быстрого технологического процесса, который требуется в настоящее время в черной металлургии. Первый вариант обеспечивает только ограниченное варьирование механических свойств в пределах примера, приведенного в этом документе.
Целью изобретения является предложение способа термообработки полосового материала, обеспечивающего варьирование механических свойств по ширине полосы, которой может быть выполнен при экономически обоснованных скоростях.
Другой целью изобретения является предложение способа термообработки полосового материала, обеспечивающего варьирование механических свойств по ширине полосы, которое делает достижимым варьирование механических свойств в широких пределах.
Дальнейшей целью изобретения является предложение способа термообработки полосового материала, обеспечивающего варьирование механических свойств по ширине полосы, и при котором могут использоваться другие способы обработки по сравнению с существующими техническими решениями.
Кроме того, целью изобретения является предложение полосового материала, имеющего механические свойства, которые различаются по ширине полосы.
Одна или больше из целей изобретения достигаются с помощью способа термообработки металлического полосового материала, обеспечивающего механические свойства, которые различаются по ширине полосы, когда полосу нагревают и охлаждают и опционально перестаривают во время непрерывного отжига, отличающегося тем, что, по меньшей мере, один из следующих параметров в способе различается по ширине полосы:
- скорость нагрева
- наибольшая температура
- длительность выдержки при наибольшей температуре
- траектория охлаждения от наибольшей температуры
или при выполнении перестаривания, чтобы, по меньшей мере, один из следующих параметров в способе различался по ширине полосы:
- скорость нагрева
- наибольшая температура
- длительность выдержки при наибольшей температуре
- траектория охлаждения от наибольшей температуры
- температура перестаривания
- длительность выдержки при температуре перестаривания
- наиболее низкая температура охлаждения перед перестариванием
- скорость подогрева до температуры перестаривания
и при котором, по меньшей мере, одна из траекторий охлаждения после наибольшей температуры следует нелинейной кривой температура-время.
Авторы изобретения обнаружили, что каждый из указанных выше параметров, один или в сочетании, когда дано значение, которое различается по ширине полосы, дает механические свойства, которые также различаются по ширине. Это изобретение предлагает, таким образом, различные способы получения полосового материала, имеющего механические свойства, которые варьируются по ширине полосы, и изобретение делает возможным подгонять механические свойства полосового материала по ширине полосы в точном соответствии с желаниями конечного потребителя полосы, который использует «составные» заготовки, например изготовителя автомобилей, который использует такие заготовки для формирования заготовок для неокрашенного кузова. Нелинейная кривая температура-время означает, что скорость охлаждения целенаправленно меняется вскоре после начала траектории охлаждения, выше 200°С.
Согласно предпочтительному варианту реализации наибольшая температура различается в двух или более зонах полосы по ширине, и опционально, также траектория охлаждения после периода выдерживания при наибольшей температуре различается по этим двум или более зонам полосы по ширине. Наибольшая температура термообработки имеет большое влияние на механические свойства полосы и поэтому очень подходит для получения различных механических свойств в различных по ширине зонах полосы. Траектория охлаждения после периода выдерживания при наибольшей температуре может быть добавлена сюда, как пояснялось выше.
Предпочтительно наибольшая температура в по меньшей мере одной зоне по ширине находится в пределах от температуры Ас1 до температуры Ас3 и наибольшая температура в по меньшей мере одной другой зоне по ширине превышает температуру Ас3. Использование этих температурных диапазонов обеспечивает сильное варьирование механических свойств.
Альтернативно, наибольшая температура в по меньшей мере одной зоне по ширине ниже температуры Ас1 и наибольшая температура в по меньшей мере одной другой зоне по ширине находится в пределах от температуры Ас1 до температуры Ас3. Использование этого или указанного выше варианта зависит, конечно, от вида металла и цели, для которой он будет использоваться.
Согласно альтернативному варианту наибольшая температура в по меньшей мере одной зоне по ширине превышает температуру Ас3, и наибольшая температура в по меньшей мере одной другой зоне по ширине ниже температуры Ас1. Для этого альтернативного варианта справедливо то же положение, что и выше.
Согласно другому альтернативному варианту наибольшая температура в по меньшей мере двух зонах по ширине находится в пределах от температуры Ас1 до температуры Ас3 и существует различие температур, равное по меньшей мере 20°С между двумя наибольшими температурами в этих двух зонах по ширине. Использование этого альтернативного варианта или одной из перечисленных выше возможностей и здесь зависит от типа применяемой стали и цели, для которой будет использоваться полосовой материал.
Согласно другому предпочтительному варианту реализации траектории охлаждения различаются по двум или больше зонам полосы по ширине и по меньшей мере одна из траекторий охлаждения следует по нелинейной кривой температура-время. Это означает, например, что в одной зоне по ширине скорость охлаждения изменяется с 5 до 40°С/сек после первого временного отрезка охлаждения, в то время как другая зона по ширине с самого начала охлаждается со скоростью 40°С/сек.
Согласно предпочтительному варианту реализации выполняется операция перестаривания, причем температура перестаривания различается в двух или больше зонах полосы по ширине и/или наиболее низкая температура охлаждения перед перестариванием различается по этим двум или более зонам полосы по ширине. Таким образом, операция процесса перестаривания используется для варьирования механических свойств в зонах металлической полосы по ширине. Часто различные температуры перестаривания используются в сочетании с различными наибольшими температурами.
Согласно этому варианту реализации предпочтительно длительность выдерживания при температуре перестаривания составляет от 10 до 1000 секунд, более предпочтительно длительность выдерживания при температуре перестаривания различается по двум или больше зонам полосы по ширине. Эта мера обеспечивает точный способ варьирования механических свойств по зонам полосы по ширине.
Согласно еще одному предпочтительному варианту реализации скорость нагрева и/или скорость подогрева до температуры перестаривания различается по двум или больше зонам полосы по ширине. Скорости нагревания обеспечивают хороший подход для варьирования механических свойств, часто в сочетании с другими параметрами.
Согласно специальному варианту реализации, по меньшей мере, один из параметров процесса постепенно изменяется на, по меньшей мере, части ширины полосы. Таким путем также механические свойства постепенно изменяются по ширине полосы, что может быть очень удобно для деталей, произведенных из заготовок, вырезанных из такой полосы. Такие постепенно варьируемые свойства не могут быть получены с помощью «составных» сварных заготовок.
В большинстве случаев полосой является стальная полоса, как высокопрочной низколегированной стали (HSLA), двухфазной стали (DP) или ТРИП-стали (TRIP). Однако способ может быть также использован для алюминиевых полос.
Согласно другому предпочтительному варианту реализации, по меньшей мере, один параметр, который различается по ширине полосы, изменяет свое значение, по меньшей мере, в один момент времени при обработке полосы. Согласно другому предпочтительному варианту реализации, по меньшей мере, один другой параметр выбран для того, чтобы различаться по ширине полосы, по меньшей мере, в один момент времени при обработке полосы. Такими путями механические свойства полосы также варьируются по длине полосы, так что в одной полосе получаются два или больше отрезка, обладающие различными меняющимися свойствами по длине полосы. Это может быть удобным при производстве полосы длиной во много сотен метров, из которой должны производиться только относительно небольшие серии деталей.
Изобретение относится также к полосовому материалу, обладающему механическими свойствами, которые различаются по ширине полосы и произведенному согласно способу, представленному выше.
Изобретение будет описано со ссылкой на четыре примера, для которых на прилагаемых чертежах показаны циклы температура-время и схематическое распределение зон в составных отожженных полосах.
На фиг. 1 показан пример варьируемого по месту отжига стальной полосы с использованием различных наибольших температур, превышающих Ас1, для различных зон полосы по ширине;
на фиг. 2 показан пример варьируемого по месту отжига стальной полосы с использованием различных наибольших температур, одна из которых ниже Ас1 и другая - выше Ас1, для различных зон полосы по ширине;
на фиг. 3 показан пример варьируемого по месту отжига стальной полосы с использованием варьируемых скоростей охлаждения для, по меньшей мере, одной зоны полосы по ширине;
на фиг. 4 показан пример варьируемого по месту отжига стальной полосы с использованием различной промежуточной выдержки или температур перестаривания.
В качестве первого примера производится составная отожженная полоса, в которой различные зоны по ширине нагревают до различных наибольших температур, каждая из которых превышает температуру Ас1.
Некоторые компоненты для автомобильной промышленности требуют различной величины формуемости, которую можно в достаточной степени описать в виде общего удлинения. Один из путей достижения различной величины общего удлинения заключается в получении меняющихся двухфазных микроструктур с различными объемными долями мартенсита в ферритной основе. Увеличение объемной доли мартенсита увеличивает прочность и уменьшает общее удлинение.
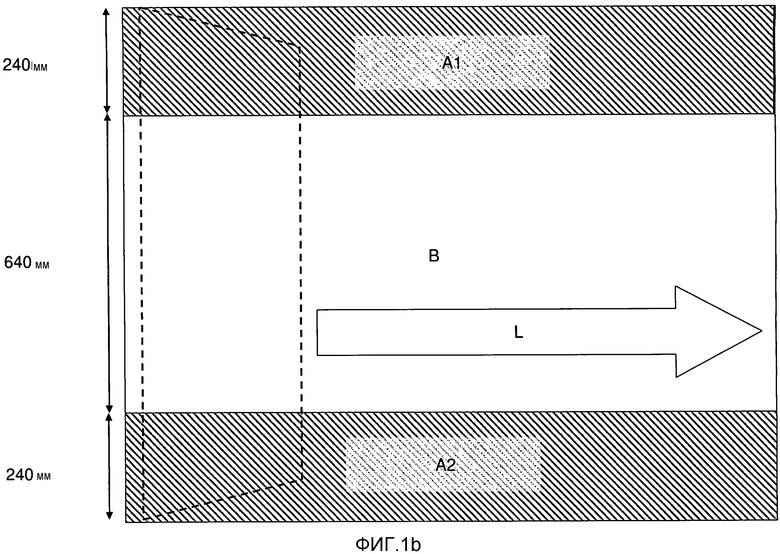
Различные объемные доли феррита-мартенсита достигаются путем нагрева до различных наибольших температур, как показано на фиг. 1а. Примером, показанным на фиг. 1b, является стальная полоса, с регулируемым по месту отжигом для дуги крыши в автомобильном неокрашенном кузове. Существуют три зоны (не включающие в себя переходные области), где две наружные зоны имеют одинаковый температурно-временной цикл и средняя зона отличается. Буква L означает направление по длине полосы. Наружные зоны (А1 и А2) требуют более высокой пластичности, и поэтому их нагревают до наибольшей температуры около 780°С в течение 30 секунд, в то время как центральную область (В) нагревают до более высокой температуры 830°С в течение 30 секунд. Различные наиболее высокие температуры дают различное количество аустенита в конце температурно-временного цикла. После нагревания до наибольших температур всю полосу охлаждают со скоростью 30°С/сек до менее чем 200°С, после чего подвергают естественному охлаждению. Пунктирная линия на фиг. 1b показывает форму заготовки, которая должна быть вырезана из полосы и которая будет использоваться для формовки компонента. Химический состав приведенного в качестве примера материала приведен в табл.1, а свойства после указанной обработки приведены в табл.2.
отжига,°С
(МПа)
(МПа)
(%)
(%)
мартенсита
В качестве второго примера производится составная отожженная полоса, в которой различные зоны по ширине нагревают до различных наибольших температур, которые обе выше и ниже температуры Ас1.
Двумя предельными условиями в отношении прочности-пластичности, которые могут быть достигнуты в стальной полосе, являются рекристаллизованный феррит с высокой формуемостью и только мартенсит с высокой прочностью и низкой пластичностью. Обычно пластичность мартенсита слишком низка для достижения любой заметной формуемости. Вместо мартенсита может использоваться полностью бейнитная структура, которая образуется при более низких скоростях охлаждения и которая обладает более низкой прочностью, но более пластична. Такие предельные условия могут быть полезны для использования максимальной пластичности данного материала в некоторых областях детали, в которых требуется высокая формуемость, в то время как другие области имеют низкие требования к пластичности и для них предпочтительна высокая прочность.
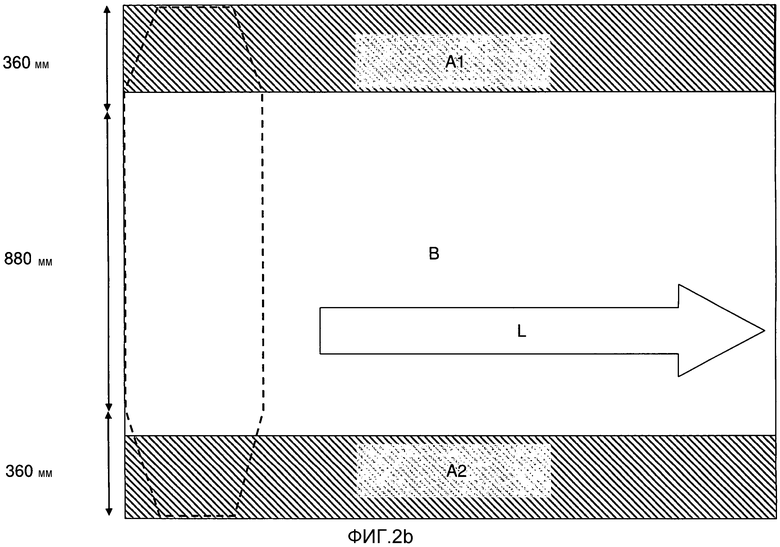
В примере, показанном на фиг. 2, варьируемый по месту отжиг с использованием принципа различных наибольших температур ниже и выше Ас3 применяется для изготовления стальной полосы, оптимально подходящей для компонента бруса бампера. В примере, показанном на фиг. 2b, полосу отжигают в трех различных зонах по ширине, где две наружные зоны (А1 и А2) имеют одинаковую температуру ниже Ас3 (720°С) и средняя зона (В) находится при более высокой температуре (860°С), в этом случае превышающей Ас3, см. диаграмму температура-время на фиг. 2а. Буква L означает направление по длине полосы. Первоначальным состоянием полосы является состояние после холодной прокатки, и во время отжига материал в зонах А1 и А2 рекристаллизуется, становясь равноосным ферритом с крупными карбидами и перлитом. Скорость охлаждения от этой температуры не имеет критического значения, но для удобства равняется 20°С/сек. Зону В нагревают до более высокой температуры и в этом случае она превышает Ас3, так что происходит полное превращение в аустенит. Эту область охлаждают со скоростью 80°С/сек для образования полностью бейнитной микроструктуры. Пунктирная линия на фиг. 2b показывает форму заготовки, которая должна быть вырезана из полосы и которая будет использоваться для формовки детали. Химический состав приведенного в качестве примера материала приведен в табл.3, а свойства после указанной обработки приведены в табл.4.
(МПа)
(МПа)
(%)
(%)
В качестве третьего примера производится составная отожженная полоса, в которой различные зоны по ширине охлаждают по различной траектории охлаждения.
Многопутевая траектория охлаждения может использоваться для ускорения развития некоторых фаз или микроструктур, которые возникают при использовании постоянной скорости охлаждения. Более медленное охлаждение при более высоких температурах повышает долю образования феррита за данный период по сравнению с охлаждением при постоянной, более высокой скорости. Следующий пример использует это явление и является примером трех различных зон полосы по ширине. Этот пример составной отожженной полосы оптимизирован для передней стойки кузова легкового автомобиля, показанной на фиг. 3b. Показанная пунктиром форма показывает форму заготовки, которую нужно вырезать из полосы и которая будет использоваться для формирования компонента. Буква L обозначает направление по длине полосы.
Требуются три зоны по ширине с повышением требований к пластичности от А, В до С. Сначала всю полосу нагревают с одинаковой скоростью нагрева до температуры, превышающей температуру Ас3, во время периода выдержки, достаточно длинного для полного аустенитного превращения в стальной полосе. Зона А имеет самые низкие требования к пластичности, которые могут быть в достаточной степени обеспечены полностью бейнитной микроструктурой, которая образуется в то время, когда сталь охлаждается со скоростью 40°С/сек, демонстрируя линейную траекторию охлаждения выше 200°С на фиг. 3а. Зоны В и С охлаждаются обе с относительно низкой скоростью приблизительно 5°С/сек, но в различные периоды, ограниченные временем, когда достигается определенная температура, см. диаграмму температура-время на фиг. 3а, показывающую нелинейные траектории охлаждения для зон В и С.
Когда температура зоны В достигает 720°С, скорость охлаждения повышается до 40°С/сек и аналогичным образом в зоне С скорость охлаждения повышается до 40°С/сек, когда температура достигает 600°С. Во время охлаждения со скоростью 5°С/сек в зонах В и С аустенит превращается в феррит. При повышении скорости охлаждения дальнейшее превращение в феррит замедляется и как только остающийся аустенит охлаждается до температуры ниже приблизительно 350°С, он превращается в мартенсит. По сравнению с зоной В зона С выдерживается при более высоких температурах в течение более длительных периодов благодаря продолжительному периоду с более низкой скоростью охлаждения. Это означает, что в зоне С образуется больше феррита и таким образом зона С приобретает более высокую формуемость. Химический состав приведенного в качестве примера материала приведен в табл.5, а свойства после указанной обработки приведены в табл.6.
(МПа)
(МПа)
(%)
(%)
В качестве четвертого примера производится составная отожженная полоса, в которой различные зоны по ширине охлаждают с использованием различной промежуточной выдержки или температуры перестаривания.
Требования к формуемости некоторых компонентов не вполне описываются в терминах только общего удлинения, но лучше описываются в сочетании с другим критерием, таким как удлиняемость отверстий. Двухфазные микроструктуры обеспечивают хорошую прочность-пластичность, однако ферритно-бейнитные смеси обеспечивают лучшее свойство удлиняемости отверстий, чем ферритно-мартенситные. Пример, показанный на фиг. 4b, является решением для заднего продольного компонента автомобильного неокрашенного кузова. Буква L обозначает направление по длине полосы.
В этом примере всю полосу нагревают с одинаковой скоростью нагрева и затем выдерживают при одинаковой наибольшей температуре 840°С в течение того же времени выдержки 30 секунд до полного превращения в аустенит, см. фиг. 4а. После этого всю полосу равномерно охлаждают с той же скоростью охлаждения в 30°С/сек до достижения температуры примерно 540°С. Во время этой первой стадии охлаждения феррит повторно возрастает для того, чтобы снова стать преобладающей фазой. После достижения температуры 540°С зону А выдерживают в течение 30 секунд при этой температуре, в то время как зону В охлаждают далее до температуры 400°С, а затем выдерживают при этой температуре в течение 30 секунд. После выполнения промежуточного отжига две зоны охлаждают до по меньшей мере 200°С со скоростью охлаждения по меньшей мере 20°С/сек.
В отношении химического состава, показанного в табл.7, различная доля бейнита будет формироваться между двумя различными промежуточными температурами, применяемыми для зон А и В. При более высокой температуре выдержки в зоне А кинетика превращения аустенита в бейнит является относительно медленной и, таким образом, конечная фракция состоит большей частью из феррита и мартенсита с относительно небольшой долей бейнита. В зоне В с более низкой температурой промежуточной выдержки кинетика превращения аустенита в бейнит относительно высока и, таким образом, конечная фракция состоит большей частью из феррита и бейнита и относительно небольшой доли мартенсита. Химический состав приведенного в качестве примера материала приведен в табл.7, а свойства после указанной обработки приведены в табл.8.
(МПа)
(МПа)
(%)
(%)
Должно быть ясно, что в приведенных выше примерах химического состава указаны только главные элементы. Конечно, присутствуют неизбежные примеси, но могут присутствовать также другие элементы, а остальное приходится на долю железа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ АВТОЛИСТОВОЙ СТАЛИ | 2016 |
|
RU2633858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ СТАЛЬНОЙ ДЕТАЛИ | 2015 |
|
RU2690851C2 |
| Способ изготовления высокопрочного стального листа и полученный лист | 2015 |
|
RU2683785C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА РАЗЛИЧНЫХ КЛАССОВ ПРОЧНОСТИ ИЗ ДВУХФАЗНОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ | 2019 |
|
RU2718604C1 |
| ТЕРМООБРАБОТАННЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ СТАЛИ, МИКРОЛЕГИРОВАННОЙ НИОБИЕМ | 2016 |
|
RU2633196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЛУЧШЕННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ | 2009 |
|
RU2499845C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ С МНОГОФАЗНОЙ СТРУКТУРОЙ | 2006 |
|
RU2398028C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ ИЗ ДВУХФАЗНОЙ СТАЛИ, ОБЛАДАЮЩЕЙ ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ, И ПОЛУЧЕННЫЕ ТАКИМ СПОСОБОМ ЛИСТЫ | 2009 |
|
RU2470087C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ИЗ ДВУХФАЗНОЙ ФЕРРИТНО-МАРТЕНСИТНОЙ СТАЛИ | 2019 |
|
RU2743946C1 |





Изобретение относится к способу термообработки металлического полосового материала для получения полосового материала, имеющего механические свойства, которые различаются по ширине полосы. Полосу нагревают, охлаждают и дополнительно перестаривают во время непрерывного отжига. При этом по меньшей мере один из следующих параметров в способе различается по ширине полосы: скорость нагрева, наибольшая температура, длительность выдержки при наибольшей температуре, траектория охлаждения после наибольшей температуры. Или при выполнении перестаривания по меньшей мере один из следующих параметров в способе различается по ширине полосы: скорость нагревания до наибольшей температуры, длительность выдержки при наибольшей температуре, траектория охлаждения после наибольшей температуры, температура перестаривания, длительность выдержки при температуре перестаривания, наиболее низкая температура охлаждения перед перестариванием, скорость подогрева до температуры перестаривания, причем по меньшей мере одна из траекторий охлаждения следует нелинейной кривой температура-время. Технический результат заключается в получении полосового материала, механические свойства которого различаются по ширине полосы. 2 н. и 13 з.п. ф-лы, 8 табл., 4 ил.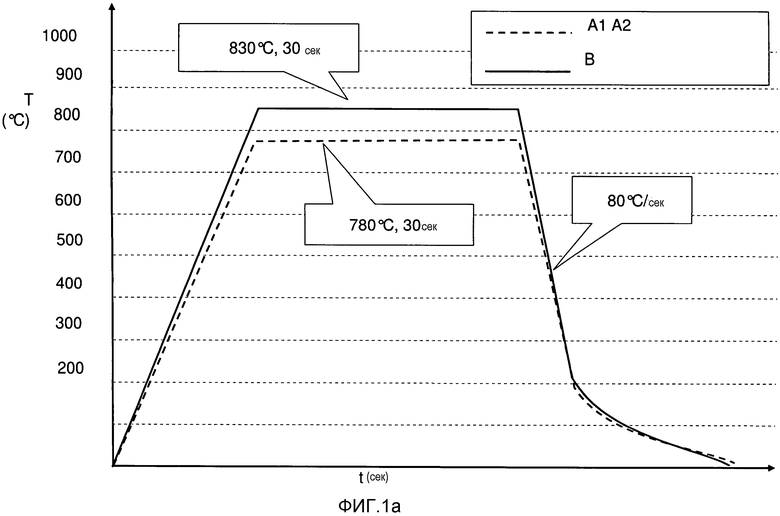
1. Способ термообработки полосового металлического материала, обеспечивающий различные механические свойства по ширине полосы, причем полосу нагревают, охлаждают и при необходимости перестаривают во время непрерывного отжига, отличающийся тем, что по меньшей мере один из следующих параметров термообработки обеспечивают различным по ширине полосы: скорость нагрева, наибольшая температура, длительность выдержки при наибольшей температуре, траектория охлаждения от наибольшей температуры или при выполнении перестаривания по меньшей мере один из следующих параметров обеспечивают различным по ширине полосы: скорость нагрева, наибольшая температура, длительность выдержки при наибольшей температуре, траектория охлаждения от наибольшей температуры, температура перестаривания, длительность выдержки при температуре перестаривания, наиболее низкая температура охлаждения перед перестариванием, скорость подогрева до температуры перестаривания, при этом по меньшей мере одна из траекторий охлаждения после наибольшей температуры следует нелинейной кривой температура-время.
2. Способ по п. 1, в котором упомянутая наибольшая температура различна в двух или более зонах полосы по ширине и опционально траектория охлаждения после периода выдержки при наибольшей температуре различна по этим двум или более зонам полосы по ширине.
3. Способ по п. 1 или 2, в котором наибольшая температура в по меньшей мере одной зоне по ширине находится в пределах от температуры Ac1 до температуры Ас3, а наибольшая температура в по меньшей мере одной другой зоне по ширине превышает температуру Ас3.
4. Способ по п. 1 или 2, в котором наибольшая температура в по меньшей мере одной зоне по ширине ниже температуры Ac1, а наибольшая температура в по меньшей мере одной другой зоне по ширине находится в пределах от температуры Ac1 до температуры Ас3.
5. Способ по п. 1 или 2, в котором наибольшая температура в по меньшей мере одной зоне по ширине превышает температуру Ас3 и наибольшая температура в по меньшей мере одной другой зоне по ширине ниже температуры Ac1.
6. Способ по п. 1 или 2, в котором наибольшая температура в по меньшей мере двух зонах по ширине находится в пределах от температуры Ac1 до температуры Ас3 и существует различие температур, равное по меньшей мере 20°C между двумя наибольшими температурами.
7. Способ по п. 1 или 2, в котором траектории охлаждения различаются по двум или более зонам полосы по ширине и по меньшей мере одна из траекторий охлаждения следует нелинейной кривой температура-время.
8. Способ по п. 1 или 2, в котором при выполнении операции перестаривания температуру перестаривания различают в двух или более зонах полосы по ширине и/или наиболее низкую температуру охлаждения перед перестариванием различают по этим двум или более зонам полосы по ширине.
9. Способ по п. 8, в котором длительность выдержки при температуре перестаривания составляет от 10 до 1000 секунд, более предпочтительно длительность выдержки при температуре перестаривания различают по двум или больше зонам полосы по ширине.
10. Способ по п. 1 или 2, в котором скорость нагрева и/или скорость подогрева до температуры перестаривания различают по двум или больше зонам полосы по ширине.
11. Способ по п. 1, в котором по меньшей мере один из параметров способа постепенно изменяют на по меньшей мере части ширины полосы.
12. Способ по п. 1 или 2, в котором полосой является стальная полоса, предпочтительно стальная полоса из высокопрочной низколегированной стали (HSLA), двухфазной стали (DP) или ТРИП-стали (TRIP).
13. Способ по п. 1 или 2, в котором по меньшей мере значение одного параметра, который различают по ширине полосы, изменяют по меньшей мере в один момент времени при обработке полосы.
14. Способ по п. 1 или 2, в котором по меньшей мере дополнительно один другой параметр выбирают для того, чтобы различать его по ширине полосы по меньшей мере в один момент времени при обработке полосы.
15. Полосовой металлический материал, имеющий механические свойства, различные по ширине полосы, полученный способом по любому из пп. 1-14.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ ускоренного охлаждения плоского проката (его варианты) | 1984 |
|
SU1314950A3 |
| JP 2004314113 A, 11.11.2004 | |||
| JP 2001011541 A, 16.01.2001 | |||
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОЛОСЫ | 1993 |
|
RU2071990C1 |

