Изобретение относится к способу изготовления улучшенной электротехнической полосовой стали, а также электротехнической полосовой стали, изготовленной с помощью данного способа и ее применению.
Статоры электродвигателей изготавливают из так называемой электротехнической полосовой стали. В случае электротехнической полосовой стали речь идет о полосе листовой стали, например, толщиной от 0,3 мм до 1,2 мм.
Эта полоса листовой стали штампуется в требуемые формы, и из отдельных составных частей собираются пакеты листов активной стали статора, на которые затем наматывают соответствующие катушки. Если в катушке используют подобный стальной сердечник, то благодаря его ферромагнитным свойствам, которые предварительно устанавливаются производителем стали или по меньшей мере подготавливаются настолько, что они устанавливаются посредством завершающего отжига у потребителя, повышается проницаемость и, таким образом, магнитная плотность потока в катушке. Таким образом, может быть уменьшено количество требуемых для необходимой индуктивности витков.
Так как железо сердечника является электрическим проводником, то в катушке с железным сердечником, через которую протекает переменный ток, течет ток в псевдо-короткозамкнутой обмотке, который называется вихревым током. Этот вихревой ток становится меньше, если сердечник является не цельнометаллическим, а состоит из пачки уже описанных железных пластин. Для того чтобы все же действительно уменьшить вихревой ток, железные пластины или же железные тонкие пластинки должны быть изолированы друг от друга.
Для изоляции этих тонких пластинок из электрической полосы друг от друга, существуют три возможности, а именно покрывать стальную поверхность органическим лаком, покрывать стальную поверхность неорганическим лаком или окислять стальную поверхность. Окисление стальной поверхности осуществляются, прежде всего, у электрической полосы, которая применяется для статоров двигателей малой мощности, то есть у двигателей, например, в производстве бытовых электроприборов.
Подобные слои, которые получают посредством парового оксидирования, являются смешанными слоями из Fe2O3 и Fe3O4 примерно в равных пропорциях. Эти процессы парового оксидирования осуществляют у потребителя в печах для электротехнической полосовой стали посредством повышения точки росы или же в специально для этого задуманных печах для оксидирования также посредством повышения точки росы. Подобное устройство для парового оксидирования согласно уровню техники, такое как применяется у многих потребителей электротехнической листовой стали, показано на фигуре 2.
В этой установке 101 с рулона 102 из намотанной стальной полосы 103 на участке 104 размотки разматывают полосу 103. Стальная полоса 103 входит в листоштамповочный пресс 105, при этом в листоштамповочном прессе из стальной полосы 103 штампуют листы, например, для сердечников катушек. Штампованные листы укладывают в штабеля штампованных из листа деталей 106, при этом штабель затем поступает в печь 107 для отжига. После определенного времени прохождения при температуре от 650°C до 750°C штабель 106 штампованных из листа деталей поступает в печь 108 для оксидирования. В печах 108 для оксидирования во внутреннем пространстве 109 устанавливается атмосфера, при которой точка росы составляет >10°C, и прежде всего >20°C, при этом атмосфера при температуре примерно 500°C является окислительной. После заранее установленного достаточного времени прохождения штабель штампованных из листа деталей выходит из печей 108 для оксидирования в виде штабеля 110 из продукта, при этом готовые продукты имеют покрытие из смешанных слоев из Fe2O3 и Fe3O4 в каждом случае примерно наполовину, при этом толщина покрытия составляет обычно 200 нм.
У существующих способов недостаток состоит в том, что изоляция с помощью лаков является относительно дорогостоящей и в случае с лаками принципиально возникают связанные с окружающей средой проблемы, прежде всего также, что может касаться последующей утилизации отходов.
При паровом оксидировании недостаток состоит в том, что это также является дополнительным этапом процесса, при этом дополнительно при паровом оксидировании степень изоляции отстает от лакирования и, кроме того, подобные процессы часто осуществляются потребителем без того, что свойства остаются действительно неизменными.
Задача изобретения состоит в том, чтобы создать способ изготовления электротехнической полосовой стали, который является просто и экономично осуществимым, обеспечивает изолирующий слой с надежной изоляцией с хорошо контролируемыми свойствами, и, кроме того, являлся экономичным.
Данная задача решена с помощью способа с признаками пункта 1 формулы изобретения.
Предпочтительные усовершенствования отображены в зависимых пунктах формулы изобретения.
Следующей задачей изобретения является создание электротехнической полосовой стали, которая выполнена с хорошей изоляцией и является применяемой без последующей обработки для изготовления листового пакета сердечника.
Данная задача решена с помощью электротехнической полосовой стали с признаками пункта 7 формулы изобретения.
Согласно изобретению электротехническая полосовая сталь изготовляется уже производителем стали, причем в непрерывном процессе отжига полосу листовой стали при входе из зоны перестаривания в зону окончательного охлаждения вводят с температурой от 450°C до 550°C, и в зоне окончательного охлаждения воздействуют на указанную полосу концентрацией кислорода от 0,05% до 0,2%, при этом точку росы воды устанавливают на температуру ниже -10°C, а способ осуществляют в зоне окончательного охлаждения установки для непрерывного рекристаллизационного отжига.
При этом электротехническая полосовая сталь принимает фактически синий цвет, при этом, однако, изолирующий слой значительно лучше изолирован по отношению к обычно оксидированному паром слою. Изготовленная согласно изобретению электротехническая полосовая сталь обладает покрытием изолирующих слоев толщиной лишь 100 нм, при этом этот слой по существу целиком состоит из Fe3O4. Слой содержит очень мало Fe2O3, при этом Fe3O4 очевидно отвечает за изолирующую способность, так как оксидированный паром слой согласно изобретению толщиной 100 нм изолирован лучше, чем обычный оксидированный паром слой толщиной 200 нм.
С помощью этой изолирующей способности оксидированная паром изготовленная согласно изобретению электротехническая полосовая сталь может сделать обычное лакирование излишним, что представляет собой значительное преимущество в издержках производства по сравнению с лакированными листами.
Способ согласно изобретению предусматривает воздействие кислорода на электротехническую полосовую сталь при входе в зону окончательного охлаждения, в которой она имеет температуру между 450°C и 550°C. При этом концентрация кислорода устанавливается в диапазоне от 0,05% до 0,2%, измеренной в пространстве печи зоны окончательного охлаждения.
Абсолютная равномерность полученного оксидного слоя обеспечивается, с одной стороны, посредством ввода сжатого воздуха в корпус воздуходувки завершающей зоны охлаждения и, с другой стороны, посредством температуры полосы, а также концентрации кислорода.
Кроме того, согласно изобретению вдувание сжатого воздуха и регулировка содержания кислорода осуществляют таким образом, что точка росы устанавливается на температуру ниже -40°C и устанавливается восстановительная атмосфера.
В отличие от восстановительной атмосферы при обычном паровом оксидировании с водой при точке росы >10°C, с помощью предлагаемого в изобретении способа получают слой, который при значительно меньшей толщине имеет концентрацию Fe3O4 90% и более, и при уменьшенной толщине обладает такой более высокой изоляционной способностью, что его без проблем можно использовать в качестве замены лакированной электротехнической стали.
Кроме того, в способе согласно изобретению достигают очень высокой равномерности как относительно изоляционной способности и композиции слоя, так и относительно толщины слоя.
Изобретение объясняется с помощью чертежа. При этом показано на:
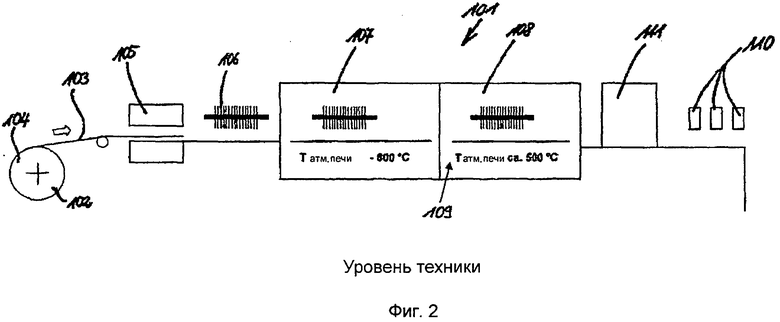
Фигура 1: очень схематичный вид последовательности стадий процесса согласно изобретению,
Фигура 2: очень схематичный вид последовательности стадий процесса согласно уроню техники.
В способе согласно изобретению применяют, прежде всего, установку 1 непрерывного отжига. При этом сначала с рулона 2 из намотанной стальной полосы 3 разматывают стальную полосу 3 на участке 4 размотки и затем проводят через установку 5 очистки полосы. Из установки 5 очистки стальной полосы стальная полоса 3 попадает во входной накопитель 6. Известный сам по себе входной накопитель 6 имеет задачу усреднить ход стальной полосы 3 через последующие агрегаты так, чтобы обеспечить непрерывный процесс. На участке 4 размотки после размотки первого стального рулона разматывают следующий стальной рулон, и передний конец нового стального рулона приваривают к заднему концу старого стального рулона для того, чтобы также протягивать новую стальную полосу 3 через установку непрерывного действия. От входного накопителя 6 стальная полоса 3 попадает в печь для отжига, или в установку 7 для отжига. При этом стальная полоса сначала попадает в зону 8 нагрева и охлаждения, а из зоны 8 нагрева и охлаждения попадает в так называемую зону 9 перестаривания. Из зоны 9 перестаривания стальная полоса 3 попадает в зону окончательного струйного 10 охлаждения, при этом из зоны 9 перестаривания в зону окончательного струйного охлаждения полоса вводится с температурой примерно от 450°C до 550°C. В зоне окончательного струйного охлаждения стали согласно изобретению происходит подача сжатого воздуха на стальную полосу в соответствующих областях 11, при этом атмосферу 12, или газовую смесь как во внутреннем пространстве 12 зоны перестаривания, так и в зоне окончательного струйного охлаждения устанавливают в отношении точки росы на температуру ниже -20°C, прежде всего ниже -40°C, и предпочтительно ниже -50°C. Затем стальная полоса 3 выходит из зоны окончательного струйного охлаждения и попадает в выходной накопитель 13, который имеет задачу принять стальную полосу 3, в то время как первая стальная полоса была намотана, а следующая вторая стальная полоса отделяется от первой стальной полосы для намотки.
Стальная полоса 3 проходит дрессировочную полосу 14 для того, чтобы затем быть снова намотанной в рулон 16 на участке 16 намотки.
В изобретения преимущество состоит в том, что паровое оксидирование или же производство изолирующего оксидного слоя на поверхности стальной полосы для применения в качестве электротехнической полосовой стали происходит очень равномерно и с высоким качеством, что изолирующую способность оксидного слоя вследствие композиции из более чем 90% Fe3O4 получают уже у покрытий толщиной лишь 100 нм.
Таким образом, изготовленная согласно изобретению электротехническая полосовая сталь с покрытием оксидными слоями в состоянии заменить более дорогостоящую в изготовлении лакированную электротехническую полосовую сталь.
Кроме того, у конечных клиентов отпадает надобность в лакировальных установках или в установках для парового оксидирования, что, с одной стороны, предоставляет преимущество для инвестиций, с другой стороны, прежде всего в имеющихся у клиентов установках для парового оксидирования, дает преимущество, что снабженная оксидным слоем стальная полоса согласно изобретению имеет значительно лучшее качество, чем стальная полоса, которая может быть изготовлена в обычных печах для оксидирования у клиента.
Изобретение относится к области металлургии, в частности к изготовлению полосы из электротехнической стали, используемой в электротехнической промышленности. Для создания в полосовой стали надежного изолирующего слоя с хорошими контролирующими свойствами изготовление электротехнической полосовой стали с оксидным покрытием проводят в установке для непрерывного рекристаллизационного отжига, при этом полосу сначала нагревают и охлаждают в зоне нагрева и охлаждения установки, а затем ее подают в зону перестаривания. Из зоны перестаривания полосу вводят в зону окончательного охлаждения с температурой от 450°C до 550°C, в зоне окончательного охлаждения воздействуют на указанную полосу концентрацией кислорода от 0,05% до 0,2%, при этом точку росы воды устанавливают на температуру ниже -10°C. Электротехническая полосовая сталь имеет на поверхности оксидный слой, содержащий более 90% Fe3O4, толщина оксидного слоя меньше или равна 150 нм. Полосу с оксидным покрытием применяют для изготовления шихтованных пакетов из изолированных друг от друга листов активной стали для статоров и роторов электродвигателей или генераторов. 3 н. и 7 з.п. ф-лы, 2 ил.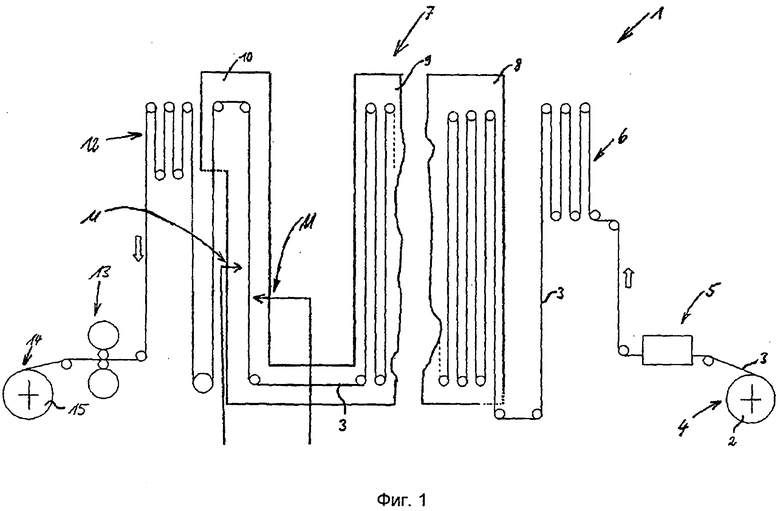
1. Способ изготовления электротехнической полосовой стали с оксидным покрытием, характеризующийся тем, что в установке для непрерывного рекристаллизационного отжига полосу листовой стали при входе из зоны перестаривания в зону окончательного охлаждения вводят с температурой от 450°С до 550°С, и в зоне окончательного охлаждения воздействуют на указанную полосу концентрацией кислорода от 0,05% до 0,2%, при этом точку росы воды устанавливают ниже -10°С.
2. Способ по п.1, характеризующийся тем, что образуют на поверхности электротехнической полосовой стали оксидный слой толщиной менее 150 нм.
3. Способ по п.1, характеризующийся тем, что толщину оксидного слоя устанавливают меньшей или равной 100 нм.
4. Способ по п.2, характеризующийся тем, что толщину оксидного слоя устанавливают меньшей или равной 100 нм.
5. Способ по любому из пп.1-4, характеризующийся тем, что соотношение Fe3O4 к Fe2O3 в оксидном слое составляет по меньшей мере 9:1.
6. Способ по любому из пп.1-4, характеризующийся тем, что точку росы устанавливают ниже -40°C.
7. Электротехническая полосовая сталь с оксидным покрытием, характеризующаяся тем, что она имеет на поверхности оксидный слой, содержащий более 90% Fe3O4.
8. Электротехническая полосовая сталь по п.7, характеризующаяся тем, что толщина оксидного слоя меньше или равна 150 нм.
9. Электротехническая полосовая сталь по п.7 или 8, характеризующаяся тем, что толщина оксидного слоя меньше или равна 100 нм.
10. Применение электротехнической листовой стали с оксидным покрытием по любому из пп.7-9 для изготовления шихтованных пакетов из изолированных друг от друга листов активной стали для статоров и роторов электродвигателей или генераторов.
| JP 55158220 A, 09.12.1980 | |||
| СПОСОБ ОКСИДИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ СТАЛЕЙ | 0 |
|
SU272768A1 |
| Способ термической обработки листов магнитопроводов | 1978 |
|
SU667595A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВ МАГНИТОПРОВОДА | 1993 |
|
RU2049127C1 |
| Устройство для компенсации колебаний магнитной ленты | 1979 |
|
SU775752A1 |
| JP 6100938 A, 12.04.1994. | |||

