Настоящее изобретение относится к способу изготовления высокопрочного стального листа с использованием линии непрерывной термообработки и к листу, полученному этим способом.
Для производства различного оборудования, такого как прицепы, грузовые автомобили, сельскохозяйственные машины, автомобильные детали и так далее, используют высокопрочные стальные листы, изготовленные из DP (двухфазных) или TRIP (пластичность, наведенная превращением) сталей. Некоторые из таких сталей, которые изготовлены на линиях непрерывного отжига, содержащих, например, около 0,2% С, около 2% Mn, и около 1,7% Si, имеют предел прочности около 980 МПа.
Для снижения массы оборудования, изготовленного из этих сталей, что очень желательно, чтобы повысить их энергетическую эффективность, было предложено использовать CMnSi стали, содержащие 0,1%-0,4% С, 2%-4% Mn, до 2% Si или Si+Al, такие стали подвергают термообработке, чтобы иметь мартенситную структуру с существенным содержанием остаточного аустенита или ферритно-мартенситную структуру. Такие стали используются для производства сортов, имеющих предел прочности более 1000 МПа. Эти листы производятся на линиях непрерывного отжига и необязательно покрыты горячим погружением. Механические свойства листов зависят от количества остаточного аустенита, которое должно быть достаточно высоким. Для этого требуется, чтобы аустенит был достаточно стабилен. Кроме того, для выполнения обработки на существующих линиях с подходящей производительностью, желательно, чтобы характеристические температуры превращения стали, такие как Ac1, Ас3, Ms и Mf, были не слишком ограничительными.
По этим причинам, остаются необходимыми сталь и простой способ изготовления высокопрочных стальных листов на линиях непрерывной термообработки.
Для этой цели настоящее изобретение относится к способу изготовления высокопрочного стального листа, имеющего предел прочности более 1100 МПа и предел текучести более 700 МПа, и однородное удлинение UE по меньшей мере 8,0% и общее удлинение по меньшей мере 10%, изготовленного из стали, содержащей в массовых процентах:
0,1%≤С≤0,25%
4,5%≤Mn≤10%
1%≤Si≤3%
0,03≤Al≤2,5%
остальное Fe и примеси, образующиеся при плавке, при этом состав таков, что:
CMnlndex=Сх(1+Mn/3,5)≤0,6
причем способ включает стадии:
- отжига катаного листа, изготовленного из указанной стали, его выдержкой при температуре отжига AT более высокой, чем температура превращения стали Ac1, но менее 1000°C,
- охлаждения отожженного листа до температуры закалки QT между 190° и 80°C, со скоростью охлаждения, достаточной для получения структуры сразу после охлаждения, содержащей мартенсит и остаточный аустенит,
выдержки стального листа при температуре перестаривания РТ между 350°C и 500°C в течение времени перестаривания Pt более 5 с и менее 600 с,
- охлаждения листа до температуры окружающей среды.
В предпочтительном осуществлении температура отжига выше, чем температура превращения стали Ас3 и температура закалки QT такова, что структура стали после конечной термообработки содержит по меньшей мере 20% остаточного аустенита и по меньшей мере 65% мартенсита и предпочтительно сумма содержания феррита и бейнита составляет менее 10%.
Предпочтительно химический состав стали таков, что:
0,15%≤С≤0,25%
4,5%≤Mn≤5,5%
1,4%≤Si≤1,8%
0,03≤А1≤2,5%
CMnlndex=Сх(1+Mn/3,5)≤0,6
температура отжига AT выше 760°C, температура закалки QT составляет менее 170°C, и структура стали содержит между 20% и 30% остаточного аустенита.
В конкретном осуществлении температура закалки также может быть менее 150°C.
В одном осуществлении температура перестаривания РТ составляет между 380°C и 470°C, и лист выдерживают при температуре перестаривания в течение времени Pt между 90 с и 600 с.
В одном осуществлении химический состав стали таков, что:
0,15%≤С≤0,25%
6,5%≤Mn≤7,5%
1,4%≤Si≤1,8%
0,03≤Al≤2,5%
CMnlndex=Cx(1+Mn/3,5)≤0,6
температура отжига AT выше 710°C, температура закалки QT составляет между 120°C и 180°C, температура перестаривания РТ составляет между 350°C и 450°C и время перестаривания Pt составляет между 50 с и 600 с.
В конкретном осуществлении, химический состав стали таков, что:
0,15%≤С≤0,25%
4,5%≤Mn≤5,5%
1,4%≤Si≤1,8%
0,03≤А1≤2,5%
CMnlndex=Сх(1+Mn/3,5)≤0,6
и температура отжига AT менее температуры превращения стали Ас3, температура закалки QT составляет между 110°C и 170°C, температура перестаривания РТ составляет между 350°C и 450°C, время перестаривания Pt составляет между 5 с и 600 с, предпочтительно между 90 с и 600 с, структура стали содержит по меньшей мере 15% феррита по меньшей мере 50% мартенсита и по меньшей мере 15% остаточного аустенита.
Предпочтительный химический состав стали удовлетворяет по меньшей мере одному из следующих условий:
0,03%≤Al≤0,5%
Si+Al≥1,4%
1,4%≤Al≤2,5%. В одном осуществлении температура перестаривания РТ находится между 440°C и 470°C и лист выдерживают при температуре перестаривания в течение времени Pt между 5 с и 60 с. В этом случае выдержка при температуре перестаривания может быть выполнена путем пропускания листа через ванну горячего покрытия. После прохождения через ванну горячего покрытия лист может быть дополнительно выдержан при температуре между 480°C и 570°C, чтобы выполнить оцинковывание и отжиг перед охлаждением до температуры окружающей среды.
Отжиг, закалка и перестаривание могут быть проведены на линии непрерывной термообработки, такой как линия непрерывного отжига, которая необязательно включает секцию горячего покрытия.
Получение листа путем прокатки может включать горячую прокатку сляба и при необходимости холодную прокатку.
Изобретение также относится к высокопрочному стальному листу, имеющего предел прочности более 1100 МПа и предел текучести более 700 МПа и однородное удлинение UE по меньшей мере 8,0% и общее удлинение ТЕ по меньшей мере 10,0%, химический состав стали содержит в массовых процентах:
0,1%≤С≤0,35%
4,5%≤Mn≤10%
1%≤Si≤3%
0,03%≤Al≤2,5%
CMnlndex=Сх(1+Mn/3,5)≤0,6
остальное Fe и примеси, образующиеся при плавке
В предпочтительном осуществлении структура стали содержит по меньшей мере 20% остаточного аустенита по меньшей мере 65% мартенсита и менее 10% суммы феррита и бейнита.
Химический состав стали предпочтительно таков, что:
0,15%≤С≤0,25%
4,5%≤Mn≤5,5%
1,4%≤Si≤1,8%
0,03≤Al≤2,5%
CMnlndex=Сх(1+Mn/3,5)≤0,6
Кроме того, предел текучести YS может быть выше 1100 МПа, предел прочности TS выше 1350 МПа, однородное удлинение UE может быть более 10,0%, и общее удлинение ТЕ более 12,0%.
В одном осуществлении химический состав стали таков, что:
0,15%≤С≤0,25%
6,5%≤Mn≤7,5%
1,4≤Si≤1,8%
0,03≤Al≤2,5%
CMnlndex=Сх(1+Mn/3,5)≤0,6
и предел текучести YS выше 1000 МПа и предел прочности TS превышает 1100 МПа.
В конкретном осуществлении химический состав стали таков, что:
0,15%≤С≤0,25%
4,5%≤Mn≤5,5%
1,4≤Si≤1,8%
0,03≤Al≤2,5%
CMnlndex=Сх(1+Mn/3,5)≤0,6
и структура стали включает по меньшей мере 15% феррита по меньшей мере 50% мартенсита и по меньшей мере 15% остаточного аустенита.
Предпочтительно химический состав стали удовлетворяет по меньшей мере одному из следующих условий:
0,03%≤Al≤0,5%
Si+Al≥1,4%
1,4≤Al≤2,5%
В любом случае по меньшей мере одна из поверхностей листа может включать металлическое покрытие или легированное металлическое покрытие, такое как цинковое покрытие или легированное цинковое покрытие.
Изобретение далее будет описано подробно и проиллюстрировано на примерах без введения ограничений.
Сталь, которую используют для изготовления высокопрочных стальных листов в соответствии с настоящим изобретением, имеет следующий состав:
- 0,1%≤0,25% С≤ для обеспечения удовлетворительной прочности и повышенной стабильности аустенита. Предпочтительно содержание углерода выше 0,15%.
- 4,5%≤Mn≤10%. Содержание марганца должно быть выше 4,5%, чтобы улучшить стабильность остаточного аустенита более высоким химическим обогащением аустенита марганцем и снижением размера аустенитного зерна. Предполагается, что снижение размера аустенитного зерна уменьшает диффузионное расстояние и, следовательно, способствует диффузии С и Mn в течение стадии перестаривания. Кроме того, содержание марганца выше 4,5% снижает температуру превращения Ms, точки превращения Ac1 и Ас3, что облегчает проведение термической обработки. Например, когда температура Ас3 снижается, температура отжига может быть снижена, что облегчает нагрев т.е. можно уменьшить мощность нагрева или увеличить скорость прохождения листа. Но, содержание марганца должно оставаться менее 10%, чтобы не слишком снизить пластичность и свариваемость. Предпочтительно содержание марганца составляет менее 7,5%, и предпочтительно менее 5,5%. Но в конкретном осуществлении оно выше 6,5%. Следует отметить, что добавление Al повышает Ас3 и снижает эффект Mn, такое добавление не влияет негативно до 2,5% Al.
Содержание С и Mn, таково, что индекс углерод-марганец CMnldex=Сх(1+Mn/3,5) менее или равен 0,6, чтобы гарантировать, что мартенсит не будет слишком хрупким, что желательно для подходящих условий механической резки. В этой формуле содержание С и Mn приведено в массовых %.
- 1%≤Si≤3% и предпочтительно Si≥1,4%, чтобы стабилизировать аустенит, чтобы обеспечить твердорастворное упрочнение и задерживать формирование карбидов во время перераспределения углерода из мартенсита в аустенит в результате перестаривания. Но при слишком высоком содержании оксиды кремния будут формироваться на поверхности, которые ухудшают покрываемость. Таким образом, содержание кремния предпочтительно менее или равно 1,8%.
- 0,03%≤Al≤2,5%. Al добавляют для раскисления жидкой стали и он повышает устойчивость, то есть изменение доли аустенита менее чувствительно к температуре отжига. Минимальное содержание Al составляет 0,03%. При высоком содержании алюминий задерживает формирование карбидов во время перераспределения углерода из мартенсита в аустенит в результате перестаривания. Для того, чтобы задержать формирование карбидов минимальное содержание Al+Si должно составлять 1,4%. Предпочтительно содержание Al составляет по меньшей мере 1,4%, чтобы обеспечить свариваемость стали. Максимум содержания Al составляет 2,5%, выше такого количества формируется дельта-феррит при высокой температуре. Дельта-феррита ухудшает свариваемость и является ломкой фазой. Следует отметить, что Al значительно увеличивает температуру превращения Ас3, что затрудняет отжиг; такой эффект уравновешивается высоким содержанием Mn. В частности, когда нет каких-либо особых проблем со свариваемостью, содержание Al может оставаться равным или менее 0,5%. Таким образом, температура превращения Ас3 не увеличивается, что позволяет повысить производительность линии непрерывного отжига.
Остальное является Fe и примесями, образующимися при плавке. Такие примеси включают N, S, Р, и остаточные элементы, такие как Cr, Ni, Mo, Cu и В.
Обычно содержание азота остается менее 0,01%, содержание S менее 0,01%, содержание Р менее 0,02%, содержание Cr менее 0,1%, содержание Ni менее 0,1%, содержание молибдена менее 0,05%, содержание меди менее 0,2% и содержание В менее 0,0010%. Микролегирование Nb, Ti и V возможно в этой концепции, но содержание Ti должно быть менее 0,1%, содержание Nb менее 0,1% и содержание V менее 0,3%
Горячекатаные листы изготавливают из этой стали. Эти горячекатаные листы имеют толщину между 2 мм и 5 мм, например.
Необязательно горячекатаные листы подвергают холодной прокатке для получения холоднокатаных листов толщиной между 0,5 мм и 2 мм, например. Специалисты в данной области знают, как изготавливать такие горячекатаные или холоднокатаные листы.
Затем горячекатаные или холоднокатаные листы подвергают термообработке на линии непрерывной термообработки, такой как линия непрерывного отжига, включающая по меньшей мере зону нагрева, способную нагревать лист до температуры отжига, зону выдержки, способную поддерживать лист при температуре отжига или около этой температуры, зону охлаждения, способную быстро охладить лист до температуры закалки QT, зону повторного нагрева, способную нагреть лист до температуры перестаривания РТ, и зону перестаривания, способную поддерживать лист при температуре перестаривания или вблизи этой температуры в течение времени Pt. Необязательно зона перестаривания может быть зоной горячего покрытия, включающей по меньшей мере ванну горячего покрытия, содержащую жидкий металл, такой как цинк, необязательно зону сплавления.
Такая линия непрерывной термообработки известна специалистам в данной области техники. Целью термообработки является придание стали структуры, пригодной для получения искомых характеристик прочности и пластичности и, возможно, горячее покрытие листа.
Следует отметить, что содержание микроструктурных составляющих, как правило, приведено в виде поверхностной доли на основе изображений оптического и сканирующего микроскопа.
В любом случае температура отжига выше, чем температура превращения стали Асй, чтобы сформировать достаточно аустенита, способного к превращению с помощью закалки и перестаривания.
Если структура листа перед отжигом содержит феррит и перлит и если значительное содержание феррита желательно после закалки и перестаривания, температура отжига должна оставаться ниже, чем температура превращения стали Ас3.
Если желательно, чтобы структура перед закалкой была полностью аустенитной, температура отжига AT должна быть выше, чем температура превращения стали Ас3, но предпочтительно, чтобы она оставалась ниже 1000°C, чтобы не слишком укрупнялось аустенитное зерно, что является нежелательным для пластичности полученной структуры.
В любом случае предпочтительно выдерживать лист при этой температуре отжига по меньшей мере 60 с, но более 200 сек не является необходимым.
Желательно, чтобы во время закалки и перестаривания аустенит, который формируется в процессе отжига, превращается по меньшей мере частично в мартенсит. Температура закалки QT должна быть менее температуры превращения стали Ms и со скоростью охлаждения достаточной, чтобы получить структуру сразу после закалки, содержащую по меньшей мере мартенсит. Минимальная скорость охлаждения, которая является критической мартенситной скоростью охлаждения, зависит по меньшей мере от химического состава стали и специалисты в данной области техники знают, как ее определить. Предпочтительно желательно иметь структуру, содержащую значительное содержание остаточного аустенита, QT температура не должна быть слишком низкой и должна быть выбрана в соответствии с искомым содержанием остаточного аустенита. По этой причине температура закалки составляет между 190°, которая меньше, чем температура превращения Ms, и 80°C, чтобы иметь достаточное количество остаточного аустенита. Но температура закалки составляет менее 190°, потому что, когда она выше этой температуры, количество остаточного аустенита слишком большое и этот остаточный аустенит может быть превращен в свежий мартенсит после разделения и охлаждения до комнатной температуры, что ухудшает пластичность. Более конкретно, можно определить для каждого химического состава стали оптимальную QTop температуру закалки, которая теоретически позволяет достичь оптимальное содержание остаточного аустенита. Это оптимальная температура закалки может быть рассчитана, используя зависимость между химическим составом стали и Ms, которая была вновь обоснована авторами изобретения:
Ms=561-474×C-33×Mn-17×Cr-21×Мо-11×Si-17×Ni+10×Al
и уравнение Койстинена - Марбургера:
fa'=1-ехр{-0.011×(Ms-T)}
fa' является долей мартенсита при температуре Т в процессе закалки, и предполагая, что, после закалки до температуры QT сталь перестаривается при температуре выше, чем QT и что из-за перестаривания, распределение углерода между мартенситом и остаточным аустенитом полностью реализуется.
Специалисты в данной области техники знают, как выполнить этот расчет.
Оптимальная температура закалки QTop необязательно является температурой закалки QT, которая выбирается так, чтобы выполнить фактическую термообработку. Предпочтительно температура закалки QT выбирается равной или близкой к этой оптимальной температуре закалки и предпочтительно менее чем 190°C, потому что, когда температура закалки слишком высока, после разделения аустенит по меньшей мере частично превращается в свежий мартенсит и полученная структура очень хрупкая. В стали в соответствии с настоящим изобретением максимальное содержание остаточного аустенита, которое можно получить после полной аустенизации, составляет между 20% и 45%. Как и во время перестаривания, так или после него, часть остаточного аустенита может быть превращена в бейнит или в свежий мартенсит, структура, которая получается после полной аустенизации, содержит некоторое количество феррита или некоторое количество бейнита, общее содержание таких компонентов составляет менее 10% и предпочтительно менее 5%, и структура содержит по меньшей мере 65% мартенсита. В стали в соответствии с настоящим изобретением, когда температура закалки QT составляет менее 80°C, содержание аустенита в структуре является слишком низким, менее около 8%, и даже может быть полностью мартенситной. В этом случае структура, которая получается после разделения, может быть очень хрупкой.
Когда аустенизация неполная, т.е. когда температура отжига между температурой превращения Ac1 и температурой превращения стали Ас3, содержание аустенита и мартенсита зависит от содержания феррита после отжига, т.е. в зависимости от температуры отжига. Но предпочтительно содержание феррита составляет между 10% и 40%, более предпочтительно выше 15% и более предпочтительно менее 35%, содержание мартенсита составляет по меньшей мере 50% и содержание остаточного аустенита составляет по меньшей мере 10% и предпочтительно по меньшей мере 15%.
Когда структура содержит мартенсит и остаточный аустенит, целью перестаривания, как правило, является перенос углерода из мартенсита в остаточный аустенит для улучшения пластичности мартенсита и повышения содержания углерода в аустените, чтобы сделать возможным TRIP эффект, без формирования значительного количества бейнита и/или карбидов. Для этого температура перестаривания РТ должна быть между 350°C и 500°C и время перестаривания Pt должно быть по меньшей мере 5 с и предпочтительно более 90 с, чтобы обогатить аустенит углеродом в достаточной степени. Но это время не должно быть слишком длительным и предпочтительно должно быть не более 600 с, чтобы не было, или почти не было разложения аустенита в структуру, подобную бейниту. В любом случае температура перестаривания РТ должна быть выбрана достаточно высокой, учитывая время перестаривания Pt, которое зависит от характеристик линии отжига и толщины листа, чтобы иметь достаточный перенос углерода из мартенсита в аустенит т.е. достаточное разделение.
В конкретном осуществлении температура перестаривания РТ равна оптимальной температуре горячего покрытия, т.е. между 440°C и 470°C и обычно составляет около 460°C. Кроме того, перестаривание может быть выполнено по меньшей мере частично путем пропускания листа в ванне горячего покрытия. В этом случае температура* (по-видимому, речь идет о времени) перестаривания составляет между 5 с и 60 с. Если слой покрытия сплавляется нагревом и выдержкой при температуре между 480°C и 570°C для цинкования с отжигом, эта обработка будет способствовать перестариванию стали.
Точнее, со сталью, имеющей следующий состав: 0,15%≤С≤0,25%, 4,5%≤Mn≤5,5%, 1,4%≤Si≤1,8%, 0,03≤Al≤2,5%, остальное является Fe и примесями, можно получить высокопрочный стальной лист, имеющего предел текучести YS выше 1100 МПа, предел прочности TS выше 1350 МПа и однородное удлинение UE более 10% и общее удлинение ТЕ более 12%, если CMnlndex остается менее 0,6%. Эти свойства могут быть получены, если структура по существу является мартенситной со значительным содержанием остаточного аустенита, предпочтительно содержащей более 65% мартенсита и более 20% остаточного аустенита, сумму содержания оставшихся феррита и бейнита менее 10%.
Лист может быть с покрытием или без покрытия. Когда он покрыт, он может быть оцинкованным или оцинкованным и отожженным.
Для получения такой стали необходимо провести отжиг листа при температуре выше температуры превращения стали Ас3 и закалку до температуры ниже температуры превращения Ms с последующим повторным нагревом до температуры перестаривания.
Что касается температуры превращения Ас3, можно отметить, что для этой стали, она составляет менее около 750°C, когда содержание Al составляет менее 0,5%, в то время как она составляет около 850°C для сталей, обычно используемых для производства листов такой категории. Эта разница составляет около 100°C, является очень важной, потому что легче нагреть лист до температуры, которая должна быть выше только 750°C, чем до температуры, которая должна быть выше 850°C. Нагрев требует меньше энергии и может быть быстрее. Таким образом, можно иметь лучше производительность, в то же время темературы Ac1 и Ас3 не должны быть слишком близкими, потому что, если они слишком близки, то прочность стали будет снижена, так как небольшое изменение температуры отжига будет вызывать большое изменение доли фаз и, следовательно, нестабильные механические свойства.
Когда содержание Al находится между 1,4% и 2,5%, температура превращения Ас3 может быть выше 850°C, но свариваемость стали улучшается.
С помощью этой стали, также можно получить листы, имеющие структуру, содержащую по меньшей мере 50% мартенсита по меньшей мере 10% и предпочтительно по меньшей мере 15% остаточного аустенита и по меньшей мере 10% и предпочтительно по меньшей мере 15% феррита. Для этого, температура отжига должна быть между температурами превращения Ac1 и Ас3 и температура закалки должна быть меньше, чем температура превращения Ms. Предел прочности может быть выше, чем 1300 МПа и полное удлинение может быть около 14%, что очень хорошо для формуемости листа. Но предел текучести составляет лишь около 750 МПа.
С использованием стали, содержащей 0,15%-0,25% С, 6,5%-7,5% Mn, 1,4%-1,8% Si, менее 0,03≤Al≤2,5%, остальное является Fe и примесями, можно получить предел текучести выше 1000 МПа и предел прочности при растяжении выше 1100 МПа со структурой, состоящей из мартенсита и остаточного аустенита. Из-за высокого содержания Mn температуры превращения Ac1 и Ms этой стали значительно снижены: Ac1 менее 450°C и Ms менее 250°C. Кроме того, Ас3 понижается, если содержание Al составляет менее 0,5%. В этом случае Ас3 может быть менее 700°C. Это является целесообразным, так как термообработку легче осуществить, т.е. возможен более быстрый отжиг и меньше затраты на отжиг.
Листы, изготовленные из сталей, имеющих составы, которые представлены в таблице I, были получены путем горячей прокатки, горячекатаные листы имеют толщину 2,4 мм. Горячекатаные листы отжигают в камерной печи при 600°C в течение 5 часов, затем протравливают кислотой и проводят холодную прокатку для получения листов, имеющих толщину 1,2 мм. Затем эти листы подвергают термообработке.
Перед термообработкой оптимальную температуру закалки QTop определяют для каждого состава. Эта оптимальная температура закалки является температурой, при которой закалка теоретически должна быть остановлена, чтобы получить максимальное содержание аустенита в структуре после термообработки. Но, это не обязательно температура QT, которую предпочтительно выбрать для фактической термообработки.
Каждая термообработка включала отжиг при температуре отжига AT, закалку до температуры закалки QT, перестаривание при температуре перестаривания РТ в течение времени перестаривания Pt. Были определены структуры и механические свойства YS, TS, UE и ТЕ.
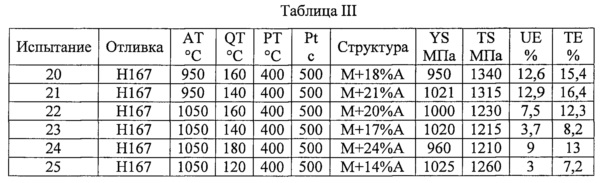
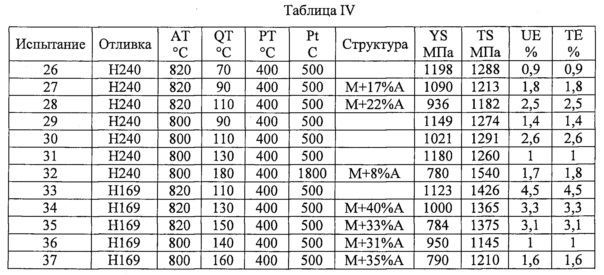
Индекс углерод-марганец CMnlndex, значения температур превращения сталей Ае1, Ае3 и Ms и оптимальная температура закалки QTop приведены в таблице I. Температуры превращения Ae1 и Ае3 являются значениями при равновесии и не зависят ни от скорости нагрева, ни от времени выдержки при температуре превращения в отличие от Ac1 и Ас3, которые являются температурами превращения при нагреве. Значения температур превращения при нагреве всегда выше равновесных значений и зависят от конкретных условий обработки. Специалисты в данной области техники знают, как определить значения температур превращения, которые необходимо учитывать в каждом конкретном случае. Условия, структуры и механические свойства, полученные обработкой сталей в соответствии с изобретением или приведенные в качестве сравнения, представлены в таблице II и таблице III. Контр-примеры, соответствующие сталям вне объема притязаний настоящего изобретения, представлены в таблице IV.
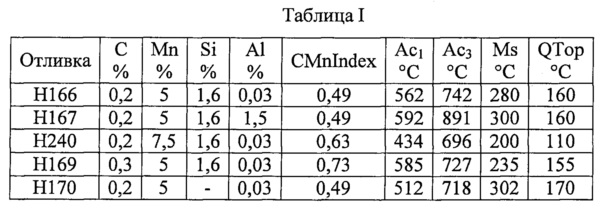
В этой таблице отливки H166 и H167 являются примерами изобретения. Отливки Н240, H169 и H170 не входят в объем притязаний изобретения и приведены для сравнения.
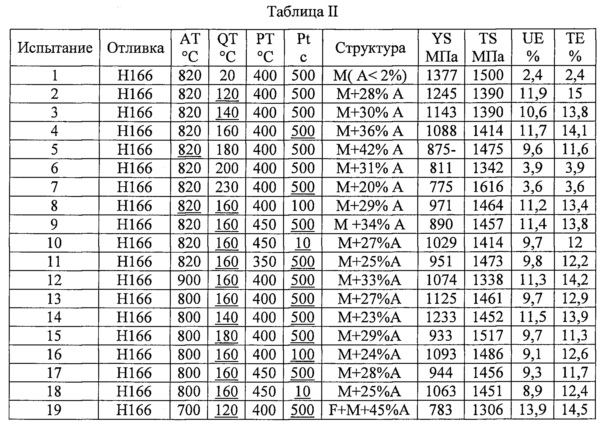
Примеры 1-19 относятся к стали, содержащей 0,2% С, 5% Mn, 1,6% Si и 0,03% Al в соответствии с изобретением. Пример 1 соответствует обработке закалкой и отпуском в соответствии с известным уровнем техники, закалку проводят до температуры окружающей среды и структура близка к полностью мартенситной. Для примера 19, отжиг является межкритическим. Все примеры 2-19 показывают, что можно получить предел текучести выше 700 МПа и предел прочности выше 1100 МПа. Примеры 2, 3, 4, 12, 13, 14 и 16 показывают, что при температуре закалки, равной или менее 160°C и выше или равной 120°C, и разделении (или перестаривании) при 400°C в течение 500 с, можно получить предел текучести более 1050 МПа и предел прочности более 1350 МПа. Но, когда температура закалки выше 160°C (примеры 5, 6, 7 и 15), даже если предел прочности составляет по меньшей мере 1342 МПа, предел текучести остается менее 1000 МПа. Примеры 2, 3, 4, 8, 9, 12, 14 и 19 показывают, что можно получить однородное удлинение UE более 10% и общее удлинение ТЕ более 12%. Примеры 1, 6 и 7, для которых общее удлинение равно однородному удлинению, являются очень хрупкими и показывают, что должно** (по-видимому пропущено слово) оставаться ниже 180°C. Пример 1 показывает, что предел текучести и предел прочности, которые получены с общей закалкой выше, чем при частичной закалке, но образцы очень хрупкие.
Примеры 20-25 стали, имеющей высокое содержание алюминия, и поэтому легче сваривающейся, могут иметь очень хорошие свойства, например, предел текучести по меньшей мере 950 МПа, предел прочности по меньшей мере 1315 МПа, однородное удлинение выше 12% и общее удлинение более 15% (примеры 20 и 21). Но сравнение с примерами 23-25 показывает, что предпочтительно, чтобы температура отжига оставалась менее 1000°C, чтобы не ухудшать предел текучести однородного удлинения.
Контр-примеры 27-32 показывают, что со сталью, содержащей 7,5% марганца и имеющей углеродный эквивалент Ceq>0,6, можно получить высокий предел текучести и высокий предел прочности (YS>700 МПа и Ts>100 МПа), но все примеры являются очень хрупкими. Общее удлинение всегда равно однородному удлинению и очень низкое.
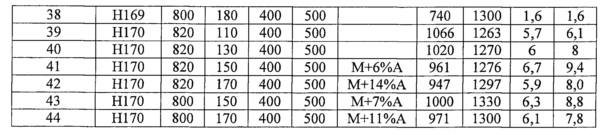
Контр-примеры 33-38 показывают, что сталь H167, которая имеет углеродный эквивалент Ceq 0,73, очень хрупкая.
Контр-примеры 39-44 относящейся к стали, не содержащей кремний, показывают, что даже если предел текучести и предел прочности подобны свойствам сталей в соответствии с изобретением, то удлинение никогда не является высоким. Максимальное однородное удлинение составляет 6,7 и общее удлинение составляет 9,4 (пример 41).
Настоящее изобретение относится к стальному листу, имеющему предел прочности более 1100 МПа, предел текучести более 700 МПа, однородное удлинение UE по меньшей мере 8,0% и общее удлинение ТЕ по меньшей мере 10,0%, при этом лист выполнен из стали, имеющей химический состав, содержащий в массовых процентах: 0,1% ≤ C ≤ 0,25%, 4,5% ≤ Mn ≤ 10%, 1 ≤ Si ≤ 3%, 0,03 ≤ Al ≤ 2,5%, остальное Fe и неизбежные примеси, при этом химический состав таков, что CMnIndex = Cx(1 + Mn/3,5) ≤ 0,6, при этом стальной лист имеет структуру, содержащую по меньшей мере 20% остаточного аустенита и по меньшей мере 65% мартенсита, а сумма содержания феррита и бейнита составляет менее 10%. Также раскрыт способ получения такого листа, включающий следующие стадии: нагрев катаного листа, изготовленного из указанной стали, до температуры AТ более высокой, чем температура превращения стали Ac3, но меньше чем 1000°С, и выдержку катаного листа при температуре АТ в течение 60-200 с для получения нагретого листа, охлаждение нагретого листа до температуры QT 190-80°С со скоростью охлаждения, достаточной для получения листа, имеющего структуру сразу после охлаждения, содержащую мартенсит и остаточный аустенит, при этом температура QT такова, что получаемый указанным способом стальной лист имеет конечную структуру, содержащую по меньшей мере 20% остаточного аустенита и по меньшей мере 65% мартенсита, а сумма содержания феррита и бейнита составляет менее 10%, выдержку охлажденного листа при температуре перестаривания PT 350-500°С в течение времени перестаривания Pt 5-600 с и охлаждение стального листа до температуры окружающей среды. Также раскрыт вариант указанного выше стального листа и вариант способа его получения. Технический результат – упрощение способа изготовления высокопрочного стального листа с использованием линии непрерывной термообработки. 4 н. и 28 з.п. ф-лы, 4 табл.
1. Стальной лист, имеющий предел прочности более 1100 МПа, предел текучести более 700 МПа, однородное удлинение UE по меньшей мере 8,0% и общее удлинение ТЕ по меньшей мере 10,0%, характеризующийся тем, стальной лист выполнен из стали, имеющей химический состав, содержащий в массовых процентах:
0,1% ≤ C ≤ 0,25%,
4,5% ≤ Mn ≤ 10%,
1 ≤ Si ≤ 3%,
0,03 ≤ Al ≤ 2,5%,
остальное Fe и неизбежные примеси,
при этом химический состав таков, что
CMnIndex = Cx(1 + Mn/3,5) ≤ 0,6,
при этом стальной лист имеет структуру, содержащую по меньшей мере 20% остаточного аустенита и по меньшей мере 65% мартенсита, а сумма содержания феррита и бейнита составляет менее 10%.
2. Стальной лист по п. 1, характеризующийся тем, что химический состав стали таков, что
0,15% ≤ C ≤ 0,25%,
4,5% ≤ Mn ≤ 5,5%,
1,4% ≤ Si ≤ 1,8%,
0,03 ≤ Al ≤ 2,5%,
CMnIndex = Cx(1 + Mn/3,5) ≤ 0,6.
3. Стальной лист по п. 2, характеризующийся тем, что предел текучести YS выше 1100 МПа, предел прочности TS выше 1350 МПа, однородное удлинение UE составляет более 10% и общее удлинение TE более 12%.
4. Стальной лист по п. 1, характеризующийся тем, что химический состав стали таков, что
0,15% ≤ C ≤ 0,25%,
6,5% ≤ Mn ≤ 7,5%,
1,4% ≤ Si ≤ 1,8%,
0,03 ≤ Al ≤ 2,5%,
Cx(1 + Mn/3,5) ≤ 0,6,
при этом предел текучести YS выше 1000 МПа, а предел прочности TS выше 1100 МПа.
5. Стальной лист по п. 1, характеризующийся тем, что химический состав стали таков, что
0,03% ≤ Al ≤ 0,5%.
6. Стальной лист по п. 5, характеризующийся тем, что химический состав стали таков, что
Si + Al ≥ 1,4%.
7. Стальной лист по п. 1, характеризующийся тем, что химический состав стали таков, что
1,4% ≤ Al ≤ 2,5%.
8. Стальной лист, имеющий предел прочности более 1100 МПа, предел текучести более 700 МПа, однородное удлинение UE по меньшей мере 8,0% и общее удлинение по меньшей мере 10,0%, характеризующийся тем, что стальной лист выполнен из стали, имеющей химический состав, включающий в массовых процентах:
0,15% ≤ C ≤ 0,25%,
4,5% ≤ Mn ≤ 5,5%,
1,4 ≤ Si ≤ 1,8%,
0,03 ≤ Al ≤ 2,5%,
остальное Fe и неизбежные примеси,
при этом химический состав таков, что
CMnIndex = Cx(1 + Mn/3,5) ≤ 0,6,
при этом стальной лист имеет структуру, включающую по меньшей мере 15% феррита, по меньшей мере 50% мартенсита и по меньшей мере 15% остаточного аустенита.
9. Стальной лист по п. 8, характеризующийся тем, что химический состав стали таков, что
0,03% ≤ Al ≤ 0,5%.
10. Стальной лист по п. 9, характеризующийся тем, что химический состав стали таков, что
Si + Al ≥ 1,4%.
11. Стальной лист по п. 8, характеризующийся тем, что химический состав стали таков, что
1,4% ≤ Al ≤ 2,5%.
12. Стальной лист по п. 8, характеризующийся тем, что по меньшей мере одна из поверхностей стального листа включает металлическое покрытие.
13. Способ изготовления стального листа по п. 1, имеющего предел прочности более 1100 МПа, предел текучести более 700 МПа, однородное удлинение UE по меньшей мере 8,0% и общее удлинение ТЕ по меньшей мере 10,0%, при этом стальной лист изготовлен из стали, имеющей химический состав, содержащий в массовых процентах:
0,1% ≤ C ≤ 0,25%,
4,5% ≤ Mn ≤ 10%,
1% ≤ Si ≤ 3%,
0,03% ≤ Al ≤ 2,5%,
остальное Fe и неизбежные примеси,
причём химический состав таков, что
CMnlndex = Cx(1+Mn/3,5) ≤ 0,6,
при этом способ включает следующие стадии:
нагрев катаного листа, изготовленного из указанной стали, до температуры AТ более высокой, чем температура превращения стали Ac3, но меньше чем 1000°С, и выдержку катаного листа при температуре АТ в течение 60-200 с для получения нагретого листа,
охлаждение нагретого листа до температуры QT 190-80°С со скоростью охлаждения, достаточной для получения листа, имеющего структуру сразу после охлаждения, содержащую мартенсит и остаточный аустенит, при этом температура QT такова, что получаемый указанным способом стальной лист имеет конечную структуру, содержащую по меньшей мере 20% остаточного аустенита и по меньшей мере 65% мартенсита, а сумма содержания феррита и бейнита составляет менее 10%,
выдержку охлажденного листа при температуре перестаривания PT 350-500°С в течение времени перестаривания Pt 5-600 с и
охлаждение стального листа до температуры окружающей среды.
14. Способ по п. 13, характеризующийся тем, что химический состав стали таков, что
0,15% ≤ C ≤ 0,25%,
4,5% ≤ Mn ≤ 5,5%,
1,4% ≤ Si ≤ 1,8%,
0,03 ≤ Al ≤ 2,5%,
Cx(1 + Mn/3,5) ≤ 0,6,
при этом температура АТ выше 760°С, температура QT составляет менее 170°С, а конечная структура стального листа содержит 20-30% остаточного аустенита.
15. Способ по п. 14, характеризующийся тем, что температура QT составляет менее 150°С.
16. Способ по п. 14 или 15, характеризующийся тем, что температура перестаривания РТ составляет 380-470°С, при этом время перестаривания Pt составляет 90-600 с.
17. Способ по п. 13, характеризующийся тем, что химический состав стали таков, что
0,15% ≤ C ≤ 0,25%,
6,5% ≤ Mn ≤ 7,5%,
1,4% ≤ Si ≤ 1,8%,
0,03 ≤ Al ≤ 2,5%,
Cx(1 + Mn/3,5) ≤ 0,6,
при этом температура АТ выше 710°С, температура QT составляет 120-180°С, температура перестаривания РТ составляет 350-470°С.
18. Способ по п. 13, характеризующийся тем, что химический состав стали таков, что
0,03% ≤ Al ≤ 0,5%.
19. Способ по п. 18, характеризующийся тем, что химический состав стали таков, что
Si + Al ≥ 1,4%.
20. Способ по п. 13, характеризующийся тем, что химический состав стали таков, что
1,4 ≤ Al ≤ 2,5%.
21. Способ по п. 13, характеризующийся тем, что температура перестаривания РТ составляет 440-470°С, а время перестаривания Pt составляет 5-60 с.
22. Способ по п. 21, характеризующийся тем, что по меньшей мере часть выдержки листа при температуре перестаривания РТ проводят пропусканием листа через ванну горячего покрытия.
23. Способ по п. 22, характеризующийся тем, что после прохождения ванны горячего покрытия и перед охлаждением до температуры окружающей среды стальной лист дополнительно выдерживают при температуре 480-570°С.
24. Способ изготовления стального листа по п. 8, имеющего предел прочности более 1100 МПа, предел текучести более 700 МПа, однородное удлинение UE по меньшей мере 8,0% и общее удлинение по меньшей мере 10,0%, изготовленного из стали, имеющей химический состав, содержащей в массовых процентах:
0,15% ≤ C ≤ 0,25%,
4,5% ≤ Mn ≤ 5,5%,
1,4% ≤ Si ≤ 1,8%,
0,03% ≤ Al ≤ 2,5%,
остальное Fe и неизбежные примеси,
причём химический состав таков, что
CMnIndex = Cx(1 + Mn/3,5) ≤ 0,6,
способ включает следующие стадии:
нагрев катаного листа, изготовленного из указанной стали, до температуры AТ более высокой, чем температура превращения стали Ac1, но менее 1000°С и менее, чем температура превращения стали Ас3 для получения нагретого листа,
охлаждение нагретого листа до температуры QT 110-170°С со скоростью охлаждения, достаточной для получения листа, имеющего структуру сразу после охлаждения, содержащую мартенсит и остаточный аустенит,
выдержку листа при температуре перестаривания PT 350-500°С в течение времени перестаривания Pt 5-600 с и
охлаждение стального листа до температуры окружающей среды,
при этом стальной лист имеет конечную структуру, содержащую по меньшей мере 15% феррита, по меньшей мере 50% мартенсита и по меньшей мере 15% остаточного аустенита.
25. Способ по п. 24, характеризующийся тем, что химический состав стали таков, что
0,03% ≤ Al ≤ 0,5%.
26. Способ по п. 25, характеризующийся тем, что химический состав стали таков, что
Si + Al ≥ 1,4%.
27. Способ по п. 24, характеризующийся тем, что химический состав стали таков, что
1,4% ≤ Al ≤ 2,5%.
28. Способ по п. 24, характеризующийся тем, что температура перестаривания РТ составляет 440-470°С, а время перестаривания Pt составляет 5-60 с.
29. Способ по п. 28, характеризующийся тем, что по меньшей мере часть выдерживания листа при температуре перестаривания РТ проводят пропусканием листа в ванну горячего покрытия.
30. Способ по п. 29, характеризующийся тем, что после пропускания в ванне горячего покрытия и перед охлаждением до температуры окружающей среды стальной лист дополнительно выдерживают при температуре 480-570°С.
31. Способ по п. 24, характеризующийся тем, что нагрев, охлаждение и перестаривание проводят на линии непрерывной термообработки, такой как линия непрерывного отжига, которая необязательно включает секцию горячего покрытия.
32. Способ по п. 24, характеризующийся тем, что катанный лист получают путем прокатки, при этом получение листа путем прокатки включает в себя горячую прокатку и холодную прокатку.
| KR 20120070739 A, 02.07.2012 | |||
| Andrea Di Schino ET AL: "Effect of Q&P Process on 0.15C-MnSi Steels", Journal of Materials Science and Engineering A.6 (3-4), 2016, pp | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
| CN 102912219 A, 06.02.2013 | |||
| ВЕТРОЭНЕРГЕТИЧЕСКАЯ И ГИДРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКИ И СПОСОБЫ ПРОИЗВОДСТВА ЭЛЕКТРОЭНЕРГИИ | 2013 |
|
RU2546368C2 |
| СТЕКЛО | 2006 |
|
RU2325346C1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2518852C1 |
| HUSEYN AYDIN ET AL: "Effect of Intercritical Heat Treatment on the Microstructure and Mechanical Properties of Medium Mn Steels", ISIJ INTERNATIONAL, vol.53, no.10, 01.01.2013., pp.1871-1880, doi: 10.2355/isijinternational.53.1871. | |||

