Изобретение относится к машиностроению, в частности к способам изучения процесса работы поверхностей деталей машин.
Известен следующий аналог - способ определения момента окончания приработки, основанный на определении окончания этапа приработки контактирующих поверхностей электрически связанных с сигнальным устройством (лампа) и регистрирующим прибором (электрочасы). Образцы эксплуатируются в условиях обильной подачи нетокопроводящей смазывающей жидкости в зону контакта. Считается, что в начальный момент контакты поверхностей замкнуты, загорается лампа, включаются электрочасы. В момент окончания этапа приработки опорные контактирующие поверхности настолько возрастают, что исходное давление оказывается недостаточным, чтобы прорвать образовавшуюся масляную пленку, контакт между поверхностями нарушается и выключается регистрирующая аппаратура (лампа и электрочасы) [Авторское свидетельство СССР. №110825].
К недостаткам данного способа можно отнести недостаточную информативность (аналог позволяет определить лишь окончание этапа приработки поверхностей) и наличие нетокопроводящей смазывающей жидкости, оказывающей существенное влияние на текущие параметры электрической цепи (габаритные параметры пленки соизмеримы с габаритами микронеровности), что значительно снижает точность и достоверность полученных результатов, а также принципиальная невозможность использования в случаях контакта нетокопроводящих поверхностей.
Наиболее близким по технической сущности к способу определения длительности этапов работы циклически нагруженных поверхностей деталей машин является способ, суть которого заключается в том, что о длительности этапов эксплуатации контактирующих поверхностей судят по изменению параметра состояния контактирующих поверхностей, т.е. проводят регулярное взвешивание деталей и по изменению массы судят о длительности этапа работы [Ю.Г. Шнейдер. Эксплуатационные свойства деталей с регулярным микрорельефом. - Ленинград, Машиностроение, 1982 г. - стр. 136].
Недостатком наиболее близкого аналога, является недостаточная точность измерений и принципиальная невозможность его использования в случаях неразборных конструкций.
Технической задачей настоящего изобретения является определение длительности этапов эксплуатации контактирующих поверхностей в реальных условиях работы.
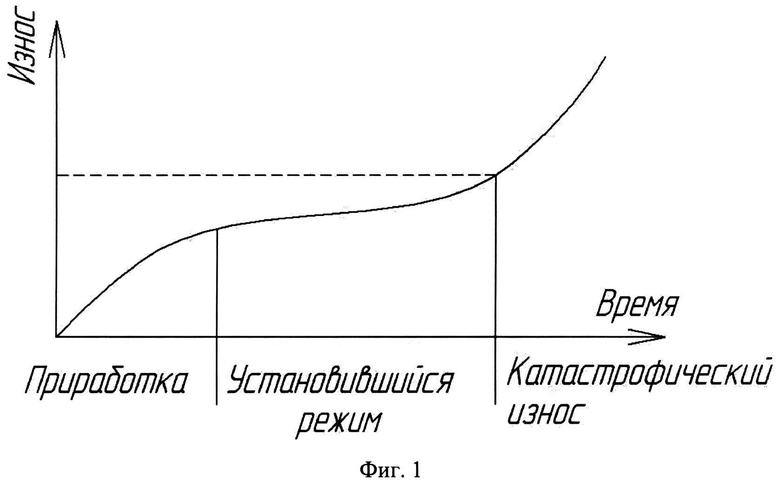
Сущность способа заключается в регистрации изменения параметра состояния контактирующих поверхностей, нагруженных в соответствии с реальными условиями эксплуатации, во времени и определении этапов эксплуатации: приработки, установившегося режима работы и катастрофического износа (фиг. 1), в реальных условиях. В качестве оцениваемого параметра состояния рассматривают температуру в зоне контакта, строят график зависимости температуры по времени, выделяют установившийся участок изменения температуры во времени, определяют температуру на этом участке и задаются допустимым отклонением температуры - 8, равным 0,025, определяют точки начала и окончания установившегося режима работы по температуре по зависимости:

где T(t) - температура в зоне контакта;
Т0 - значение температуры в зоне контакта на установившемся участке экспериментального графика изменения температуры по времени;
δ - допускаемое относительное изменение температуры, на практике принимается равным 0,025;
на график наносят точки начала и окончания установившегося режима работы поверхностей и получают длительность этапов эксплуатации поверхностей деталей машин.
Изобретение поясняется чертежами, где на фиг. 1 изображен график зависимости износа от времени работы [И.В. Крагельский, М.Н. Добычин, B.C. Комбалов. Основы расчетов на трение и износ. - Москва, Машиностроение, 1977 г. - стр. 274], на фиг. 2 график изменения температуры по времени.
Способ определения длительности этапов эксплуатации циклически нагруженных поверхностей деталей машин заключается в следующем: на контактную пару устанавливают термодатчики или измеряют температуру неконтактно, контактирующие поверхности нагружают в соответствии с режимом работы в реальных условиях, регистрируют изменение температуры в зоне контакта и по графику изменения температуры по времени судят о длительности этапов работы контактирующих поверхностей.
Примером реализации данного способа может послужить определение длительности этапов эксплуатации контактной пары, выполненной из полиамида. В зону контакта помещают термодатчики, после чего контактную пару нагружают в соответствии с реальными условиями эксплуатации, регистрируют изменение температуры в зоне контакта и получают зависимость изменения температуры в зоне контакта во времени (Фиг. 2). По графику изменения температуры во времени определяют установившийся участок изменения температуры и в соответствии с формулой (1), определяют температуру начала (t1) и окончания (t2) установившегося режима работы поверхностей и длительность этапов эксплуатации поверхностей деталей машин в реальных условиях. Значение температуры в зоне контакта на установившемся участке графика изменения температуры по времени составило Т0=38°C. Температура начала и окончания установившегося режима работы составила t1=t2=39°C. Отмечаем на графике изменения температуры значения t1=t2=39°C, из чего следует, что установившийся режим работы длился с 47 по 254 минуты работы поверхностей. Начало этапа приработки совпадает с началом работы контактирующих поверхностей, а окончание этапа приработки совпадает с началом этапа установившейся работы и соответствует достижению температуры t1=39°C, следовательно, этап приработки длился 47 минут. Начало этапа катастрофического износа соответствует окончанию установившегося режима работы поверхностей и достижению температуры t2=39°C, следовательно этап катастрофического износа начался с 254 минуты работы контактирующих поверхностей.
Таким образом, предложенный способ позволяет расширить возможности исследования взаимодействия контактирующих поверхностей деталей машин в реальных условиях эксплуатации, а также определить длительность этапов эксплуатации циклически нагруженных поверхностей деталей машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КИНЕТИКИ ИЗНОСА ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2012 |
|
RU2494342C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСКОРЕННЫХ ИСПЫТАНИЙ ЧЕРВЯЧНЫХ РЕДУКТОРОВ | 2014 |
|
RU2580207C1 |
| Способ определения предельного износа сменного режущего инструмента | 2017 |
|
RU2658091C1 |
| Способ обкатки транспортного двигателя | 1991 |
|
SU1776348A3 |
| Диагностическая система | 1989 |
|
SU1655581A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОСТОЯНИЯ ПОВЕРХНОСТИ ТРЕНИЯ | 1990 |
|
RU2010215C1 |
| Способ определения времени работоспособности пары трения | 1989 |
|
SU1698667A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТОСПОСОБНОСТИ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ И ТВЕРДОСМАЗОЧНЫХ ПОКРЫТИЙ | 1993 |
|
RU2090858C1 |
| СПОСОБ ИСПЫТАНИЯ СМАЗОЧНЫХ МАТЕРИАЛОВ НА ТЕМПЕРАТУРНУЮ СТОЙКОСТЬ | 2008 |
|
RU2378637C1 |
| СПОСОБ ДИНАМИЧЕСКОГО МОНИТОРИНГА ВЫСОКОМОБИЛЬНЫХ НЕЛИНЕЙНЫХ ТЕХНИЧЕСКИХ СИСТЕМ | 2020 |
|
RU2745382C1 |
Изобретение относится к машиностроению и может быть использовано для изучения процесса работы поверхностей деталей машин. Согласно заявленному способу определения длительности этапов эксплуатации циклически нагруженных поверхностей деталей машин регистрируют изменения во времени параметра состояния контактирующих поверхностей деталей, нагруженных в соответствии с реальными условиями эксплуатации. В качестве оцениваемого параметра состояния рассматривают температуру в зоне контакта. Строят график зависимости температуры по времени и выделяют установившийся участок изменения температуры во времени. Определяют температуру, соответствующую началу и окончанию установившегося режима работы. С учетом найденной температуры, соответствующей началу и окончанию установившегося режима работы, по имеющемуся графику зависимости температуры по времени определяют точки на графике, соотносящиеся с началом и окончанием установившегося режима работы, проекция которых на временную ось идентифицирует длительность этапов эксплуатации циклически нагруженных поверхностей деталей машин. Технический результат - повышение точности определения длительности этапов эксплуатации циклически нагруженных поверхностей деталей машин. 2 ил.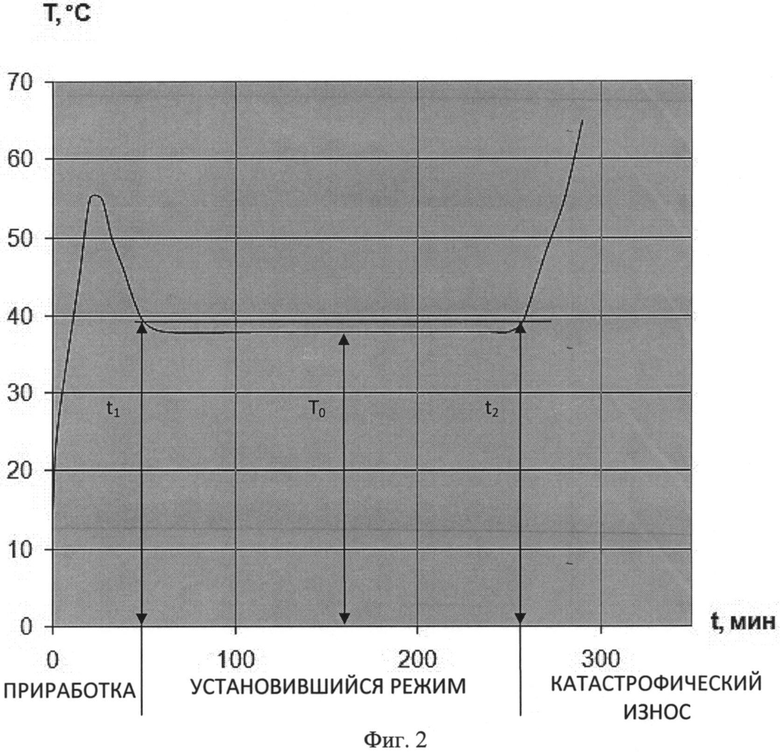
Способ определения длительности этапов эксплуатации циклически нагруженных поверхностей деталей машин, заключающийся в регистрации изменения параметра состояния контактирующих поверхностей, нагруженных в соответствии с реальными условиями эксплуатации, во времени и определении этапов эксплуатации: приработки, установившегося режима работы и катастрофического износа, в реальных условиях, отличающийся тем, что в качестве оцениваемого параметра состояния рассматривают температуру в зоне контакта, строят график зависимости температуры по времени, выделяют установившийся участок изменения температуры во времени, определяют температуру на этом участке и задаются допустимым отклонением температуры - δ, равным 0,025, определяют температуру, соответствующую началу и окончанию установившегося режима работы, по зависимости:
T(t)=δT0+T0,
где T(t) - температура в зоне контакта;
T0 - значение температуры в зоне контакта на установившемся участке экспериментального графика изменения температуры по времени;
δ - допускаемое относительное изменение температуры, на практике принимается равным 0,025;
с учетом найденной температуры, соответствующей началу и окончанию установившегося режима работы, по имеющемуся графику зависимости температуры по времени определяют точки на графике, соотносящиеся с началом и окончанием установившегося режима работы, проекция которых на временную ось идентифицирует длительность этапов эксплуатации циклически нагруженных поверхностей деталей машин.
| Устройство для контроля величины износа материала | 1985 |
|
SU1388761A1 |
| Способ определения износа металлов | 1988 |
|
SU1575099A2 |
| FR 2925676 A1 , 26.06.2009 | |||
| Способ определения длительности и момента окончания приработки и первоначального износа образцов или деталей | 1957 |
|
SU110825A1 |
| Способ определения износа тел | 1979 |
|
SU823969A1 |

