Изобретение относится к технологии машиностроения, а именно к упрочняющей обработке холодным пластическим деформированием, и может быть использовано при механической обработке деталей поршневых двигателей внутреннего сгорания (ДВС).
Так для обеспечения износостойкости втулки цилиндра ДВС в большинстве случаев технологическим процессом предусматривается поверхностная закалка током высокой частоты (ТВЧ) с последующим алмазным хонингованием.
Одним из главных недостатков используемого процесса является наличие при закалке ТВЧ высокого магнитного поля превышающее нормативный показатель более чем в 200 раз. Кроме того, процесс хонингования обеспечивает в большинстве случаев 9 класс шероховатости, что также в силу специфики работы пары трения втулка цилиндра - поршневое кольцо не способствует повышению износостойкости данной пары.
Целью предлагаемого изобретения является разработка способа обработки центробежным раскатником ударного принципа действия для обеспечения высокой поверхностной твердости и класса шероховатости внутренних поверхностей деталей типа тел вращения.
Известные раскатники ударного принципа действия, основанные на использовании центробежной силы шариков, размещаемых на периферии диска раскатника, имеют тот недостаток, что в конструкции раскатника всегда должен присутствовать передаточный механизм, чаще всего электродвигатель. Кроме того, возможности варьирования силой удара также ограничены и при равных условиях зависят от частоты вращения электродвигателя. Получаемый класс шероховатости обработанных поверхностей невысокий и зависит в первую очередь от исходной твердости материала.
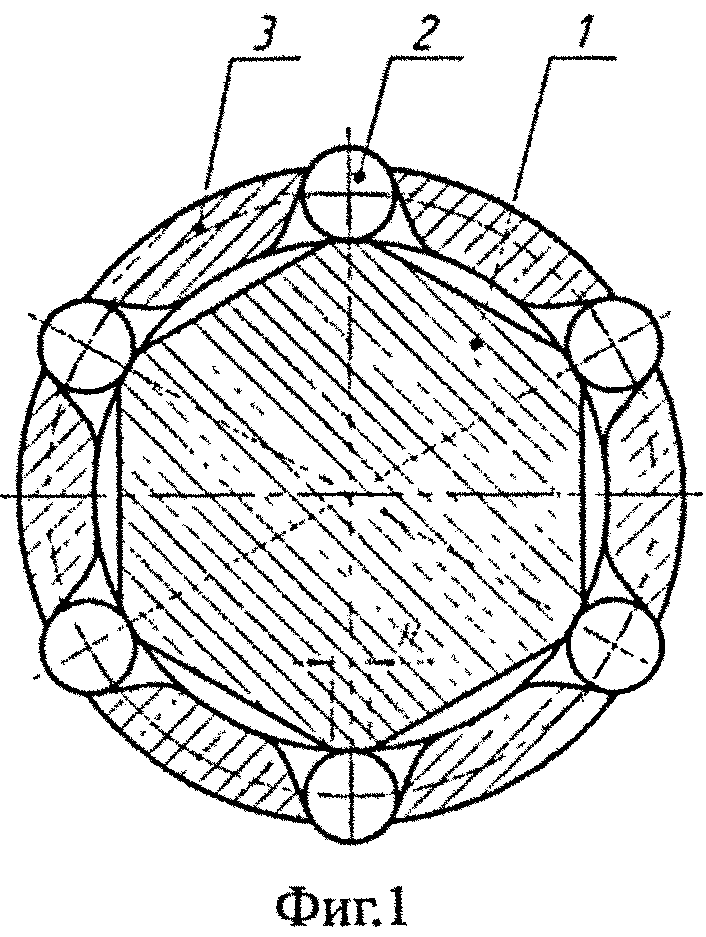
Известна конструкция раскатника (фиг.1), в которой раскатывающее действие роликов сочетается с ударами. Раскатник такого рода состоит из оправки 1 с конусным хвостовиком, роликов 2, сепаратора 3. Рабочая часть оправки выполняется в виде многогранника или на ней делаются продольные рифления под ролики. Недостатком указанной конструкции раскатника является невозможность одновременного вращения детали и раскатника, что при всех одинаковых конструктивных и технологических возможностях обеспечило бы более повышенные показатели качества поверхностного слоя. Кроме того, для вращения раскатника необходим дополнительный механизм.
В показанном раскатнике ударного принципа действия практически нет удара, а присутствует нарастание силы прижатия роликов на обрабатываемую поверхность, что в конечном итоге может привести к заклиниванию роликов.
Целью разработанного изобретения является повышение качественных (с точки зрения износостойкости) показателей поверхностного слоя обрабатываемых внутренних поверхностей.
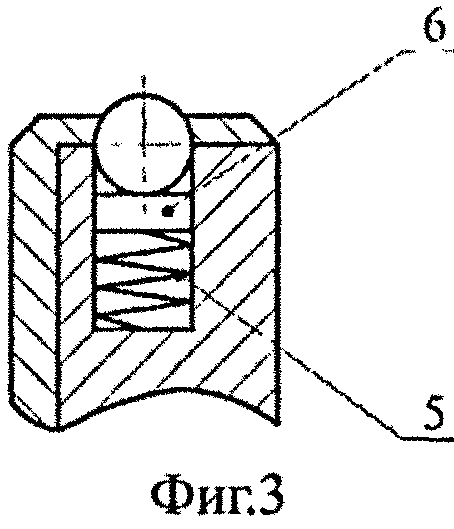
Поставленная цель достигается раскатыванием отверстий центробежным раскатником (фиг.2), который устанавливается на подшипниках 1 в резцедержателе станка. Заготовка 2, закрепленная в цанговом патроне, принудительно вращается и за счет фрикционной связи между ней и подпружиненными шариками 4, расположенными на периферии диска 3, обеспечивает самовращение раскатника.
Подпружиненные шарики за счет центробежной силы ударяются об раскатываемую поверхность и тем самым ее пластически деформируют. За счет кратковременности удара шариков, их проскальзывания и раскатывающего действия класс шероховатости поверхности увеличивается в зависимости от исходной до 10-11 кл. Важное значение при этом играет жесткость пружины 5 (фиг.3), опирающейся в подпятник 6 и удерживающей шарик всегда в крайнем верхнем положении.
Разработанный способ обработки центробежным раскатником был апробирован при обработке втулок 095 мм и длиной 220 мм из чугуна марки СЧ 28-48. Обработка производилась на станке модели 16К20. Заготовка зажималась в специальном цанговом патроне. Частота вращения заготовки составляла 2500 об/мин, подача резцедержателя вместе с раскатником S=0,11-0,17 мм/об.
Литература
1. Упрочнение деталей наклепыванием ВПТИ, ОТИ, Москва, 1955.
2. Способ упрочняюще-чистовой обработки, МКИ B24B 39/00 опубл. в 1987.
3. Способ совмещенной обработки резанием и поверхностным пластическим деформированием комбинированным инструментом, МКИ B24B 39/00, опубл. в 1987.
4. Устройство для поверхностного пластического деформирования внутренних цилиндрических поверхностей деталей, МКИ B24B 39/00, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО С ДЕМПФЕРОМ ДЛЯ ОБРАБОТКИ ППД | 2009 |
|
RU2408452C1 |
| ДЕМПФЕРНЫЙ СПОСОБ ОБРАБОТКИ ППД | 2009 |
|
RU2408453C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2230649C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2228254C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ППД С ПНЕВМАТИЧЕСКИМ БУФЕРОМ | 2009 |
|
RU2411118C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239545C1 |
Изобретение относится к поверхностному пластическому деформированию внутренней поверхности детали. Осуществляют раскатку детали посредством установленного на подшипниках в резцедержателе станка центробежного раскатника. Раскатник содержит диск с хвостовиком и расположенные на периферии диска подпружиненные шарики. Деталь принудительно вращают с обеспечением самовращения центробежного раскатника посредством фрикционной связи между упомянутыми подпружиненными шариками и обрабатываемой поверхностью детали. В результате увеличиваются твердость поверхности детали и ее износостойкость. 3 ил.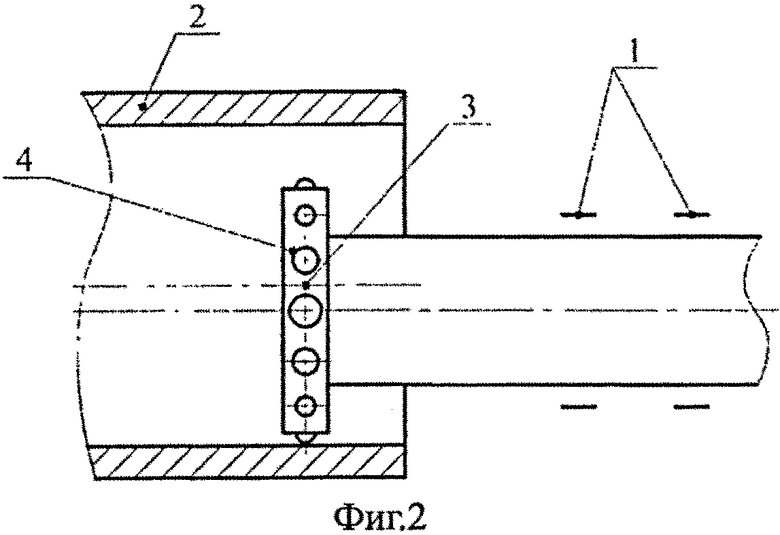
Способ поверхностного пластического деформирования внутренней поверхности детали, включающий закрепление детали в патроне и раскатку детали посредством установленного на подшипниках в резцедержателе станка центробежного раскатника, содержащего диск с хвостовиком и расположенные на периферии диска подпружиненные шарики, при этом закрепленную в патроне деталь принудительно вращают с обеспечением самовращения центробежного раскатника посредством фрикционной связи между упомянутыми подпружиненными шариками и обрабатываемой поверхностью детали для раскатывающего воздействия на поверхность детали ударами шариков и их проскальзывания.
| Инструмент для чистовой обработки тел вращения методом ППД | 1983 |
|
SU1143580A1 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| Многороликовая раскатка | 1979 |
|
SU812541A1 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1972 |
|
SU512043A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННИХ КАНАВОК | 2005 |
|
RU2285601C1 |
| Инструмент для чистовой обработки тел вращения методом пластической деформации | 1979 |
|
SU861039A1 |
| Компаратор напряжений | 1980 |
|
SU892695A1 |

