Перекрестные ссылки на родственные заявки
[0001] Данная заявка заявляет приоритет предварительной заявки на патент США, серийный номер №62/207 722, поданной 20 августа 2015 г., которая включена в настоящий документ посредством ссылки.
Область техники
[0002] Настоящее изобретение относится к инструменту для применения в производстве металлических контейнеров и, в частности, к прижимному кольцу вытяжного устройства, которое уменьшает фестонообразование во время процесса вытяжки.
Предпосылки создания изобретения
[0003] Тонкостенные двухкомпонентные металлические контейнеры часто изготавливают с применением способов вытяжки. В способе вытяжки плоскую круглую заготовку из листового металла, например алюминия, вытягивают через один или несколько вытяжных штампов с образованием неглубокой чаши-преформы. Заготовка из листового металла, используемая для образования чаши-преформы, имеет конкретную анизотропию, которая представляет собой различие в механических свойствах листового металла в зависимости от направления. Другими словами, заготовка из листового металла будет иначе реагировать на напряжения, приложенные в одном направлении, чем она будет реагировать на такие же напряжения, приложенные в другом направлении.
[0004] Способ вытяжки предусматривает вытяжной пресс или вытяжное устройство. Круглую заготовку вырезают из листа материала и располагают над полостью штампа. Круглую заготовку прижимают к штампу посредством прижимного кольца вытяжного устройства, и пуансон проталкивает заготовку в полость с достаточными давлением и силой для придания заготовке чашеобразной формы. Анизотропные свойства заготовки из листового металла способствуют образованию фестонов на открытом конце вытянутой чаши. Фестонообразование - это образование неровных или волнистых кромок на открытом конце вытянутой чаши. Проблема фестонообразования присуща способу вытяжки, и анизотропия заготовки из листового металла является преобладающей причиной фестонообразования. Фестоны образуются под углом приблизительно 45 градусов от направления проката листа. Эти фестоны представляют собой последний материал, остающийся зажатым в процессе вытяжки. В это время, все зажимающие усилия концентрируются на этих фестонах и могут привести к тому, что они станут стянутыми или утоненными. Фестонообразование является проблемой потому, что оно приводит к расходу материала, например, когда часть с фестонами вытянутой чаши необходимо отрезать, или оно может привести к нежелательным металлическим частям, которые могут нарушить последующие процессы образования.
[0005] Для снижения нежелательного фестонообразования из листа металла иногда вырезают некруглые заготовки. Некруглые заготовки, впрочем, часто имеют меньше доступного материала под углом приблизительно сорок пять градусов к зерну материала, т.е., к направлению, в котором прокатывали листовой металл, и требуют более сложной и дорогой обработки в вытяжном прессе и последующих производственных процессах.
Краткое изложение сущности изобретения
[0006] Согласно идее настоящего изобретения прижимное кольцо уменьшает случаи и степень фестонообразования, когда заготовку из металла зажимают и штампуют во время процесса вытяжки, в результате чего получают чашеобразную основную часть. Фестоны, получаемые с применением традиционного вытяжного пресса с традиционным прижимным кольцом, уменьшены или устранены и, таким образом, не препятствуют дальнейшим операциям образования чашеобразной основной части, например, операциям образования, в которых чашеобразной основной части придают форму металлической банки или удлиненного металлического контейнера бутылочной формы.
[0007] Согласно одному варианту осуществления прижимное кольцо для вытяжного пресса содержит внутреннюю поверхность, которая определяет вытяжное отверстие, выполненное с возможностью размещения в нем пуансона. Прижимное кольцо также содержит зажимную поверхность, которая имеет первый сегмент концентрирования усилий, размещенный по окружности на расстоянии от второго сегмента концентрирования усилий, причем каждый сегмент концентрирования усилий содержит первую дугообразную канавку и вторую дугообразную канавку, которая размещена концентрически и расположена на расстоянии в радиальном направлении от первой дугообразной канавки.
[0008] Согласно альтернативному варианту осуществления прижимное кольцо для вытяжного пресса уменьшает образование фестонов в вытянутой чашеобразной основной части. Прижимное кольцо содержит внутреннюю поверхность, которая определяет вытяжное отверстие, выполненное с возможностью размещения в нем пуансона. Прижимное кольцо также содержит зажимную поверхность, которая имеет первый сегмент концентрирования усилий, отделенный по окружности зоной разгрузки от второго сегмента концентрирования усилий, причем каждый из сегментов концентрирования усилий содержит первую дугообразную канавку, которая расположена на первом расстоянии в радиальном направлении от соседней второй дугообразной канавки. Зона разгрузки имеет первую дугообразную канавку, которая расположена на втором расстоянии в радиальном направлении от соседней второй дугообразной канавки, причем второе расстояние больше первого расстояния.
[0009] Согласно еще одному варианту осуществления настоящего изобретения способ образования чашеобразной основной части с уменьшенным фестонообразованием включает этапы расположения листа металла между прижимным кольцом и комбинированным вырубным и вытяжным штампом. Лист металла зажимают между прижимным кольцом и комбинированным вырубным и вытяжным штампом путем осуществления контакта зажимной поверхности прижимного кольца с частью листа металла. Зажимная поверхность имеет четыре сегмента концентрирования усилий, каждый из которых расположен по окружности на одинаковом расстоянии от соседнего сегмента концентрирования усилий. Каждый сегмент концентрирования усилий содержит первую дугообразную канавку и вторую дугообразную канавку, которая размещена концентрически и расположена на расстоянии в радиальном направлении от первой дугообразной канавки. Лист металла обрезают для создания заготовки, имеющей форму диска. Пуансон направляют так, чтобы он смещал часть заготовки в полость штампа и, таким образом, придавал заготовке между пуансоном и комбинированным вырубным и вытяжным штампом чашеобразную форму.
[0010] Технические преимущества раскрытых вариантов осуществления включают прижимное кольцо с конкретным образом расположенными зонами разгрузки, что обеспечивает более равномерное распределение усилий захватывания в зонах металлической заготовки, которые наиболее подвержены фестонообразованию. Согласно другим вариантам осуществления зоны прижимного кольца, которые находятся в контакте с заготовкой в местах, которые подвержены фестонообразованию, содержат углубления в зажимной поверхности, которые обычно имеют форму фестона, который может быть образован при применении традиционных прижимных колец.
[0011] Другие аспекты, признаки и преимущества станут очевидны из следующего подробного описания в сочетании с прилагаемыми графическими материалами, которые являются частью данного описания и иллюстрируют, путем примера, принципы описанного изобретения.
Описание чертежей
[0012] Более полное понимание способа и устройства согласно настоящему изобретению может быть получено с помощью ссылки на следующее подробное описание при рассмотрении в связи с сопровождающими графическими материалами, на которых:
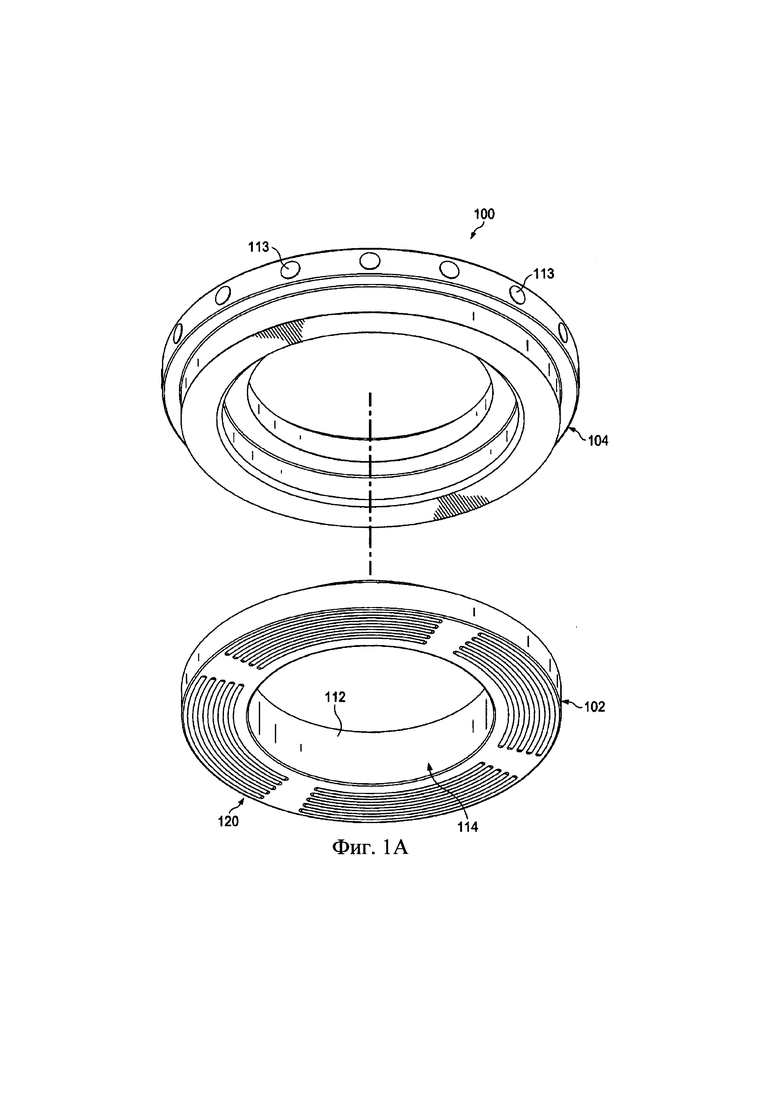
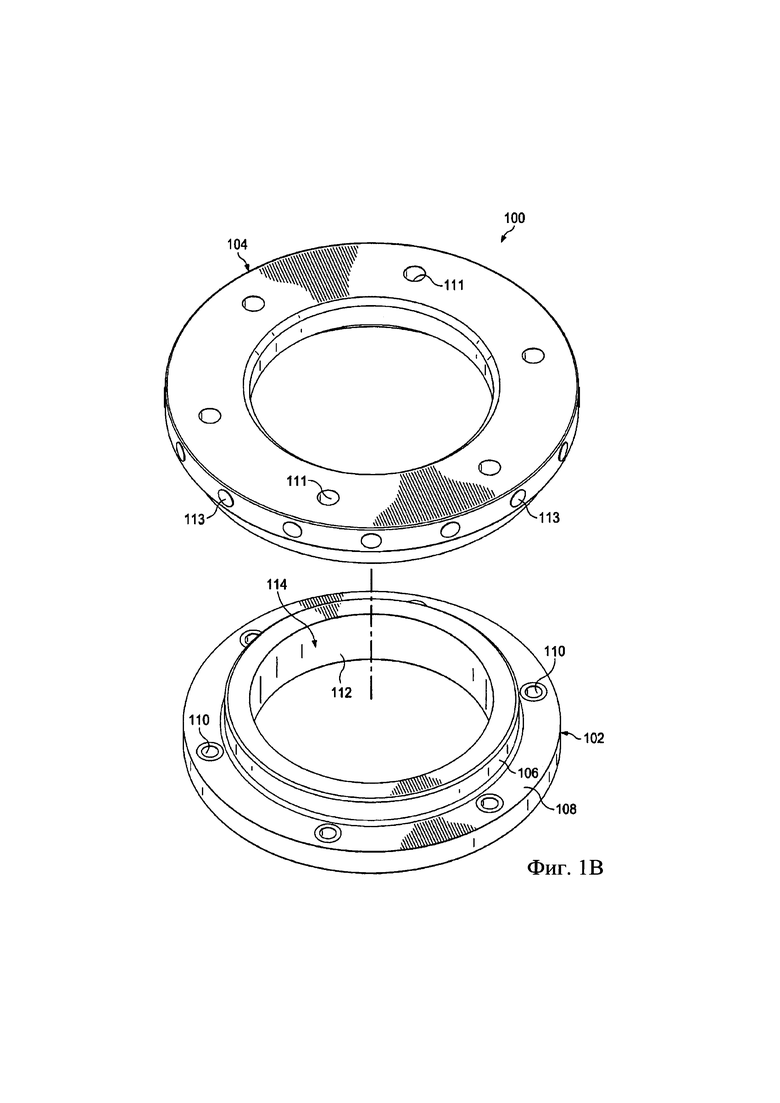
[0013] на фиг. 1А и 1В показаны покомпонентные виды в перспективе узла прижимного кольца и кожуха согласно настоящему изобретению;
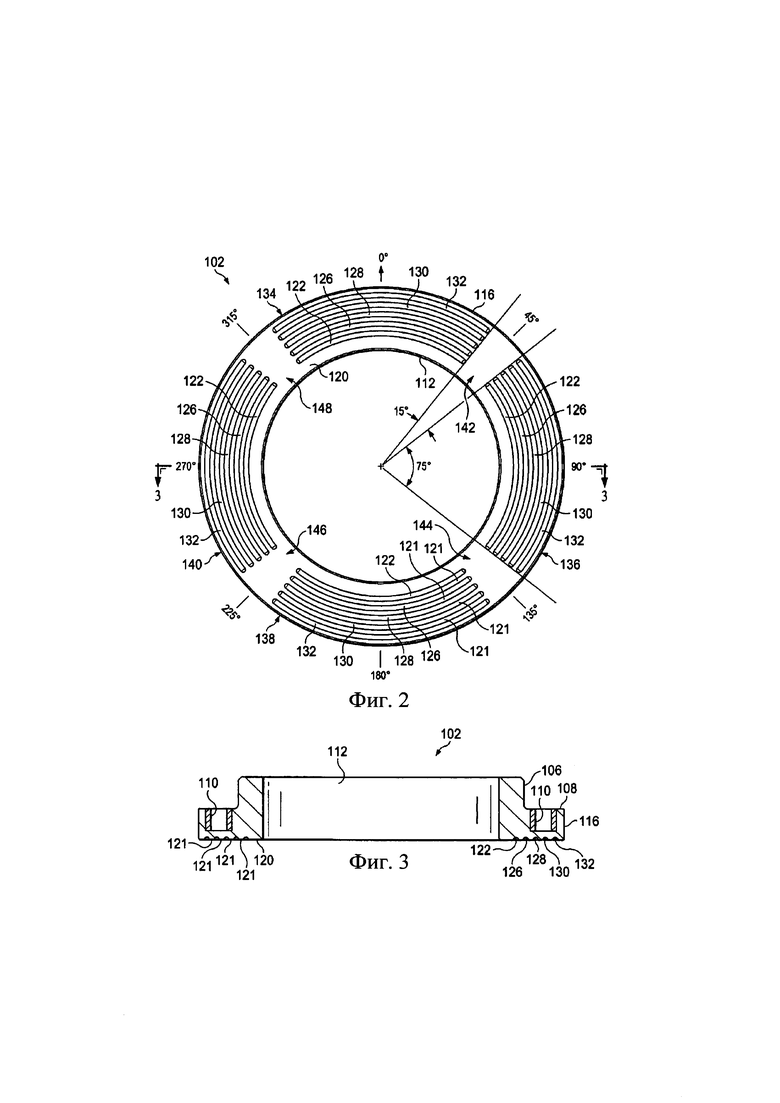
[0014] на фиг. 2 показан вид сверху зажимной поверхности прижимного кольца по фиг. 1А и 1В;
[0015] на фиг. 3 показан вид в разрезе прижимного кольца по фиг. 2;
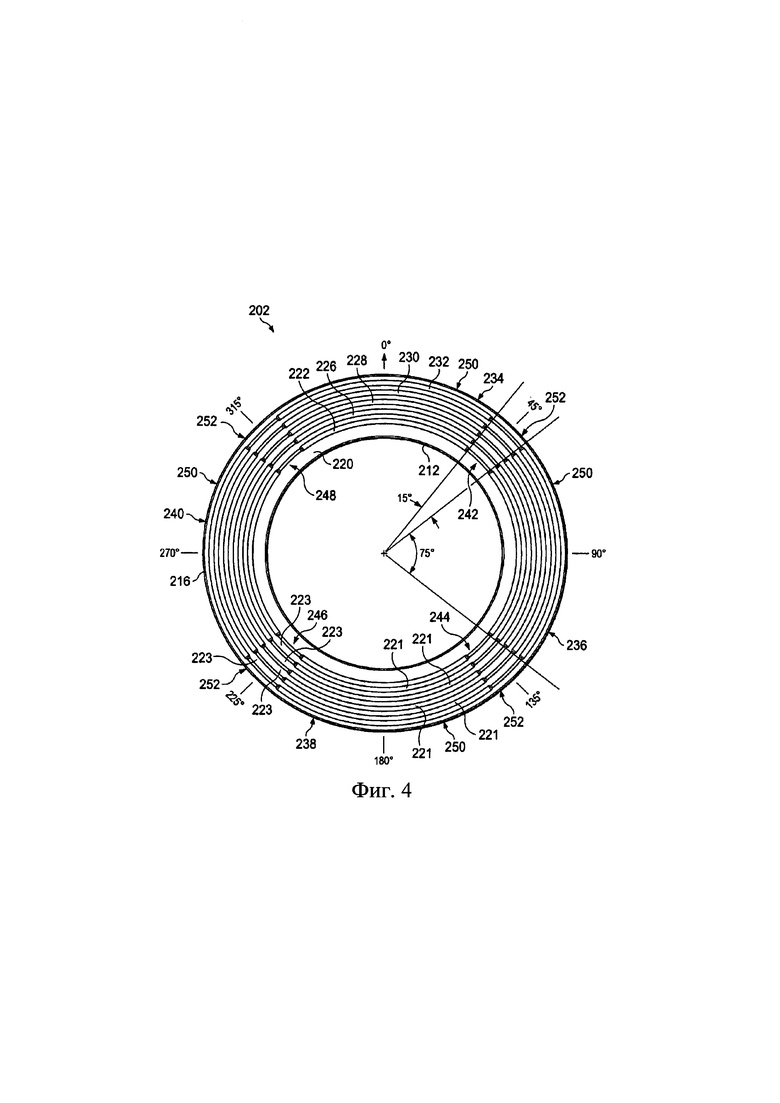
[0016] на фиг. 4 показан вид сверху зажимной поверхности альтернативного варианта осуществления прижимного кольца согласно настоящему изобретению;
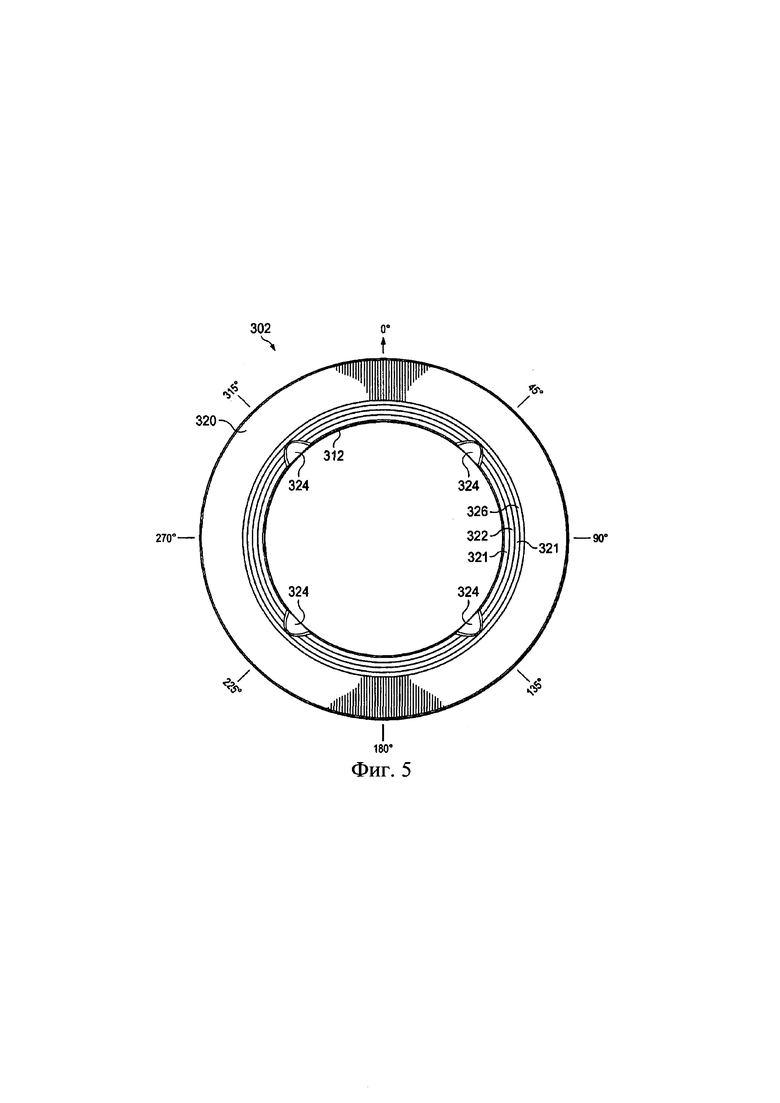
[0017] на фиг. 5 показан вид сверху зажимной поверхности дополнительного альтернативного варианта осуществления прижимного кольца согласно идеям настоящего изобретения;
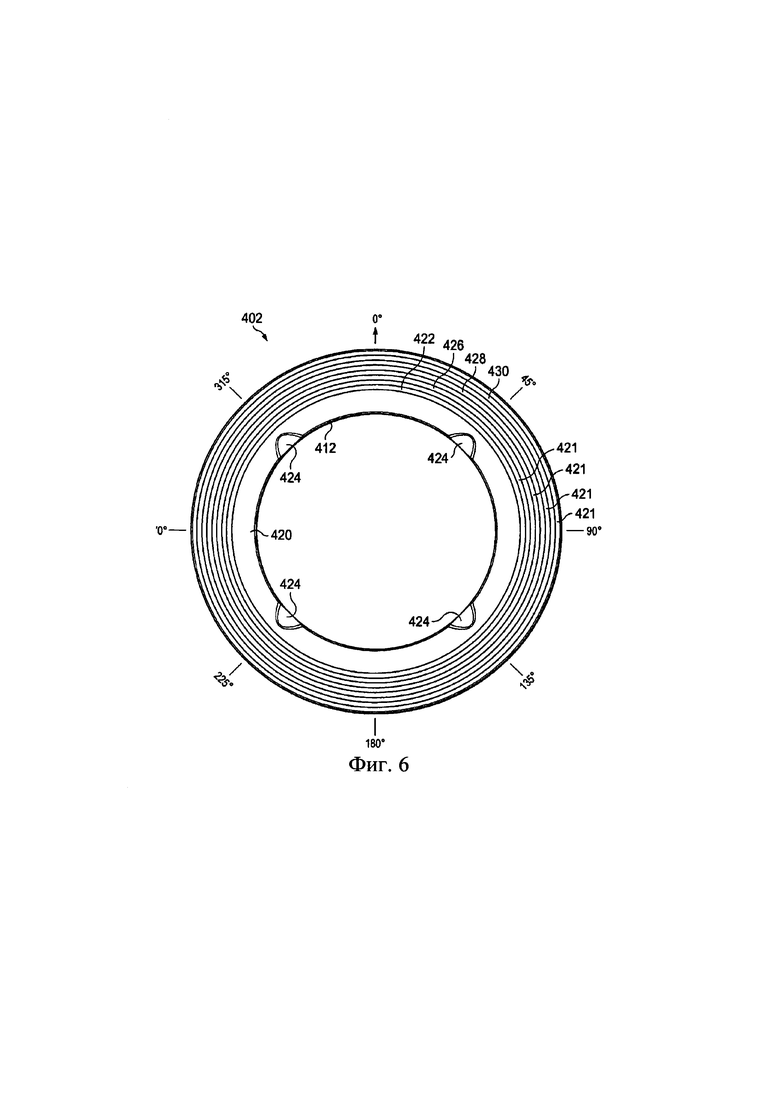
[0018] на фиг. 6 показан вид сверху зажимной поверхности другого альтернативного варианта осуществления прижимного кольца согласно идеям настоящего изобретения; и
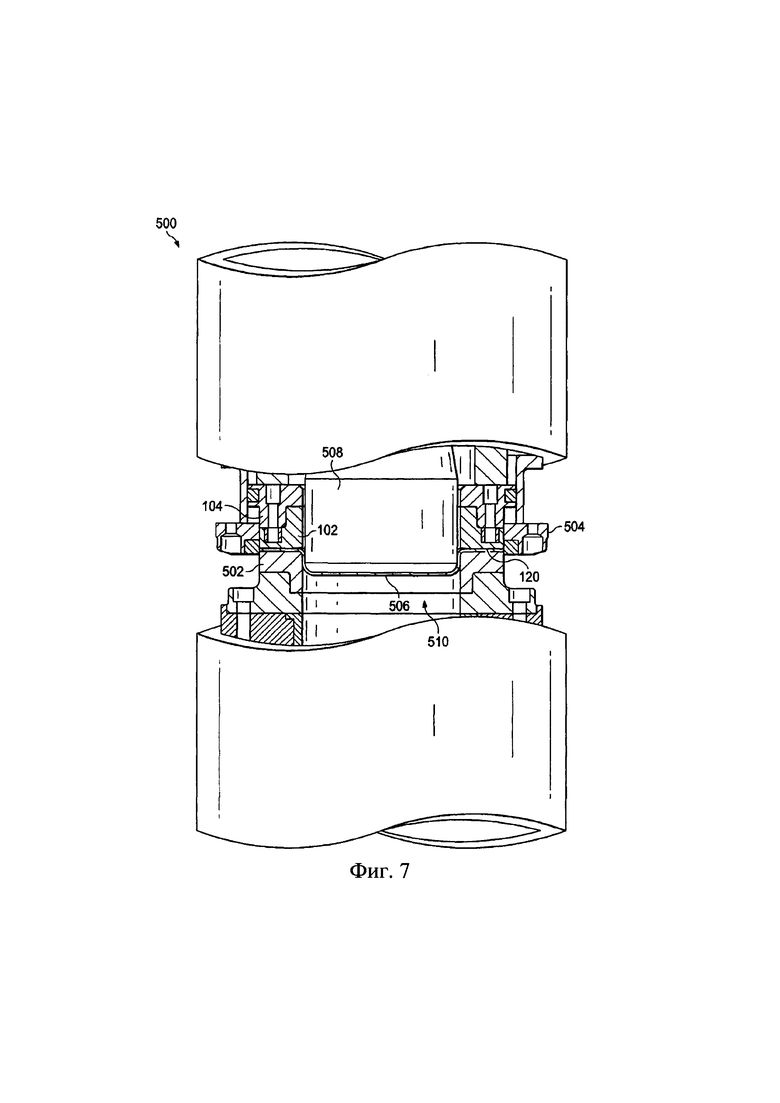
[0019] на фиг. 7 показан вытяжной пресс с частями, показанными в виде в разрезе, содержащий прижимное кольцо согласно идеям настоящего изобретения.
Подробное описание [0020] На фиг. 1А и 1В показаны покомпонентные изометрические виды узла 100 прижимного кольца, причем на фиг. 1А показан вид на зажимную поверхность 120, а на фиг. 1В показан вид в направлении, противоположном направлению взгляда на фиг. 1А. Узел 100 прижимного кольца является частью узла штампа, применяемого в способе вытяжки. Узел 100 прижимного кольца содержит прижимное кольцо 102 и кожух 104. Прижимное кольцо 102 выполнено из сверхтвердого материала, такого как карбид, а кожух 104 выполнен из более мягкого материала. Согласно одному варианту осуществления прижимное кольцо 102 выполнено из карбидного материала с никелевым связующим, а кожух 104 выполнен из инструментальной стали. Когда образуют чашу, металлический лист зажимают между прижимным кольцом 102 и комбинированным вырубным и вытяжным штампом для обеспечения пуансону возможности придания металлу формы чашеобразной части по мере того, как он проталкивает металл в полость штампа, и затем металл протекает между пуансоном и комбинированным вырубным и вытяжным штампом. Станок, который содержит пуансон, прижимное кольцо 102, кожух 104 и комбинированный вырубной и вытяжной штамп, часто называют вытяжным прессом или вытяжным устройством, потому что его применяют для образования полых цилиндрических деталей с открытым концом, которые напоминают чашу. Прижимное кольцо 102, раскрытое в настоящем документе, уменьшает образование фестонов, также называемое фестонообразованием, в вытянутой чаше.
[0021] Варианты осуществления прижимного кольца 102 согласно настоящему изобретению применяют для образования удлиненной чаши, которую подвергают последующим операциям металлообработки, таким как утонение и сужение, и которой придают форму металлической банки или металлического контейнера бутылочной формы. Могут быть использованы разнообразные конфигурации прижимного кольца, причем конфигурации могут быть основаны на размере и форме части, подлежащей вытяжке, типе материала, используемого для заготовки, а также типе применяемого способа вытяжки. В настоящем документе раскрыты некоторые неограничивающие иллюстративные варианты осуществления прижимных колец, которые могут быть применены в узле 100 прижимного кольца.
[0022] Как показано на фиг. 1В, прижимное кольцо 102 содержит часть 106 в виде шейки, часть 108 в виде плеча, и одно или несколько несквозных отверстий, образованных в части 108 в виде плеча. В определенных вариантах осуществления в несквозное отверстие установлена резьбовая вставка 110. Часть 106 в виде шейки выполнена в форме цилиндрического кольца, выступающего из части 108 в виде плеча. Часть 106 в виде шейки, часть 108 в виде плеча и одно или несколько отверстий, содержащих резьбовую вставку 110, выполнены с возможностью обеспечения надежной посадки прижимного кольца 102 и кожуха 104. Согласно одному варианту осуществления крепежная деталь проходит через соответствующее сквозное отверстие 111 в кожухе 104 и входит в резьбовое соединение с резьбой вставки ПО для прикрепления прижимного кольца 102 к кожуху 104. В дополнение или вместо прикрепления кожуха 104 к прижимному кольцу 102 с применением резьбовой соединительной детали, плечо может иметь часть в виде обратного конуса, которая может осуществлять посадку натягом с кожухом 104. Для дополнительного обеспечения надежного прикрепления прижимного кольца 102 к кожуху 104 также может быть применено клеящее вещество. Согласно одному варианту осуществления кожух 104 может содержать вставки 113, выполненные из упругого материала, такого как резина, расположенного вокруг внешнего периметра кожуха 104. Упругие вставки 113 служат в качестве амортизирующих прокладок по отношению к цилиндру вытяжного пресса, в котором размещен кожух 104.
[0023] Часть 108 в виде плеча обычно имеет диаметр, больший, чем диаметр части 106 в виде шейки. В некоторых вариантах осуществления часть 108 в виде плеча имеет диаметр (внешний диаметр), который составляет приблизительно 7 дюймов. Однако следует понимать, что диаметр части 108 в виде плеча может быть больше или меньше 7 дюймов, если это необходимо для узла штампа. Внутренняя поверхность 112 прижимного кольца 102 определяет вытяжное отверстие 114 для размещения в нем пуансона (см. фиг. 7). Вытяжное отверстие 114 расположено по центру и имеет круглую форму. Вытяжное отверстие 114 может иметь диаметр, приблизительно равный 4,5 дюйма в некоторых вариантах осуществления. Однако следует понимать, что вытяжное отверстие 114 может иметь диаметр больше или меньше чем 4,5 дюйма. Внутренняя поверхность 112 может иметь круговую или кольцевую форму, что приводит к цилиндрическому вытяжному отверстию 114. Вытяжное отверстие 114, впрочем, может принимать множество различных форм, включая квадратную, прямоугольную, продолговатую или любую другую форму.
[0024] На фиг. 2 показан вид сверху варианта осуществления прижимного кольца 102, на котором показана зажимная поверхность 120, а на фиг. 3 показан вид в разрезе прижимного кольца 102 согласно одному иллюстративному варианту осуществления. Как рассмотрено выше, прижимное кольцо 102 имеет зажимную поверхность 120, выполненную с возможностью зажатия или иным образом прихватывания к заготовке, которой придают чашеобразную форму посредством способа вытяжки.
[0025] Зажимная поверхность 120 прижимного кольца 102 содержит по меньшей мере первый круговой ряд канавок 122. В некоторых аспектах прижимное кольцо 102 дополнительно содержит второй круговой ряд канавок 126, третий круговой ряд канавок 128, четвертый круговой ряд канавок 130, пятый круговой ряд канавок 132, любое их сочетание или даже больше круговых рядов канавок. В некоторых аспектах первый круговой ряд канавок 122 является концентрическим по отношению к вытяжному отверстию 114. В некоторых других аспектах первый, второй, третий, четвертый и пятый круговые ряды канавок 122, 126, 128, 130, 132 являются концентрическими по отношению к вытяжному отверстию 114. Первый, второй, третий, четвертый и пятый круговые ряды канавок 122, 126, 128, 130, 132 могут быть расположены на равном расстоянии друг от друга вдоль радиального направления или могут иметь разные радиальные расстояния друг от друга.
[0026] Круговые ряды канавок образованы посредством удаления материала из зажимной поверхности 120. Между соседними в радиальном направлении канавками расположен гребень 121. В той зоне зажимной поверхности 120, где образованы канавки, гребни 121 находятся в контакте с заготовкой во время вытяжки. Таким образом, зажимающие усилия, оказываемые на заготовку, концентрируются с помощью гребней 121. Было обнаружено, что посредством образования зон разгрузки путем устранения канавок и, таким образом, гребней 121 в некоторых зонах зажимной поверхности 120 или уменьшения канавок и увеличения площади поверхности гребней 121, уменьшаются случаи фестонообразования при осуществлении способа вытяжки. Более конкретно, если направление проката материала заготовки, такого как прокатный алюминий, составляет 0/180 градусов, то устранение или уменьшение канавок в положении 40-50 градусов, например 45 градусов, от направления проката уменьшает фестонообразование в вытянутой чаше, так как зажимающие усилия более равномерно распределены в этих зонах разгрузки.
[0027] Фестонообразование обычно называют «фестонами под 45 градусов», потому что они появляются под углом приблизительно 45 градусов от направления проката, но действительное место фестонообразования для конкретной металлической заготовки может отличаться, например, 40-50 градусов от направления проката, и может не быть точно под углом 45 градусов от направления проката. Таким образом, предусмотрено, что зоны разгрузки, как показано и описано во всем настоящем изобретении, размещены под углом 40-50 градусов от направления проката.
[0028] В некоторых аспектах первый, второй, третий, четвертый и пятый круговые ряды канавок 122, 126, 128, 130, 132 проходят в прижимное кольцо 102 на глубину от 0,001 до 0,009 дюйма. В некоторых аспектах глубина составляет 0,003 дюйма. Ширина первого, второго, третьего, четвертого и пятого круговых рядов канавок 122, 126, 128, 130, 132 может составлять приблизительно 0,09 дюйма. В некоторых вариантах осуществления ширина первого, второго, третьего, четвертого и пятого круговых рядов канавок 122, 126, 128, 130, 132 может составлять больше или меньше 0,09 дюйма. Например, ширина может составлять от 0,01 до 0,1 дюйма. В некоторых других аспектах каждый из первого, второго, третьего, четвертого и пятого круговых рядов канавок 122, 126, 128, 130, 132 имеет диаметр от 5 до 7 дюймов. В одном варианте осуществления первый круговой ряд канавок 122 имеет диаметр приблизительно 5,2 дюйма, второй круговой ряд канавок 126 имеет диаметр приблизительно 5,5 дюйма, третий круговой ряд канавок 128 имеет диаметр приблизительно 5,9, четвертый круговой ряд канавок 130 имеет диаметр приблизительно 6,3 и пятый круговой ряд канавок 132 имеет диаметр приблизительно 6,7 дюйма.
[0029] Каждый круговой ряд канавок может состоять из одной непрерывной канавки или быть поделен на несколько сегментов или отдельных канавок. Как показано на фиг. 2 и согласно иллюстративному неограничивающему варианту осуществления, первый, второй, третий, четвертый и пятый круговые ряды канавок 122, 126, 128, 130, 132 поделены на первый сегмент 134, второй сегмент 136, третий сегмент 138 и четвертый сегмент 140, где каждый сегмент отделен от соседнего сегмента зоной разгрузки, которая прерывает или иным образом делит надвое или разделяет круговой ряд канавок.
[0030] Каждый из сегментов 134, 136, 138 и 140 является сегментом концентрирования усилий, поскольку дугообразные канавки в каждом сегменте образуют гребни 121, которые концентрируют зажимающее усилие в зоне заготовки в контакте с сегментами 134, 136, 138 и 140 концентрирования усилий. Гребни 121 не выступают над поверхностью зажимной поверхности, так что они могут быть более точно описаны как области 121 концентрирования усилий, расположенные между соседними расположенными на расстоянии друг от друга в радиальном направлении дугообразными канавками. Например, область 121 концентрирования усилий размещена между первой дугообразной канавкой 122 и расположенной на расстоянии в радиальном направлении второй дугообразной канавкой 126 в каждом сегменте концентрирования усилий.
[0031] Зоны разгрузки или сегменты распределения усилий, такие как по меньшей мере одна зона 142 разгрузки, расположены между сегментами или в круговом ряде канавок. В некоторых аспектах присутствует несколько зон разгрузки. Как показано на фиг. 2, первая зона 142 разгрузки расположена между первым сегментом канавок 134 и вторым сегментом канавок 136, вторая зона 144 разгрузки расположена между вторым сегментом канавок 136 и третьим сегментом канавок 138, третья зона 146 разгрузки расположена между третьим сегментом канавок и четвертым сегментом канавок 140, и четвертая зона 148 разгрузки расположена между четвертым сегментом канавок 140 и первым сегментом канавок 134. В данном варианте осуществления зоны 142, 144, 146, 148 разгрузки лежат в одной плоскости с гребнями 121. Другими словами, в зонах 142, 144, 146, 148 разгрузки нет какой-либо канавки или паза в зажимной поверхности 120.
[0032] Первая зона 142 разгрузки, вторая зона 144 разгрузки, третья зона 146 разгрузки и четвертая зона 148 разгрузки в некоторых аспектах расположены на равном расстоянии друг от друга. В иллюстративном варианте осуществления первая, вторая, третья и четвертая зоны 142, 144, 146, 148 разгрузки расположены со смещением 40-50 градусов, например со смещением 45 градусов, от направления проката алюминия, которое составляет 0/180 градусов. Таким образом, зона 142 разгрузки показана с центром под углом 45 градусов, вторая зона 144 разгрузки показана с центром под углом 135 градусов, третья зона 146 разгрузки показана с центром под углом 225 градусов и четвертая зона разгрузки показана с центром под углом 315 градусов. Однако в настоящем изобретении рассмотрены первая зона 142 разгрузки, расположенная под углом 40-50 градусов, вторая зона 144 разгрузки, расположенная под углом 130-140 градусов, третья зона 146 разгрузки, расположенная под углом 220-230 градусов, и четвертая зона 148 разгрузки, расположенная под углом 310-320 градусов. Каждая из первой, второй, третьей и четвертой зон 142, 144, 146, 148 разгрузки может составлять от 10 до 20 градусов в ширину. В иллюстративном варианте осуществления первая, вторая, третья и четвертая зоны 142, 144, 146, 148 разгрузки составляют приблизительно 15 градусов в ширину. Следовательно, пространство между сегментами 134, 136, 138, 140 первого ряда канавок 122 меньше, чем пространство между сегментами 134, 136, 138, 140 канавок 132 пятого ряда. Зоны разгрузки в итоге уменьшают высоту и стягивание этих фестонов в вытягиваемом материале посредством уменьшения или более равномерного распределения зажимающих усилий в областях заготовки, соответствующих зонам 142, 144, 146 и 148 разгрузки, также называемым сегментами распределения усилий, прижимного кольца 102.
[0033] На фиг. 4 теперь представлен другой вариант осуществления прижимного кольца 202. На фиг. 4 показан вид сверху прижимного кольца 202, на котором показана зажимная поверхность 220. Прижимное кольцо 202 используется с вытяжным прессом и прикреплено к кожуху, как описано выше в отношении фиг. 1А-3. Прижимное кольцо 202 также содержит такие же признаки, как описано выше в отношении фиг. 1А-3, которые позволяют прижимному кольцу 202 крепиться к кожуху 104. Разница между прижимным кольцом 202 и прижимным кольцом 102 заключается в признаках зажимной поверхности 220 и, более конкретно, зоны разгрузки зажимной поверхности, как описано более подробно ниже.
[0034] Зажимная поверхность 220 прижимного кольца 202 содержит по меньшей мере первый круговой ряд канавок 222. В некоторых аспектах прижимное кольцо 202 дополнительно содержит второй круговой ряд канавок 226, третий круговой ряд канавок 228, четвертый круговой ряд канавок 230, пятый круговой ряд канавок 232, любое их сочетание или даже больше круговых рядов канавок. Каждый круговой ряд канавок расположен на расстоянии в радиальном направлении от соседнего кругового ряда канавок. Канавки 222, 226, 228, 230, 232 первого, второго, третьего, четвертого и пятого круговых рядов могут быть расположены на равном расстоянии друг от друга вдоль радиального направления или могут иметь разные расстояния друг от друга. В некоторых аспектах первый, второй, третий, четвертый и пятый круговые ряды канавок 222, 226, 228, 230, 232 являются концентрическими по отношению к вытяжному отверстию 214.
[0035] Круговые канавки образованы путем удаления материала из зажимной поверхности 220 таким образом, что гребень 221 или область 221 концентрирования усилий расположены между соседними в радиальном направлении канавками. В той зоне зажимной поверхности 220, где образованы канавки, гребни 221 находятся в контакте с заготовкой во время вытяжки. Таким образом, зажимающие усилия, оказываемые на заготовку, концентрируются с помощью гребней 221. Было обнаружено, что посредством образования зон разгрузки путем уменьшения радиальной ширины и необязательно глубины канавок и, таким образом, увеличения площади поверхности гребней 223 в определенных зонах зажимной поверхности 220, случаи фестонообразования также уменьшаются.
[0036] В некоторых аспектах первый, второй, третий, четвертый и пятый круговые ряды канавок 222, 226, 228, 230, 232 проходят в прижимное кольцо 202 на глубину от 0,001 до 0,009 дюйма. В некоторых аспектах глубина составляет 0,003 дюйма. Ширина первого, второго, третьего, четвертого и пятого круговых рядов канавок 222, 226, 228, 230, 232 может составлять приблизительно 0,09 дюйма. В некоторых вариантах осуществления ширина первого, второго, третьего, четвертого и пятого круговых рядов канавок 222, 226, 228, 230, 232 может составлять больше или меньше 0,09 дюйма. Например, ширина может составлять от 0,01 до 0,1 дюйма. В некоторых других аспектах первый, второй, третий, четвертый и пятый круговые ряды канавок 222, 226, 228, 230, 232 имеют диаметр от 5 до 7 дюймов. В одном варианте осуществления первый круговой ряд канавок 222 имеет диаметр приблизительно 5,2 дюйма, второй круговой ряд канавок 226 имеет диаметр приблизительно 5,5 дюйма, третий круговой ряд канавок 228 имеет диаметр приблизительно 5,9 дюйма, четвертый круговой ряд канавок 230 имеет диаметр приблизительно 6,3 дюйма, и пятый круговой ряд канавок 232 имеет диаметр приблизительно 6,7 дюйма.
[0037] Каждый круговой ряд канавок может состоять из одной непрерывной канавки, которая поделена на несколько сегментов с одной или несколькими зонами разгрузки, расположенными между ними по окружности. В иллюстративном варианте осуществления первый, второй, третий, четвертый и пятый круговые ряды канавок 222, 226, 228, 230, 232 поделены на первый сегмент 234, второй сегмент 236, третий сегмент 238 и четвертый сегмент 240.
[0038] Каждый из сегментов 234, 236, 238 и 240 является сегментом концентрирования усилий, поскольку дугообразные канавки в каждом сегменте образуют гребни 221, которые концентрируют зажимающее усилие в зоне заготовки в контакте с сегментами 234, 236, 238 и 240 концентрирования усилий. Гребни 221 не выступают над поверхностью зажимной поверхности, так что они могут быть более точно описаны как области 221 концентрирования усилий, расположенные между соседними расположенными на расстоянии друг от друга в радиальном направлении дугообразными канавками. Например, область 221 концентрирования усилий размещена между первой дугообразной канавкой 222 и расположенной на расстоянии в радиальном направлении второй дугообразной канавкой 226 в каждом сегменте концентрирования усилий.
[0039] По меньшей мере одна зона разгрузки прерывает или иным образом разделяет сегменты. Зоны разгрузки расположены между сегментами или в рядах канавок. В некоторых аспектах присутствует несколько зон разгрузки. Как показано, присутствуют первая зона 242 разгрузки, расположенная между первым сегментом канавок 234 и вторым сегментом канавок 236, вторая зона 244 разгрузки, расположенная между вторым сегментом канавок 236 и третьим сегментом канавок 238, третья зона 246 разгрузки, расположенная между третьим сегментом канавок 238 и четвертым сегментом канавок 240, и четвертая зона 248 разгрузки, расположенная между четвертым сегментом канавок 240 и первым сегментом канавок 234.
[0040] В иллюстративном варианте осуществления первая, вторая, третья и четвертая зоны 242, 244, 246, 248 разгрузки представляют собой канавки, которые соединяют два соответствующих сегмента канавок. Первая зона 242 разгрузки содержит канавки, расположенные между первым сегментом канавок 234 и вторым сегментом канавок 236 и соединяющие их. Вторая зона 244 разгрузки содержит канавки, расположенные между вторым сегментом канавок 236 и третьим сегментом канавок 238 и соединяющие их. Третья зона 246 разгрузки содержит канавки, расположенные между третьим сегментом канавок 238 и четвертым сегментом канавок 240 и соединяющие их. Четвертая зона 248 разгрузки содержит канавки, расположенные между четвертым сегментом канавок 240 и первым сегментом канавок 234 и соединяющие их.
[0041] Канавки первой, второй, третьей и четвертой зон 242, 244, 246, 248 разгрузки могут иметь глубину приблизительно 0,001 дюйма и ширину приблизительно 0,05 дюйма. Следует понимать, что глубина может быть больше или меньше 0,001 дюйма, а ширина может быть больше или меньше 0,05 дюйма. Глубина и ширина канавок, содержащих первую, вторую, третью и четвертую зоны 242, 244, 246, 248 разгрузки, меньше по размеру, чем глубина и ширина канавок 222, 226, 228, 230, 232 первого, второго, третьего, четвертого и пятого рядов.
[0042] Первая, вторая, третья и четвертая зоны 242, 244, 246, 248 разгрузки в некоторых аспектах расположены на равном расстоянии друг от друга. В иллюстративном варианте осуществления центр каждой из первой, второй, третьей и четвертой зон 242, 244, 246, 248 разгрузки расположен под углом 45 градусов, 135 градусов, 225 градусов и 315 градусов, как показано. Однако первая зона 242 разгрузки, расположенная под углом 40-50 градусов, вторая зона 244 разгрузки, расположенная под углом 130-140 градусов, третья зона 246 разгрузки, расположенная под углом 220-230 градусов, и четвертая зона 248 разгрузки, расположенная под углом 310-320 градусов, предусмотрены в настоящем изобретении. Каждая из первой, второй, третьей и четвертой зон 242, 244, 246, 248 разгрузки может составлять от 10 до 20 градусов в ширину. В некоторых аспектах они могут составлять 15 градусов в ширину.
[0043] Согласно идее настоящего изобретения зоны 242, 244, 246, 248 разгрузки уменьшают фестонообразование в вытянутой чаше, поскольку они более равномерно распределяют усилие захватывания при зажатии заготовки, чем сегменты 234, 236, 238 и 240 канавок. Зоны разгрузки включают более узкие (меньшие по радиальной ширине) и необязательно менее глубокие канавки, которые расположены на большем расстоянии от соседних в радиальном направлении дугообразных канавок, чем дугообразные канавки сегментов 234, 236, 238 и 240 концентрирования усилий, что увеличивает площадь поверхности гребней 223, образованных канавками. Гребни 223 представляют собой поверхности, которые контактируют с заготовкой во время зажатия, и увеличение площади поверхности гребней 223 снижает концентрацию усилий и более равномерно распределяет зажимающие усилия в местах заготовки, связанных с фестонообразованием.
[0044] На фиг. 5 теперь представлен другой вариант осуществления прижимного кольца 302. На фиг. 5 показан вид сверху прижимного кольца 302, на котором показана зажимная поверхность 320. Прижимное кольцо 302 используется с вытяжным прессом и прикреплено к кожуху, как описано выше в отношении фиг. 1А-3. Прижимное кольцо 302 также содержит такие же признаки, как описано выше в отношении фиг. 1А-3, которые позволяют прижимному кольцу 302 крепиться к кожуху 104. Разница между прижимным кольцом 302 и прижимным кольцом 102 заключается в признаках зажимной поверхности 320 и, более конкретно, зоны разгрузки зажимной поверхности 320, как описано более подробно ниже.
[0045] Подобно другим раскрытым вариантам осуществления, прижимное кольцо 302 содержит несколько расположенных на расстоянии друг от друга в радиальном направлении круговых канавок и несколько зон разгрузки, образованных путем удаления материала из зажимной поверхности в связанных с фестонообразованием местах металлического листа, имеющего направление проката под углом 0/180 градусов. Прижимное кольцо 302 имеет зажимную поверхность 320, выполненную с возможностью зажатия или иным образом прихватывания к заготовке, которой придают чашеобразную форму посредством способа вытяжки. Зажимная поверхность 320 прижимного кольца 302 содержит по меньшей мере первую круговую канавку 322. В некоторых аспектах прижимное кольцо 302 дополнительно содержит вторую круговую канавку 326 или более чем две круговые канавки, например, четыре или пять круговых канавок.
[0046] Зажимная поверхность 320 дополнительно содержит по меньшей мере одну зону 324 разгрузки, которая прерывает или иным образом делит пополам или разделяет первую круговую канавку 322. Зона 324 разгрузки представляет собой зону зажимной поверхности 320, где материал был удален с образованием углубления в зажимной поверхности 320. Поверхность дна углубления представляет собой вогнутую, коническую поверхность, которая в целом имеет форму, соответствующую образуемому фестону, который могут создавать традиционные прижимные кольца. Зона разгрузки сужается с увеличением глубины по мере того, как она проходит к внутренней поверхности 312. В данном варианте осуществления по меньшей мере одна зона 324 разгрузки проходит от внутренней поверхности 312 и в первую круговую канавку 324. По меньшей мере одна зона 324 разгрузки образована путем удаления материала с образованием углубления в зажимной поверхности 320. В показанном варианте осуществления присутствуют четыре зоны разгрузки, каждая с центром, расположенным со смещением 45 градусов от направления проката металла, например, прокатного алюминия. Однако в настоящем изобретении рассмотрены зоны 324 разгрузки, расположенные под углом 40-50 градусов, 130-140 градусов, 220-230 градусов, и 310-320 градусов. Каждая из зон 324 разгрузки расположена на равном расстоянии от других под углом приблизительно 90 градусов.
[0047] Подобно вариантам осуществления, описанным выше, гребень 321 размещен между каждой расположенной на расстоянии в радиальном направлении канавкой, причем гребень 321 обеспечивает контактную поверхность, которая передает зажимающее усилие заготовке из металла, например алюминия. В зонах без разгрузки гребни 321 концентрируют зажимающее усилие и ограничивают место приложения зажимающего усилия пропорционально площади поверхности гребней 321. В отличие от этого, зоны 324 разгрузки разгружают зажимающее усилие в данной конкретной зоне, связанной с фестонообразованием. При использовании прижимного кольца 302 в вытяжном прессе, когда заготовку штампуют, ее захватывают гребнями 321. По мере того, как пуансон продолжает образовывать чашеобразную форму, и чаша становится более глубокой, и смещение пуансона приближается к своему максимуму, гребни 321 отпускают свой соответствующий захват, когда заготовка обычно затекает в полость штампа. На этом этапе способа вытяжки части зажимной поверхности 320, которые в ином случае продолжили бы захватывать части заготовки, которые наиболее вероятно образовали бы фестоны, заменяются зонами 324 разгрузки, которые уменьшают фестонообразование в вытянутой чаше.
[0048] Согласно варианту осуществления, показанному на фиг. 5, круговые канавки размещены близко к центру прижимного кольца 302 таким образом, что круговые канавки размещены в направлении внутренней окружной части зажимной поверхности 320, так что круговые канавки непосредственно прилегают к внутренней поверхности 312.
[0049] На фиг. 6 показана зажимная поверхность 420 варианта осуществления прижимного кольца 402. Прижимное кольцо 402 включает такие же признаки, что и прижимное кольцо 302, показанное на фиг. 5, за исключением положения концентрических круговых канавок. Согласно одному варианту осуществления прижимное кольцо 402 содержит четыре концентрические круговые канавки, размещенные далеко в радиальном направлении от центра прижимного кольца 402 на зажимной поверхности 420. Согласно данному варианту осуществления зоны 424 разгрузки расположены, образованы и имеют форму, как описано выше в отношении фиг. 5, но зоны 424 разгрузки находятся ближе к центру в радиальном направлении относительно круговых канавок, так что зоны 424 разгрузки не пересекают круговые канавки.
[0050] Подобно вариантам осуществления, описанным выше, гребень 421 размещен между каждой расположенной на расстоянии в радиальном направлении канавкой, причем гребень 421 обеспечивает контактную поверхность, которая передает зажимающее усилие заготовке из металла, например алюминия. В зонах без разгрузки гребни 421 концентрируют зажимающее усилие и ограничивают место приложения зажимающего усилия пропорционально площади поверхности гребней 421. В отличие от этого, зоны 424 разгрузки разгружают зажимающее усилие в данной конкретной зоне, связанной с фестонообразованием. При использовании прижимного кольца 402 в вытяжном прессе, когда заготовку штампуют, ее захватывают гребнями 421. По мере того, как пуансон продолжает образовывать чашеобразную форму, и чаша становится более глубокой, и смещение пуансона приближается к своему максимуму, гребни 421 отпускают свой соответствующий захват, когда заготовка обычно затекает в полость штампа. На этом этапе способа вытяжки части зажимной поверхности 420, которые в ином случае продолжили бы захватывать части заготовки, которые наиболее вероятно образовали бы фестоны, заменяются зонами 424 разгрузки, которые уменьшают фестонообразование в вытянутой чаше.
[0051] Зажимная поверхность 420 прижимного кольца 402 содержит по меньшей мере первую круговую канавку 422. В некоторых аспектах прижимное кольцо 402 дополнительно содержит вторую круговую канавку 426, третью круговую канавку 428, четвертую круговую канавку 430, любое их сочетание или даже больше круговых канавок. Круговые канавки 422, 426, 428, 430 проходят в прижимное кольцо 402 на глубину от 0,001 до 0,009 дюйма. В некоторых аспектах глубина составляет 0,003 дюйма. Ширина первой, второй, третьей и четвертой круговых канавок 422, 426, 428, 430 может составлять приблизительно 0,09 дюйма в некоторых вариантах осуществления, при этом ширина первой, второй, третьей и четвертой круговых канавок 422, 426, 428, 430 может быть больше или меньше 0,09 дюйма. Например, ширина может составлять от 0,01 до 0,1 дюйма. В некоторых других аспектах первая, вторая, третья и четвертая круговые канавки 422, 426, 428, 430 имеют диаметр от пяти до семи дюймов. В одном варианте осуществления первая круговая канавка 422 имеет диаметр приблизительно 5,6 дюйма, вторая круговая канавка 426 имеет диаметр приблизительно 5,9 дюйма, третья круговая канавка 428 имеет диаметр приблизительно 6,3 дюйма, и канавки 430 четвертого ряда имеют диаметр приблизительно 6,7 дюйма.
[0052] Обычно, первая, вторая, третья и четвертая круговые канавки 422, 426, 428, 430 представляют собой непрерывные канавки, которые не нарушены зоной разгрузки, как это в целом имеет место в предыдущих вариантах осуществления. Подобно другим раскрытым вариантам осуществления, прижимное кольцо 402 содержит несколько расположенных на расстоянии друг от друга в радиальном направлении круговых канавок и несколько зон разгрузки, образованных путем удаления материала из зажимной поверхности в связанных с фестонообразованием местах металлического листа, имеющего направление проката под углом 0/180 градусов.
[0053] Зона 424 разгрузки является зоной зажимной поверхности 420, где материал был удален с образованием по существу вогнутой, конической поверхности, которая в целом имеет форму, соответствующую образуемому фестону, который могут создавать традиционные прижимные кольца. Зона 424 разгрузки содержит поверхность дна, которая сужается с увеличением глубины по мере того, как она проходит к внутренней поверхности 412. В данном варианте осуществления по меньшей мере одна зона 424 разгрузки проходит от внутренней поверхности 412, но не пересекает первую круговую канавку 422. По меньшей мере одна зона 424 разгрузки проходит в зажимную поверхность 420 прижимного кольца 402. В показанном варианте осуществления присутствуют четыре зоны разгрузки, центр которых расположен со смещением 45 градусов от направления проката металла, например, прокатного алюминия. Однако в настоящем изобретении рассмотрены зоны 424 разгрузки, расположенные под углом 40-50 градусов, 130-140 градусов, 220-230 градусов, и 310-320 градусов. Каждая из зон 424 разгрузки расположена на равном расстоянии от других под углом 90 градусов.
[0054] Делается ссылка на фиг. 7, на которой показан вытяжной пресс или вытяжное устройство 500 с частями, показанными в виде в разрезе, которые содержат узел прижимного кольца, который содержит кожух 104 и один из вариантов осуществления прижимного кольца 102, 202, 302, 402, например, прижимное кольцо 102, раскрытое в настоящем документе. При эксплуатации листовой металл, например прокатный алюминий, подают через вытяжное устройство 500 для придания чашеобразной формы посредством способа вытяжки. После выдерживания металлический лист в вытяжном устройстве 500 зажимают между прижимным кольцом 102 и комбинированным вырубным и вытяжным штампом 502, чтобы удерживать металлический лист на месте для последующих операций обработки. Конкретно, зажимная поверхность 120 (или 220, 320, 420), как описано в нескольких альтернативных вариантах осуществления настоящего изобретения, контактирует с листовым металлом для передачи зажимающего усилия листовому металлу. Затем, режущее устройство 504 для заготовки смещается для обрезания и отрезания материала с образованием по существу круглой заготовки 506 из листового металла. Согласно альтернативным вариантам осуществления заготовка может иметь форму, отличную от круглой.
[0055] После образования заготовки 506 заготовку продолжают зажимать между прижимным кольцом 102 и комбинированным вырубным и вытяжным штампом 502, и зажимная поверхность 120 продолжает передавать зажимающее усилие. То есть, гребни 121 (или 221, 321, или 421), прилегающие к круговым канавкам, образованным в зажимной поверхности 120, контактируют с заготовкой 506. Когда заготовка 506 зажата, пуансон 508 смещается и проталкивает заготовку 506 в полость 510, где заготовке 506 придают форму между пуансоном 508 и комбинированным вырубным и вытяжным штампом 502. По мере того, как пуансон 508 приближается к полному смещению, зоны 124 или 224 разгрузки, как указано в настоящем документе, более равномерно распределяют зажимающее усилие по частям заготовки 506, которые наиболее подвержены фестонообразованию, которые в основном смещены на 45 градусов от направления проката. Согласно альтернативному варианту осуществления, показанному и описанному в отношении фиг. 5 и 6, зоны 324 и 424 разгрузки снимают зажимающее усилие в частях заготовки 506, которые наиболее подвержены фестонообразованию.
[0056] Материал, используемый для образования заготовки, является в основном анизотропным материалом, который имеет различия в механических свойствах листового металла в зависимости от направления. В некоторых материалах фестоны образуются под углом приблизительно 45 градусов от направления проката листа. Эти фестоны представляют собой последний материал, остающийся зажатым в процессе вытяжки. В это время все зажимающие усилия концентрируются на этих фестонах и могут привести к тому, что они станут стянутыми или утоненными. Прижимные кольца зажаты или прихвачены к заготовке таким образом, что зоны разгрузки расположены со смещением приблизительно 45 градусов от направления проката, такого как направление проката под углом 0/180 градусов. Эти зоны соответствуют местам фестонов. Зоны разгрузки уменьшают высоту и стягивание фестонов в вытягиваемом материале посредством уменьшения или более равномерного распределения зажимающих усилий в этих областях.
[0057] В вышеприведенном описании конкретных вариантов осуществления конкретная терминология была выбрана для ясности. Тем не менее, предполагается, что настоящее изобретение не ограничивается выбранными конкретными терминами, и следует понимать, что каждый конкретный термин включает другие технические эквиваленты, функционирующие подобным образом для достижения подобной технической цели.
[0058] В настоящем техническом описании слово «содержащий» необходимо понимать в его «открытом» значении, то есть в значении «включающий», и таким образом, не ограниченным его «закрытым» значением, то есть значением «состоящий только из». Соответствующее значение должно быть присвоено соответствующим словам «содержать», «содержал» и «содержит» там, где они встречаются.
[0059] Кроме этого, выше описаны только некоторые варианты осуществления изобретения (изобретений) и в них могут быть внесены замены, модификации, дополнения и/или изменения в пределах объема и идеи описанных вариантов осуществления, при этом данные варианты осуществления предоставлены для наглядности, но не ограничения.
[0060] Кроме этого, изобретение (изобретения) были описаны в сочетании с вариантами осуществления, которые в настоящий момент считаются наиболее практичными и предпочтительными, и следует понимать, что настоящее изобретение не должно ограничиваться описанными вариантами осуществления, а напротив, должно охватывать различные модификации и эквивалентные конструкции, находящиеся в пределах объема и идеи изобретения (изобретений). Также, различные варианты осуществления, описанные выше, могут быть реализованы в сочетании с другими вариантами осуществления, например, аспекты одного варианта осуществления могут сочетаться с аспектами другого варианта осуществления для реализации других вариантов осуществления. Дополнительно, каждый независимый признак или компонент любого данного узла может представлять собой дополнительный вариант осуществления.
Изобретения заявленной группы относятся к обработке металлов давлением, в частности к вытяжке чашеобразной детали на вытяжном прессе. В прессе используют прижимное кольцо, которым зажимают лист металла и осуществляют вытяжку чашеобразной детали. Прижимное кольцо содержит внутреннюю поверхность, которая определяет вытяжное отверстие, выполненное с возможностью размещения в нем пуансона. Зажимная поверхность содержит сегменты концентрирования усилий, разделенные зонами разгрузки. При этом первый сегмент концентрирования усилий размещен по окружности на расстоянии от второго сегмента концентрирования усилий, и каждый из них содержит концентрично расположенные дугообразные канавки. Уменьшается фестонообразование в чашеобразной детали. 3 н. и 12 з.п. ф-лы, 7 ил.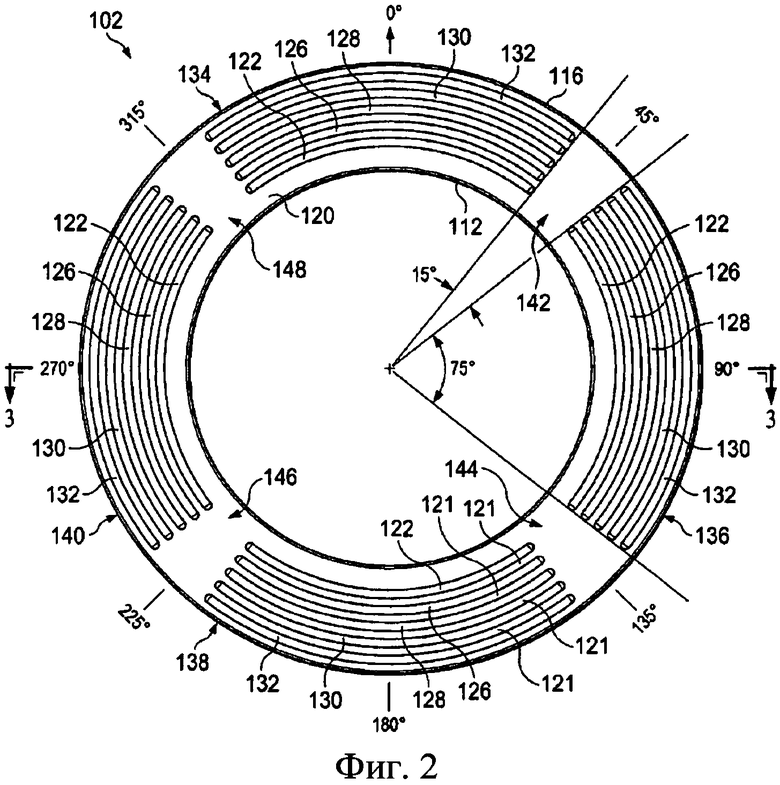
1. Прижимное кольцо для вытяжного пресса, содержащее:
внутреннюю поверхность, определяющую вытяжное отверстие, выполненное с возможностью размещения в нем пуансона;
зажимную поверхность, имеющую первый сегмент концентрирования усилий, отделенный по окружности зоной разгрузки от второго сегмента концентрирования усилий, причем каждый из сегментов концентрирования усилий содержит первую дугообразную канавку, которая расположена на первом расстоянии в радиальном направлении от соседней второй дугообразной канавки, при этом зона разгрузки имеет первую дугообразную канавку, которая расположена на втором расстоянии в радиальном направлении от соседней второй дугообразной канавки, причем второе расстояние больше первого расстояния.
2. Прижимное кольцо по п. 1, отличающееся тем, что первая радиальная ширина дугообразных канавок сегментов концентрирования усилий больше, чем вторая радиальная ширина дугообразных канавок зоны разгрузки.
3. Прижимное кольцо по п. 1, отличающееся тем, что зона разгрузки имеет окружную ширину от 10 до 20 градусов.
4. Прижимное кольцо по п. 1, отличающееся тем, что зажимная поверхность дополнительно содержит третий и четвертый сегменты концентрирования усилий, причем каждый сегмент концентрирования усилий отделен по окружности от соседнего сегмента концентрирования усилий зоной разгрузки.
5. Прижимное кольцо для вытяжного пресса, содержащее:
внутреннюю поверхность, определяющую вытяжное отверстие, выполненное с возможностью размещения в нем пуансона;
зажимную поверхность, выполненную с возможностью удерживания листа металла, которой придают чашеобразную форму, при этом зажимная поверхность содержит несколько круговых канавок, при этом каждая канавка является концентрической по отношению к вытяжному отверстию, и несколько зон разгрузки, каждая из которых определена углублением в зажимной поверхности, размещенных вблизи внутренней поверхности.
6. Прижимное кольцо по п. 5, отличающееся тем, что зажимная поверхность содержит четыре зоны разгрузки, расположенные по окружности на одинаковом расстоянии друг от друга.
7. Прижимное кольцо по п. 6, отличающееся тем, что каждая зона разгрузки расположена на расстоянии приблизительно 90 градусов от соседней по окружности зоны разгрузки.
8. Прижимное кольцо по п. 5, отличающееся тем, что поверхность дна каждой зоны разгрузки является вогнутой и конической для увеличения глубины в направлении внутренней поверхности.
9. Прижимное кольцо по п. 5, отличающееся тем, что каждая зона разгрузки делит пополам по меньшей мере одну из нескольких круговых канавок.
10. Прижимное кольцо по п. 5, отличающееся тем, что каждая зона разгрузки не пересекает ни одну из нескольких круговых канавок.
11. Прижимное кольцо по п. 5, отличающееся тем, что внутренняя поверхность является цилиндрической, а зажимная поверхность является круглой.
12. Способ вытяжки чаши с уменьшенным фестонообразованием на вытяжном прессе, включающий:
расположение листа металла между прижимным кольцом вытяжного пресса и комбинированным вырубным и вытяжным штампом;
зажимание листа металла между прижимным кольцом и комбинированным вырубным и вытяжным штампом с обеспечением контакта части листа металла с зажимной поверхностью прижимного кольца, которая имеет четыре сегмента концентрирования усилий, каждый из которых расположен по окружности на одинаковом расстоянии от соседнего сегмента концентрирования усилий, причем каждый сегмент концентрирования усилий содержит первую дугообразную канавку и вторую дугообразную канавку, которая размещена концентрически и расположена на расстоянии в радиальном направлении от первой дугообразной канавки;
обрезание листа металла с созданием заготовки, имеющей форму диска; и
направление пуансона для смещения части заготовки в полость штампа и придание заготовке между пуансоном и комбинированным вырубным и вытяжным штампом чашеобразной формы.
13. Способ по п. 12, отличающийся тем, что используют анизотропный лист металла, имеющий направление проката.
14. Способ по п. 13, отличающийся тем, что используют прижимное кольцо, в котором каждая из зон между соседними сегментами концентрирования усилий смещена на 45 градусов от направления проката.
15. Способ по п. 12, отличающийся тем, что используют лист металла, содержащий алюминий.
| Штамп для глубокой вытяжки тонкостенных осесимметричных деталей | 1983 |
|
SU1098616A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ПАНЕЛЕЙ ЖЕЛОБООБРАЗНОЙ ФОРМЫ | 1996 |
|
RU2095178C1 |

