Изобретение относится к области механической обработки деталей, изготовленных из металла, такого как сталь или другие металлы. Оно относится к устройству для формования согласно пункту 1 формулы, установке для формования согласно пункту 5 формулы, способу формования согласно пункту 6 формулы и к детали согласно пункту 7 формулы.
Механическая обработка детали может включать любой процесс, такой как резка, штамповка, вытяжка и формование.
Чашкообразные компоненты включают днище, стенку контейнера и тянутую кромку. Такой компонент часто используют в качестве стакана нажимной пружины для размещения концов винтовой пружины. В частности, они широко применяются в автомобильной промышленности.
Высокопрочные стали являются проблемными для изготовления таких стаканов нажимных пружин. Хотя они имеют преимущество в том, что они имеют исключительно высокие пределы прочности на растяжение, и что поэтому могут быть использованы стали с меньшей толщиной и тем самым меньшим весом, такие стали являются относительно хрупкими и склонны к образованию разрывов. В частности, это происходит во время деформирования в высоконагруженных переходных зонах. Разрыв происходит, в частности, в переходных областях между днищем чашки и стенкой чашки, и между стенкой чашки и тянутой кромкой.
Документ DE 10254103 В3 описывает инструмент для глубокой вытяжки для выполнения глубокой вытяжки формуемых деталей. Он включает кольцеобразное обжимное устройство для фиксации заготовки. Обжимное устройство заключает в себе пространство, в котором элементы, формующие днище и корпус, являются подвижными по направлению вытяжки. Эти два элемента также могут иметь различные скорости. Это могло бы вести к более высокой точности формования.
Документ DE 2727174 С2 описывает способ и устройство для глубокой вытяжки алюминиевого контейнера. В этом случае две части являются взаимно подвижными, а именно, пуансон и матрица. Скорость перемещения пуансона вверх может быть большей, чем скорость перемещения матрицы вниз. Этим путем должна достигаться высокая степень вытяжки.
Документ DE 10 2007050581 А1 раскрывает способ влияния на последовательное изменение толщины листа при глубокой вытяжке пустотелых изделий. Этим предусматривается многократное выгибание (деформирование) и обратное изгибание (реформирование) детали. Во время фазы реформирования относительная скорость между пуансоном и матрицей увеличивается сравнительно с повышенной скоростью во время фазы деформирования. Пуансон во время фазы реформирования выполняет встречное движение относительно фазы деформирования. Скорости пуансона во время указанных фаз являются неодинаковыми по величине.
В основу изобретения положена цель создания устройства, установки, способа и заготовки таким образом, чтобы высокопрочные стали можно было формовать без возникновения любых разрывов на краевых участках и достигалась глубина вытяжки, которая является более высокой, чем ранее.
Эта цель достигнута с помощью признаков независимых пунктов патентной формулы.
Основная идея состоит в следующем:
пуансон и матрицу во взаимодействии друг с другом используют обычным образом. Однако как пуансон, так и матрица разделены на две части. Оба включают по существу цилиндрическую внутреннюю часть и окружающее ее кольцо.
Все четыре упомянутых компонента могут перемещаться по направлению вытяжки с целью формования.
Решающее значение имеет то, что по меньшей мере две из частей, участвующих в процессе вытяжки, имеют различные скорости, по меньшей мере во время определенных этапов формования. В частности, внутренняя матрица может иметь более высокую скорость, чем наружная матрица.
Возможны следующие действия:
I. Во время начальной фазы обе матрицы перемещаются в одном и том же направлении с одинаковой скоростью.
II. Во время промежуточной фазы две матрицы перемещаются по одному и тому же направлению, но внутренняя матрица с более высокой скоростью, чем наружная матрица.
III. В заключительной фазе внутренняя матрица неподвижна, тогда как наружная продолжает перемещаться с постоянной скоростью.
Дополнительные варианты являются следующими:
наружная матрица перемещается сначала с постоянной скоростью. Напротив, траектория внутренней матрицы соответствует внутренней кривой контролируемого движения, например, синусоидальной кривой, начиная от более низкой скорости, чем скорость наружной матрицы, затем превышающей эту скорость и затем опять снижающейся.
Разности скоростей могут быть значительными. Так, скорость внутренней матрицы может быть в 1,5-2, 2,5 или 3 раза больше скорости наружной матрицы.
Изобретение дополнительно проиллюстрировано чертежами. Они подробно показывают следующее:
Фиг. 1 показывает схематическое изображение на виде сбоку устройства для вытяжки с уже предварительно сформованной заготовкой в первой фазе формования, а именно весь рабочий ход формования.
Фиг. 2 показывает заготовку непосредственно перед завершением второй фазы формования.
Фиг. 3 показывает заготовку в конце процесса формования.
Фиг. 4-9 иллюстрируют процесс формования в шести различных станциях для обработки давлением.
Устройство для вытяжки, показанное в Фиг. 1, включает в себя пуансон 1 и держатель 2 заготовки. Пуансон 1 представляет собой деталь со слегка конической формой. Он включает формующий днище участок 1.1 и формующий стенку участок 1.2.
Пуансон 1 окружен держателем 2 заготовки. Держатель 2 заготовки имеет опорную поверхность 2.1. Держатель 2 заготовки является кольцеобразным.
Над пуансоном 1 размещена внутренняя матрица 3. Она, по меньшей мере приблизительно, является цилиндрической. Она окружена наружной матрицей 4. Последняя является кольцеобразной.
В свою очередь, внутренняя матрица 3 имеет формующий днище участок 3.1. Наружная матрица 4 является кольцеобразной. Она включает формующий стенку участок 4.1, и, кроме того, зажимную поверхность 4.2 для прочной фиксации тянутой кромки 5.3 заготовки 5 на опорной поверхности 2.1 держателя 2 заготовки. Заготовка 5 получается из круглой дискообразной пластины (также см. Фиг. 2). Она включает основание 5.1, стенку 5.2 и тянутую кромку 5.3.
Устройство для вытяжки действует следующим образом: поначалу оно открыто, и это значит, что зажимная поверхность 4.2 наружной матрицы 4 размещена приблизительно на высоте формующего днище участка 3.1 внутренней матрицы 3. Опорная поверхность 2.1 держателя 2 заготовки размещена приблизительно на той же высоте.
В этой фазе заготовку 5 вставляют в устройство для вытяжки и зажимают между опорной поверхностью 2.1 и зажимной поверхностью 4.2. Теперь начинается фаза собственно работы устройства для вытяжки. Внутренняя матрица 3 и наружная матрица 4 движутся совместно с предварительно сформированной заготовкой, а также держателем 2 заготовки, вниз по направлению стрелки. Указанные части (внутренняя матрица 3, наружная матрица 4, держатель 2 заготовки и предварительно сформованная заготовка) имеют одинаковую скорость.
Согласно изобретению, это будет изменяться в последующей фазе. Внутренняя матрица 3 обгоняет наружную матрицу 4.
Однако далее в последующей фазе наружная матрица 4 обгоняет внутреннюю матрицу 3.
Следует отметить, что этот порядок также может быть обратным.
Устройство для вытяжки, показанное в Фиг. 1, представляет только одну станцию для обработки давлением из серии производственных станций для вытяжки. Здесь они не показаны. На практике они объединены в цеху в серию.
В этом случае, согласно изобретению, должна быть предусмотрена только одна станция для обработки давлением с вытяжкой, то есть, ее оснащают приводными устройствами, которые могут обеспечивать перемещение внутренней матрицы 3, с одной стороны, и наружной матрицы 4 и держателя 2 заготовки, с другой стороны, с различными скоростями во время процесса вытяжки.
Фиг. 4-9 показывают заготовку после выхода из разнообразных станций для обработки давлением с вытяжкой.
Тянутая кромка 5.3 также может быть выштампована из стенки 5.2 после последнего процесса вытяжки, в зависимости от применения готовой чашки.
Дополнительные возможности осуществления изобретения являются следующими:
- пуансон 1 также может перемещаться вверх и вниз, и/или
- в кинематическом реверсировании держатель 2 заготовки и наружная матрица 4 с зажатой заготовкой, с одной стороны, и пуансон 2, с другой стороны, перемещаются вверх. Срединная матрица 3 неподвижна.
- Во время процесса вытяжки срединная матрица 3 останавливается, и/или останавливаются держатель 2 заготовки и наружная матрица 4.
Изобретение описано в плане изготовления чашкообразного компонента. Однако понятно, что с помощью изобретения также могут быть получены пустотелые изделия, отличающиеся от чашкообразной формы.
Матрицы также могут иметь формы, которые отличаются от описанных форм, в том числе формы диска и кольца.
Список кодовых номеров позиций
1 Пуансон
1.1 Формующий днище участок
1.2 Формующий стенку участок
2 Держатель заготовки
2.1 Опорная поверхность
3 Внутренняя матрица
3.1 Формующий днище участок
4 Наружная матрица
4.1 Формующий стенку участок
4.2 Зажимной участок
5 Заготовка
5.1 Днище
5.2 Стенка
5.3 Тянутая кромка.


Изобретение относится к устройству для механической обработки заготовки. Осуществляют формование листовой металлической заготовки в стакан. Устройство для формования содержит пуансон с формующим днище участком и формующим стенку участком, кольцеобразный держатель заготовки, окружающий пуансон и имеющий опорную поверхность для размещения тянутой кромки, внутреннюю матрицу с формующим днище участком и наружную матрицу с формующим стенку участком и зажимным участком для захвата тянутой кромки и для прижатия ее к опорной поверхности держателя заготовки. Заготовку помещают в открытое устройство для формования. Во время первой стадии формования внутреннюю матрицу и наружную матрицу и держатель заготовки перемещают по направлению вытяжки совместно с зажатой заготовкой. После зажима заготовки между зажимным участком наружной матрицы и опорной поверхностью держателя заготовки две матрицы перемещают совместно по одному и тому же направлению с различной скоростью. Во время одной из стадий процесса формования внутренняя матрица обгоняет наружную матрицу, или наоборот. В результате обеспечивается уменьшение разрывов на краевых участках заготовки. 6 н. и 6 з.п. ф-лы, 9 ил.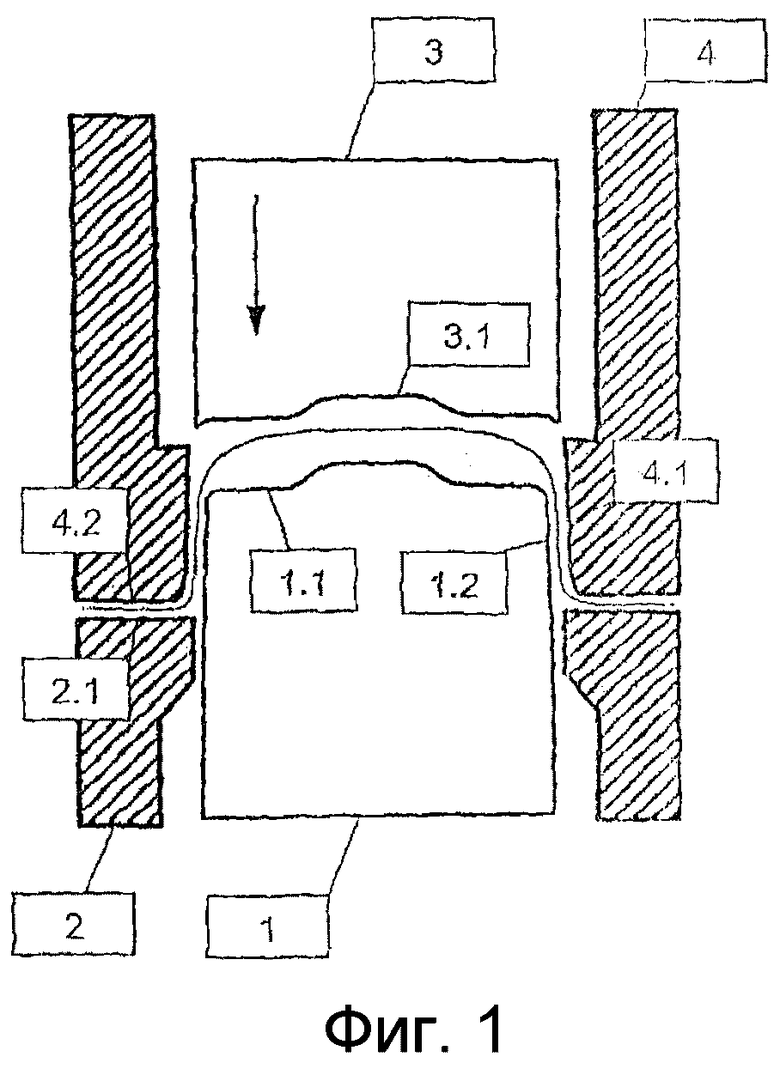
1. Устройство для формования стакана (5) с днищем (5.1), стенкой (5.2) и тянутой кромкой (5.3), содержащее:
пуансон (1) с формующим днище участком (1.1), который отформовывает днище (5.1), и формующим стенку участком (1.2), который отформовывает стенку (5.2);
кольцеобразный держатель (2) для листовой металлической заготовки, окружающий пуансон (1) и имеющий опорную поверхность (2.1) для размещения тянутой кромки (5.3);
внутреннюю матрицу (3) с формующим днище участком (3.1);
наружную матрицу (4) с формующим стенку участком (4.1) и зажимным участком (4.2) для захвата тянутой кромки (5.3) и для прижатия ее к опорной поверхности (2.1) держателя (2) для листовой металлической заготовки;
отличающееся тем, что оно содержит:
приводные устройства, соответственно связанные с внутренней и наружной матрицами, участвующими в процессе вытяжки, выполненные с возможностью перемещения матриц во время работы устройства для вытяжки после зажима листовой металлической заготовки между зажимным участком (4.2) наружной матрицы (4) и опорной поверхностью (2.1) держателя (2) для листовой металлической заготовки совместно по одному и тому же направлению с различной скоростью, причем во время одной из стадий процесса формования внутренняя матрица (3) обгоняет наружную матрицу (4), или наоборот.
2. Устройство по п. 1, отличающееся тем, что
приводные устройства соответственно связаны с внутренней матрицей (3), с наружной матрицей (4) и держателем (2) для листовой металлической заготовки с обеспечением внутренней матрицей (3) обгона наружной матрицы (4) на первой стадии, или наоборот, и наружной матрицей (4) обгона внутренней матрицы (3) на последующей стадии, или наоборот.
3. Устройство по п. 2, отличающееся тем, что пуансон (1) выполнен с возможностью перемещения с помощью привода по направлению вытяжки.
4. Устройство по любому из пп. 2 или 3, отличающееся тем, что формующий стенку участок (4.1) пуансона (1) конусообразно сужен по направлению к формующему днище участку (1.1) пуансона (1).
5. Устройство по любому из пп. 2 или 3, отличающееся тем, что формующий стенку участок (4.1) наружной матрицы (4) сужен по направлению вытяжки.
6. Устройство по п. 4, отличающееся тем, что формующий стенку участок (4.1) наружной матрицы (4) сужен по направлению вытяжки.
7. Установка для формования стакана (5), имеющего днище (5.1), стенку (5.2) и тянутую кромку (5.3), содержащая
несколько станций для обработки давлением с вытяжкой, причем
по меньшей мере одна из станций для обработки давлением с вытяжкой выполнена в виде устройства по любому из пп. 1-6.
8. Способ формования стакана (5) посредством устройства для формования стакана, содержащего:
пуансон (1) с формующим днище участком (1.1), который отформовывает днище (5.1), и формующим стенку участком (1.2), который отформовывает стенку (5.2);
кольцеобразный держатель (2) для листовой металлической заготовки, окружающий пуансон (1) и имеющий опорную поверхность (2.1) для размещения тянутой кромки (5.3);
внутреннюю матрицу (3) с формующим днище участком (3.1);
наружную матрицу (4) с формующим стенку участком (4.1) и зажимным участком (4.2) для захвата тянутой кромки (5.3) и для прижатия ее к опорной поверхности (2.1) держателя (2) заготовки;
отличающийся тем, что
помещают в открытое устройство для формования листовую металлическую заготовку или промежуточный продукт, изготовленный из нее,
во время первой стадии формования внутреннюю матрицу (3), наружную матрицу (4) и держатель (2) для листовой металлической заготовки перемещают по направлению вытяжки совместно с зажатой заготовкой или с зажатым промежуточным продуктом,
причем во время работы устройства для вытяжки после зажима заготовки или продукта между зажимным участком (4.2) наружной матрицы (4) и опорной поверхностью (2.1) держателя (2) для листовой металлической заготовки две матрицы (3, 4) перемещают совместно по одному и тому же направлению с различной скоростью,
причем во время одной из стадий процесса формования внутренняя матрица (3) обгоняет наружную матрицу (4), или наоборот.
9. Способ по п. 8, отличающийся тем, что
две матрицы (3, 4) перемещают по одному и тому же направлению с одинаковой скоростью во время начальной стадии формования;
обе матрицы (3, 4) перемещают по одному и тому же направлению во время промежуточной стадии формования, причем внутреннюю матрицу (3) с более высокой скоростью, чем наружную матрицу (4);
внутреннюю матрицу (3) устанавливают неподвижно на заключительной стадии формования, тогда как наружную матрицу (4) продолжают перемещать с постоянной скоростью.
10. Стакан (5), полученный формованием с помощью устройства по любому из пп. 1-6.
11. Стакан (5), полученный формованием с помощью установки по п. 7.
12. Стакан (5), полученный формованием способом по п. 8 или 9.
| US 2008098789 A1, 01.05.2008 | |||
| US 2010064759 A1, 18.03.2010 | |||
| Устройство для изготовления деталей типа стаканов | 1977 |
|
SU660753A1 |
| DE 19724766 A1, 17.12.1998. | |||

