Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к отожженному гальваническому покрытию и снабженному таким покрытием стальному листу, причем отожженное гальваническое покрытие формируют на поверхности высокопрочного стального листа в качестве базового материала. В частности, настоящее изобретение относится к отожженному гальваническому покрытию и снабженному покрытием стальному листу с повышенной прочностью сцепления отожженного гальванического покрытия с базовым стальным листом, и к способу получения отожженного гальванического покрытия.
Уровень техники
[0002] В недавние годы проявилась все возрастающая потребность в более высокой прочности стальных листов, используемых в разнообразных деталях и конструкциях, таких как наружные листы автомобилей (кузовные листы), строительные машины, и, в дополнение, для конструкций зданий и гражданского строительства, и также использовался высокопрочный стальной лист с максимальным напряжением при растяжении 900 МПа или более. Кроме того, стальные листы, имеющие применение в таких областях, обычно требуют превосходной коррозионной стойкости, поскольку зачастую применяются вне помещений.
Как правило, в качестве стальных листов для таких вариантов применения широко используются гальванизированные погружением в горячую ванну стальные листы, подвергнутые горячему погружному цинкованию. Недавно также начал широко применяться гальванизированный с отжигом (в частности оцинкованный) стальной лист, подвергнутый легирующей обработке, включающей стадии, в которых проводят гальванизацию горячим образом погружением, после этого нагревание слоя покрытия (в контексте настоящего изобретения слой покрытия означает покрытие) до температуры, которая является не меньшей, чем температура плавления Zn, для диффузия Fe из базового стального листа в слой покрытия, и формируют слой покрытия на основе Zn-Fe-сплава. Такой отожженный оцинкованный стальной лист известен как имеющий превосходные внешний вид и коррозионную стойкость, по сравнению с оцинкованным погружением в горячую ванну стальным листом, который не подвергнут легирующей обработке.
[0003] Однако в вариантах применения для наружных листов автомобилей и тому подобных, периферийную часть листа обычно подвергают интенсивной гибочной обработке (с загибом кромок) в условиях прессования; и, не только для автомобильных наружных листов, но также в других вариантах применения, часто используется такой лист, подвергнутый интенсивной гибочной обработке, обработке с расширением отверстий, или тому подобной, в условиях прессования. В дополнение, когда традиционный гальванизированный с отжигом стальной лист подвергают интенсивной гибочной обработке, обработке с расширением отверстий, или тому подобной, слой покрытия мог бы отслаиваться от базового стального листа на обрабатываемом таким путем участке. Когда слой покрытия отделяется таким образом, возникает проблема того, что утрачивается устойчивость к коррозии в области, где слой покрытия отслаивается, обусловливая преждевременную коррозию и ржавление базового стального листа. Даже когда слой покрытия не отслаивается, утрата прочного сцепления между слоем покрытия и базовым стальным листом вплоть до образования некоторых пустот в области, где адгезионная способность потеряна, вызывает поступление наружного воздуха и влаги в пустоты, антикоррозионное действие слоя покрытия утрачивается, и базовый стальной лист преждевременно подвергается коррозии и ржавлению таким же путем, как описано выше. Таким образом, существует настоятельная потребность в разработке отожженного слоя гальванического покрытия и снабженного покрытием стального листа, имеющего превосходную прочность сцепления слоя покрытия с базовым стальным листом, для вариантов применения, в которых выполняют такую интенсивную гибочную обработку или тому подобную.
[0004] Разнообразные пути повышения прочности сцепления слоя покрытия с базовым стальным листом в гальванизированном с отжигом стальном листе уже были предложены, и некоторые примеры этого описаны в Патентных Документах 1-8.
Список цитированной литературы
Патентная литература
[0005] [Патентный документ 1] Японская выложенная патентная публикация № 2009-68061.
[Патентный документ 2] Японская выложенная патентная публикация № 2008-26678.
[Патентный документ 3] Японская выложенная патентная публикация № 2005-256041.
[Патентный документ 4] Японская выложенная патентная публикация № 2002-173756.
[Патентный документ 5] Японская выложенная патентная публикация № 9-13147.
[Патентный документ 6] Японская выложенная патентная публикация № 6-235077.
[Патентный документ 7] Японская выложенная патентная публикация № 2002-146503.
[Патентный документ 8] Японская выложенная патентная публикация № 5-311371.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
[0006] Как было упомянуто выше, желательно, чтобы отожженный слой гальванического покрытия и снабженный покрытием стальной лист, подвергнутый гибочной обработке или тому подобной и используемый, имел превосходную прочность сцепления слоя покрытия с базовым стальным листом; однако традиционные подходы к улучшению адгезионной способности, как описанные в Патентных Документах 1-8, были все-таки недостаточными, и было затруднительно надежно и стабильно предотвращать отслоение слоя покрытия, в частности, когда отожженный слой гальванического покрытия и снабженный покрытием стальной лист подвергают очень интенсивной обработке, такой как обработка с загибом кромок или обработка с расширением отверстий, и используют.
Например, Патентный Документ 7 описывает, что углубления и выступы слоя покрытия могут быть устранены гибочной обработкой или тому подобной перед проведением горячей гальванизации погружением. Предполагается, что тем самым в поверхности раздела базового материала в результате гибочной обработки или тому подобной перед нанесением покрытия создается большое количество предпочтительных центров зародышеобразования для ускорения диффузии. Однако нет ни описания, ни указаний на то, что концентрация Fe в слое покрытия регулируется гибочной обработкой после стадии нанесения покрытия.
Кроме того, Патентный Документ 8 раскрывает, что скорость легирования (диффузии) может быть повышена гибочной обработкой при легировании путем нагревания после нанесения покрытия. Это обусловлено тем, что Fe-Al-Zn, который снижает скорость легирования Fe-Zn, растрескивается при гибочной обработке, ускоряя легирование в системе Fe-Zn. Однако температура легирующей обработки нагревом вообще не описана, и нет ни описания, ни указаний на то, что концентрация Fe в слое покрытия регулируется путем корректирования температуры.
Настоящее изобретение было выполнено в отношении вышеуказанных обстоятельств как основы, и направлено на создание отожженного слоя гальванического покрытия и снабженного покрытием стального листа, в котором надежно и в достаточной мере улучшена прочность сцепления слоя покрытия с базовым стальным листом, в качестве отожженного слоя гальванического покрытия, и снабженного покрытием стального листа, полученных с использованием высокопрочного стального листа как базового материала, и на создание способа получения слоя отожженного гальванического покрытия.
Решение проблемы
[0007] В результате повторно проведенных разнообразных экспериментов и испытаний адгезионной способности слоя покрытия в гальванизированном с отжигом стальном листе, авторы настоящего изобретения обнаружили, что в слое, полученном горячей гальванизацией погружением, который подвергнут легирующей обработке, концентрационный градиент количества Fe по направлению толщины слоя покрытия оказывает огромное влияние на прочность сцепления слоя покрытия с базовым стальным листом. Другими словами, когда полученный горячей гальванизацией погружением слой подвергают обработке для легирования, Fe диффундирует изнутри базового стального листа в слой покрытия, и слой покрытия приобретает структуру на основе Zn-Fe-сплава; однако в этом случае, поскольку диффузия Fe протекает со стороны, более близкой к базовому стальному листу, концентрация Fe в слое покрытия после обработки для легирования обычно является более высокой на стороне, ближайшей к базовому стальному листу, и более низкой на стороне, приближенной к наружной поверхности слоя покрытия. С другой стороны, Zn-Fe-сплав, который формирует легированный цинковый слой, является все более мягким по мере снижения концентрации Fe, но все более хрупким с ростом концентрации Fe. Поэтому со снижением концентрации Fe вблизи наружной поверхности вследствие градиента концентрации Fe, как было упомянуто выше, наружная поверхность размягчается во время обработки прессованием, и поэтому прилипает к пуансону, вызывая выкрашивание. Напротив, когда концентрация Fe возрастает вблизи поверхности раздела с базовым стальным листом вследствие вышеупомянутого градиента концентрации Fe, делая эту область более хрупкой, слой покрытия растрескивается в области, где проводят интенсивную обработку, легко вызывая образование порошка.
[0008] В результате дополнительных целенаправленных экспериментов и испытаний на основе таких обнаруженных фактов было найдено, что выполнением обработки, в которой Fe в слое покрытия диффундирует в слое, в то же время с предотвращением диффузии Fe из базового стального листа в слой покрытия, насколько это возможно, после обработки для легирования полученного горячей гальванизацией погружением, градиент концентрации Fe в слое покрытия может быть уменьшен (градиент концентрации Fe сглаживается) для выравнивания концентрации Fe в слое покрытия до оптимальной концентрации (около 10%), при которой становится превосходной устойчивость к отслаиванию в любой части по направлению его толщины, чтобы тем самым более значительно повысить прочность сцепления отожженного слоя гальванического покрытия с базовым стальным листом, чем даже ранее, и тем самым было выполнено настоящее изобретение.
[0009] Настоящее изобретение было выполнено на основе таких вновь обнаруженных фактов, как описано выше, и в принципе представляет отожженный слой гальванического покрытия и снабженный покрытием стальной лист, имеющий улучшенную прочность сцепления слоя покрытия с базовым стальным листом, благодаря выравниванию градиента концентрации Fe в слое покрытия гальванизированного стального листа, в котором отожженный слой гальванического покрытия сформирован на поверхности высокопрочного стального листа как базового материала. Кроме того, настоящее изобретение должно представлять способ получения отожженного слоя гальванического покрытия, включающий стадию обработки для уменьшения градиента концентрации Fe в слое, полученном горячей гальванизацией погружением.
[0010] Соответственно этому, настоящее изобретение обобщается следующим образом:
(1) Отожженный слой гальванического покрытия, сформированный на поверхности базового стального листа, в котором среднее количество Fe в отожженном слое гальванического покрытия составляет величину в диапазоне от 8,0 до 12,0%; и абсолютное значение разности ΔFe между количеством Fe в положении на 1/8 толщины слоя покрытия (количеством Fe вблизи внутренней стороны) и количеством Fe в положении на 7/8 толщины слоя покрытия (количеством Fe вблизи наружной стороны) в отожженном слое гальванического покрытия, причем толщина считается от поверхности раздела между отожженным слоем гальванического покрытия и базовым стальным листом до наружной поверхности слоя покрытия, составляет величину в диапазоне от 0,0 до 3,0%.
[0011] (2) Гальванизированный с отжигом стальной лист, в котором отожженный слой гальванического покрытия согласно пункту (1) сформирован на поверхности базового стального листа, включающего, в % по массе,
С: от 0,050 до 0,300%,
Si: от 0,10 до 2,50%,
Mn: от 0,50 до 3,50%,
Р: от 0,001 до 0,030%,
S: от 0,0001 до 0,0100%,
Al: от 0,005 до 1,500%,
О: от 0,0001 до 0,0100%,
N: от 0,0001 до 0,0100%, и
остальное количество составлено Fe и неизбежными загрязняющими примесями.
[0012] (3) Гальванизированный с отжигом стальной лист согласно вышеуказанному пункту (2), в котором базовый стальной лист дополнительно включает, в % по массе, один, или два, или более элементов, выбранных из
Cr: от 0,01 до 2,00%,
Ni: от 0,01 до 2,00%,
Cu: от 0,01 до 2,00%,
Ti: от 0,005 до 0,150%,
Nb: от 0,005 до 0,150%,
V: от 0,005 до 0,150%,
Mo: от 0,01 до 1,00%, и
В: от 0,0001 до 0,0100%.
[0013] (4) Гальванизированный с отжигом стальной лист согласно вышеуказанному пункту (2) или (3), в котором базовый стальной лист дополнительно включает от 0,0001 до 0,5000% в целом одного, или двух, или более элементов, выбранных из Са, Се, Mg, Zr, Hf, и REM (редкоземельных металлов).
[0014] (5) Гальванизированный с отжигом стальной лист согласно одному из вышеуказанных пунктов (2)-(4), в котором на поверхности отожженного слоя гальванического покрытия формируют покрытие, включающее оксид фосфора (Р) и/или содержащий Р сложный оксид.
[0015] (6) Способ получения отожженного слоя гальванического покрытия, включающий: в % по массе,
стадию горячей гальванизации погружением, в которой поверхность базового стального листа подвергают горячей гальванизации погружением для получения гальванизированного погружением в горячую ванну стального листа;
стадию обработки для легирования, в которой нагревают полученный горячей гальванизации погружением слой, сформированный в стадии горячей гальванизации погружением, до температуры в диапазоне от 470 до 650°С, для образования отожженного слоя гальванического покрытия и для получения гальванизированного с отжигом стального листа; и
стадию обработки для диффузии внутри отожженного слоя гальванического покрытия, в которой, после стадии обработки для легирования, выдерживают гальванизированный с отжигом стальной лист при температуре в диапазоне от 250 до 450°С и подвергают гальванизированный с отжигом стальной лист обработке с одно- или многократным сгибанием-разгибанием в этом температурном диапазоне для диффузии Fe в отожженном слое гальванического покрытия.
[0016] (7) Способ получения отожженного слоя гальванического покрытия согласно вышеуказанному пункту (6), в котором получают гальванизированный с отжигом стальной лист, в котором, после стадии обработки для диффузии внутри отожженного слоя гальванического покрытия, среднее количество Fe в отожженном слое гальванического покрытия составляет величину в диапазоне от 8,0 до 12,0%; и абсолютное значение разности ΔFe между количеством Fe в положении на 1/8 толщины слоя покрытия (количеством Fe вблизи внутренней стороны) и количеством Fe в положении на 7/8 толщины слоя покрытия (количеством Fe вблизи наружной стороны) в отожженном слое гальванического покрытия, причем толщина считается от поверхности раздела между отожженным слоем гальванического покрытия и базовым стальным листом до наружной поверхности слоя покрытия, составляет величину в диапазоне от 0,0 до 3,0%.
[0017] (8) Способ получения отожженного слоя гальванического покрытия согласно вышеуказанному пункту (6) или (7), в котором в стадии обработки для диффузии внутри отожженного слоя гальванического покрытия выполняют гибочную обработку таким образом, что величина максимальной деформации растяжения в поверхности стального листа варьирует от 0,0007 до 0,0910.
[0018] (9) Способ получения гальванизированного с отжигом стального листа согласно любому из вышеуказанных пунктов (6)-(8), в котором поверхность отожженного слоя гальванического покрытия подвергают обработке для нанесения фосфатного покрытия, чтобы сформировать покрытие, включающее оксид фосфора (Р) и/или содержащий Р сложный оксид, после стадии обработки для диффузии внутри отожженного слоя гальванического покрытия.
[0019] (10) Способ получения отожженного слоя гальванического покрытия согласно любому из пунктов (6)-(9), в котором базовый стальной лист, включающий, в % по массе,
С: от 0,050 до 0,300%,
Si: от 0,10 до 2,50%,
Mn: от 0,50 до 3,50%,
Р: от 0,001 до 0,030%,
S: от 0,0001 до 0,0100%,
Al: от 0,005 до 1,500%,
О: от 0,0001 до 0,0100%,
N: от 0,0001 до 0,0100%, и
остальное количество составлено Fe и неизбежными загрязняющими примесями, используют в качестве базового стального листа.
[0020] (11) Способ получения отожженного слоя гальванического покрытия согласно вышеуказанному пункту (10), в котором стальной лист, дополнительно включающий, в % по массе, один, или два, или более элементов, выбранных из
Cr: от 0,01 до 2,00%,
Ni: от 0,01 до 2,00%,
Cu: от 0,01 до 2,00%,
Ti: от 0,005 до 0,150%,
Nb: от 0,005 до 0,150%,
V: от 0,005 до 0,150%,
Mo: от 0,01 до 1,00%, и
В: от 0,0001 до 0,0100%,
используют в качестве базового стального листа.
[0021] (12) Способ получения отожженного слоя гальванического покрытия согласно любому из вышеуказанных пунктов (10)-(11), в котором стальной лист, дополнительно включающий, в % по массе, от 0,0001 до 0,5000% в целом одного, или двух, или более элементов, выбранных из Са, Се, Mg, Zr, Hf, и REM, используют в качестве базового стального листа.
Преимущественные результаты изобретения
[0022] В соответствии с настоящим изобретением отожженный слой гальванического покрытия и гальванизированный стальной лист, имеющий надежно и в достаточной мере повышенную прочность сцепления слоя покрытия с базовым стальным листом, может быть получен как отожженный слой гальванического покрытия и гальванизированный стальной лист, в котором в качестве базового материала используют стальной лист, в частности, высокопрочный стальной лист, и поэтому может быть эффективно предотвращено растрескивание и отслоение слоя покрытия даже в вариантах применения с подверганием интенсивной обработке, такой как гибочная обработка или обработка с расширением отверстий.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0023] [Фигура 1] Фигура 1 представляет график, который показывает взаимозависимость среднего количества Fe и абсолютного значения величины ΔFe в слое покрытия, и внешнего вида слоя покрытия.
[Фигура 2] Фигура 2 представляет график, который показывает взаимозависимость между пределом прочности на разрыв и относительным удлинением в гальванизированном с отжигом стальном листе согласно настоящему изобретению.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0024] Ниже настоящее изобретение будет разъяснено подробно.
[0025] В отожженном слое гальванического покрытия и гальванизированном стальном листе согласно настоящему изобретению, в принципе, в качестве базового материала применяют высокопрочный стальной лист, имеющий предварительно заданный состав компонентов, и на поверхности базового стального листа формируют отожженный слой гальванического покрытия. В дополнение, в частности, в отношении отожженного слоя гальванического покрытия, не только предусматривается среднее количество Fe в слое покрытия, но и задается также распределение концентрации Fe (градиент концентрации Fe) по направлению толщины слоя покрытия.
Другими словами, отожженный слой гальванического покрытия представляет собой слой сплава, сформированный обработкой для легирования, включающей стадии, в которых на поверхности базового стального листа горячей гальванизацией погружением формируют цинковый (Zn) слой покрытия, и после этого повторно нагревают слой покрытия до температуры, которая является не меньшей, чем температура плавления Zn, для диффузии Fe в базовом стальном листе в слой покрытия, и который имеет структуру на основе Zn-Fe-сплава. В настоящем изобретении среднее количество Fe в отожженном слое гальванического покрытия составляет, в % по массе, величину в диапазоне от 8,0 до 12,0%, и абсолютное значение разности ΔFe между количеством Fe вблизи наружной стороны и количеством Fe вблизи внутренней стороны задается в диапазоне от 0,0 до 3,0% как условие градиента концентрации Fe по направлению толщины отожженного слоя гальванического покрытия. Итак, будут разъяснены обоснования ограничения условий.
[0026] [Среднее количество Fe в слое покрытия: от 8,0 до 12,0%]
Когда среднее количество Fe в отожженном слое гальванического покрытия составляет менее 8,0%, слой покрытия становится мягким и легко прилипает к пуансону для обработки прессованием, и поэтому легко происходит выкрашивание (чешуйчатое отслаивание) во время обработки прессованием. Таким образом, по соображениям устойчивости к выкрашиванию, среднее количество Fe в слое покрытия предпочтительно составляет 8,0% или более. Среднее количество Fe предпочтительно составляет 9,0% или более. С другой стороны, если среднее количество Fe в отожженном слое гальванического покрытия составляет более 12,0%, слой покрытия становится хрупким и легко растрескивается, и во время обработки прессованием легко происходит образование порошка (порошковое шелушение). Таким образом, с позиции устойчивости к порошкообразованию, среднее количество Fe в слое покрытия предпочтительно составляет 12,0% или менее. Среднее количество Fe предпочтительно составляет 11,0% или менее. Таким образом, средняя концентрация Fe в диапазоне от 8,0 до 12,0%, предпочтительно в диапазоне от 9,0 до 11,0%, обеспечивает то, что как выкрашивание, так и порошкообразование едва ли происходят, и адгезионная способность слоя покрытия становится хорошей.
[0027] [Условие градиента концентрации Fe в слое покрытия: абсолютное значение ΔFe от 0,0 до 3,0%]
Как было упомянуто выше, в полученном горячей гальванизацией погружением слое, подвергнутом обработке для легирования, по направлению его толщины обычно существует градиент концентрации Fe. В градиенте концентрации Fe имеет место такая общая тенденция, что концентрация Fe является высокой вблизи поверхности раздела с базовым стальным листом, и концентрация Fe является низкой вблизи наружной поверхности слоя покрытия. В области поблизости от поверхности, в которой концентрация Fe является низкой, слой покрытия становится мягким и прилипает к пуансону во время обработки прессованием, и легко происходит чешуйчатое отслаивание. С другой стороны, вблизи поверхности раздела с базовым стальным листом, в которой концентрация Fe низка, слой покрытия становится хрупким, и легко происходит порошковое шелушение. Соответственно этому, в любом случае легко происходит отслаивание слоя покрытия, когда выполняют интенсивную обработку. Таким образом, в настоящем изобретении градиент концентрации Fe в слое покрытия сокращают до заданного условия градиента концентрации Fe таким образом, что достигается оптимальная концентрация Fe (от 8,0 до 12,0%, предпочтительно от 9,0 до 11,0%), при которой едва ли происходит выкрашивание или порошкообразование в любой части по направлению его толщины. Другими словами, задается то, что абсолютное значение разности ΔFe между количеством Fe вблизи поверхности раздела с базовым стальным листом (количеством Fe вблизи внутренней стороны) и количеством Fe вблизи наружной поверхности слоя покрытия (количеством Fe вблизи наружной стороны) находится в диапазоне от 0,0 до 3,0%. Количество Fe вблизи внутренней стороны означает количество Fe в положении на 1/8 общей толщины слоя покрытия от поверхности раздела с базовым стальным листом до наружной поверхности слоя покрытия, тогда как количество Fe вблизи наружной стороны означает количество Fe в положении на 7/8 общей толщины слоя покрытия от поверхности раздела с базовым стальным листом до наружной поверхности слоя покрытия (то есть в положении на 1/8 общей толщины слоя покрытия от наружной поверхности слоя покрытия до поверхности раздела с базовым стальным листом).
Абсолютное значение ΔFe свыше 3,0% приводит к недостаточному эффекту улучшения адгезионной способности слоя покрытия. Таким образом, предусматривается, что абсолютное значение ΔFe составляет величину в диапазоне от 0,0 до 3,0%. Абсолютное значение ΔFe с величиной 3,0% или менее обусловливает меньшую вероятность того, что будет происходить отслаивание вследствие выкрашивания или образования порошка в слое покрытия, даже когда выполняют интенсивную обработку, так что улучшается адгезионная способность слоя покрытия. В дополнение, для более надежного получения эффекта повышения адгезионной способности абсолютное значение ΔFe предпочтительно составляет 2,0% или менее, еще более предпочтительно 1,5% или менее.
[0028] В дополнение, удельный вес покрытия, составленного отожженным слоем гальванического покрытия, не является конкретно ограниченным, но желательно составляет 20 г/м2 или более по соображением устойчивости к коррозии, и 150 г/м2 или менее с позиции экономической целесообразности.
Кроме того, отожженный слой гальванического покрытия получают для легирования цинка (Zn) как основы железом (Fe); однако даже когда отожженный слой гальванического покрытия содержит Zn и Fe, а также небольшое количество одного, или двух, или более элементов из Al, Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, Sr, I, Cs и REM, ущерб эффектам настоящего изобретения не причиняется, и предпочтительный результат, такой как повышение коррозионной стойкости или обрабатываемости, может быть обеспечен в зависимости от количества.
[0029] Ниже будут разъяснены обоснования ограничений состава компонентов стального листа, используемого в качестве базового материала для гальванизированного с отжигом стального листа согласно настоящему изобретению. В нижеследующем описании все символы «%» представляют % по массе.
[0030] [С: от 0,050 до 0,300%]
Углерод (С) содержится для повышения прочности высокопрочного стального листа. Однако содержание С свыше 0,300% приводит к недостаточной свариваемости. Из соображений свариваемости, содержание С предпочтительно составляет 0,250% или менее, более предпочтительно 0,220% или менее. С другой стороны, содержание С менее 0,050% ведет к снижению прочности и препятствует обеспечению максимального предела прочности на разрыв в 900 МПа или более. Для еще большего повышения прочности содержание С предпочтительно составляет 0,075% или больше, более предпочтительно 0,100% или более.
[0031] [Si: от 0,10 до 2,50%]
Кремний (Si) представляет собой элемент, который подавляет образование карбида на основе железа в стальном листе и повышает прочность и формуемость. Однако содержание Si свыше 2,50% приводит к охрупчиванию стального листа и ухудшению пластичности. По соображениям пластичности, содержание Si предпочтительно составляет 2,20% или менее, более предпочтительно 2,00% или менее. С другой стороны, содержание Si менее 0,10% имеет результатом образование большого количества крупнозернистого карбида на основе железа во время обработки для легирования слоя покрытия и ухудшение прочности и формуемости. В позиции вышеуказанного, нижний предел содержания Si предпочтительно составляет 0,30% или больше, более предпочтительно 0,45% или более.
[0032] [Mn: от 0,50 до 3,50%]
Марганец (Mn) добавляют для повышения прочности стального листа. Однако содержание Mn свыше 3,50% приводит к образованию крупного насыщенного марганцем (Mn) участка в центре листа по толщине стального листа, приводящего к легкому возникновению охрупчивания и создающего такую проблему, как легкое возникновение растрескивания отлитого сляба. Содержание Mn свыше 3,50% также ведет к ухудшению свариваемости. Соответственно этому, содержание Mn предпочтительно составляет 3,50% или менее. Из соображений свариваемости, содержание Mn предпочтительно составляет 3,20% или менее, более предпочтительно 3,00% или менее. С другой стороны, поскольку содержание Mn менее 0,50% имеет результатом образование большого количества мягкой структуры во время охлаждения после отжига, тем самым препятствуя обеспечению максимального предела прочности на разрыв в 900 МПа или более, содержание Mn предпочтительно составляет 0,50% или более. Для дополнительного повышения прочности содержание Mn предпочтительно составляет 1,50% или больше, более предпочтительно 1,70% или более.
[0033] [Р: от 0,001 до 0,030%]
Фосфор (Р) проявляет тенденцию к ликвации в центре листа по толщине стального листа и вызывает хрупкость сварного шва. Поскольку содержание Р свыше 0,030% обусловливает резкое охрупчивание сварного шва, верхний предел содержания Р составляет 0,030%. С другой стороны, поскольку содержание Р менее 0,001% приводит к значительному повышению стоимости изготовления, нижний предел его составляет 0,001%.
[0034] [S: от 0,0001 до 0,0100%]
Сера (S) оказывает вредное влияние на свариваемость, а также производительность литья и горячей прокатки. Таким образом, верхний предел содержания S составляет 0,0100% или менее. Кроме того, сера (S) связывается с Mn с образованием MnS, который является крупнозернистым и ухудшает характеристики пластичности и отбортовки-вытяжки, и поэтому ее содержание предпочтительно составляет 0,0050% или менее, более предпочтительно 0,0025% или менее. С другой стороны, поскольку содержание S ниже 0,0001% значительно повышает затраты на изготовление, нижний предел его составляет 0,0001%.
[0035] [Al: от 0,005 до 1,500%]
Алюминий (Al) подавляет образование карбида на основе железа и повышает прочность и формуемость стального листа. Однако содержание Al свыше 1,500% приводит к ухудшению свариваемости, и поэтому верхний предел содержания Al составляет 1,500%. С позиции вышеуказанного, содержание Al предпочтительно составляет 1,200% или менее, более предпочтительно 0,900% или менее. Al также представляет собой элемент, который действует как раскисляющий материал; однако поскольку содержание Al менее 0,005% приводит к недостаточному действию в качестве раскисляющего материала, нижний предел содержания Al составляет 0,005%. Для более эффективного проявления раскисляющего действия количество Al предпочтительно составляет 0,010% или более.
[0036] [N: от 0,0001 до 0,0100%]
Поскольку азот (N) образует крупнозернистый нитрид и ухудшает характеристики пластичности и отбортовки-вытижки, количество добавленного N предпочтительно сокращают. Поскольку содержание N свыше 0,0100% обусловливает значительную склонность к вышеуказанному, верхний предел содержания N составляет 0,0100%. Поскольку N также вызывает образование газовых пузырей в сварном шве, то чем ниже его содержание, тем лучше. Эффекты настоящего изобретения проявляются даже тогда, когда нижний предел содержания N не является конкретно заданным; однако поскольку содержание N менее 0,0001% приводит к резкому удорожанию производства, содержание N составляет 0,0001% или более.
[0037] [О: от 0,0001 до 0,0100%]
Поскольку кислород (О) образует оксид и ухудшает характеристики пластичности и отбортовки-вытяжки, его содержание предпочтительно сокращают. Поскольку содержание О свыше 0,0100% приводит к значительному ухудшению характеристик отбортовки-вытяжки, верхний предел содержания О составляет 0,0100%. Кроме того, содержание О предпочтительно составляет 0,0080% или менее, более предпочтительно 0,0060% или менее. Эффекты настоящего изобретения проявляются, даже когда нижний предел содержания О не является конкретно заданным; однако поскольку содержание О менее 0,0001% приводит к значительному повышению затрат на изготовление, нижний предел составляет 0,0001%.
[0038] В дополнение, к базовому стальному листу для гальванизированного с отжигом стального листа согласно настоящему изобретению необязательно могут быть добавлены описанные ниже элементы.
[0039] [Cr: от 0,01 до 2,00%]
Хром (Cr) представляет собой элемент, который подавляет фазовое превращение при высокой температуре и эффективно повышает прочность, и может быть добавлен вместо части С и/или Mn. Поскольку содержание Cr свыше 2,00% приводит к ухудшению обрабатываемости в горячем состоянии со снижением производительности, содержание Cr составляет 2,00% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания Cr не является конкретно заданным, для получения достаточного эффекта в достижении более высокой прочности от добавления Cr содержание Cr предпочтительно составляет 0,01% или более.
[0040] [Ni: от 0,01 до 2,00%]
Никель (Ni) представляет собой элемент, который подавляет фазовое превращение при высокой температуре и эффективно повышает прочность, и может быть добавлен вместо части С и/или Mn. Поскольку содержание Ni свыше 2,00% приводит к ухудшению свариваемости, содержание Ni составляет 2,00% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания Ni не является конкретно заданным, для получения достаточного эффекта в достижении более высокой прочности от добавления Ni, содержание Ni предпочтительно составляет 0,01% или более.
[0041] [Cu: от 0,01 до 2,00%]
Медь (Cu) представляет собой элемент, который присутствует в стали в виде тонкодисперсных частиц, тем самым повышая прочность, и может быть добавлен вместо части С и/или Mn. Поскольку содержание Cu более 2,00% приводит к ухудшению свариваемости, содержание Cu составляет 2,00% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания Cu не является конкретно заданным, для получения достаточного эффекта в достижении более высокой прочности от добавления Cu, содержание Cu предпочтительно составляет 0,01% или более.
[0042] [Ti: от 0,005 до 0,150%]
Титан (Ti) представляет собой элемент, который содействует повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения мелкозернистыми компонентами в результате подавления роста ферритных кристаллических зерен, и дислокационного упрочнения благодаря подавлению рекристаллизации. Однако поскольку содержание Ti свыше 0,150% приводит к усилению образования выделившихся фаз карбонитридов с ухудшением формуемости, содержание Ti составляет 0,150% или менее. Из соображений формуемости, содержание Ti более предпочтительно составляет 0,100% или менее, еще более предпочтительно 0,070% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания Ti не является конкретно заданным, для получения достаточного эффекта в достижении более высокой прочности от добавления Ti содержание Ti предпочтительно составляет 0,005% или более. Для дополнительного достижения более высокой прочности стального листа содержание Ti более предпочтительно составляет 0,010% или более, еще более предпочтительно 0,015% или более.
[0043] [Nb: от 0,005 до 0,150%]
Ниобий (Nb) представляет собой элемент, который содействует повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения мелкозернистыми компонентами в результате подавления роста ферритных кристаллических зерен, и дислокационного упрочнения благодаря подавлению рекристаллизации. Однако поскольку содержание Nb свыше 0,150% приводит к усилению образования выделившихся фаз карбонитридов с ухудшением формуемости, содержание Nb составляет 0,150% или менее. Из соображений формуемости, содержание Nb более предпочтительно составляет 0,100% или менее, еще более предпочтительно 0,060% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания Nb не является конкретно заданным, для получения достаточного эффекта в достижении более высокой прочности от добавления Nb, содержание Nb предпочтительно составляет 0,005% или более. Для дополнительного достижения более высокой прочности стального листа содержание Nb более предпочтительно составляет 0,010% или более, еще более предпочтительно 0,015% или более.
[0044] [V: от 0,005 до 0,150%]
Ванадий (V) представляет собой элемент, который содействует повышению прочности стального листа в результате дисперсионного упрочнения, упрочнения мелкозернистыми компонентами в результате подавления роста ферритных кристаллических зерен, и дислокационного упрочнения благодаря подавлению рекристаллизации. Однако поскольку содержание V свыше 0,150% приводит к усилению образования выделившихся фаз карбонитридов с ухудшением формуемости, содержание V составляет 0,150% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания V не является конкретно заданным, для получения достаточного эффекта в достижении более высокой прочности от добавления V содержание V предпочтительно составляет 0,005% или более.
[0045] [Mo: от 0,01 до 1,00%]
Молибден (Mo) представляет собой элемент, который подавляет фазовое превращение при высокой температуре и эффективен для достижения более высокой прочности, и может быть добавлен вместо части С и/или Mn. Поскольку содержание Mo свыше 1,00% приводит к ухудшению обрабатываемости в горячем состоянии со снижением производительности, содержание Mo составляет 1,00% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания Mo не является конкретно заданным, для получения достаточного эффекта в достижении более высокой прочности от добавления Mo, содержание Mo предпочтительно составляет 0,01% или более.
[0046] [W: от 0,01 до 1,00%]
Вольфрам (W) представляет собой элемент, который подавляет фазовое превращение при высокой температуре и эффективен для достижения более высокой прочности, и может быть добавлен вместо части С и/или Mn. Поскольку содержание W свыше 1,00% приводит к ухудшению обрабатываемости в горячем состоянии со снижением производительности, содержание W предпочтительно составляет 1,00% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания W не является конкретно заданным, для достаточного получения более высокой прочности благодаря W содержание W предпочтительно составляет 0,01% или более.
[0047] [В: от 0,0001 до 0,0100%]
Бор (В) представляет собой элемент, который подавляет фазовое превращение при высокой температуре и является эффективным для повышения прочности, и может быть добавлен вместо части С и/или Mn. Поскольку содержание В свыше 0,0100% обусловливает ухудшение обрабатываемости в горячем состоянии со снижением производительности, содержание В составляет 0,0100% или менее. Из соображений производительности, содержание В более предпочтительно составляет 0,0050% или менее, еще более предпочтительно 0,0030% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания В не является конкретно заданным, для получения достаточного эффекта в достижении более высокой прочности от добавления В, содержание В предпочтительно составляет 0,0001% или более. Для еще более высокой прочности содержание В более предпочтительно составляет 0,0003% или больше, более предпочтительно 0,0005% или более.
[0048] Кроме того, от 0,0001 до 0,5000% в целом одного, или двух, или более из Ca, Ce, Mg, Zr, Hf, и REM в качестве дополнительных элементов может быть добавлено к базовому стальному листу в гальванизированном с отжигом стальном листе согласно настоящему изобретению. Обоснование добавления этих элементов является таким, как описано ниже.
[0049] Кальций (Ca), церий (Ce), магний (Mg), цирконий (Zr), гафний (Hf), и редкоземельные металлы (REM) представляют собой элементы, эффективно действующие для улучшения формуемости, и могут быть добавлены один, или два, или более из них. Однако поскольку совокупное содержание одного, или двух, или более элементов из Ca, Ce, Mg, Zr, Hf, и REM свыше 0,5000% скорее может иметь результатом ухудшение пластичности, совокупное содержание соответственных элементов предпочтительно составляет 0,5000% или менее. Хотя эффекты настоящего изобретения проявляются, даже когда нижний предел содержания одного, или двух, или более элементов из Ca, Ce, Mg, Zr, Hf, и REM не является конкретно заданным, для получения достаточного эффекта в улучшении формуемости стального листа общее содержание соответственных элементов предпочтительно составляет 0,0001% или более. По соображениям формуемости, совокупное содержание одного, или двух, или более элементов из Ca, Ce, Mg, Zr, Hf, и REM предпочтительно составляет 0,0005% или более, более предпочтительно 0,0010% или более. «REM» представляет сокращенное наименование для «редкоземельного металла», и обозначает элемент, принадлежащий к ряду лантанидов. В настоящем изобретении REM и Се часто добавляют в виде мишметалла, который может содержать элемент ряда лантанидов, а также лантан (La) и церий (Се) в комплексе. Эффекты настоящего изобретения проявляются, даже когда элемент ряда лантанидов, а также описанные выше La и Се, содержатся в качестве неизбежных примесей. Кроме того, эффекты настоящего изобретения проявляются, даже когда добавлены металлы La и Се.
[0050] Остальное количество, иное, нежели вышеуказанные соответствующие элементы, может быть составлено Fe и неизбежными загрязняющими примесями. В дополнение, каждый элемент из упомянутых выше Cr, Ni, Cu, Ti, Nb, V, Mo, W и В может содержаться как примесь в небольшом количестве, меньшем, чем нижний предел его содержания. Ca, Ce, Mg, Zr, Hf, и REM также могут содержаться в качестве загрязняющих примесей в следовых количествах, меньших, чем нижний предел их содержания.
[0051] Ниже будет разъяснена структура высокопрочного стального листа, используемого в качестве базового материала для гальванизированного с отжигом стального листа согласно настоящему изобретению.
Высокопрочный стальной лист, применяемый в качестве базового материала для гальванизированного с отжигом стального листа согласно настоящему изобретению, предпочтительно включает, по объемной доле, феррит: от 10 до 75%, бейнитный феррит и/или бейнит: от 10 до 50%, мартенсит отпуска: от 10 до 50%, свежий мартенсит: 15% или менее, и остаточный аустенит: 20% или менее, в качестве их микроструктур в диапазоне от 1/8 до 3/8 толщины листа, при допущении, что положение на 1/4 толщины является центральным. Когда высокопрочный стальной лист в качестве базового материала имеет такие структуры, получают гальванизированный с отжигом стальной лист, имеющий превосходную формуемость. Итак, ниже будут разъяснены предпочтительные состояния каждой из структур.
[0052] [Феррит: от 10 до 75%]
Феррит представляет собой структуру, эффективную для улучшения пластичности, и предпочтительно содержится в структуре стального листа с объемной долей от 10 до 75%. Объемная доля феррита менее 10% может приводить к недостаточной пластичности. С позиции пластичности, феррит более предпочтительно содержится в структуре стального листа с объемной долей 15% или более, еще более предпочтительно 20% или более. С другой стороны, поскольку феррит представляет собой мягкую структуру, объемная доля феррита свыше 75% может обусловливать недостаточную прочность. Для повышения предела прочности на разрыв стального листа объемная доля феррита, содержащегося в структуре стального листа, предпочтительно составляет 65% или менее, еще более предпочтительно 50% или менее.
[0053] [Бейнитный феррит и/или бейнит: от 10 до 50%]
Бейнитный феррит и/или бейнит представляют собой структуры с превосходным балансом между прочностью и пластичностью, и предпочтительно содержатся в структуре стального листа с объемной долей от 10 до 50%. Кроме того, бейнитный феррит и/или бейнит представляет собой микроструктуры, имеющие прочность, промежуточную между прочностью мягкого феррита и твердого мартенсита, и между прочностью мартенсита отпуска и остаточного аустенита, и, с позиции изгибаемости и отбортовки-вытижки, более предпочтительно содержатся в количестве 15% или более, еще более предпочтительно содержатся в количестве 20% или более. С другой стороны, объемная доля бейнитного феррита и/или бейнита свыше 50% не является предпочтительной вследствие того, что обусловливает чрезмерно повышенный предел текучести и ухудшенную способность к сохранению формы.
[0054] [Мартенсит отпуска: от 10 до 50%]
Мартенсит отпуска представляет собой структуру, которая весьма значительно улучшает предел прочности на разрыв и может содержаться в структуре стального листа с объемной долей 50% или менее. С позиции предела прочности на разрыв, объемная доля мартенсита отпуска предпочтительно составляет 10% или более. С другой стороны, объемная доля мартенсита отпуска, содержащегося в структуре стального листа свыше 50%, не является предпочтительной, поскольку обусловливает чрезмерное повышение предела текучести и ухудшение способности к сохранению формы.
[0055] [Свежий мартенсит: 15% или менее]
Свежий мартенсит весьма значительно повышает предел прочности на разрыв, но становится исходной точкой растрескивания, чем значительно ухудшает изгибаемость, и поэтому объемную долю его в структуре стального листа предпочтительно ограничивают до 15% или менее. Для повышения характеристик изгибаемости и отбортовки-вытяжки объемная доля свежего мартенсита предпочтительно составляет 10% или менее, еще более предпочтительно 5% или менее.
[0056] [Остаточный аустенит: 20% или менее]
Остаточный аустенит весьма значительно повышает прочность и пластичность, и поэтому может содержаться в стальном листе в количестве, имеющем верхний предел 20%. С другой стороны, остаточный аустенит становится исходной точкой растрескивания, значительно ухудшая характеристики отбортовки-вытяжки, и поэтому объемная доля его предпочтительно составляет 17% или менее, более предпочтительно 15% или менее.
[0057] [Другие структуры]
Структура стального листа в высокопрочном стальном листе в качестве базового материала в настоящем изобретении может содержать иные структуры, нежели вышеуказанные, такие как перлит и/или крупнозернистый цементит. Однако когда в структуре стального листа в высокопрочном стальном листе присутствует большое количество перлита и/или крупнозернистого цементита, ухудшается изгибаемость. Таким образом, общая объемная доля перлита и/или крупнозернистого цементита, содержащихся в структуре стального листа, предпочтительно составляет 10% или менее, более предпочтительно 5% или менее.
[0058] Объемная доля каждой структуры, содержащейся в структуре стального листа в высокопрочном стальном листе, применяемом в качестве базового материала в настоящем изобретении, может быть измерена, например, описываемым ниже методом.
Для объемной доли остаточного аустенита проводят рентгенографический анализ поверхности, которая параллельна поверхности листа в стальном листе и находится на 1/4 его толщины, в качестве обследуемой поверхности, чтобы рассчитать долю площади, которая может рассматриваться как объемная доля.
Для объемной доли каждой из структур, то есть феррита, бейнитного феррита, бейнита, мартенсита отпуска и свежего мартенсита, отбирают образец с поперечного сечения по толщине листа параллельно направлению прокатки стального листа, в качестве обследуемой поверхности, отполировывают обследуемую поверхность и протравливают средством «Nital», и участок от 1/8 до 3/8 толщины, принимая, что положение на 1/4 толщины листа является центральным, исследуют с помощью сканирующего электронного микроскопа с полевой эмиссией (FE-SEM) для измерения доли площади, которая может рассматриваться в качестве объемной доли.
[0059] Ниже будет разъяснен способ получения отожженного слоя гальванического покрытия и гальванизированного стального листа согласно настоящему изобретению.
В способе получения согласно настоящему изобретению стадии, предшествующие получению базового стального листа, не являются конкретно ограниченными, и поэтому сначала разъясняется каждая стадия формирования отожженного слоя гальванического покрытия на базовом стальном листе, имеющем предварительно заданную толщину листа. Однако каждая стадия формирования отожженного слоя гальванического покрытия также может быть включена в способ получения базового стального листа, в частности, в процесс его охлаждения, и вышеуказанные моменты будут повторно разъяснены позднее с объяснением способа получения базового стального листа.
[0060] В способе получения отожженного слоя гальванического покрытия и гальванизированного стального листа согласно настоящему изобретению, процесс формирования отожженного слоя гальванического покрытия на поверхности базового стального листа в принципе включает стадию горячей гальванизации погружением, стадию обработки для легирования, и стадию обработки для диффузии внутри слоя покрытия. В некоторых случаях после стадии обработки для диффузии внутри слоя покрытия также может быть выполнена обработка для формирования фосфатного покрытия. Ниже будут разъяснены условия стадий.
[0061] [Стадия горячей гальванизации погружением]
Горячая гальванизация погружением может быть выполнена в стадии, в которой базовой стальной лист непрерывно или периодически погружают в ванну для горячей гальванизации погружением таким же образом, как известная технология. Температура ванны для горячей гальванизации погружением при выполнении операции в принципе предпочтительно является не меньшей, чем температура плавления цинка (Zn) (около 420°С); однако поскольку Zn может местами затвердевать вследствие колебаний температуры ванны, делая работу ванны нестабильной, когда температура почти равна температуре плавления, обычно температура предпочтительно составляет 440°С или более. С другой стороны, поскольку температура ванны свыше 480°С может обусловливать образование Fe-Al-Zn-фазы, которая препятствует сплавлению, обычно температура предпочтительно составляет 480°С или менее. В дополнение, какой-то конкретной проблемы не возникает, даже когда Zn и небольшое количество одного, или двух, или более элементов из Al, Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, Sr, I, Cs и REM, содержатся в ванне для горячей гальванизации погружением или примешаны в нее, и предпочтительный результат, такой как улучшение коррозионной стойкости или обрабатываемости, может быть обеспечен в зависимости от количества, как было упомянуто выше.
В дополнение, удельный вес покрытия на покрываемом металле в условиях гальванизации предпочтительно составляет 20 г/м2 или более по соображениям коррозионной стойкости, и предпочтительно 150 г/м2 или менее с позиции экономической целесообразности, и продолжительность погружения (скорость ведения листа), температура ванны, и тому подобные параметры, могут быть надлежащим образом скорректированы так, чтобы был достигнут такой удельный вес покрытия.
[0062] [Стадия обработки для легирования]
Стадия обработки для легирования представляет собой стадию для проведения диффузии Fe из базового стального листа в полученный горячей гальванизацией погружением слой, сформированный на поверхности базового стального листа в предшествующей стадии, и может включать нагревание до температуры в диапазоне от 470 до 650°С для поддержания температуры в диапазоне, или нагревание до температуры в диапазоне от 470 до 650°С для выполнения отжига до температуры затвердевания Zn (около 420°С). Когда температура нагревания при обработке для легирования составляет менее 470°С, становится затруднительным обеспечить достаточную диффузию Fe в базовом стальном листе в слой покрытия, или же длительное время потребуется для диффузии достаточного количества Fe, что ухудшает производительность. С другой стороны, когда температура нагревания при обработке для легирования составляет более 650°С, возникает такая проблема, что в стальном листе образуется крупнозернистый карбид на основе железа. Таким образом, температуру нагревания при обработке для легирования задают в диапазоне от 470 до 650°С. Когда обработку для легирования проводят с поддержанием температуры в диапазоне от 470 до 650°С при нагревании, продолжительность выдерживания желательно составляет время в диапазоне от 10 до 120 секунд. Кроме того, продолжительность отжига в случае нагревания до температуры в диапазоне от 470 до 650°С для выполнения отжига до температуры затвердевания Zn (около 420°С) предпочтительно составляет от 15 до 200 секунд.
[0063] [Стадия обработки для диффузии внутри слоя покрытия]
Полученный горячей гальванизацией погружением слой, подвергнутый обработке для легирования в предшествующей стадии, подвергают диффузионной обработке для диффузии Fe в слой покрытия, чтобы уменьшить концентрационный градиент количества Fe в слое покрытия, то есть обработке для достижения абсолютного значения разности ΔFe между количеством Fe вблизи поверхности раздела с базовым стальным листом (количеством Fe вблизи внутренней стороны) и количеством Fe вблизи наружной поверхности слоя покрытия (количеством Fe вблизи наружной стороны) в диапазоне от 0,0 до 3,0%. Обработка для диффузии внутри слоя покрытия включает стадии, в которых оставляют гальванизированный погружением в горячую ванну стальной лист, подвергнутый обработке для легирования, для выдерживания при температуре в диапазоне от 250 до 450°С, и подвергают гальванизированный погружением в горячую ванну стальной лист обработке с одно- или многократным изгибанием-разгибанием в этом температурном диапазоне. При обработке с одно- или многократным изгибанием-разгибанием при температуре в диапазоне от 250 до 450°С таким путем Fe может легко диффундировать в слое покрытия, в то же время с подавлением диффузии Fe из базового стального листа в слой покрытия, чтобы тем самым уменьшить градиент концентрации Fe в слое покрытия. Причину того, почему Fe в слое покрытия может легко диффундировать, в то же время с подавлением диффузии Fe из базового стального листа, при обработке с изгибанием-разгибанием при температуре в вышеуказанном диапазоне, можно рассматривать следующим образом: в результате обработки с изгибанием-разгибанием главным образом в слой покрытия вводится такой дефект, как атомная вакансия и/или дислокация, чтобы активировать диффузию атомов Fe в слое покрытия, тогда как диффузия атомов Fe в базовом стальном листе не происходит вследствие достаточно низкой температуры, и поэтому диффузия Fe из базового стального листа в слой покрытия может происходить только в ограниченной степени.
Когда температура при обработке для диффузии внутри слоя покрытия составляет менее 250°С, диффузия Fe в слое покрытия протекает в недостаточной степени; тогда как при температуре более 450°С может начинаться плавление слоя покрытия с быстрой диффузией Fe из базового стального листа в слой покрытия и, наоборот, увеличением градиента концентрации Fe, и обработанный горячим погружением металл одновременно прилипает к валку для обработки изгибанием-разгибанием вследствие плавления слоя покрытия, что делает практически невозможным выполнение обработки изгибанием-разгибанием. Таким образом, температура при обработке для диффузии внутри слоя покрытия составляет величину в диапазоне от 250 до 450°С.
Одну гибочную обработку предпочтительно выполняют таким образом, что величина максимальной деформации растяжения на поверхности стального листа варьирует от 0,0007 до 0,0910. Величина максимальной деформации растяжения менее 0,0007 имеет результатом недостаточный эффект ускорения легирования. Для достаточного ускорения легирования величина максимальной деформации растяжения предпочтительно составляет 0,0010 или более. С другой стороны, величина максимальной деформации растяжения свыше 0,0910 ведет к невозможности сохранения формы стального листа с нарушением плоскостности. Для хорошего сохранения формы стального листа величина максимальной деформации растяжения предпочтительно составляет 0,0500 или менее, более предпочтительно 0,0250 или менее.
Толщина листа в стальном листе согласно настоящему изобретению составляет от 0,6 мм до 10,0 мм. Это обусловлено тем, что толщина менее 0,6 мм приводит к невозможности достаточного сохранения плоской формы листа, тогда как толщина более 10,0 мм обусловливает трудность регулирования температуры, что делает невозможным получение предварительно заданных характеристик.
Диаметр валка может быть выбран в зависимости от стального листа таким образом, чтобы величина деформации при гибочной обработке имела надлежащее значение, и предпочтительно варьирует в диапазоне от 50 мм до 800 мм, принимая во внимание затраты на техническое обслуживание. Величина максимальной деформации растяжения, создаваемой в поверхности стального листа, представляет собой значение, полученное делением толщины «t» листа на сумму (D+t) диаметра «D» валка и толщины «t» листа.
На такой гальванизированный с отжигом стальной лист, обработка которого для легирования была завершена, может быть нанесено покрытие как на готовый листовой продукт, без дальнейшей переработки листа, или же он может быть дополнительно подвергнут обработке прессованием для получения автомобильного наружного листа или тому подобного, и на него может быть дополнительно нанесено фосфатное покрытие, как описано ниже.
[0064] [Стадия формирования фосфатного покрытия]
Стадия формирования фосфатного покрытия представляет собой стадию для образования покрытия, включающего оксид фосфора (Р) и/или содержащий Р сложный оксид, на поверхности отожженного слоя гальванического покрытия, подвергнутого обработке для диффузии внутри слоя покрытия. Другими словами, в некоторых случаях оксидный слой, содержащий Р (фосфатное покрытие), традиционным путем формировали обработкой плакированной поверхности стального листа обрабатывающей жидкостью, включающей фосфорную кислоту или Р-содержащий оксид, чтобы улучшить формуемость при прессовании и пригодность к глубокой вытяжке оцинкованного отожженного стального листа, тем самым делая пуансон для стального листа скользким и имеющим антиадгезионные свойства; и гальванизированный с отжигом стальной лист согласно настоящему изобретению также может быть подвергнут обработке для формирования такого покрытия, и эффекты настоящего изобретения не ухудшаются даже в этом случае. Конкретные условия стадии обработки для нанесения фосфатного покрытия не являются определенно ограниченными, но стадия может быть выполнена в таких же условиях, как при традиционной технологии.
[0065] Ниже будет разъяснен желательный вариант исполнения способа получения высокопрочного стального листа, который становится базовым материалом для гальванизированного с отжигом стального листа согласно настоящему изобретению. Как было упомянуто выше, горячая гальванизация погружением поверхности стального листа, обработка для легирования, и, в дополнение, обработка для диффузии внутри слоя покрытия, могут быть встроены в стадию получения базового стального листа, в частности в процесс охлаждения в стадии отжига после холодной прокатки, и стадии, имеющие отношение к нанесению покрытия, в этом случае также будут разъяснены совместно. В дополнение, разнообразные условия, описываемые ниже в разъяснении способа получения базового стального листа, описаны именно как желательные условия, и способ получения базового стального листа не ограничивается этими условиями.
[0066] Для получения высокопрочного стального листа в качестве базового стального листа сначала отливают сляб, имеющий вышеупомянутые химические компоненты (состав), и сляб подвергают горячей прокатке.
В качестве сляба, подвергаемого горячей прокатке, может быть применен сляб, полученный методом непрерывного литья, или сляб, изготовленный с использованием машины для литья тонких слябов, или тому подобный. Способ получения высокопрочного стального листа согласно настоящему изобретению приспособлен к такому процессу, как «непрерывное литье-прямая прокатка» (CC-DR), в котором горячую прокатку проводят непосредственно после литья.
[0067] В стадии горячей прокатки температура нагрева сляба составляет 1050°С или более. Когда температура нагрева сляба чрезмерно низка, температура чистовой прокатки становится ниже температуры превращения Ar3, что приводит к прокатке двух фаз феррита и аустенита, структура горячекатаного листа становится неоднородной дуплексной зернистой структурой, неоднородная структура не исчезает даже после холодной прокатки и процесса отжига, и пластичность и изгибаемость становятся плохими. Поскольку возникает проблема того, что снижение температуры чистовой прокатки приводит к чрезмерному возрастанию нагрузки на валки, препятствующему прокатке, или же обусловливает появление дефектов формы стального листа после прокатки, температура нагрева сляба предпочтительно составляет 1050°С или более. Эффекты настоящего изобретения проявляются без конкретного установления верхнего предела температуры нагрева сляба; однако поскольку чрезмерно высокая температура нагрева экономически нецелесообразна, верхний предел температуры нагрева сляба желательно составляет 1350°С или менее.
[0068] Вышеуказанную температуру превращения Ar3 рассчитывают по следующему выражению:
Ar3=901-325×С+33×Si-92×(Mn+Ni/2+Cr/2+Cu/2+Mo/2)+52×Al
В вышеуказанном выражении каждый из символов С, Si, Mn, Ni, Cr, Cu, Mo, и Al представляет содержание [в % по массе] каждого элемента.
[0069] Нижний и верхний пределы температуры чистовой прокатки при горячей прокатке составляют выше температуры 800°С и температуры Ar3, и 1000°С, соответственно. Существует проблема, что температура чистовой прокатки менее 800°С приводит к повышению нагрузки на валки при чистовой прокатке, препятствующей горячей прокатке, или обусловливает дефект формы горячекатаного стального листа, полученного после горячей прокатки. Когда температура чистовой прокатки составляет менее температуры Ar3, горячая прокатка может становиться прокаткой двухфазной структуры из феррита и аустенита, и структура горячекатаного стального листа может стать неоднородной дуплексной зернистой структурой.
С другой стороны, эффекты настоящего изобретения проявляются без конкретно заданного верхнего предела температуры чистовой прокатки; однако когда температура чистовой прокатки является чрезмерно высокой температурой, чрезмерно высокая температура нагрева сляба является предпочтительной для поддержания температуры. Таким образом, верхний температурный предел для температуры чистовой прокатки желательно составляет 1000°С или менее.
[0070] Подвергнутый чистовой прокатке стальной лист (горячекатаный стальной лист) обычно немедленно наматывают с образованием рулона. Поскольку намотка при температуре свыше 800°С приводит к чрезмерному увеличению толщины оксида, образующегося на поверхности стального листа, что ухудшает условия травления, температура намотки составляет 750°С или менее. Температура намотки предпочтительно составляет 720°С или менее, более предпочтительно 700°С или менее, для улучшения пригодности к травлению. С другой стороны, поскольку температура намотки ниже 500°С приводит к чрезмерному повышению прочности горячекатаного стального листа, что препятствует холодной прокатке, температура намотки составляет 500°С или более. Температура намотки предпочтительно составляет 550°С или более, более предпочтительно 600°С или более, для снижения нагрузки при холодной прокатке.
[0071] Полученный таким образом горячекатаный стальной лист подвергают травлению. Травление делает возможным удаление оксида на поверхности стального листа, и поэтому является важным для характеристик горячей гальванизации погружением стального листа как базового материала для гальванизированного с отжигом стального листа. Кроме того, травление может быть выполнено однократно или несколько раз.
[0072] Хотя протравленный стальной лист может быть подвергнут обработке в стадии отжига без дополнительной обработки, стальной лист, имеющий высокую точность толщины листа и превосходную форму, получатся, будучи подвергнутым холодной прокатке со степенью обжатия при прокатке от 35 до 75%. Поскольку степень обжатия при прокатке менее 35% затрудняет выдерживание плоской формы, ухудшая пластичность конечного продукта, степень обжатия при прокатке составляет 35% или более. С другой стороны, холодная прокатка со степенью обжатия при прокатке свыше 75% приводит к чрезмерно высокой нагрузке при холодной прокатке, чем препятствует холодной прокатке. Таким образом, верхний предел степени обжатия при прокатке составляет 75% или менее.
В дополнение, эффекты настоящего изобретения проявляются без конкретного ограничения числа проходов прокатки и степени обжатия при каждом проходе прокатки.
[0073] Затем полученный холоднокатаный стальной лист подвергают отжиговой обработке. Обработка для горячей гальванизации погружением, обработка для легирования и, в дополнение, обработка для диффузии внутри слоя покрытия на поверхности стального листа желательно являются включенными в процесс охлаждения в отжиговой обработке. Итак, будет разъяснена отжиговая обработка базового стального листа, в которую включены относящиеся к плакированию стадии.
[0074] При отжиговой обработке желательно нагревать стальной лист таким образом, чтобы максимальная температура нагрева составляла величину в диапазоне от 740 до 870°С, и чтобы затем охлаждать стальной лист так, чтобы средняя скорость охлаждения составляла от 1,0 до 10,0°С/сек до достижения температуры 680°С, и чтобы средняя скорость охлаждения составляла от 5,0 до 200,0°С/сек в диапазоне температур от 500°С до 680°С. Максимальная температура нагрева свыше 870°С приводит к значительному ухудшению свойств плакирующего покрытия. Максимальная температура нагрева предпочтительно составляет 850°С или менее. Кроме того, максимальная температура нагрева менее 740°С вызывает сохранение большого количества расплавленного крупнозернистого карбида на основе железа, тем самым ухудшая изгибаемость. Максимальная температура нагрева предпочтительно составляет 760°С или более. Когда предписанная скорость охлаждения после нагрева до максимальной температуры нагрева отклоняется от вышеуказанного диапазона, может быть невозможным получение стального листа, который удовлетворяет предпочтительному состоянию микроструктуры такого базового стального листа, как упомянуто выше.
[0075] После охлаждения таким образом, что средняя скорость охлаждения в диапазоне температур от 500°С до 680°С составляет от 5,0 до 200,0°С/сек, как было упомянуто выше, охлаждение последовательно проводят до температуры от 350 до 450°С, и затем выполняют повторный нагрев, или стальной лист погружают без проведения обработки в резервуар для горячей гальванизации погружением, чтобы выполнить обработку горячей гальванизацией погружением. Обработка с погружением в горячую ванну может быть выполнена в условиях, описанных в вышеупомянутом разделе [Стадия горячей гальванизации погружением].
[0076] После обработки горячей гальванизацией погружением проводят охлаждение до температуры, которая является более низкой, чем температура затвердевания Zn, для отверждения Zn, прилипшего к поверхности стального листа, с последующей обработкой для легирования слоя, образованного горячей гальванизацией погружением. Другими словами, повторный нагрев выполняют до температуры от 470 до 650°С, и проводят отжиг до температуры 420°С в течение от 15 до 200 секунд, для стимулирования легирования слоя покрытия. В альтернативном варианте, легирование слоя покрытия может быть также стимулировано в стадиях, в которых выполняют повторный нагрев до температуры в диапазоне от 470 до 650°С, и поддерживают температуру в этом диапазоне в течение от 10 до 120 секунд. Условия при обработке для легирования являются такими же, как условия, описанные в вышеупомянутом разделе [Стадия обработки для легирования].
[0077] Затем выполняют диффузионную обработку для выравнивания градиента концентрации Fe в слое покрытия. Иначе говоря, проводят выдерживание в течение от 60 до 1000 секунд при температуре в диапазоне от 250 до 420°С в процессе охлаждения после обработки для легирования, или после обработки для легирования последовательно выполняют охлаждение до комнатной температуры или приблизительно комнатной температуры, затем проводят повторный нагрев до температуры в диапазоне от 250 до 420°С, и выполняют выдерживание при температуре в этом диапазоне в течение от 60 до 1000 секунд. В дополнение, в этом температурном диапазоне многократно выполняют периодическое преобразование с изгибанием-разгибанием. Для периодического преобразования с изгибанием-разгибанием при диффузионной обработке желательно использовать валок, имеющий радиус в диапазоне от 50 до 800 мм, например, валок, имеющий радиус 800 мм, как было упомянуто выше.
[0078] В вышеупомянутой стадии отжига может быть предпринята попытка модифицировать поверхность и улучшить характеристики плакирования путем регулирования атмосферы в печи с формированием зоны окисления и зоны восстановления, и инициирования окислительно-восстановительной реакции Fe и легирующих элементов в поверхностном слое стального листа. Более конкретно, плакирующая обработка может быть выполнена так, чтобы Si, ингибирующий характеристики плакирования, оставался в стали, для чего формируют наружную зону окисления, содержащую главным образом Fe в зоне окисления при соотношении с воздухом для горения 0,9 или более, и 1,2 или менее, затем обеспечивают закрепление присутствующего в ней Si в стали, и затем выполняют восстановление в зоне восстановления в атмосфере, в которой логарифм log (PH2O/PH2) парциального давления воды и парциального давления водорода составляет -3,0 или более, и 0,0 или менее, для восстановления только оксида железа в поверхностном слое.
[0079] После отжиговой обработки, также служащей в качестве каждой стадии для нанесения покрытия, может быть выполнено охлаждение до комнатной температуры, с последующим проведением холодной прокатки опять при степени обжатия от 0,05 до 3,00% для корректирования формы.
Кроме того, нанесение покрытия, включающего оксид фосфора (Р) и/или содержащий Р сложный оксид, может быть выполнено такой же обработкой для формирования фосфатного покрытия, как было упомянуто выше.
[0080] Ниже настоящее изобретение более конкретно разъясняется со ссылкой на примеры. Будет понятно, что описанные ниже примеры предназначены для описания конкретных эффектов настоящего изобретения, и описываемые в примерах условия не ограничивают техническую область настоящего изобретения.
Примеры
[0081] Слябы, имеющие химические компоненты (составы) от А до BD, перечисленные в Таблице 1 и Таблице 2 (примечание: в Таблице 1 и Таблице 2, показывающих каждый химический компонент, Таблица 1 от конца на правой стороне продолжается на конце левой стороны Таблицы 2), были отлиты и подвергнуты горячей прокатке, охлаждены, намотаны в рулон и протравлены в условиях, перечисленных в примерах от Таблицы 3 до Таблицы 5, непосредственно после литья. Затем в Экспериментальных Примерах 3, 9, 27, 32, 35 и 44 обработку не проводили, но в других Экспериментальных Примерах проводили холодную прокатку с величинами степени обжатия при прокатке, перечисленными в примерах от Таблицы 3 до Таблицы 5, с последующим отжигом в примерах при условиях, указанных в примерах от Таблицы 6 до Таблицы 8, для получения стальных листов согласно Экспериментальным Примерам 1-83 и 101-116.
Значения толщины листов после холодной прокатки составляют 1,0 мм в Экспериментальных Примерах 1-29 и 81-83, 2,4 мм в Экспериментальных Примерах 30-48, 0,8 мм в Экспериментальных Примерах 49-66, и 1,6 мм в Экспериментальных Примерах 67-80. Значения толщины листов в Экспериментальных Примерах 101-116 перечислены в Таблице 8.
Нагрев выполняли до максимальных температур нагрева, перечисленных в примерах от Таблицы 6 до Таблицы 8, в стадии отжига после холодной прокатки, и, в последующем процессе охлаждения, охлаждение выполняли при «скоростях 1 охлаждения» в примерах от Таблицы 6 до Таблицы 8 от максимальных температур нагрева до 680°С, охлаждение выполняли при «скоростях 2 охлаждения» от 680°С до 500°С, и охлаждение далее проводили до «температур прекращения охлаждения». Когда температура прекращения охлаждения составляла менее 430°С, повторный нагрев выполняли до температуры 430°С или более. Кроме того, погружение проводили в ванне для цинкования для выполнения обработки горячей гальванизацией погружением, затем проводили нагревание до температур легирования, перечисленных в примерах от Таблицы 6 до Таблицы 8, в качестве стадии обработки для легирования, и выполняли отжиг до температуры 420°С в течение периодов времени обработки, перечисленных в примерах от Таблицы 6 до Таблицы 8.
Затем выполняли выдерживание при средних температурах, перечисленных в примерах от Таблицы 6 до Таблицы 8, в диапазоне от 250 до 420°С, в течение периодов времени, указанных в примерах от Таблицы 6 до Таблицы 8, в качестве стадии обработки для диффузии внутри слоя покрытия, во время которой обработку изгибанием-разгибанием с помощью валков, имеющих радиусы, перечисленные в примерах от Таблицы 6 до Таблицы 8, проводили при величинах деформации и числе раз обработки, указанных в примерах от Таблицы 6 до Таблицы 8, с последующим проведением охлаждения до комнатной температуры.
После охлаждения до комнатной температуры выполняли холодную прокатку при 0,15% в условиях 7-24, холодную прокатку при 0,60% в условиях 25-44, и холодную прокатку при 0,25% в условиях 45-83.
В дополнение, условие 26 или 31 представляет пример, в котором покрытие, включающее сложный оксид на основе Р, было нанесено на поверхность слоя покрытия и проявило хорошие характеристики.
[0082] Результаты анализа микроструктур стальных листов в Экспериментальных Примерах 1-83 и 101-116 приведены в примерах от Таблицы 9 до Таблицы 11. В фракциях микроструктур количества остаточного аустенита (остаточная γ-фаза) были измерены с помощью рентгеновской дифрактометрии в плоскости на 1/4 толщины параллельно поверхности листа. Остальные данные, которые представляли собой результаты измерения фракций микроструктур в диапазоне от 1/8 толщины до 3/8 толщины, были измерены вырезанием образца из поперечного сечения по толщине листа параллельно направлению прокатки, травлением средством «Nital» поперечного сечения, отполированного до зеркального блеска поверхности, и исследованием поперечного сечения с использованием сканирующего электронного микроскопа с полевой эмиссией (FE-SEM).
[0083] Результаты оценки плакирующих слоев и характеристики стальных листов в Экспериментальных Примерах 1-83 и 101-116 перечислены в примерах от Таблицы 12 до Таблицы 14. Для «Fe%» в слое покрытия значение «Fe%» измеряли в диапазоне от (1/8 × толщина слоя покрытия) до (7/8 × толщина слоя покрытия), начиная от поверхности раздела «феррит/слой покрытия» с использованием EDX (рентгеноспектрального электронно-зондового микроанализа) для определения среднего количества Fe, и определяли абсолютное значение разности ΔFe между количеством Fe в положении (1/8 × толщина слоя покрытия) и количеством Fe в положении (7/8 × толщина слоя покрытия), то есть значение |ΔFe%|. В дополнение, взаимосвязь значения среднего количества Fe, значения |ΔFe%| и внешнего вида слоя покрытия в каждом экспериментальном примере показана на Фигуре 1.
[0084] Образцы для испытания на растяжение согласно Японскому промышленному стандарту JIS Z 2201 были отобраны из стальных листов в Экспериментальных Примерах 1-83 и 101-116, и были подвергнуты испытанию на растяжение согласно стандарту JIS Z 2241 для измерения величин их предела текучести, предела прочности на разрыв, и общего относительного удлинения.
Кроме того, проводили испытание с V-образным изгибанием на 90 градусов. Испытательные образцы с размерами 35 мм × 100 мм вырезали из стальных листов в Экспериментальных Примерах 1-83 и 101-116, плоскости их среза механически прошлифовали для создания радиуса изгиба, составляющего удвоенное значение толщины листа, и испытательный образец, в котором вообще не происходили разрушение и/или образование шейки, оценивали как приемлемый (О), тогда как испытательный образец, в котором наблюдалось любое из этого поведения, оценивали как непригодный (×).
В дополнение, в отношении предела прочности на разрыв TS, случай с TS≥900 МПа может быть оценен как приемлемый, и в отношении пластичности, ситуация с TS×EL≥15000 МПа·% может быть оценена как приемлемая.
Кроме того, в качестве испытания для оценки внешнего вида слоя покрытия, провели разгибание испытательного образца, на испытательный образец наклеили и удалили липкую ленту (целлофановую ленту), и визуально обследовали степень отслаивания металлического покрытия, прилипшего к липкой ленте. Испытательный образец, в котором слой покрытия не отслаивался, оценивали как приемлемый (О), тогда как испытательный образец, в котором металлическое покрытие в значительной мере отслаивалось, оценивали как непригодный (×).
[0085] В Экспериментальных Примерах 1-83 и 101-116, Экспериментальные Примеры 1-3, 5-9, 11-14, 19, 20, 23, 25-64, 67, 68, 73-80, 101-102, 104-105, 107-108, 110-111, и 113-116 представляют собой примеры согласно настоящему изобретению. Все соответствующие изобретению примеры были подтверждены не только как превосходные в отношении механических характеристик, но также как имеющие хорошую обрабатываемость, в частности, хорошую изгибаемость, и имеющие хорошую устойчивость слоя покрытия к отслаиванию.
С другой стороны, в каждом экспериментальном примере, соответствующем сравнительному примеру, проявились плохие технические характеристики, как описано ниже.
[0086] Другими словами, Экспериментальный Пример 16 представляет сравнительный пример, в котором температура завершения горячей прокатки была низкой, и изгибаемость была плохой вследствие микроструктуры, растянутой по одному направлению и ставшей неоднородной.
[0087] Экспериментальный Пример 15 представляет сравнительный пример, в котором температура намотки в рулон была высокой после горячей прокатки, характеристики травления ухудшились, и тем самым устойчивость слоя покрытия к отслаиванию стала плохой.
[0088] Экспериментальные Примеры 4 и 69 представляют сравнительные примеры, в которых отжиг после холодной прокатки был выполнен в условиях высокой максимальной температура нагрева и устойчивость каждого слоя покрытия к отслаиванию была плохой.
[0089] Экспериментальный Пример 5 представляет сравнительный пример, в котором отжиг после холодной прокатки был проведен в условиях низкой максимальной температура нагрева, присутствовал крупнозернистый карбид на основе железа, и изгибаемость стального листа была плохой, поскольку содержалось большое количество крупнозернистого карбида на основе железа, который становился исходной точкой растрескивания. Однако слой покрытия не отслаивался, обеспечивая хороший внешний вид.
[0090] Экспериментальный Пример 11 представляет сравнительный пример, в котором скорость 1 охлаждения была низкой в процессе охлаждения при отжиге, образовывался крупнозернистый карбид на основе железа, и изгибаемость стального листа была плохой. Однако слой покрытия не отслаивался, обеспечивая хороший внешний вид.
[0091] Экспериментальный Пример 12 представляет сравнительный пример, в котором скорость 1 охлаждения была высокой в процессе охлаждения при отжиге, мягкая структура формировалась в недостаточной степени, и характеристики пластичности и отбортовки-вытяжки стального листа были плохими. Однако слой покрытия не отслаивался, обеспечивая хороший внешний вид.
[0092] Экспериментальный Пример 6 представляет сравнительный пример, в котором скорость 2 охлаждения была низкой в процессе охлаждения при отжиге, образовывался крупнозернистый карбид на основе железа, характеристика отбортовки-вытяжки стального листа была плохой, и изгибаемость его была плохой. Однако слой покрытия не отслаивался, обеспечивая хороший внешний вид.
[0093] Экспериментальный Пример 10 представляет сравнительный пример, в котором температура обработки для легирования полученного горячей гальванизацией погружением слоя была высокой, слой покрытия был чрезмерно легирован, количество Fe в слое покрытия было избыточным, в стальном листе образовывался крупнозернистый карбид на основе железа, изгибаемость была плохой и устойчивость слоя покрытия к отслаиванию также была плохой.
[0094] Экспериментальный Пример 70 представляет сравнительный пример, в котором температура обработки для легирования была низкой, легирование слоя покрытия не произошло и устойчивость слоя покрытия к отслаиванию была плохой.
[0095] Экспериментальный Пример 17 представляет сравнительный пример, в котором продолжительность обработки для легирования была короткой, легирование слоя покрытия не произошло и устойчивость слоя покрытия к отслаиванию была плохой.
[0096] Экспериментальный Пример 18 представляет сравнительный пример, в котором продолжительность обработки для легирования была длительной, слой покрытия стал избыточно легированным, в стальном листе образовывался крупнозернистый карбид на основе железа, изгибаемость была плохой и устойчивость слоя покрытия к отслаиванию была плохой.
[0097] Экспериментальные Примеры 21 и 65 представляют сравнительные примеры, в которых температура выдерживания в стадии обработки для диффузии внутри слоя покрытия была низкой, выравнивание значения Fe% в слое покрытия не произошло и устойчивость слоя покрытия к отслаиванию была плохой.
[0098] Экспериментальные Примеры 22 и 72 представляют сравнительные примеры, в которых продолжительность выдерживания в стадии обработки для диффузии внутри слоя покрытия была короткой, выравнивание значения Fe% в слое покрытия не произошло и устойчивость слоя покрытия к отслаиванию была плохой.
[0099] Экспериментальный Пример 23 представляет сравнительный пример, в котором продолжительность выдерживания в стадии обработки для диффузии внутри слоя покрытия была слишком длительной, в стальном листе образовывался крупнозернистый карбид на основе железа, и изгибаемость стального листа была плохой. Однако слой покрытия не отслаивался, обеспечивая хороший внешний вид.
[0100] Экспериментальные Примеры 24, 66 и 71 представляют сравнительные примеры, в которых число раз обработки в стадии обработки для диффузии внутри слоя покрытия было недостаточным, выравнивание значения Fe% в слое покрытия не произошло и устойчивость слоя покрытия к отслаиванию была плохой.
[0101] Экспериментальные Примеры 81-83 представляют примеры, в которых химические компоненты отклонялись от предварительно заданных диапазонов, и достаточные характеристики не были получены во всех примерах.
[0102] Экспериментальные Примеры 103 и 112 представляют сравнительные примеры, в которых величина деформации при обработке в стадии обработки для диффузии внутри слоя покрытия была высокой, форма стального листа не была плоской, было невозможно провести испытание на растяжение, испытание на изгиб и испытание на разгибание и примеры были ненадлежащими в качестве продуктов.
[0103] Экспериментальные Примеры 106 и 109 представляют сравнительные примеры, в которых величина деформации при обработке в стадии обработки для диффузии внутри слоя покрытия была малой, выравнивание значения Fe% в слое покрытия не произошло и устойчивость слоя покрытия к отслаиванию была плохой.
[0104] Соответственно этому из вышеуказанных экспериментальных результатов очевидно, что настоящее изобретение является эффективным для улучшения прочности сцепления отожженного слоя гальванического покрытия с базовым стальным листом.
[0105]
[0106]
мента-льный пример
[0107]
[0108]
[0109]
[0110]
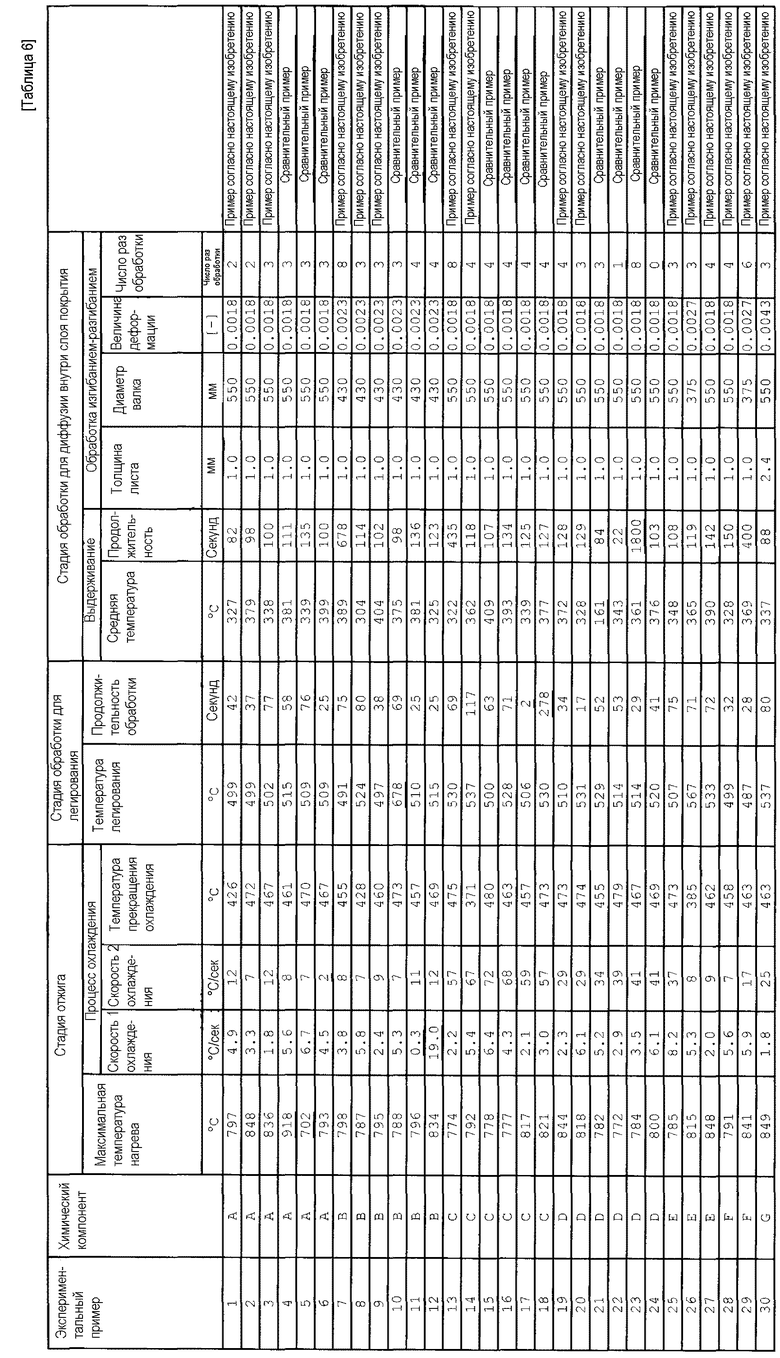
[0111]
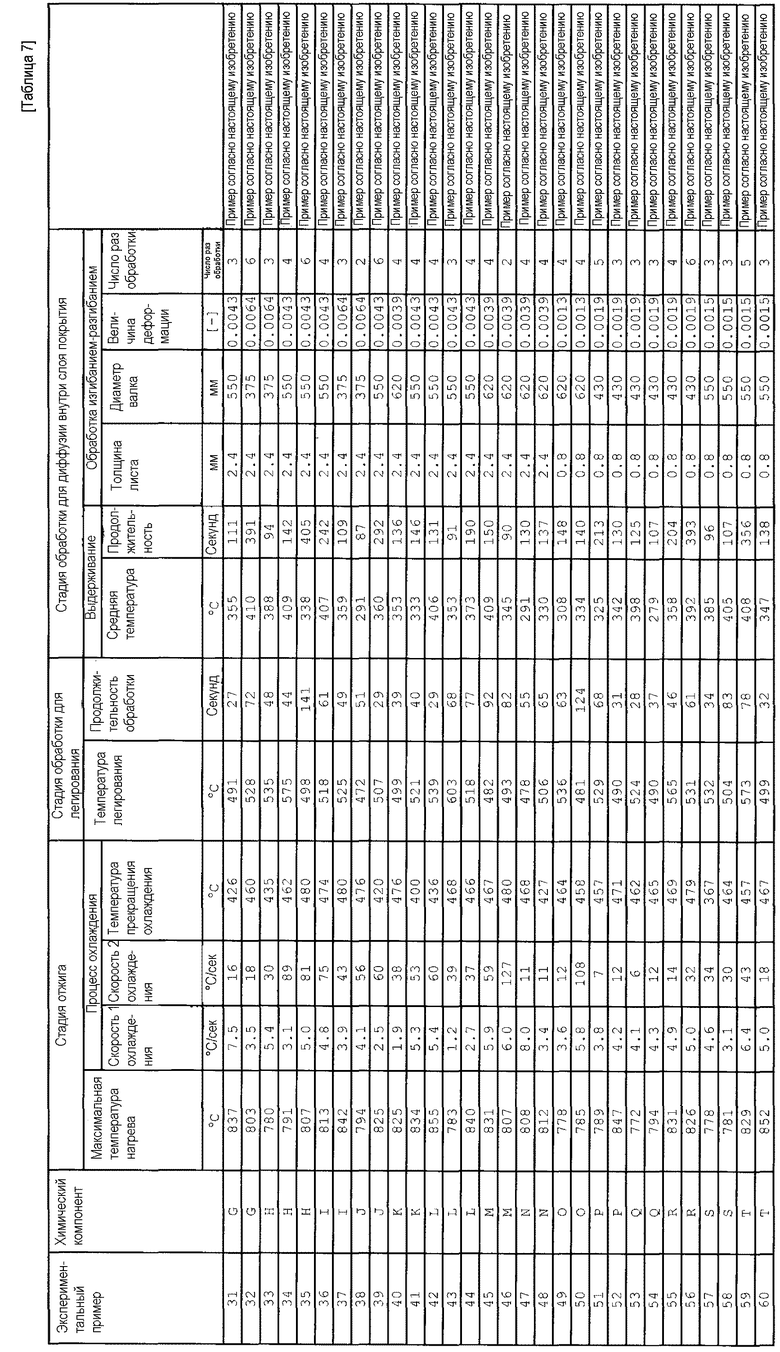
[0112]
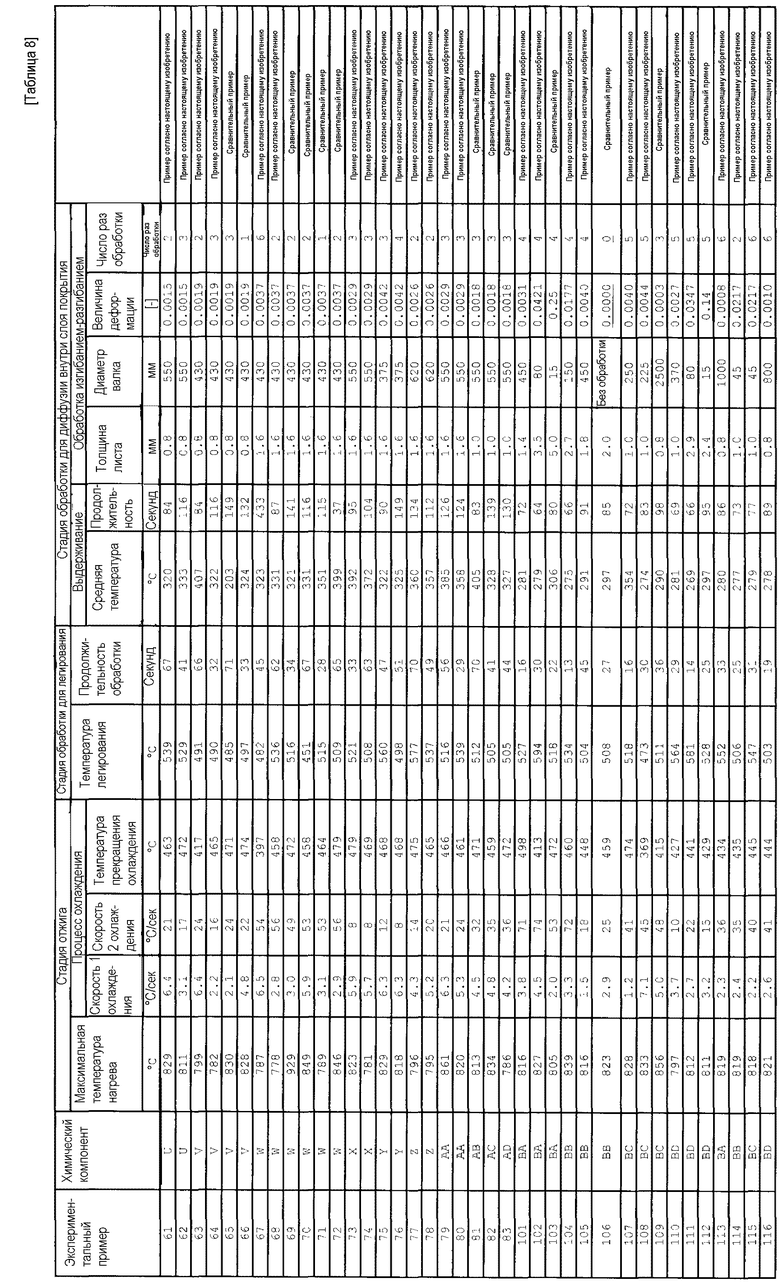
[0113]
[0114]
[0115]
[0116]
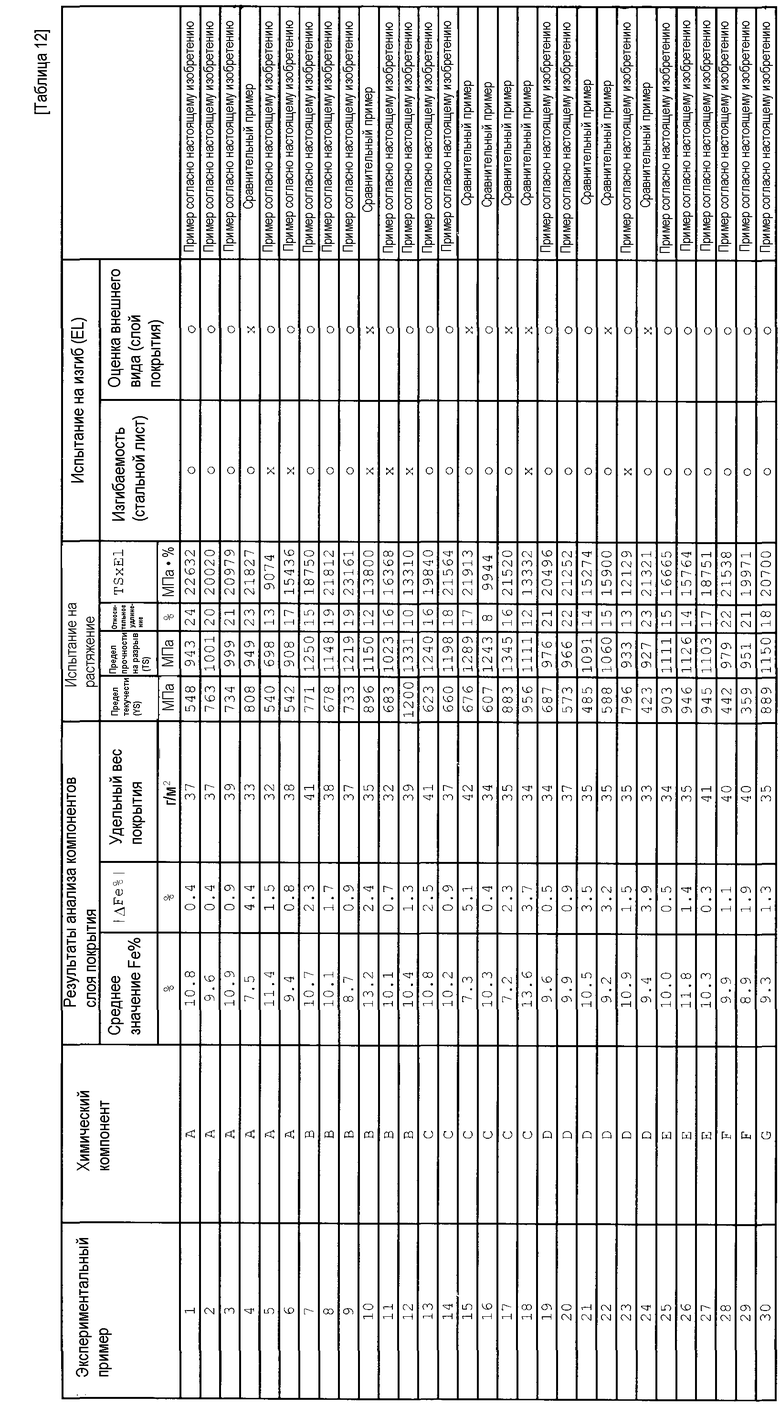
[0117]
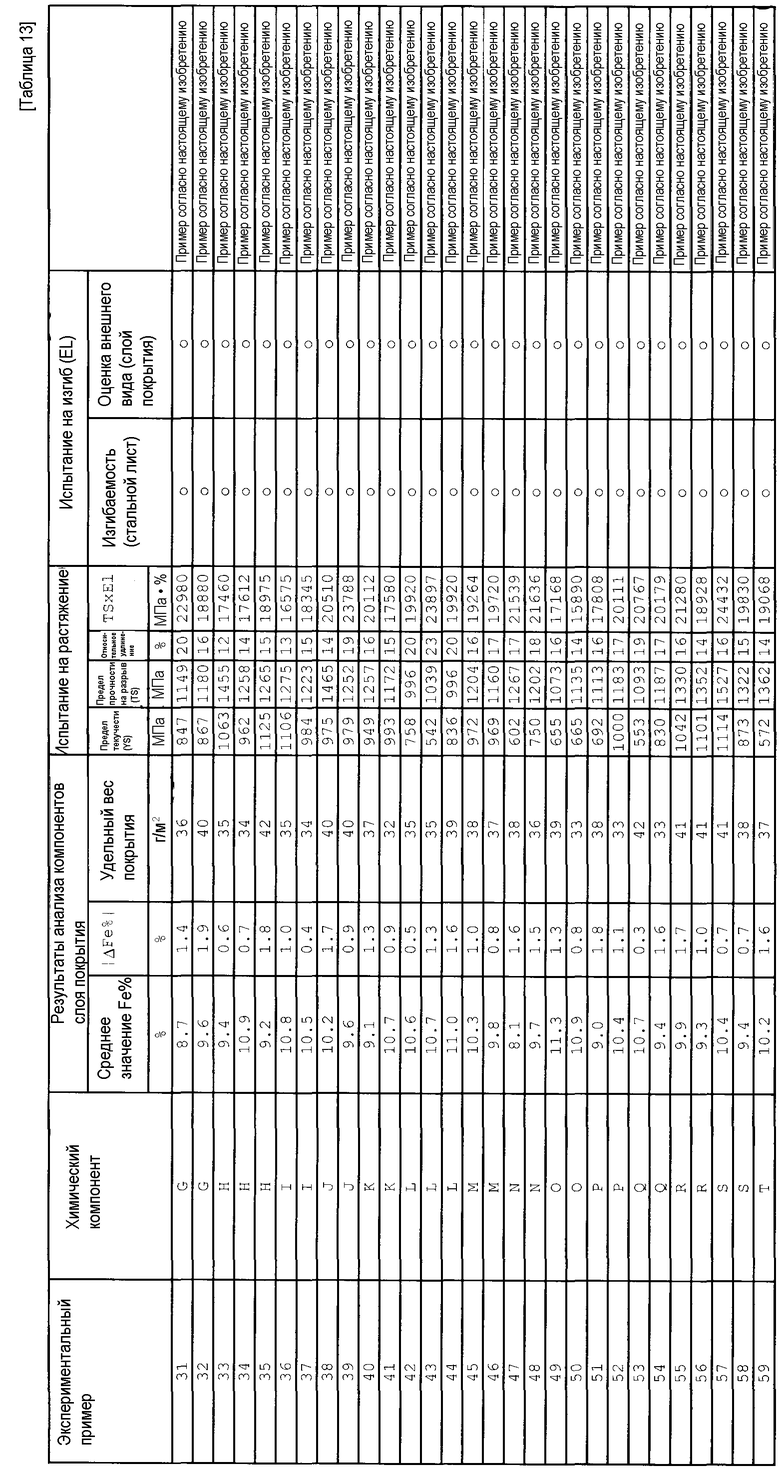
[0118]

ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0119] Настоящее изобретение может быть предпочтительно использовано для деталей в вариантах применения для горячей гальванизации погружением и обработки, такой как обработка изгибанием, среди деталей, требующих прочности, таких как конструкционные детали и детали упрочнения для автомобилей, строительных машин и тому подобных, и может быть применено, в частности, для деталей, требующих превосходной адгезионной способности слоя покрытия.
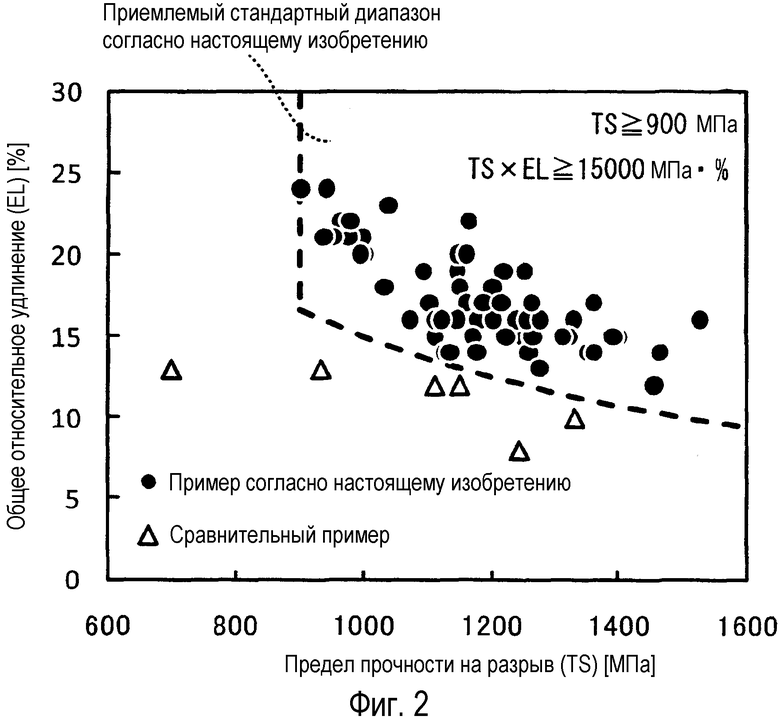
Изобретение относится к отожженному гальваническому покрытию, сформированному на поверхности высокопрочного базового стального листа и обладающему улучшенной прочностью сцепления с поверхностью упомянутого листа. В покрытии среднее количество Fe составляет величину в диапазоне от 8,0 до 12,0%, причем абсолютное значение разности ΔFe между количеством Fe в положении на 1/8 толщины и количеством Fe в положении на 7/8 толщины покрытия, которая считается от поверхности раздела между покрытием и стальным листом до наружной поверхности покрытия, составляет величину в диапазоне от 0,0 до 3,0%. При получении предложенного покрытия после завершения стадий горячей гальванизации погружением и обработки для легирования выполняют обработку для диффузии внутри отожженного гальванического покрытия, при которой выдерживают гальванизированный с отжигом стальной лист при температуре в диапазоне от 250 до 450°С и подвергают гальванизированный с отжигом стальной лист обработке с одно- или многократным сгибанием-разгибанием в этом температурном диапазоне для диффузии Fe в отожженном гальваническом покрытии. 3 н. и 9 з.п. ф-лы, 2 ил., 14 табл.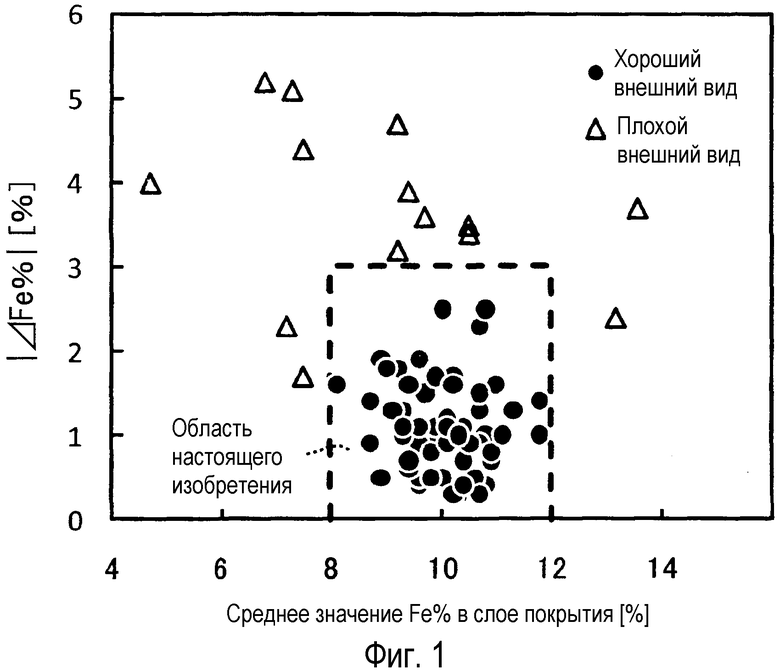
1. Отожженное гальваническое покрытие, сформированное на поверхности базового стального листа, в котором среднее количество Fe в отожженном гальваническом покрытии составляет величину в диапазоне от 8,0 до 12,0%, при этом абсолютное значение разности ΔFe между количеством Fe в положении на 1/8 толщины отожженного гальванического покрытия и количеством Fe в положении на 7/8 толщины отожженного гальванического покрытия в направлении от поверхности раздела между отожженным гальваническим покрытием и базовым стальным листом до наружной поверхности отожженного гальванического покрытия составляет величину в диапазоне от 0,0 до 3,0%.
2. Гальванизированный с отжигом стальной лист, в котором отожженное гальваническое покрытие по п. 1 сформировано на поверхности базового стального листа, содержащего, в % по массе:
С: от 0,050 до 0,300,
Si: от 0,10 до 2,50,
Mn: от 0,50 до 3,50,
Р: от 0,001 до 0,030,
S: от 0,0001 до 0,0100,
Al: от 0,005 до 1,500,
О: от 0,0001 до 0,0100,
N: от 0, 0001 до 0,0100, и
остальное количество составлено Fe и неизбежными загрязняющими примесями.
3. Стальной лист по п. 2, в котором базовый стальной лист дополнительно включает, в % по массе, один, или два, или более элементов, выбранных из:
Cr: от 0,01 до 2,00,
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Ti: от 0,005 до 0,150,
Nb: от 0,005 до 0,150,
V: от 0,005 до 0,150,
Мо: от 0,01 до 1,00, и
В: от 0,0001 до 0,0100.
4. Стальной лист по п. 2 или 3, в котором базовый стальной лист дополнительно включает от 0,0001 до 0,5000% в сумме одного, или двух, или более элементов, выбранных из Са, Се, Mg, Zr, Hf, и REM.
5. Стальной лист по п. 2 или 3, в котором на поверхности отожженного гальванического покрытия сформировано покрытие, включающее оксид фосфора (Р) и/или содержащий Р сложный оксид.
6. Стальной лист по п. 4, в котором на поверхности отожженного гальванического покрытия сформировано покрытие, включающее оксид фосфора (Р) и/или содержащий Р сложный оксид.
7. Способ получения отожженного гальванического покрытия, сформированного на поверхности базового стального листа, включающий:
стадию горячей гальванизации погружением, в которой поверхность базового стального листа подвергают горячей гальванизации погружением для получения гальванизированного погружением в горячую ванну стального листа;
стадию обработки для легирования, в которой нагревают полученное горячей гальванизацией погружением покрытие, сформированное в стадии горячей гальванизации погружением, до температуры в диапазоне от 470 до 650°С для образования отожженного гальванического покрытия и для получения гальванизированного с отжигом стального листа; и
стадию обработки для диффузии внутри отожженного гальванического покрытия, в которой после стадии обработки для легирования выдерживают гальванизированный с отжигом стальной лист при температуре в диапазоне от 250 до 450°С и подвергают гальванизированный с отжигом стальной лист обработке с одно- или многократным сгибанием-разгибанием в этом температурном диапазоне для диффузии Fe в отожженном гальваническом покрытии, при этом
после стадии обработки для диффузии внутри отожженного гальванического покрытия среднее количество Fe в отожженном гальваническом покрытии составляет величину в диапазоне от 8,0 до 12,0%, а абсолютное значение разности ΔFe между количеством Fe в положении на 1/8 толщины отожженного гальванического покрытия и количеством Fe в положении на 7/8 толщины отожженного гальванического покрытия в направлении от поверхности раздела между отожженным гальваническим покрытием и базовым стальным листом до наружной поверхности слоя покрытия составляет величину в диапазоне от 0,0 до 3,0%.
8. Способ по п. 7, в котором на стадии обработки для диффузии внутри отожженного гальванического покрытия гибочную обработку выполняют таким образом, что величина максимальной деформации растяжения в поверхности стального листа составляет от 0,0007 до 0,0910.
9. Способ по п. 7, в котором поверхность отожженного гальванического покрытия подвергают обработке для нанесения фосфатного покрытия, чтобы сформировать покрытие, включающее оксид фосфора (Р) и/или содержащий Р сложный оксид, после стадии обработки для диффузии внутри отожженного гальванического покрытия.
10. Способ по п. 7, в котором в качестве базового стального листа используют базовый стальной лист, содержащий, в % по массе:
С: от 0,050 до 0,300,
Si: от 0,10 до 2,50,
Mn: от 0,50 до 3,50,
Р: от 0,001 до 0,030,
S: от 0,0001 до 0,0100,
Al: от 0,005 до 1,500,
О: от 0,0001 до 0,0100,
N: от 0,0001 до 0,0100, и
остальное количество составлено Fe и неизбежными загрязняющими примесями.
11. Способ по п. 10, в котором в качестве базового стального листа используют стальной лист, дополнительно содержащий, в % по массе, один, или два, или более элементов, выбранных из:
Cr: от 0,01 до 2,00,
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Ti: от 0,005 до 0,150,
Nb: от 0,005 до 0,150,
V: от 0,005 до 0,150,
Мо: от 0,01 до 1,00, и
В: от 0,0001 до 0,0100.
12. Способ по п. 10, в котором качестве базового стального листа используют стальной лист, дополнительно содержащий, в % по массе, от 0,0001 до 0,5000% в сумме одного, или двух, или более элементов, выбранных из Са, Се, Mg, Zr, Hf, и REM.
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ЛЕГИРОВАННЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312920C2 |

