Изобретение относится к способу пригодного для камеры коксования уплотнения угля путем прессования, при этом уплотненным элементам на поверхности придают форму, которая обеспечивает увеличенную поверхность для теплообмена и газовыделения продуктов коксования, так что процесс коксования протекает значительно быстрее. Изобретение относится также к устройству для прессования угля, которое прессует уголь в уплотненную форму, при этом устройство состоит из плиты, которая на прессующей поверхности снабжена формообразующими элементами, так что уплотненные элементы приобретают желаемую форму поверхности.
При коксовании угля зачастую проблема состоит в том, что при загрузке угля в камеры коксования угольный пирог не может быть подготовлен в виде точно отмеренных порций. Требуемое количество угля подают в загрузочную машину, где уголь подвергают прессованию, и после этого процесса прессования его транспортируют в камеру коксования. При помощи этого способа образуется уплотненный угольный пирог, который не структурирован на поверхности и поэтому обладает малой поверхностью для теплообмена и газовыделения продуктов коксования во время процесса коксования.
Зачастую способ уплотнения угля применяют для того, чтобы повысить производительность камер коксования. При этом уголь подвергают прессованию, так что плотность получаемого угольного пирога составляет до 1200 кг/м3. Благодаря этому удельная производительность коксовой печи может быть повышена. Однако одновременно увеличивается время обработки в камере коксования. Причина состоит в том, что неочищенный газ, требующийся для горения, поступает в камеру сгорания замедленно, и таким образом сжигание коксового газа замедляется. Следовательно, было бы преимуществом, если бы в угольном пироге были выполнены каналы или поверхностные структуры. Благодаря этому коксовый газ может быстрее выходить из угольного пирога, и обеспечивается эффект повышения производительности посредством уплотнения угля.
Вследствие наличия в угольном пироге щелевых или круглых каналов его удельная поверхность существенно повышается, благодаря чему коксовый газ лучше подается для процесса сжигания в камере сгорания. Это обеспечивает существенное уменьшение времени коксования. Следующим преимуществом могло бы быть получение угля в уплотненной форме в виде точно отмеренных порций или уплотненных элементов, так чтобы их можно было подавать в камеру коксования в форме отдельных элементов и в определенном количестве, при этом количество элементов определяет количество угля.
Горизонтальная загрузка камер коксования описана в DE 19545736 A1. Вне печи уголь насыпают на плоскую плиту основания, уплотняют и сдвигают в камеру печи коксования. Затем плиту основания вытягивают из камеры коксования при удерживании угольного пирога с торцевой стороны. Изготовление прессованного угольного пирога при помощи соответствующих устройств описано в WO 2006/056286 A1. Посредством способа, описанного в этом источнике, угольный пирог формируют в пресс-форме при помощи стационарных прессовых инструментов, которые работают в горизонтальном направлении и уплотняют угольный пирог перед загрузкой в камеру коксования. Однако точно отмеренных порций угля не подготавливают. Также не упоминается метод соответствующего структурирования поверхности угольных уплотненных элементов. Поэтому подлежащий коксованию уголь не имеет ни разделения на порции, ни поверхности, через которую происходит улучшенный теплообмен.
Поэтому задача состоит в создании способа, посредством которого уголь подготавливают для коксования в виде точно отмеренных порций. Порции должны обладать наружной поверхностью, которая является увеличенной и благодаря этому обеспечивает возможность улучшенного теплообмена в камере коксования и улучшенного газовыделения продуктов коксования.
В изобретении эта задача решена посредством способа, при котором уголь, предназначенный для коксования, при помощи прессовых устройств прессуют и уплотняют в уплотненные элементы. В процессе прессования уплотненные элементы приобретают на поверхности форму, которая не является плоской и благодаря этому обеспечивает возможность улучшенного газообмена коксовых газов и улучшенного теплообмена с окружающей средой. Возможность формообразования обеспечена специфическим выполнением прессовых инструментов, которые имеют на поверхности формообразующую структуру.
Прессовым устройством предпочтительно является плита, хотя возможна также структура в форме полусферы или воронки. При этом прессовое устройство является формообразующим элементом, который с задней стороны снабжен устройствами, обеспечивающими нажим, и благодаря этому оказывает давление на уголь.
В частности, предложен способ пригодного для камеры коксования уплотнения угля путем прессования, в котором уголь при помощи соответствующего прессового устройства прессуют и уплотняют в один или более угольные уплотненные элементы и который характеризуется тем, что прессовое устройство обеспечивает формообразование, при котором поверхности угольных уплотненных элементов придают форму путем прессования.
Таким способом уголь непосредственно прессуют в желаемые уплотненные элементы. При этом считают, что уголь является рыхлым и может уплотняться. В процессе уплотнения достигают плотности уплотненных элементов до 1200 кг/м3. Возможно также применение уже уплотненного угля, если его еще можно в достаточной мере прессовать и ему можно придать структурированную поверхность при помощи формообразующих элементов. В частности, угольный уплотненный элемент может быть предварительно подготовлен путем разрезания или разделения предварительно спрессованного угольного пирога, а затем подвергнут формообразованию согласно изобретению. При этом изготовление уплотненного элемента и способ изготовления уплотненного элемента не имеют значения, если уплотненный элемент подвергают процессу формообразования согласно изобретению.
В качестве формообразующих элементов можно применять все произвольные элементы, придающие форму. Особенно пригодными являются вдавливающиеся шипы, которые установлены на формообразующем элементе. Они могут быть установлены на прессовом устройстве в произвольном количестве. Если прессовым устройством является плита, то, например, к этой плите может быть приварено несколько вдавливающихся шипов. Посредством этого в процессе прессования на поверхности угольных уплотненных элементов образуются вертикально или почти вертикально входящие в уголь каналы, через которые может выходить коксовый газ. Предпочтительно на виде сверху каналы являются щелевыми или круглыми. При этом в случае необходимости угольный пирог может быть снабжен сквозными отверстиями.
Пригодны также выступы, которые состоят из усеченных конусов и таким образом создают на угольных уплотненных элементах точечный волнообразный рисунок. Они могут быть образованы с помощью выступов, которые прикреплены к плитам и вдавливаются в уплотненные элементы. Для этого в качестве формообразующих элементов в плиты запрессовывают вдавливающиеся выступы. Выдавливаемые в уплотненных элементах рисунки могут представлять собой продольные волны или канавки. Выдавливаемые рисунки могут быть произвольными, если только они увеличивают поверхность и обеспечивают возможность улучшенного газообмена и теплообмена с окружающей средой.
Предпочтительно прессовое устройство состоит из плиты, на которой установлены формообразующие элементы. Прессовое устройство может также состоять из выпуклой плиты, воронки или чаши. Оно может воздействовать на угольный пирог одной или несколькими сторонами. Если прессовым устройством является плита, то она с одной или нескольких сторон может быть снабжена вертикально смонтированными на ней плитами. Если на ней вертикально смонтированы четыре плиты, то образуется оболочка, которая на внутренних стенках имеет формообразующие элементы. С целью уплотнения она может быть заполнена и подвергнута прессованию при помощи другой формообразующей плиты. Количество прессующих плит и сторон является произвольным, если только они позволяют изготавливать желаемые уплотненные элементы. Формообразующие элементы можно произвольно комбинировать как по количеству, так и по форме.
Процесс коксования, производимый с уплотненными элементами, изготовленными при помощи способа согласно изобретению, не отличается от процесса коксования, известного в уровне техники. Для предварительной подготовки к процессу коксования уплотненные элементы, изготовленные согласно изобретению, можно штабелировать и составлять произвольным образом. Если масса отдельных уплотненных элементов стандартизована и известна, то трудоемкое взвешивание подвергаемого коксованию угля становится излишним. Получаемый после процесса коксования коксовый пирог не имеет никаких изменений свойств по сравнению с коксовым пирогом, который был обработан при помощи способа согласно изобретению.
Способ согласно изобретению, который выполняют при помощи относящегося к нему устройства, имеет преимуществом изготовление угольных уплотненных элементов, которые с целью коксования можно подавать в камеру коксования точно отмеренными порциями. Эти порции в виде уплотненных элементов обладают значительно улучшенными свойствами в отношении процесса коксования, что проявляется, в частности, в сокращенном времени коксования и в улучшенном качестве угля.
Устройство согласно изобретению поясняется при помощи двух чертежей, причем эти чертежи являются лишь примером выполнения конструкции устройства согласно изобретению.
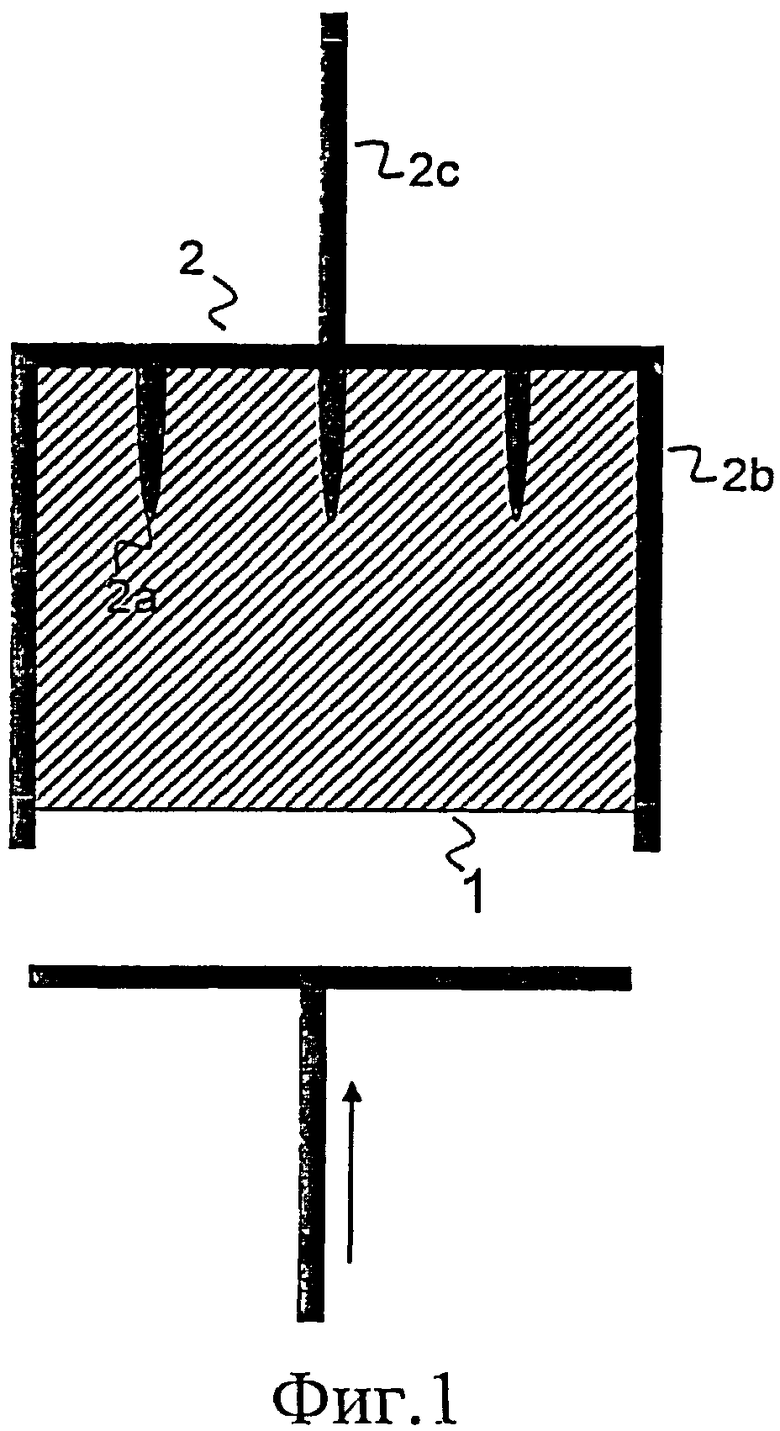
На фиг.1 показано прессование угля (1) при помощи прессового устройства, выполненного в виде плиты (2), которая снабжена вдавливающимися шипами (2а). Благодаря этому в угольных уплотненных элементах формируют проходящие в них вертикально каналы. Также здесь видны две вертикально смонтированные на плите боковые плиты (2b), которые поддерживают требуемую форму угольного пирога. Выше и ниже плоскости чертежа могут находиться следующие плиты, вертикально смонтированные на формообразующей плите, которые удерживают угольный пирог при прессовании. Также видна фиксирующая стойка (2c) для плиты.
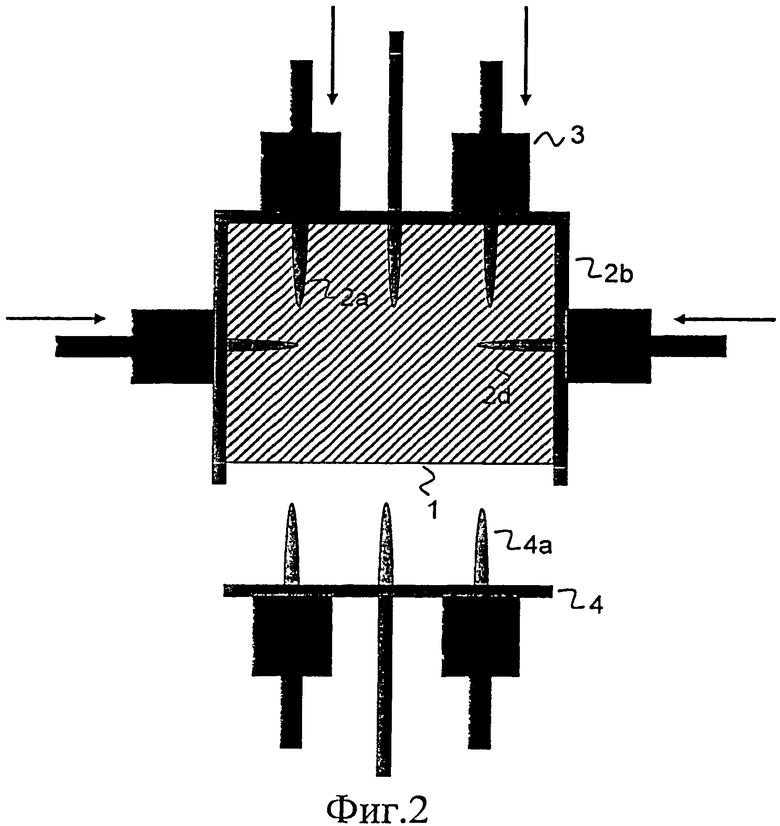
На фиг.2 показано прессование угля (1) при помощи устройства, также выполненного в виде плиты (2), которая снабжена вдавливающимися шипами (2а). На смонтированных сбоку плитах (2b) также расположены вдавливающиеся шипы (2d). Также здесь показан прессовый механизм (3), который, например, может быть образован при помощи гидравлического пресса. Выше и ниже плоскости чертежа могут находиться следующие плиты, вертикально смонтированные на формообразующей плите, которые также снабжены вдавливающимися шипами. С целью прессования полученную оболочку заполняют углем (1), а затем подвергают воздействию давления с замыкающей стороны при помощи фронтального прессового устройства (4). Эта фронтальная сторона также имеет вдавливающиеся шипы (4а).
Список обозначений
1 - уголь
2 - плита
2а - вдавливающийся шип
2b - плита, смонтированная сбоку
2c - фиксирующая стойка
2d - вдавливающийся шип
3 - прессовый механизм
4 - фронтальное прессовое устройство
4а - вдавливающийся шип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ УГОЛЬНЫХ СПРЕССОВАННЫХ БЛОКОВ, ПРИГОДНЫХ ДЛЯ КАМЕР КОКСОВАНИЯ | 2010 |
|
RU2574250C2 |
| Батарея коксовых печей | 1990 |
|
SU1726492A1 |
| СПОСОБ КОКСОВАНИЯ УГОЛЬНОЙ ШИХТЫ | 2006 |
|
RU2311440C1 |
| Коксовая печь | 1990 |
|
SU1738824A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ И ЗАГРУЗКИ УГОЛЬНОЙ ШИХТЫ В ВЕРТИКАЛЬНУЮ МНОГОКАМЕРНУЮ КОКСОВУЮ ПЕЧЬ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1991 |
|
RU2007435C1 |
| Способ подготовки угольной шихты к коксованию | 2020 |
|
RU2770401C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ГОРИЗОНТАЛЬНОГО ИЗГОТОВЛЕНИЯ ТРАМБОВАННЫХ УГОЛЬНЫХ БРИКЕТОВ | 2005 |
|
RU2391380C2 |
| ОГНЕУПОРНЫЕ ПЕЧНЫЕ ДВЕРИ И ОГНЕУПОРНЫЕ СТЕНКИ, ОКРУЖАЮЩИЕ ПЕЧНЫЕ ДВЕРИ, БАТАРЕИ КОКСОВЫХ ПЕЧЕЙ | 2008 |
|
RU2522027C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОКСА БЕЗ УЛАВЛИВАНИЯ ХИМИЧЕСКИХ ПРОДУКТОВ КОКСОВАНИЯ | 2006 |
|
RU2331662C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ КАМЕННОГО УГЛЯ ДЛЯ ПРОЦЕССА КОКСОВАНИЯ УГЛЯ | 2007 |
|
RU2411282C2 |
Изобретение относится к обработке угля и его подготовке к коксованию. Способ получения отдельных уплотненных элементов для коксования включает операции прессования и уплотнения угля при помощи соответствующего прессового устройства в один или более угольных уплотненных элементов. При этом указанный уголь подвергают обработке в прессующем устройстве, состоящем из плиты наверху и других четырех плит, которые вертикально установлены на ней. Все плиты обеспечивают формообразование, при котором поверхности угольных уплотненных элементов придают форму путем прессования. Верхняя плита и четыре плиты, которые вертикально смонтированы на ней, образуют оболочку для угля. Все плиты имеют формообразующие элементы. Изобретение позволяет подготовить уголь в виде точно отмеренных порций, обладающих увеличенной наружной поверхностью, улучшить теплообмен и газовыделение в камере коксования. 2 н. и 9 з.п. ф-лы, 2 ил.
1. Способ получения отдельных уплотненных элементов для коксования, при котором уголь прессуют и уплотняют при помощи соответствующего прессового устройства в один или более угольных уплотненных элементов, при этом указанный уголь подвергают обработке в прессующем устройстве, состоящем из плиты наверху и других четырех плит, которые вертикально установлены на ней, причем все плиты обеспечивают формообразование, при котором поверхности угольных уплотненных элементов придают форму путем прессования.
2. Способ по п. 1, в котором угольные уплотненные элементы изготавливают из уплотненного угольного блока путем разрезания, а затем подвергают прессованию при помощи формообразующего прессового устройства.
3. Способ по п. 1, в котором уголь при уплотнении прессуют до плотности уплотненного элемента, составляющей до 1200 кг/м3.
4. Способ по п. 1, в котором прессовое устройство придает угольным уплотненным элементам волнообразную форму.
5. Способ по п. 1, в котором прессовое устройство выполняет в угольных уплотненных элементах вертикально входящие в них каналы.
6. Способ по п. 5, в котором прессовое устройство выполняет в угольных уплотненных элементах вертикально входящие в них щелевые или круглые каналы.
7. Способ по п. 5, в котором уплотненные элементы обеспечивают при помощи прессового устройства сквозными отверстиями.
8. Устройство для получения отдельных уплотненных элементов для коксования способом по любому из пп. 1-7, в котором прессовое устройство содержит плиту наверху и четыре другие плиты, которые вертикально смонтированы на ней, образуя оболочку для угля, причем все плиты имеют формообразующие элементы.
9. Устройство по п. 8, в котором оболочка соединена с другой формующей плитой, которая предназначена для прессования угля.
10. Устройство по п. 8, в котором на плите установлены один или более одного вдавливающихся шипов.
11. Устройство по п. 8, в котором на плите установлены один или более одного вдавливающихся выступов.
| DE 638114 C, 10.11.1936 | |||
| Источник питания | 1974 |
|
SU513359A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГЛЕРОДОСОДЕРЖАЩИХ ФОРМОВОК (ВАРИАНТЫ) | 2002 |
|
RU2209232C1 |
| Устройство для получения прессованного угля | 1990 |
|
SU1784628A1 |
| RU 2007123583 A, 27.12.2008 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

