Изобретение относится к ракетному двигателестроению и может быть использовано в других областях техники, где требуются сильфоны, работающие в широком диапазоне температур и давлений, а также когда к сильфону предъявляются повышенные требования к его упругим характеристикам.
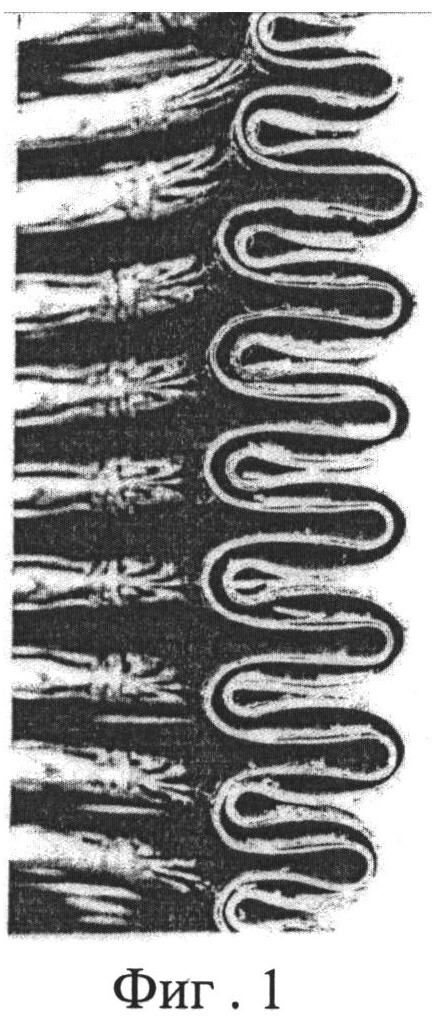
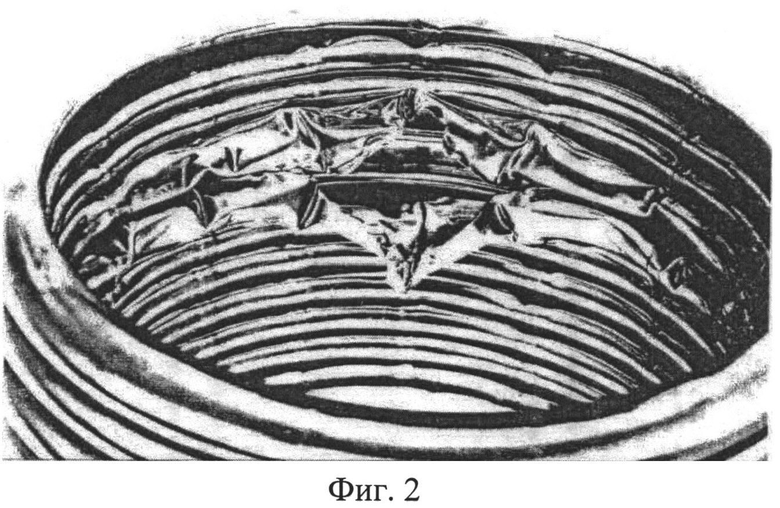
Особенностью эксплуатации многослойных сильфонов на криогенных продуктах является то, что при наличии дефекта во внутреннем слое гофрированной оболочки или в сварных швах, соединяющих гофрированную оболочку с арматурой, через микронеплотность, которая может быть невыявленной обычными методами контроля, в межслойное пространство во время работы может напрессоваться жидкий рабочий продукт, например жидкий кислород при температуре ~80 K. После прекращения работы, слива кислорода из магистрали и нагрева конструкции до температуры окружающей среды кислород, проникший в межслойное пространство, газифицируется и между слоями повышается давление. Это приводит к расслоению многослойной гофрированной оболочки сильфона (фиг.1), а иногда, в зависимости от количества проникшей между слоями жидкости, скорости нагрева и величины микронеплотности - к разрушению (фиг.2). При этом нарушается работоспособность сильфона, который не подлежит ремонту и дальнейшей эксплуатации.
Гофрирование (формование) многослойных сильфонов при их изготовлении, как правило, производится гидравлическим способом, при этом в качестве формовочной жидкости используется вода. Испытания готовых сильфонов на прочность производится также водой. При наличии микронеплотности в межслойное пространство может напрессоваться формовочная или испытательная жидкость, которая, из-за малой величины микронеплотности, может находиться между слоями весьма длительное время. Во время работы сильфона при температуре выше температуры кипения воды вода, находящаяся между слоями, испаряется, между слоями повышается давление и возникает ситуация, описанная выше.
Для многослойных сильфонов, работающих в изделиях, где требуется стабильная жесткость сильфона, межслойная негерметичность также недопустима. Рабочее тело, проникшее между слоями, резко увеличивает жесткость сильфона, что сказывается на характеристике изделия (А.И. Эдельман. Редукторы давления газа. М.: «Машиностроение», 1981 г.).
Известен способ производства многослойных тонкостенных сильфонов из нержавеющей стали, включающий изготовление трубных заготовок путем их многократной вытяжки с помощью пуансонов через матрицы с изменением диаметра, сборку труб заданного диаметра в многослойный пакет, гофрирование его в сильфон с последующими операциями поверхностного деформирования и термической обработки (SU, A, 1292870, В21D 15/00, 1987).
Недостатком данного способа является отсутствие контроля герметичности межслойного пространства многослойной оболочки. Это может привести к выходу сильфона из строя в процессе эксплуатации в экстремальных условиях.
Известен способ изготовления многослойных тонкостенных сильфонов из нержавеющих сталей, включающий получение из листов сварных трубных заготовок, сборку трубных заготовок в многослойный пакет, гофрирование пакета с образованием сильфона и контроль герметичности, осуществляемый путем прокачки между слоями газообразной смеси высокого давления, содержащей гелий, с последующей проверкой возможной негерметичности со стороны внутренней и наружной поверхности сильфона. (RU 2157415 C1, 7 С21D 8/10, F16J 3/04, В21D 15/00 - прототип).
Недостатком данного способа является то, что он ограничивается контролем герметичности только наружной и внутренней поверхности многослойной гофрированной оболочки без приваренной к ней арматуры, при этом контроль герметичности промежуточных слоев не производится. При контроле герметичности с помощью гелиевого течеискателя возможно обнаружение ложных течей.
Задачами изобретения являются:
- не допустить попадания дефектного сильфона в дорогостоящее изделие и тем самым предотвратить его выход из строя;
- повышение качества поставляемых в товар сильфонов, их эксплуатационных характеристик и надежности за счет введения контроля герметичности межслойного пространства.
Для сильфонов, работающих при высоких температурах, поставленные задачи решаются за счет того, что в известный способ изготовления многослойных сильфонов из нержавеющей стали, включающий получение тонкостенных трубных заготовок, сборку трубных заготовок в многослойный пакет, соединение пакета с концевой арматурой с помощью сварки, гофрирование пакета с образованием сильфона, испытание сильфона на прочность и общую герметичность, согласно изобретению после испытаний на общую герметичность дополнительно введена операция контроля герметичности пространства между слоями многослойной гофрированной оболочки, включающая рентгенографирование сильфона, выдержку сильфона при давлении воды, быстрый провоцирующий нагрев до температуры не менее 300°C, вторичное рентгенографирование, сравнение двух рентгенограмм на отсутствие или наличие дополнительного расслоения после нагрева (первый способ).
Для сильфонов, работающих на криогенных продуктах, поставленные задачи решаются за счет того, что в известный способ изготовления многослойных сильфонов из нержавеющей стали, включающий получение тонкостенных трубных заготовок, сборку трубных заготовок в многослойный пакет, соединение пакета с концевой арматурой с помощью сварки, гофрирование пакета с образованием сильфона, испытание сильфона на прочность и общую герметичность, согласно изобретению после испытаний на общую герметичность дополнительно введена операция контроля герметичности пространства между слоями многослойной гофрированной оболочки, включающая рентгенографирование сильфона, выдержку сильфона при давлении жидкого криогеного продукта, нагрев сильфона в атмосферном воздухе при нормальной температуре, вторичное рентгенографирование, сравнение двух рентгенограмм на отсутствие или наличие дополнительного расслоения после нагрева (второй способ).
Примером конкретной реализации первого способа является то, что сильфоны из нержавеющей стали, полученные из тонкостенных трубных заготовок, собранных в многослойные пакеты, которые соединены с концевой арматурой с помощью сварки и сгофрированы с образованием сильфона, испытанные на прочность и общую герметичность, дополнительно проверяются в следующей последовательности:
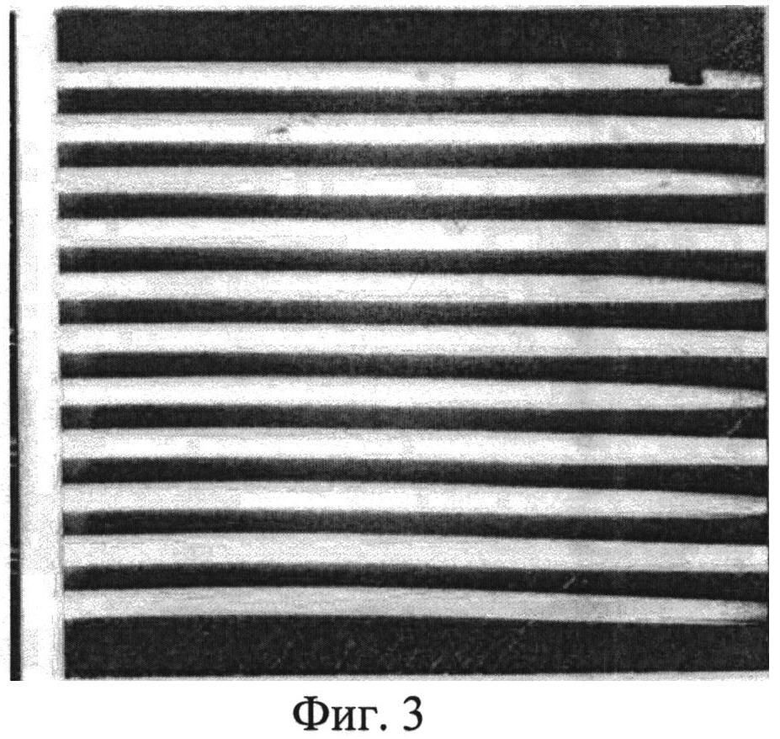
- рентгенографирование сильфона - рентгенограмма №1, характеризующая начальное состояние многослойной гофрированной оболочки, которая показана на фиг.3;
- выдержка сильфона при давлении воды;
- быстрый провоцирующий нагрев, в предварительно нагретой печи;
- вторичное рентгенографирование с получением рентгенограммы №2, характеризующей конечное состояние многослойной гофрированной оболочки после нагрева;
- сравнение рентгенограмм №1 и №2. При сравнении рентгенограмм расслоившиеся сильфоны бракуется.
Примером конкретной реализации второго способа является то, что сильфоны из нержавеющей стали, полученные из тонкостенных трубных заготовок, собранных в многослойные пакеты, которые соединены с концевой арматурой с помощью сварки и сгофрированы с образованием сильфона, испытанным на прочность и общую герметичность дополнительно проверяются в следующей последовательности:
- рентгенографирование сильфона - рентгенограмма №1 характеризующая начальное состояние многослойной гофрированной оболочки, которая показана на фиг.3;
- выдержка сильфона в термостате при давлении жидкого азота;
- нагрев в атмосферном воздухе при нормальной температуре;
- вторичное рентгенографирование с получением рентгенограммы №2, характеризующей конечное состояние многослойной гофрированной оболочки после нагрева;
- сравнение рентгенограмм №1 и №2. При сравнении рентгенограмм расслоившиеся сильфоны бракуется.
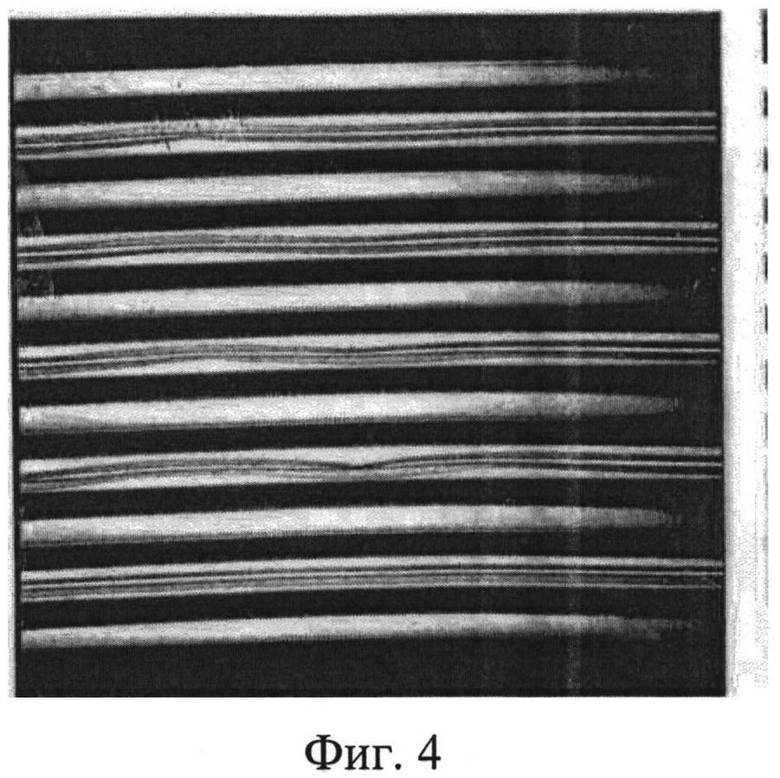
На фиг.1 показан вид расслоенной многослойной гофрированной оболочки сильфона, на фиг.2 показан вид разрушенного сильфона, на фиг.3 показана рентгенограмма сильфона в состоянии поставки, на фиг.4 показана рентгенограмма расслоенного сильфона.
Техническим результатом изобретения является повышение качества поставляемых в товар сильфонов, изготовленных по одному из предлагаемых способов, повышение их эксплуатационных характеристик и надежности за счет введения контроля герметичности межслойного пространства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ СИЛЬФОНОВ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1999 |
|
RU2157415C1 |
| МНОГОСЛОЙНЫЙ СИЛЬФОННЫЙ КОМПЕНСАТОР | 2002 |
|
RU2272954C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ СИЛЬФОНОВ | 1999 |
|
RU2164188C2 |
| ПОЛИОБЪЕМНЫЙ СИЛЬФОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2215214C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МНОГОСЛОЙНЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2404003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 12Х18Н10Т | 2007 |
|
RU2436645C2 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК МЕЖДУ СОБОЙ И С АРМАТУРОЙ | 2011 |
|
RU2484932C1 |
| Способ изготовления многослойных труб | 1984 |
|
SU1227696A1 |
| СПОСОБ РОЛИКОВОЙ СВАРКИ КОНЦЕВЫХ УЧАСТКОВ ТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ СИЛЬФОНОВ | 2007 |
|
RU2368474C2 |
| СПОСОБ СВАРКИ ТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ ЭЛЕМЕНТОВ С АРМАТУРОЙ | 1993 |
|
RU2053078C1 |
Способ предназначен для изготовления многослойных сильфонов из нержавеющей стали. Способ включает получение тонкостенных трубных заготовок, сборку трубных заготовок в многослойный пакет, соединение пакета с концевой арматурой с помощью сварки, гофрирование пакета с образованием сильфона, испытание сильфона на прочность и общую герметичность, при этом дополнительно введена операция контроля герметичности пространства между слоями многослойной гофрированной оболочки, включающая рентгенографирование сильфона, выдержку сильфона при давлении воды, быстрый провоцирующий нагрев до температуры не менее 300°C, вторичное рентгенографирование, сравнение двух рентгенограмм на отсутствие или наличие дополнительного расслоения после нагрева. Технический результат - повышение качества и надежности сильфонов. 2 н.п. ф-лы, 4 ил.
1. Способ изготовления многослойных сильфонов из нержавеющей стали, включающий получение тонкостенных трубных заготовок, сборку трубных заготовок в многослойный пакет, соединение пакета с концевой арматурой с помощью сварки, гофрирование пакета с образованием сильфона, испытание сильфона на прочность и общую герметичность, отличающийся тем, что после испытания на общую герметичность дополнительно введена операция контроля герметичности пространства между слоями многослойной гофрированной оболочки, включающая рентгенографирование сильфона, выдержку сильфона при давлении воды, быстрый провоцирующий нагрев до температуры не менее 300°C, вторичное рентгенографирование, сравнение двух рентгенограмм на отсутствие или наличие дополнительного расслоения после нагрева.
2. Способ изготовления многослойных сильфонов из нержавеющей стали, включающий получение тонкостенных трубных заготовок, сборку трубных заготовок в многослойный пакет, соединение пакета с концевой арматурой с помощью сварки, гофрирование пакета с образованием сильфона, испытание сильфона на прочность и общую герметичность, отличающийся тем, что после испытания на общую герметичность дополнительно введена операция контроля герметичности пространства между слоями многослойной гофрированной оболочки, включающая рентгенографирование сильфона, выдержку сильфона при давлении жидкого криогенного продукта, нагрев сильфона в атмосферном воздухе при нормальной температуре, вторичное рентгенографирование, сравнение двух рентгенограмм на отсутствие или наличие дополнительного расслоения после нагрева.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ СИЛЬФОНОВ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1999 |
|
RU2157415C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 12Х18Н10Т | 2007 |
|
RU2436645C2 |
| Способ изготовления металлических сильфонов | 1985 |
|
SU1292870A1 |
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| US 7819991 B2, 26.10.2010 | |||

