Область техники
Изобретение относится к сварке, в частности к сварке многослойных тонколистовых пакетов, например концевых участков многослойных металлических сильфонов.
Предшествующий уровень техники
Известен способ роликовой сварки многослойных стальных пакетов, при котором предварительно собранный пакет соединяют роликовой сваркой. При этом получается монолитное соединение без воздушных зазоров между листами пакета (см. авт. свид. СССР №157022, МКИ В23К 11/06, 1963 г.).
Достоинством способа является то, что для получения качественного соединения нет необходимости предъявлять повышенные требования к чистоте поверхности соединяемых элементов.
Однако такому способу присущи и недостатки, поскольку при использовании его для сварки многослойных пакетов, имеющих листы разных толщин, сохраняется потенциальная опасность прожога тонких листов.
В способе-прототипе (патент РФ №1636146, МПК В23К 11/06, 1991 г.) роликовая сварка применяется для сварки концевых участков трехслойного сильфона с толщиной каждого слоя 0,3 мм. Этот способ хорошо зарекомендовал себя при сварке концевых участков многослойного сильфона с одинаковой толщиной каждого слоя.
Согласно способу многослойный сильфон с толщиной слоя менее 0,3 мм и имеющий по краям припуск 10 мм сваривают с двух сторон роликовой сваркой с получением монолитного слоя на расстоянии от края сильфона, равном припуску. Затем припуск обрезают механическим способом по краю роликового шва.
Однако этот способ сварки многослойного пакета металличемких оболочек неодинаковой толщины, как правило приводит к прожогу утоненной оболочки.
Раскрытие изобретение
Задачей настоящего изобретения является создание роликовой сварки, способной без прожогов соединять пакет тонкостенных металлических оболочек неодинаковой толщины.
Эта задача решена за счет того, что роликовой сваркой сваривают тонкостенные слои с получением сварного шва на концевых участках сильфона с припуском, который затем срезают, а перед сваркой на внешнюю поверхность утоненного слоя сильфона размещают разрезное металлическое кольцо, ширина которого должна быть не меньше ширины роликового сварного шва и длины припуска, а его толщина - больше толщины утоненного слоя не более, чем в 1,5 раза, при этом роликовую сварку слоев многослойного сильфона ведут вместе с разрезным кольцом. Другими отличиями являются:
- слои сильфона и разрезное кольцо изготовлены из высоколегированной нержавеющей стали марки 12Х18Н10Т;
- утоненный слой сильфона получают из трубки, изготовленной методом вытяжки;
- перед роликовой сваркой многослойного пакета слоев разрезное кольцо прихватывают к указанным слоям точечной сваркой, которую ведут от середины этого кольца к его концам, при этом зазор между концами кольца составляет менее 0,5 мм.
Технический результат от применения предлагаемого способа роликовой сварки позволяет получить монолитный сварной шов высокого качества.
Пример осуществления изобретения
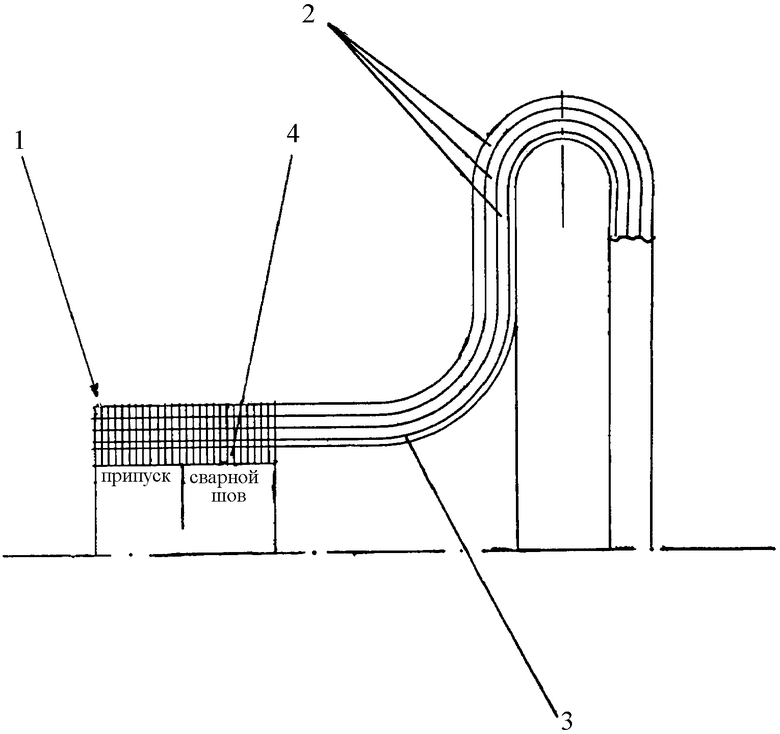
Способ роликовой сварки концевых участков тонкостенных многослойных металлических сильфонов поясняется на примере изготовления четырехслойного сильфона, один из слоев которого в два раза тоньше других. Фрагмент увеличенного сечения полугофра сильфона представлен на чертеже.
Сильфон 1 имеет три слоя 2 толщиной 0,35 мм и один - утоненный слой 3 толщиной 0,17 мм. С внешней стороны утоненного слоя 3 в районе концевых участков сильфона 1 расположено разрезное кольцо 4 толщиной 0,5 мм.
Слои сильфона 2 и 3 и разрезное кольцо 4 изготовлены из нержавеющей стали марки 12ХН9Т. Утоненный слой 3 выполняют из трубки, полученной методом вытяжки из листа. Такая технология изготовления оболочки утоненного слоя обеспечивает лучшую межслойную герметичность, т.к. оболочка утоненного слоя практически не содержит микропор, микротрещин и других дефектов.
Перед роликовой сваркой концевых участков четырехслойного сильфона с разрезным кольцом последний соединяют с указанными слоями прихваткой, используя точечную сварку. При этом прихватку начинают от середины разрезного кольца к его краям. После этого излишки разрезного кольца срезают, обеспечивая зазор между его концевыми участками, равный 0,1-0,15 мм. Роликовый сварной шов должен отстоять от торцов концевых участков сильфона на длину припуска, которая равна 10 мм.
Режим роликовой сварки:
- сварочный ток Iсв - 6,0 кА;
- длительность импульса сварочного тока tимп - (0,02-0,04) с.
- пауза между импульсами tпаузы - (0,04-0,06) с;
- скорость сварки ~0,3 м/мин;
- усилие, приложенное к роликам - Р=210 кГ;
- ширина роликового шва составляет 4-6 мм.
После выполнения роликовой сварки припуски срезают по границе шва.
Установка разрезного кольца на наружной поверхности утоненного слоя в районе цилиндрических участков многослойного сильфона позволило получить монолитный сварной шов.
Промышленное применение
Изобретение может быть использовано в различных отраслях промышленности, особенно при изготовлении многослойных тонкостенных сильфонов, имеющих разные толщины оболочек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки внахлестку тонкостенных многослойных элементов с толстостенной арматурой | 1989 |
|
SU1636146A1 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК МЕЖДУ СОБОЙ И С АРМАТУРОЙ | 2011 |
|
RU2484932C1 |
| СПОСОБ СВАРКИ ТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ ЭЛЕМЕНТОВ С АРМАТУРОЙ | 1993 |
|
RU2053078C1 |
| ГИБКИЙ МЕТАЛЛОРУКАВ | 2005 |
|
RU2291772C1 |
| МНОГОСЛОЙНЫЙ СИЛЬФОННЫЙ КОМПЕНСАТОР | 2002 |
|
RU2272954C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2016726C1 |
| Способ электродуговой сварки деталей различных толщин | 1977 |
|
SU636061A1 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 1998 |
|
RU2131787C1 |
| СПОСОБ ПОВЫШЕНИЯ КАТЕГОРИИ ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2007 |
|
RU2373452C2 |
Изобретение может быть использовано при сварке многослойных тонкостенных металлических пакетов, например концевых участков многослойных металлических сильфонов, имеющих разную толщину слоев. Согласно предлагаемому способу перед сваркой на поверхности утоненного слоя сильфона размещают разрезное металлическое кольцо, ширина которого не меньше суммарной ширины роликового сварного шва и длины припуска шва, а его толщина - больше толщины утоненного слоя не более, чем в 1,5 раза. Сваривают слои вместе с разрезным кольцом с получением на концевых участках сильфона сварного шва с припуском, который затем срезают. Слои сильфона и разрезное кольцо выполнены из нержавеющей стали марки 12Х18Н10Т. Применение разрезного кольца при сварке многослойного пакета, имеющего разную толщину слоев, позволило исключить прожог утоненного слоя. 3 з.п. ф-лы, 1 ил.
1. Способ роликовой сварки концевых участков многослойного тонкостенного металлического сильфона, имеющего утоненный внутренний слой, при котором перед сваркой на поверхности утоненного слоя сильфона размещают разрезное металлическое кольцо, ширина которого не меньше суммарной ширины роликового сварного шва и длины припуска шва, а его толщина - больше толщины утоненного слоя не более чем в 1,5 раза, и сваривают слои вместе с разрезным кольцом с получением на концевых участках сильфона сварного шва с припуском, который затем срезают.
2. Способ по п.1, отличающийся тем, что слои сильфона и разрезное кольцо изготовлены из высоколегированной нержавеющей стали.
3. Способ по п.2, отличающийся тем, что слои сильфона и разрезное кольцо изготовлены из стали 12Х18Н10Т.
4. Способ по п.1, отличающийся тем, что разрезное кольцо предварительно прихватывают к слоям сильфона точечной сваркой, которую ведут от середины этого кольца к его концам, при этом зазор между концами кольца составляет менее 0,5 мм.
| СПОСОБ СВАРКИ ТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ ЭЛЕМЕНТОВ С АРМАТУРОЙ | 1993 |
|
RU2053078C1 |
| Способ сварки внахлестку тонкостенных многослойных элементов с толстостенной арматурой | 1989 |
|
SU1636146A1 |
| Способ электродуговой сварки деталей различных толщин | 1977 |
|
SU636061A1 |
| Способ соединения сильфона с арматурой | 1988 |
|
SU1609591A1 |
| ГИБКИЙ МЕТАЛЛОРУКАВ | 2005 |
|
RU2291772C1 |
| DE 19930852 A1, 27.07.2000. | |||

