Изобретение относится к оборудованию для производства экструдированных пищевых продуктов из растительного сырья в перерабатывающей промышленности.
Наиболее близким по технической сущности и достигаемому эффекту является шнековый экструдер для производства продуктов с начинкой [Пат. №2277363 РФ, МПК A23P 1/12, A21C 9/06, B29C 47/78. Шнековый экструдер для производства продуктов с начинкой / Остриков А.Н., Абрамов О.В., Соколов И.Ю. - 2005101155/13; Заявлено 19.01.2005; Опубл. 10.06.2006, бюл. №16], включающий пропариватель, под которым в корпусе экструдера имеются отверстия для подачи пара в рабочую камеру, выполненные под углом к его оси, с разным диаметром. Продуктопровод представляет собой устройство для подачи начинки и одновременно создания воздушной прослойки между ней и оболочкой продукта, состоящее из двух концентрично расположенных цилиндрических трубок, каждая из которых в свою очередь разделена на две части, расположенные под углом 90 0 друг к другу, соединенные между собой резьбовым соединением, причем одна из них находится в верхней части формующей головки, а другая по ее оси. При этом между трубками, расположенными по оси формующей головки с торцевой стороны, и в формующем канале вставлены кольца, препятствующие радиальному перемещению трубок.
Недостатком известной конструкции экструдера является возможность получения продукта только с одним видом начинки, что снижает выпуск ассортимента готовой продукции.
Технической задачей изобретения является повышение качества получаемого готового продукта, расширение ассортимента продукции, уменьшение времени на обработку исходного сырья, возможность введения в готовый продукт двух различных начинок, а также исключение возможности образования «мертвой зоны» продукта в матрице.
Поставленная техническая задача изобретения достигается тем, что в экструдере для производства поликомпонентных продуктов, включающем корпус, шнек с приводом, матрицу, новым является то, что шнек выполнен конусообразно с уменьшающимся шагом витка, в корпусе выполнено кольцевое отверстие, в которое через нижний патрубок подается теплоноситель, а через верхний - отводится, к матрице присоединены два продуктопровода, один из которых соединяется с центральной трубкой, обеспечивающей подачу начинки непосредственно в центр готового продукта, центральная трубка имеет конусообразную часть, предназначенную для обеспечения ее плавного обтекания расплавленным продуктом, а второй продуктопровод, содержащий четыре патрубка, расположенные по углом 90°, соединен с кольцеобразной полостью, наружная часть которой имеет кольцевую конусообразную часть и которая обеспечивает ввод начинки между меньшим и большим кольцевыми слоями экструдата.
Технический результат изобретения заключается в повышении качества получаемого готового продукта за счет введения в экструдат различных начинок, устранении образования «мертвой зоны» продукта в матрице, в расширении ассортимента продукции.
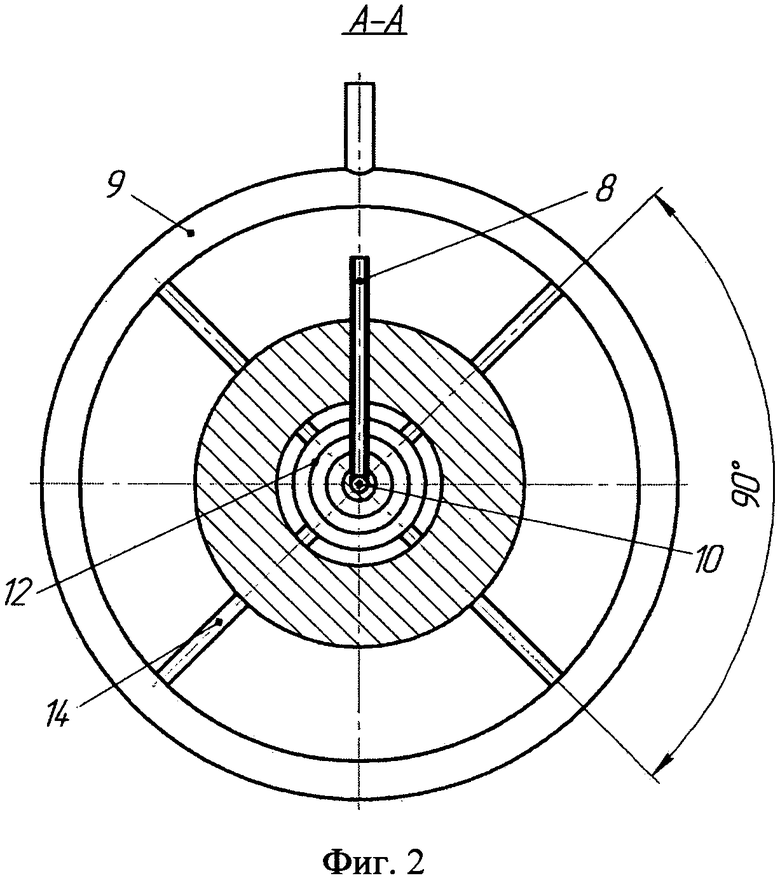
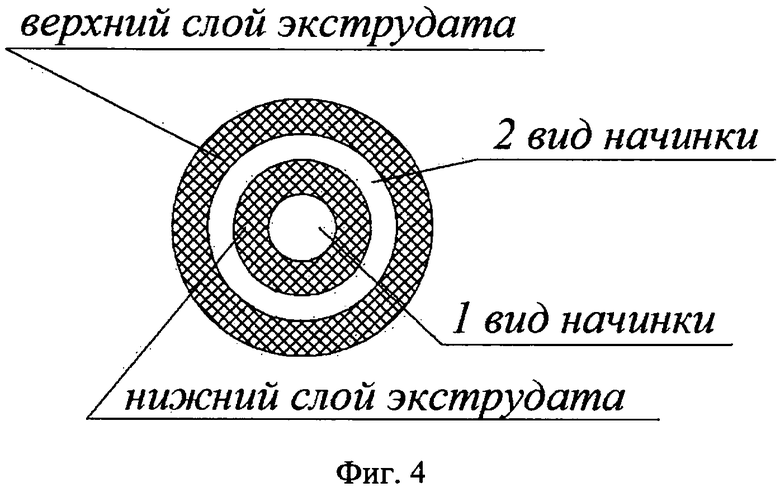
На фиг. 1 представлена рабочая камера экструдера, на фиг 2 - поперечное сечение матрицы, на фиг. 3 - матрица экструдера, на фиг. 4 - схематическое изображение готового продукта с двумя видами начинки.
Экструдер для производства поликомпонентных продуктов состоит из рабочей камеры экструдера с загрузочным патрубком 1, корпуса 2, матрицы 3, шнека 4 (фиг. 1).
В корпусе 2 имеется кольцевое отверстие 5, в которое через патрубок 6 подается теплоноситель, а через патрубок 7 он отводится. Кольцевое отверстие 5 предназначено для поддержания необходимого температурного диапазона для правильной работы экструдера.
В матрице 3 имеется два продуктопровода 8 и 9 (фиг. 2). Продуктопровод 8 подает первую начинку в центральную трубку 10, что обеспечивает ее расположение непосредственно в самом центре готового жгута продукта. Продуктопровод 9 подает вторую начинку в кольцеобразную полость 11, в результате начинка распределяется между меньшим и большим кольцевыми слоями экструдата (фиг. 3). Для равномерного распределения продукта в кольцеобразной полости используются четыре патрубка 14, расположенные под углом 90°. Центральная трубка 10 имеет конусообразную часть 13, предназначенную для обеспечения ее плавного обтекания расплавленным продуктом и для предотвращения образования застойных зон. На кольцеобразной полости 11 также имеется конусообразная окаемка 12, предназначенная для плавного перераспределения движения потока экструдата.
Экструдер для производства поликомпонентных продуктов работает следующим образом.
С помощью привода (на фиг. не показан) приводится во вращение шнек 4. Исходный продукт через загрузочный патрубок 1 поступает в зону загрузки винтового канала шнека 4 и перемещается им за счет разницы сил трения между продуктом, стенками корпуса рабочей камеры 2 и винтовым каналом шнека 4. При дальнейшем его продвижении происходит уплотнение продукта в зоне сжатия за счет уменьшающегося свободного объема, ограниченного стенками корпуса 2 и поверхностью шнеков 4. В результате этого под действием деформационных сдвиговых усилий и сил трения о поверхности рабочих органов и корпус продукт разогревается.
Далее продукт поступает в зону гомогенизации, где происходит его окончательный переход из твердой фазы в вязкопластичную. На этом участке происходит плавление за счет преобразования механической энергии шнека 4 в тепловую энергию, а также за счет внутреннего трения непосредственно в самом продукте при работе экструдера в автогенном режиме. Здесь же имеет место выравнивание давления расплава и окончательное плавление включенных в него частиц.
Одновременно с подачей исходного сырья начинается подача одного вида начинки по продуктопроводу 8 в центральную трубку 10, в результате чего начинка располагается в центральной части экструдируемого продукта, в это же время по трубопроводу 9 через патрубки 14 подается второй вид начинки в кольцеобразную полость 11.
Затем продукт поступает в матричную зону, начинается его перераспределение по длине матрицы 3 за счет конусообразной части 13 и конусообразной окаемки 12, в результате этого продукт обтекает трубку 10 и кольцеобразную полость 11. Таким образом, на выходе образуется продукт с двумя различными видами начинок (фиг. 4). Кратковременное нахождение начинок в зоне повышенных температур позволяет сохранить термолабильные вещества, что повышает качество готовой продукции.
После того как экструдер проработал несколько минут, регулируют температурный режим корпуса экструдера. Если наблюдается повышенная температура и происходит подгорание продукта, то в кольцевое отверстие 5 через патрубок 6 подается холодный теплоноситель, а через патрубок 7 он отводится. Если же продукт недостаточно проваривается, то в кольцевое отверстие 5 подается горячий теплоноситель.
Таким образом, использование изобретения позволяет:
- повысить качество готового продукта;
- обеспечить необходимую глубину физико-химических превращений компонентов обрабатываемого продукта за счет регулирования теплоподвода в кольцевом отверстии;
- повысить технологические возможности экструдера для производства поликомпонентных продуктов;
- увеличить ассортимент выпускаемой продукции различного поликомпонентного состава.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОЛЕЧЕК С НАЧИНКАМИ | 2014 |
|
RU2558445C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ КОМБИКОРМОВ | 2006 |
|
RU2304417C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ С НАЧИНКОЙ | 2005 |
|
RU2277363C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА С НАЧИНКАМИ | 2011 |
|
RU2461201C1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОМБИНИРОВАННЫХ ПРОДУКТОВ | 2003 |
|
RU2227783C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР | 2012 |
|
RU2501501C1 |
| Экструдер | 2019 |
|
RU2715394C1 |
| ЭКСТРУДЕР | 2009 |
|
RU2422274C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КОНФЕТ ИЗ СБИВНОЙ МАССЫ НЕПРЕРЫВНЫМ МЕТОДОМ | 2009 |
|
RU2402225C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2006 |
|
RU2315535C1 |

Изобретение относится к оборудованию для производства экструдированных пищевых продуктов из растительного сырья в перерабатывающей промышленности. Экструдер включает корпус, шнек с приводом, матрицу. Шнек выполнен конусообразным с уменьшающимся шагом витка. В корпусе выполнено кольцевое отверстие, в которое через нижний патрубок подается теплоноситель, а через верхний - отводится. К матрице присоединены два продуктопровода, один из которых соединен с центральной трубкой, обеспечивающей подачу начинки непосредственно в центр готового продукта. Центральная трубка имеет конусообразную часть, предназначенную для обеспечения ее плавного обтекания расплавленным продуктом. Второй продуктопровод, содержащий четыре патрубка, расположенные по углом 90°, соединен с кольцеобразной полостью, наружная часть которой имеет кольцевую конусообразную часть для обеспечения ввода начинки между меньшим и большим кольцевыми слоями экструдата. Использование изобретения позволит повысить качество готового продукта. 4 ил.
Экструдер для производства поликомпонентных продуктов, содержащий корпус, шнек с приводом, матрицу, отличающийся, тем, что шнек выполнен конусообразным с уменьшающимся шагом витка, в корпусе выполнено кольцевое отверстие, в которое через нижний патрубок подается теплоноситель, а через верхний - отводится, а к матрице присоединены два продуктопровода, один из которых соединен с центральной трубкой, обеспечивающей подачу начинки непосредственно в центр готового продукта, центральная трубка имеет конусообразную часть, предназначенную для обеспечения ее плавного обтекания расплавленным продуктом, а второй продуктопровод, содержащий четыре патрубка, расположенные по углом 90°, соединен с кольцеобразной полостью, наружная часть которой имеет кольцевую конусообразную часть для обеспечения ввода начинки между меньшим и большим кольцевыми слоями экструдата.
| ШНЕКОВЫЙ ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ С НАЧИНКОЙ | 2005 |
|
RU2277363C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА С НАЧИНКАМИ | 2011 |
|
RU2461201C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА С НАЧИНКОЙ | 1997 |
|
RU2137369C1 |
| ЭКСТРУДЕР | 2009 |
|
RU2422274C1 |

