Изобретение относится к области автоматизации технологических процессов точной механической обработки тонкостенных деталей, подверженных механической деформации в процессе обработки.
Известно устройство для автоматической механической обработки, содержащее исполнительный инструмент, установленный на манипуляторе, выполненном с возможностью свободного перемещения в пространстве, оснащенном системой управления (см. RU №2356721, МПК B24B 51/00, 2009).
Недостатком этого устройства является невозможность его использования для обработки тонкостенных деталей, например, типа оболочечных конструкций, подверженных механической деформации в процессе обработки.
Известно также устройство для механической обработки тонкостенной детали, содержащее держатель обрабатывающего инструмента и средство для компенсации упругих деформаций детали, выполненное с возможностью передачи детали компенсирующего усилия, противоположного усилию обрабатывающего инструмента (см. SU №1355452, МПК B23Q 15/00, 1987 г.).
Данное устройство по своей технической сущности является наиболее близким к предлагаемому решению. Недостатком этого устройства является то, что оно предназначено для обработки на токарных станках деталей ограниченного поперечного сечения (типа валов) и не может быть использовано для обработки тонкостенных деталей типа оболочечных конструкций, выполненных из металлов, конструкционных материалов, пластмасс и др., отдельные части (участки) которых при механических воздействиях инструмента значительно деформируются.
Задачей, на решение которой направлено заявляемое техническое решение, является устранение указанного выше недостатка и, в частности, обеспечение высокой точности автоматической механической обработки тонкостенных деталей из металлов, конструкционных материалов, пластмасс и др., отдельные части (участки) которых при механических воздействиях инструмента значительно деформируются.
Технический результат, который может быть получен при реализации заявляемого решения, выражается в обеспечении автоматической механической поддержки не жестко закрепленных обрабатываемых участков деталей, подверженных деформациям в процессе силовой механический обработки, с помощью автоматически перемещаемого манипулятором поддерживающего устройства.
Поставленная задача решается тем, что устройство для автоматической механической обработки тонкостенной детали, содержащее режущий инструмент, отличается тем, что оно снабжено вращающимся шпинделем для режущего инструмента, свободно перемещаемым в пространстве первым манипулятором, оснащенным первой системой управления шпинделем, устройством поддержки детали с присосками, располагаемым с противоположной стороны от режущего инструмента по отношению к обрабатываемому участку детали и свободно перемещаемым в пространстве вторым манипулятором, оснащенным второй системой управления перемещением устройства поддержки детали, стереокамерой, закрепленной вблизи детали, для определения отмеченных маркером на детали мест предстоящей механической обработки, и устройством программного управления, соединенным с первой и второй системами управления, а также со стереокамерой и приводами шпинделя и присосок.
Сопоставительный анализ заявляемого технического решения с его аналогом и прототипом свидетельствует о его соответствии критерию «Новизна».
При этом отличительные признаки формулы изобретения обеспечивают точную автоматическую механическую обработку отдельных участков легко деформируемых деталей.
На чертеже представлена схема предлагаемого устройства для автоматической механической обработки тонкостенной детали.
Это устройство содержит режущий инструмент 1 (например, торцевую фрезу, сверло, развертку, дисковую фрезу и т.д.), который снабжен вращающимся шпинделем 2, свободно перемещаемым в пространстве первым манипулятором 3, оснащенным первой системой 4 управления шпинделем 2. Также оно снабжено устройством 5 поддержки детали 6 с присосками 7, располагаемым с противоположной стороны от режущего инструмента 1 по отношению к обрабатываемому участку детали 6 и свободно перемещаемым в пространстве вторым манипулятором 8, оснащенным второй системой 9 управления перемещением устройства 5 поддержки детали 6, стереокамерой 10, закрепленной вблизи детали 6, для определения отмеченных маркером на детали 6 мест 11 ее предстоящей механической обработки, и устройством программного управления 12, соединенным с первой 4 и второй 9 системами управления, а также со стереокамерой 10 и с приводами шпинделя 1 и присосок 7.
Кроме того, на чертеже показано обозначенное буквой А направление рабочего перемещения шпинделя 2 с режущим инструментом 1.
Предложенное устройство работает следующим образом. Тонкостенная деталь 6 произвольным образом фиксируется в пространстве, но ее отдельные части при механических воздействиях на них со стороны режущего инструмента 1, возникающих в процессе механической обработки этой детали, могут неизвестным заранее образом деформироваться, изменяя пространственное расположение и ориентацию ее обрабатываемых участков, что приводит к появлению брака или разрушению детали.
Для полного исключения указанной деформации обрабатываемый участок детали 6 должен быть жестко зафиксирован. Для этого стереокамера 10 фиксируется в пространстве таким образом, чтобы с ее помощью по команде, поступающей от устройства программного управления 12, можно было точно определить пространственные координаты очередного отмеченного маркером места 11 на тонкостенной детали 6 для ее последующей механической обработки. Стереокамера 10 с учетом ее текущего пространственного положения, которое может изменяться, передает координаты и ориентацию очередного обнаруженного места обработки в устройство программного управления 12, которое на основе этой полученной информации формирует программные сигналы и подает их в систему 9 управления приводами второго манипулятора 8, который перемещает устройство 5 поддержки детали 6 в нужное место 11 обрабатываемой детали 6 (с противоположной стороны от режущего инструмента 1) до касания присосок 7 с поверхностью этой детали 6. После этого касания устройство программного управления 12 подает сигнал на приводы присосок 7, которые с помощью второго манипулятора 8 жестко фиксируют обрабатываемый участок детали 6 в пространстве.
После фиксации очередного обрабатываемого участка 11 детали 6 устройство программного управления 12 подает команды в систему 4 управления приводами первого манипулятора 3, который перемещает шпиндель 2 с режущим инструментом 1 в направлении А обрабатываемой поверхности детали 6. При этом режущий инструмент 1 с требуемой точностью обеспечивает выполнение необходимой механической операции по командам, поступающим от устройства программного управления 12, на уже жестко закрепленном участке 11 детали 6.
После завершения выполнения указанной операции устройство программного управления 12 подает команды управления на приводы присосок 7 для их отключения и во вторую систему 9 управления приводами второго манипулятора 8 для перемещения устройства 5 поддержки детали 6 на новый участок, определенный стереокамерой 10. Указанная последовательность операций продолжается до полного завершения обработки всех отмеченных маркером участков механической обработки детали 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЛЕГКО ДЕФОРМИРУЕМЫХ ДЕТАЛЕЙ | 2014 |
|
RU2549803C1 |
| Способ автоматической обработки крупногабаритных тонкостенных изделий | 2018 |
|
RU2679859C1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| Робот манипуляционный промышленный | 2019 |
|
RU2718025C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2686772C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2437753C1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| Опорное устройство робота манипуляционного промышленного (варианты) | 2021 |
|
RU2756901C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
Изобретение относится к области автоматизации технологических процессов точной механической обработки тонкостенных деталей, подверженных механической деформации в процессе обработки. Устройство содержит вращающийся шпиндель с режущим инструментом (например, торцевой фрезой, сверлом, разверткой, дисковой фрезой и т.д.), свободно перемещаемый в пространстве первым манипулятором, оснащенным первой системой управления, устройство поддержки с присосками, располагаемое с противоположной стороны от режущего инструмента по отношению к обрабатываемому участку тонкостенной деформируемой детали, свободно перемещаемое в пространстве вторым манипулятором, оснащенным второй системой управления, стереокамеру, помещаемую и закрепляемую определенным образом в пространстве вблизи детали так, чтобы с ее помощью можно было точно определять отмеченные маркером на детали места ее предстоящей механической обработки, и устройство программного управления, соединенное с первой и второй системами управления, а также со стереокамерой и с приводами шпинделя и присосок. Технический результат: обеспечение автоматической механической поддержки не жестко закрепленных обрабатываемых участков деталей, подверженных деформациям в процессе силовой механический обработки, с помощью автоматически перемещаемого манипулятором поддерживающего устройства. 1 ил.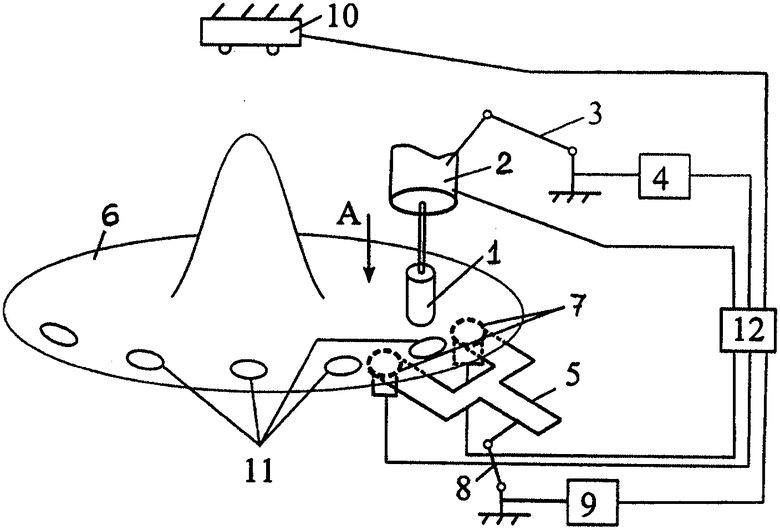
Устройство для автоматической механической обработки тонкостенной детали, содержащее режущий инструмент, отличающееся тем, что оно снабжено вращающимся шпинделем для режущего инструмента, свободно перемещаемым в пространстве первым манипулятором, оснащенным первой системой управления шпинделем, устройством поддержки детали с присосками, располагаемым с противоположной стороны от режущего инструмента по отношению к обрабатываемому участку детали и свободно перемещаемым в пространстве вторым манипулятором, оснащенным второй системой управления перемещением устройства поддержки детали, стереокамерой, закрепленной с возможностью определения отмеченных маркером на детали мест предстоящей механической обработки, и устройством программного управления, соединенным с первой и второй системами управления, а также со стереокамерой и приводами шпинделя и присосок.
| Устройство для обработки тонкостенных цилиндрических деталей | 1979 |
|
SU856660A1 |
| Устройство для обработки концов тонкостенных труб | 1979 |
|
SU869975A1 |
| Расходомер жидкости | 1987 |
|
SU1543234A1 |
| US 4198066 A, 15.04.1980 | |||
| Выталкивающее устройство | 1977 |
|
SU749503A2 |

