Изобретение относится к области автоматизации технологических процессов точной механической обработки тонкостенных деталей, подверженных механической деформации в процессе обработки. Известно устройство для автоматической механической обработки, содержащее исполнительный инструмент, установленный на манипуляторе, выполненном с возможностью свободного перемещения в пространстве, оснащенном системой управления (см. RU №2356721, МПК В24В 51/00, 2009).
Недостатком этого устройства является невозможность его использования для обработки тонкостенных деталей, например, типа оболочечных конструкций, подверженных механической деформации в процессе обработки.
Известно также устройство для механической обработки легко деформируемых деталей, содержащее шпиндель обрабатывающего инструмента, установленный на держателе, и средство для компенсации упругих деформаций детали, выполненное с возможностью передачи детали компенсирующего усилия, противоположного усилию, формируемому обрабатывающим инструментом (см. SU №1355452, МПК B23Q 15/00, 1987 г.).
Данное устройство по своей технической сущности является наиболее близким к предлагаемому решению. Недостатком этого устройства является то, что оно предназначено для обработки на токарных станках деталей ограниченного поперечного сечения (типа валов) и не может быть использовано для обработки тонкостенных деталей типа оболочечных конструкций, выполненных из металлов, конструкционных материалов, пластмасс и др., отдельные части (участки) которых при механических воздействиях инструмента значительно деформируются.
Задачей, на решение которой направлено заявляемое техническое решение, является устранение указанного выше недостатка и, в частности, обеспечение высокой точности автоматической механической обработки тонкостенных деталей из металлов, конструкционных материалов, пластмасс и др., отдельные части (участки) которых при механических воздействиях инструмента значительно деформируются.
Технический результат, который может быть получен при реализации заявляемого решения, выражается в обеспечении автоматической механической поддержки не жестко закрепленных обрабатываемых участков деталей, подверженных деформациям в процессе силовой механический обработки, с помощью инструмента и поддерживающего устройства, автоматически перемещаемых одним манипулятором.
Поставленная задача решается тем, что устройство для механической обработки легко деформируемых деталей, содержащее шпиндель обрабатывающего инструмента, установленный на держателе, и средство для компенсации упругих деформаций детали, выполненное с возможностью передачи детали компенсирующего усилия, противоположного усилию, формируемому обрабатывающим инструментом, отличается тем, что как держатель обрабатывающего инструмента использован манипулятор, выполненный с возможностью свободного перемещения в пространстве, оснащенный системой управления, при этом средство передачи детали компенсирующего усилия, противоположного усилию обрабатывающего инструмента, жестко закреплено на конце штанги, жестко скрепленной с корпусом шпинделя, с возможностью его позиционирования перед обрабатывающим инструментом, по направлению его движения, и выполнено в виде С-образной скобы, на концах которой закреплены корпусы реверсируемых раздвижных силовых цилиндров, штоки которых обращены друг к другу, их продольные оси расположены на одной линии, а их концы снабжены роликами, причем раздвижность штоков достаточна для синхронного упирания роликов в обращенные к ним поверхности обрабатываемой детали, кроме того, в пространстве над поверхностью детали установлена стереокамера, обращенная на деталь с возможностью точного определения мест предстоящей механической обработки детали, выделенных цветом, контрастным с цветом детали, при этом устройство снабжено блоком программного управления, выполненным с возможностью управления манипулятором, стереокамерой и приводами реверсируемых раздвижных силовых цилиндров и обрабатывающего инструмента.
Сопоставительный анализ заявляемого технического решения с его аналогом и прототипом свидетельствует о его соответствии критерию «новизна».
При этом отличительные признаки формулы изобретения обеспечивают точную непрерывную автоматическую механическую обработку протяженных участков легко деформируемых деталей.
На чертеже представлена схема предлагаемого устройства для автоматической механической обработки легко деформируемых деталей. Устройство содержит вращающийся шпиндель 1 с режущим инструментом 2, свободно перемещаемый в пространстве манипулятором 3, оснащенным системой 4 управления, устройство 5 поддержки, стереокамеру 6, помещаемую и закрепляемую определенным образом в пространстве вблизи детали 7, и устройство программного управления 8, соединенное с системой 4 управления, со стереокамерой 6 и с приводом шпинделя 1. Устройство 5 поддержки жестко закреплено на корпусе шпинделя 1 и в процессе обработки нежестких частей тонкостенной детали 7 всегда располагается перед режущим инструментом 2 по направлению его движения на заданном расстоянии от него. При этом устройство 5 поддержки состоит из двух жестко связанных между собой первой 9 и второй 10 установок, расположенных по разные стороны от обрабатываемого участка детали 7, при этом продольные оси каждой из этих установок располагаются на одной общей оси 11, и каждая их них содержит первую 12 и вторую 13 части, телескопически выдвигающиеся с помощью приводов из обращенных друг к другу торцов первой 9 и второй 10 установок, способные линейно перемещаться вдоль указанной общей оси 11 навстречу друг другу или в противоположные стороны. На обращенных друг к другу концах первой 12 и второй 13 выдвигающихся частей устанавливаются подвижные шарики (или ролики) 14, способные вращаться в направлении перемещения режущего инструмента 2, причем устройство программного управления 8 соединено также с приводами первой 12 и второй 13 выдвигающихся частей первой 9 и второй 10 установок устройства 5 поддержки.
Кроме того, на чертеже показано обозначенное буквой А направление перемещения шпинделя 1 с режущим инструментом 2 в процессе обработки протяженной части (она обозначена буквой Б) нежесткой тонкостенной детали 7.
Предложенное устройство работает следующим образом.
Тонкостенная деталь 7 произвольным образом фиксируется в пространстве, но ее отдельные протяженные участки при продольных и поперечных механических воздействиях на деталь 7 со стороны режущего инструмента 2, возникающих в процессе ее непрерывной механической обработки, могут неизвестным заранее образом деформироваться, изменяя пространственное расположение и ориентацию этих обрабатываемых участков, что приводит к появлению брака или разрушению детали 7. Причем при идентичных силовых воздействиях деформации участков тонкостенной детали 7 в направлении, перпендикулярном ее обрабатываемой поверхности, много больше, чем в продольном (см. направление А). Это объясняется значительно большей жесткостью обрабатываемых участков детали вдоль поверхности обработки.
Для исключения поперечных деформаций непрерывно обрабатываемых режущим инструментом 2 протяженных участков тонкостенной детали 7 необходима их подвижная, но постоянная фиксация в поперечном направлении. Это обеспечивается с помощью специальной конструкции предложенного устройства 5 поддержки.
Перед началом обработки протяженных участков тонкостенной детали 7 стереокамера 6 фиксируется в пространстве таким образом, чтобы с ее помощью по команде, поступающей от устройства 8, можно было точно определить пространственные координаты протяженного места предстоящей механической обработки, отмеченного маркером (см. метку Б на чертеже). Стереокамера 6 с учетом ее известного текущего пространственного положения, которое может изменяться, передает координаты и ориентацию очередного обнаруженного места (Б) предстоящей обработки в устройство 8, которое на основе этой полученной информации формирует программные сигналы и подает их в систему 4 управления манипулятора 3, который перемещает шпиндель 1 с режущим инструментом 2 и закрепленным на нем устройством 5 поддержки в начало участка обработки (в исходное положение). В исходном положении первая 12 и вторая 13 выдвигающиеся части расположены внутри первой 9 и второй 10 установок соответственно. Поэтому между их шариками (или роликами) 14 имеется большой зазор, позволяющий расположить первую 12 и вторую 13 части первой 9 и второй 10 установок с обеих сторон очередного обрабатываемого участка детали 7 так, чтобы при этом режущий инструмент 2 находился в стороне от поверхности детали 7.
После установки шпинделя 1 с режущим инструментом 2 в исходное положение устройство 8 подает сигналы на включение шпинделя 1, а затем на приводы (пневматические или электромеханические) первой 12 и второй 13 выдвигающихся частей, которые обеспечивают смыкание этих частей по обе стороны от обрабатываемого участка детали 7 и одновременное врезание инструмента 2 в эту деталь. При этом манипулятор 3 по сигналу, поступающему от устройства 8, одновременно отрабатывает требуемое перемещение шпинделя в пространстве (во время врезания инструмента на требуемую глубину).
После врезания инструмента 2 в деталь 7 и смыкания первой 12 и второй 13 выдвигающихся частей с обеих сторон обрабатываемой части детали 7 происходит фиксация обрабатываемого участка этой детали в пространстве с помощью устройства 5 на требуемом расстоянии от места механического воздействия на этот участок. Сжимание обрабатываемого участка детали 7 первой 12 и второй 13 выдвигающимися частями устройства поддержки 5 с обеих сторон необходимо для исключения вибраций в процессе обработки и для исключения появления волновых образований при наличии в процессе механической обработки продольных силовых воздействий на обрабатываемый участок тонкостенной детали 7. Усилие сжатия обрабатываемого участка детали 7 первой 12 и второй 13 выдвигающихся частей устанавливается таким, чтобы оно позволяло плавно перемещать устройство 5 вместе с режущим инструментом 2 вдоль промаркированной на детали 7 линии обработки Б.
После фиксации обрабатываемого участка детали 7 устройство 8 непрерывно подает команды в систему 4 управления манипулятора 3, который перемещает шпиндель 1 с режущим инструментом 2 и устройством 5 в направлении А вдоль отмеченной на детали 7 маркером линии Б. Правильность и точность перемещения режущего инструмента 2 вдоль линии Б контролирует стереокамера 6, которая непрерывно передает соответствующие сигналы в устройство 8. При этом режущий инструмент 2, перемещаемый вдоль линии Б манипулятором 3, использующим непрерывно поступающие команды от устройства 8, обеспечивает точное выполнение необходимой механической операции. При этом сигналы, формируемые устройством 8 и подаваемые в систему 4 управления, учитывают информацию, непрерывно получаемую устройством 8 от стереокамеры 6.
После завершения выполнения очередной механической операции устройство 8 вначале подает команды управления на приводы первой 12 и второй 13 выдвигающихся частей для их ввода внутрь первой 9 и второй 10 установок соответственно и на привод шпинделя 1 для остановки режущего инструмента 2, а затем - в систему 4 управления манипулятора 3 для перемещения устройства 5 и режущего инструмента 2 на новый участок обработки, выявленный стереокамерой 6. Указанная последовательность операций продолжается до полного завершения обработки всех отмеченных маркером участков механической обработки детали 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОНКОСТЕННОЙ ДЕТАЛИ | 2014 |
|
RU2559081C1 |
| Способ обработки легкодеформируемых изделий | 2018 |
|
RU2679860C1 |
| ДЕМПФИРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ СИСТЕМЫ КРЕПЛЕНИЯ ИНСТРУМЕНТА | 2014 |
|
RU2688803C2 |
| Способ автоматической обработки крупногабаритных тонкостенных изделий | 2018 |
|
RU2679859C1 |
| Устройство для программного управления обработкой тонкостенных цилиндрических деталей | 1981 |
|
SU952443A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| РАБОЧИЙ ОРГАН | 2012 |
|
RU2569826C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ СЛОЖНОЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ | 2006 |
|
RU2353502C2 |
| Алмазный инструмент и способ изготовления его режущей части | 1980 |
|
SU910421A1 |
| Способ создания металлических деталей, в котором используется осаждение материала, и устройство для осуществления этого способа | 2016 |
|
RU2723496C2 |
Изобретение относится к области автоматизации технологических процессов точной механической обработки тонкостенных деталей, подверженных механической деформации в процессе обработки. Устройство для механической обработки легко деформируемых деталей содержит шпиндель обрабатывающего инструмента, установленный на держателе, и средство передачи детали компенсирующего усилия, противоположного усилию обрабатывающего инструмента, выполненное с возможностью компенсации упругих деформаций детали. В качестве держателя обрабатывающего инструмента использован манипулятор, выполненный с возможностью свободного перемещения в пространстве и оснащенный системой управления. Средство передачи детали компенсирующего усилия, противоположного усилию обрабатывающего инструмента, жестко закреплено на конце штанги, скрепленной с корпусом шпинделя, и выполнено в виде С-образной скобы, на концах которой закреплены корпусы реверсируемых раздвижных силовых цилиндров, штоки которых обращены друг к другу, и продольные оси которых расположены на одной линии, причем их концы снабжены роликами. Устройство выполнено с возможностью управления манипулятором, стереокамерой и приводами реверсируемых раздвижных силовых цилиндров и обрабатывающего инструмента посредством блока программного управления. Обеспечивается автоматическая механическая поддержка не жестко закрепленных обрабатываемых участков деталей, подверженных деформациям в процессе механический обработки, с помощью инструмента и поддерживающего устройства, автоматически перемещаемых одним манипулятором. 1 ил.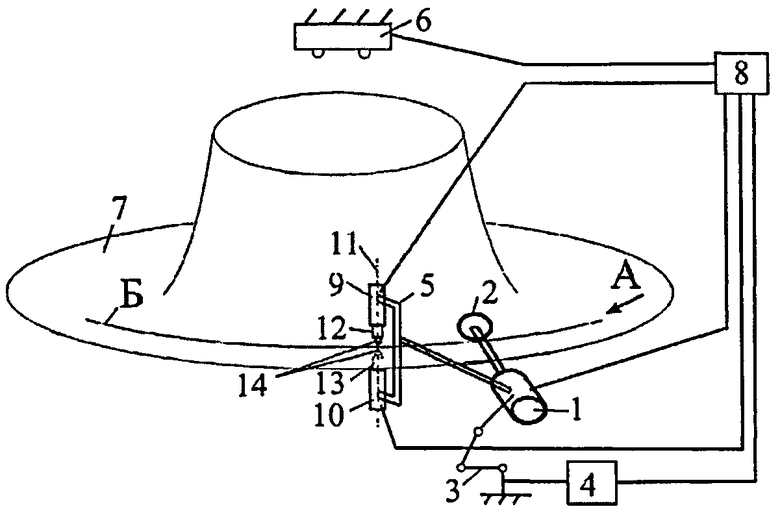
Устройство для механической обработки легко деформируемых деталей, содержащее шпиндель обрабатывающего инструмента, установленный на держателе, и средство передачи детали компенсирующего усилия, противоположного усилию обрабатывающего инструмента, выполненное с возможностью компенсации упругих деформаций детали, отличающееся тем, что в качестве держателя обрабатывающего инструмента использован манипулятор, выполненный с возможностью свободного перемещения в пространстве, оснащенный системой управления, при этом средство передачи детали компенсирующего усилия, противоположного усилию обрабатывающего инструмента, жестко закреплено на конце штанги, жестко скрепленной с корпусом шпинделя, с возможностью его позиционирования перед обрабатывающим инструментом по направлению его движения, при этом выполнено в виде С-образной скобы, на концах которой закреплены корпусы реверсируемых раздвижных силовых цилиндров, штоки которых обращены друг к другу, и продольные оси которых расположены на одной линии, причем их концы снабжены роликами, а раздвижность штоков достаточна для синхронного упирания роликов в обращенные к ним поверхности обрабатываемой детали, при этом в пространстве над поверхностью детали установлена стереокамера, обращенная на деталь с возможностью точного определения мест предстоящей механической обработки детали, выделенных цветом, контрастным с цветом детали, при этом устройство выполнено с возможностью управления манипулятором, стереокамерой и приводами реверсируемых раздвижных силовых цилиндров и обрабатывающего инструмента посредством блока программного управления.
| Способ механической обработки и устройство для его осуществления | 1983 |
|
SU1355452A1 |
| УСТРОЙСТВО СТАБИЛИЗАЦИИ СИЛОВОГО ВОЗДЕЙСТВИЯ НА ОБРАБАТЫВАЕМУЮ ПОВЕРХНОСТЬ | 2007 |
|
RU2356721C2 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО ШЛИФОВАНИЯ | 2000 |
|
RU2185271C1 |
| Вяжущее для теплоизоляционных бетонов | 1988 |
|
SU1564135A1 |
| US 2009140482 A1, 04.06.2009 | |||
| 2-Ацетил-4-родано-5-нитротиофен,обладающий противогрибковым действием,и способ его получения | 1974 |
|
SU507033A1 |

