(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОНКОСТЕННЫХ
ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| Устройство для обработки асферических поверхностей | 1990 |
|
SU1731448A1 |
| Устройство для обработки дисков | 1982 |
|
SU1021569A1 |
| Промышленный робот | 1986 |
|
SU1371896A1 |
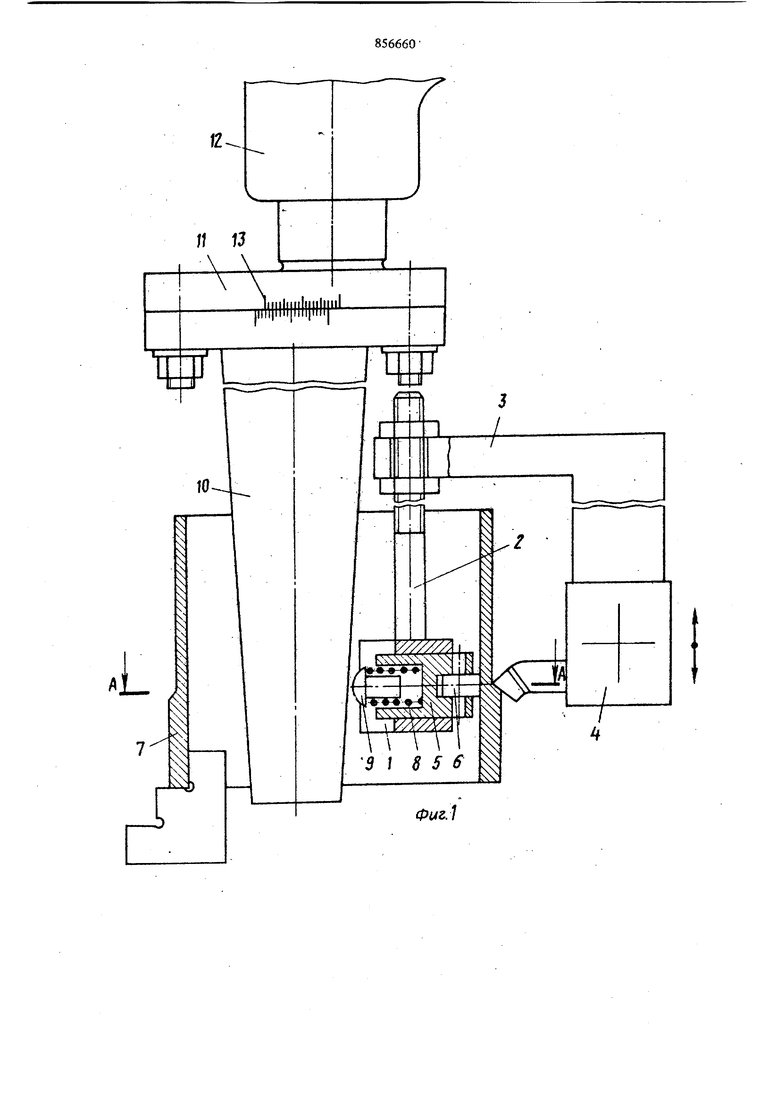
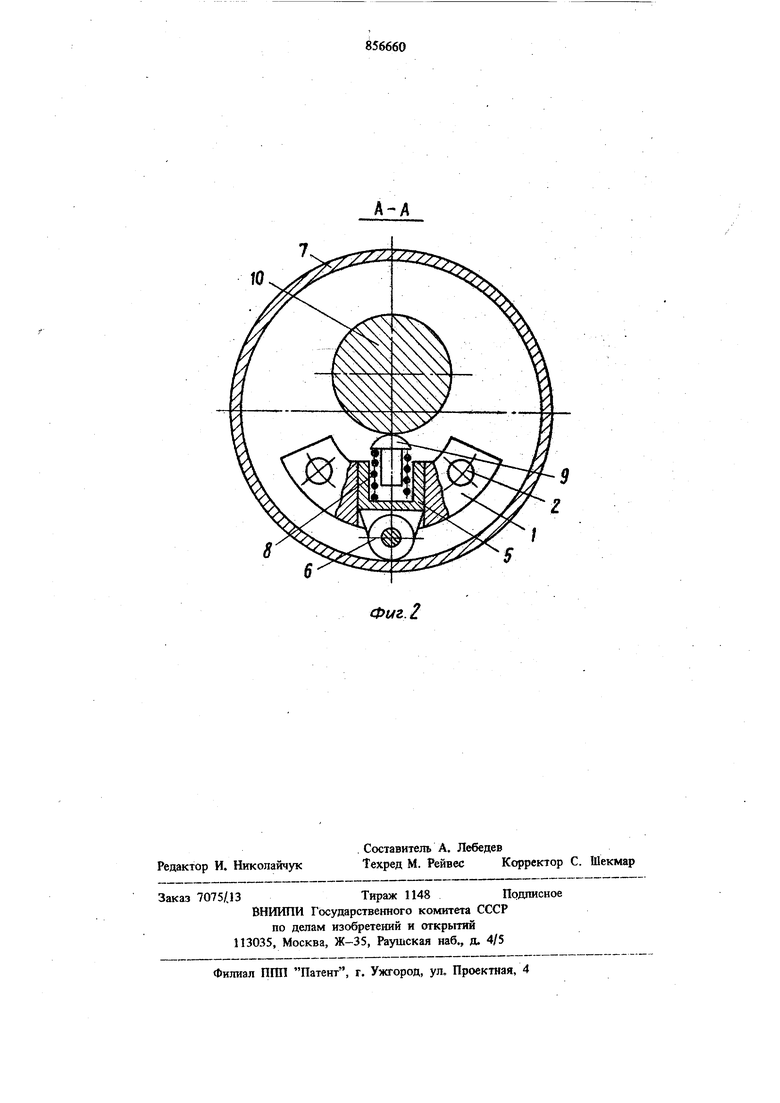
Изобретение относится к станкостроение Известно устройство для обработки тонкой стенных цилиндрических деталей, содержащее корпус, выполненный в виде полукольца и жестко связанный кронштейном с резцедержателем, роликовую опору, предназначенную для контакта с внутренней поверхностью обрабатываемой детали, и копир {1). Недостатком известного устройства является его относительно невысокая точность. Цель изобретения - повышение точности обработки. Для достижения поставленной цели корпус снабжен подвижной в радиальном направлении кареткой, на которой с одной стороны установлена роликовая опора, а с другой стороны - введенный в устройство подпружиненный сферический упор, взаимодействующий с копиром, причем корпус выполнен с возможностью регулирования в осевом направлении, а копир - в радиальном. На фиг, 1 показано предлагаемое устройство, общий вид; на фиг. 2 - сечение Л-А на фиг. 1. Устройство состоит из корпуса 1, выполненного в виде полукольца, закрепленного с помощью шпилек 2 и кронштейна 3 на резцедержателе 4 и имеющего позможттость осевОго смещения, т.е. возможность наладки, по отношению к кронштейну. В корпусе установлена .с возможностью радиального перемсгцеиия каретка 5, содержащая с одной стороны паз с размещенным в нем роликом 6, контактирующим с обрабать юмой деталью 7, а с противоположной стороны - выточку, в которой находится пружина 8, (юджимаюшая сферический уяор 9 к рабочей поверхности копира 10 и создающая распорное усилие между копиром и обрабатываемой деталью. Копир закреплен на огцмвке 11, установленной в задней бабке 12 станка, и имеет возможность радиа.ьного смещения, контроль за величиной которого осуществляется с помощью нониусной линейки 13, Устройство работает следующим образом. В начальный момет- обработки корпус 1 находится в крайнем .правом попожении. Ролик 6 приводится в соприкосновение с внутренней поверхностью обрабатываемой детали 7, а сферический подпружиненный упор 9 с поверхностью копира 10, имеющего профиль рабочей поверхности, совпадающий с пинией прогиба цилиндрической оболочки под действием радиальной составляющей силы резания. Пружина 8 обеспечивает надежное взаимодействие ролика 6 с поверхностью обрабатываемой детали 7 и сферического упора 9 с копиром 10. Конструктивные параметрь JQ пружины 8 выбрань таким образом, чтобы удовлетворялось условие РПР v РПР наибольшая допускаемая внешняя нагрузка пружины, РХ, - радиальная составляющая силы резания, величина которой при обработке тонкостенных цилиндрических деталей определяется из выражения О..Ш rv, Б Д - величина допуска на требуемый класс точности; t-) тотцина стенки обрабатываемой - детали; D - диаметр обрабатываемой: детали; В - коэффициент. По мере, перемещения резца вдоль обрабатываемой детали от консольного конца к жестко закрепленному деформадая тонкостен ной цшп ндрической детали в радиальном направлении уменьшается. Сферический упор 9 одновременно с продольным перемещением посредством жесткой связи с резцедержа телем осуществляет и радиальное перемещен за счет изменения профиля рабочей поверхрюсти копира 10 и упругого действия пружины 8, В крайнем левом положении упру гие деформации под действием силы резания минимальны. Предлагаемое устройство обеспечивает повьпиение размерной и геометрической точнос ти обработки за счет С1шжения статических и динамических деформаций, что связано с
регулированием жесткости обрабатываемой детали и устранением колебаний, возникающих в процессе резания. Выполнение копира и корпуса с возможностью регулировки 15 позволяет производить перенастройку устройства на другой типоразмер обрабатываемой детали. Для этой же цели устройство оснащено рядом сменных копиров, каждый из которых используется для деталей, отличаюцщхся диаметральными размерами и длиной, Настройка устройства производится по таблицам, ПОЗВОЛЯЮ1ЦИМ определить участок рабочей поверхности копира, используемой для обработки конкретной детали, жесткость которой определяется такими параметрами, как диаметр, длина и толщина стенки. Формула изобретения Устройство для обработки тонкостен гых цилиндрических деталей, содержащее корпус, выполненный в виде полуколыш и жестко связанный кронщтейном с резцедержателем, роликовую опору, предназначенную для контакта с внутренней поверхностью обрабатываемой детали, и Komip, отличающееся тем, что, с целью повышения точности обработки, корпус снабжен подвижной в радиальном направлении кареткой, на которой с одной стороны установлена роликовая опора, а с другой стороны - введенный в устройство подпружиненный сферический упор, взаимодействующий с копиром, причем корпус выполнен с возможностью регулирования в осевом направлении, а копир - в радиальном. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР N 602307, кл, В 23 В 1/00, 1974.
ш
s
Фиг. 2
