Область техники
Настоящее изобретение относится к способу и установке для измерения и выравнивания вращающейся цилиндрической или другой симметричной относительно оси вращения установки, например, в форме усеченного конуса. Симметричная относительно оси вращения установка может представлять собой, например, печь для обжига, такую как печь для обжига извести или печь для обжига цемента, или барабан, используемый в химической целлюлозной промышленности.
Предшествующий уровень техники
Выравнивание вращающейся цилиндрической установки, такой как печь для обжига или барабан, относится в этой связи к выправлению (правке) ее оболочки, например для поддержания кирпичей на месте в печи для обжига и для обеспечения требуемого функционирования. На практике это означает перемещение центральных точек оболочки вращающегося объекта на общую прямую линию в месте ее опорных точек. Регулирование вращающейся установки, в свою очередь, обычно относится к изменению углов наклона опорных роликов вращающейся установки относительно центральной линии установки. Задачей регулирования является уменьшение износа механических частей и требуемое функционирование установки.
Из предшествующего уровня техники известно выравнивание вращающейся установки при помощи, например, приспособления Финской полезной модели 8330, содержащего ориентиры, закрепленные вокруг установки, точки измерения, зафиксированные относительно опорных колец, точки измерения, зафиксированные относительно опорных роликов, предназначенных для поддержания опорных колец, и, по меньшей мере, две станционные точки для установки измерительного устройства в этой станционной точке, и дополнительные установки. Таким образом, в указанном решении используют, помимо измерительного устройства, также точку измерения, физически зафиксированную на объекте измерений. Точка измерений может представлять собой, например, мишень, клей, призму или планку. В решении в соответствии с указанной публикацией объект измеряется в холодном состоянии.
Публикация США 5491553, в свою очередь, раскрывает установку для измерения печи для обжига, в которой измерительное устройство зафиксировано на основании, которое расположено под печью для обжига, для измерений. Измерительное устройство в указанной публикации содержит три полупроводниковых лазера.
В решениях предшествующего уровня техники, например в Финской публикации 8330, объект, подобный барабану, измеряется в стационарном состоянии, т.е. холодным. Однако измерение холодной печи для обжига или барабана не дает правильного результата, а геометрия печи для обжига или барабана изменяется в ходе работы, например, термического расширения. В предшествующем уровне техники, термическое расширение далеко не всегда принимается в расчет, а выравнивание осуществляется в соответствии с геометрической формой холодной печи для обжига или барабана. В таком случае, выравнивание может заметно отличаться от правильного выравнивания. Более того, учесть термическое расширение в ходе выравнивания очень сложно, и, как правило, невозможно это выполнить точно. Проблема, возникающая при измерении холодной печи для обжига или барабана, заключается в том, что в ходе измерения и выравнивания, печь для обжига или барабан необходимо поддерживать в выключенном состоянии. На практике это означает, что измерение и выравнивание должны осуществляться в период останова, когда на заводе проводится множество операций по ремонту и техническому обслуживанию. Может быть очень сложно вписать измерение и выравнивание в график с другими операциями.
Другая проблема известных решений вызвана стремлением выровнять оболочку установки, так называемым, косвенным образом, т.е. путем измерения, например, диаметров опорных роликов, расстояния между опорными роликами, диаметра опорных колец, относительной разности в высоте оснований опорных роликов, зазоров между корпусом и опорным кольцом и т.д. Такое косвенное холодное измерение естественно менее надежно, чем измерение в ходе работы печи для обжига, поскольку температуры различаются в разных опорах. По этой причине зазор между оболочкой и кольцом не остается неизменным, а центральная линия печи для обжига изменяется. В соответствии с предшествующим уровнем техники, зазор измеряется через отставание (металла относительно скорости валков), но такое измерение не вполне надежно, поскольку отставание слегка изменяется из-за, к примеру, скорости вращения.
В решении в соответствии с вышеуказанной публикацией США, расположение измерительного устройства под объектом для измерения является затруднительным и занимает много времени.
Дополнительно, требуемое оборудование имеет большой вес. По этим причинам, измерение осуществляется только с одной стороны опорного кольца. Дополнительно, измерение осуществляется под оболочкой только с одной стороны, при этом даже невозможно осуществить измерение непосредственно вблизи опорного кольца, так как опорные ролики расположены под опорным кольцом. Дополнительная проблема в способе в соответствии с патентом США заключается в том, что сектор, на котором может быть осуществлено измерение в точках измерения, является узким. Узкий сектор измерений дает ненадежный результат. Более того, форма оболочки изменяется, по меньшей мере, с нижней стороны, что дополнительно увеличивает ненадежность результатов измерений.
В источнике ЕР 0420663 раскрыто выравнивание обжиговой печи, в которой измерения осуществляются вблизи опорных колец, рассчитывается осевая линия, соответствующая измеряемым положениям, и каждое опорное кольцо затем перемещается на соответствующую величину, чтобы выровнить обжиговую печь.
В JP 6159942 раскрыто выравнивание обжиговой печи, причем измерения осуществляются на обеих сторонах каждого опорного кольца. Определяют отклонения по отношению к базовой линии (оси координат), после чего соответствующим образом выравнивают обжиговую печь.
В патенте US 7110910 раскрыто измерение точек на устройстве, симметричном относительно оси вращения. Затем подсчитываются центры тяжести и соответственно устанавливается ось.
В источнике СА 2028505 раскрыто измерение смещения в корпусе обжиговой печи.
Существо изобретения
Настоящее изобретение обеспечивает решение вышеуказанных проблем. В соответствии с настоящим изобретением, было разработано новое решение для измерения и выравнивания вращающейся цилиндрической установки.
Изобретение более точно определено в прилагаемой формуле изобретения.
В соответствии с настоящим изобретением, геометрия вращающегося объекта измеряется в ходе работы. Результаты измерений позволяют выровнять объект и после этого проверить выравнивание путем повторного измерения.
Задача настоящего изобретения заключается в определении геометрии объекта во время работы путем формирования трехмерной модели точек измерений, посредством чего можно, например, определить центральные точки оболочки в опорных точках относительно друг друга.
Измерение требует оборудования, посредством которого можно создать модель объекта в трехмерной системе координат при помощи точек измерения. В соответствии с изобретением, при измерении используется установка, способная осуществлять измерение в точках измерения непосредственно на поверхности измеряемого объекта без какой-либо целевой отметки, такой как клей, призма или планка. На практике, измерение может осуществляться либо электронным тахометром, либо трехмерным сканером. Дополнительно, при измерении и последующем выравнивании печи для обжига или барабана требуется программное обеспечение, посредством которого может быть создана трехмерная модель объекта по точкам измерения.
Для измерения, вокруг печи для обжига создается сеть точек ориентира, которая позволяет ориентировать измерительное устройство в свободной или известной станционной точке в требуемой системе координат. Таким образом, измерительное устройство может быть расположено в легко доступной области, например в очень стабильной области в окрестностях измеряемого объекта, и нет необходимости располагать его в тесном или неудобном месте, например под объектом для измерения.
Обычно, при измерении вращающегося объекта, используется свободная станционная точка. Точки ориентира должны быть расположены вблизи объекта так, чтобы по меньшей мере две точки ориентира можно было наблюдать с каждой запланированной свободной станционной точки. Все точки ориентира могут быть определены в желаемой системе координат от одной точки, для того, чтобы иметь возможность позже определить свободную станционную точку с максимальной точностью.
Задачей измерения является измерение центральной точки вращающегося объекта у опорных колец, и направление осей опорных роликов относительно расчетной центральной линии оболочки. Измерение осуществляется в адекватном количестве точек измерений на оболочке вращающегося объекта с верхней и с нижней стороны, т.е. в осевом направлении с обеих сторон на одинаковых расстояниях от одной линии, и одинаковом расстоянии от опорного кольца, так чтобы точки измерения покрывали адекватный сектор оболочки с обеих сторон от каждого опорного кольца. Адекватное количество точек измерения для достижения требуемой точности измерений зависит от случая. В соответствии с изобретением, точек измерения по меньшей мере три. Хороших результатов можно достичь, например, примерно при десяти точках измерения. Естественно, точность возрастает в соответствии с количеством точек измерения. При сканировании оболочки измеряемого и выравниваемого объекта, точки измерения возникают через равномерный интервал, и их количество предпочтительно составляет от 20 до 60. Верхней стороной здесь называется сторона опорного кольца, от которого материал, подлежащий обработке, подается в печь для обжига, и нижней стороной называется сторона, из которой материал выходит из печи для обжига или барабана. Другими словами, продукт перемещается внутри печи для обжига или барабана сверху вниз. Вращающийся объект измеряется от одной стороны оболочки, как минимум. В соответствии с изобретением, измерение осуществляется на оболочке вращающегося объекта, предпочтительно, по меньшей мере с двух сторон.
В соответствии с изобретением, объект вращается в ходе измерения по меньшей мере один раз, при этом точки измерения покрывают все возможные положения перемещения оболочки печи для обжига или барабана. Линии измерения расположены как можно ближе к опорному кольцу, и на равных расстояниях от кольца по обеим его сторонам, как показано на Фиг. 1. Линии измерения формируются на опорных роликах, как на верхней, так и на нижней сторонах поверхности ролика, и от них в адекватном количестве точек, например в 60 точках, осуществляется измерение через равномерный интервал. Осевые нажимные ролики могут быть измерены при помощи лишь одной линии измерения, поскольку необходимо определить центральные точки осевых нажимных роликов относительно центральной линии печи для обжига.
Измерение точек измерения передается на компьютер, где осуществляется действительный анализ и расчет результатов. При помощи программы, круговая регрессия, т.е. лучшая описанная окружность для всех точек измерения, рассчитывается на основании точек, в которых было проведено измерение на линиях измерения. Координаты определяются для центральных точек рассчитанных окружностей в трехмерной системе координат. После этого определяется отрезок прямой межу центральными точками окружностей, рассчитанных с обеих сторон от опорных колец каждой опоры, и определяются координаты для центральной точки этого отрезка прямой. Таким образом, координаты центральной точки оболочки могут быть определены от центра опорного кольца очень точно. Соответствующие расчеты осуществляются для опорных роликов. То есть сначала рассчитываются лучшие описанные окружности от точек измерения и для них определяются координаты центральных точек, после чего между центральными точками определяется прямая линия.
После того как координаты центральной точки оболочки были определены от центра опорных колец, как указано выше, базовая прямая линия может быть рассчитана для центральной линии оболочки. Базовая прямая линия может быть определена как прямая линия регрессии либо с учетом координат центральных точек всех опор, либо путем фиксации координат центральной точки одной опоры на прямой линии. Базовая прямая линия может также быть определена путем фиксации центральных точек двух опор в виде прямой линии. После этого можно рассчитать вертикальное и горизонтальное расстояния центральных точек оболочки до определенной базовой центральной линии. Дополнительно, на основании базовой прямой линии вычисляется угол отклонения объекта, и его можно сравнить с желаемым углом отклонения.
Что касается опорных роликов, вертикальный и горизонтальный углы их отклонения могут быть определены относительно вычисленной базовой прямой линии оболочки объекта, а также центральные точки осей роликов. При помощи вычисленных значений оболочка объекта может быть выровнена прямо путем перемещения центральных точек отрезков прямой, расположенных между центральными точками вычисленной круговой регрессии, к вычисленной базовой линии. Эти центральные точки для отрезков прямой такие же, как центральные точки вращения оболочки. Расчет может быть выполнен путем использования определенных центральных точек осей опорных роликов, или альтернативно также можно измерить диаметры опорных роликов и опорных колец, расстояние между опорными роликами и зазор между оболочкой и опорным роликом, на основании чего математически может быть определена геометрическая форма, требуемая для выравнивания. Дополнительно, вертикальные углы отклонения опорных роликов могут быть отрегулированы так, чтобы соответствовать углу отклонения оболочки, при необходимости. Когда требуемые перемещения выполнены, может быть осуществлено контрольное измерение.
Дополнительные преимущества изобретения включают:
- измерение осуществляется легко и просто в ходе работы,
- оборудование, требуемое для измерения, имеет небольшой вес и может просто удерживаться одним человеком,
- очень точный результат измерения, что обеспечивает хорошее выравнивание и лучшее функционирование печи для обжига или барабана,
- результат измерений может быть проверен при помощи повторного измерения,
- измерение и выравнивание может быть осуществлено в ходе работы, при этом не требуется останова,
- регулировку можно предусмотреть и проблемных ситуаций можно избежать, и
- описанный способ измерения устраняет факторы риска при измерениях по сравнению с известными способами измерения уровней основания опорных роликов. Эти факторы риска, особенно что касается опорных подшипников, включают в себя, например, неравномерный износ половин опорных подшипников и разницы размеров между опорными корпусами.
Краткое описание чертежей
Далее, изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых
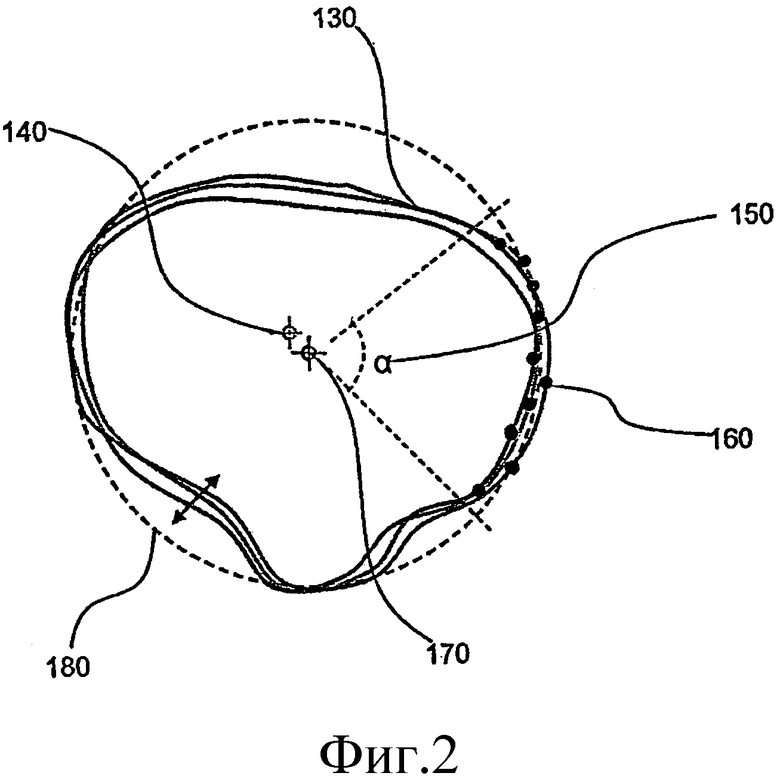
Фиг. 1 изображает установку для измерения оболочки вращающегося цилиндрического объекта, согласно изобретению;
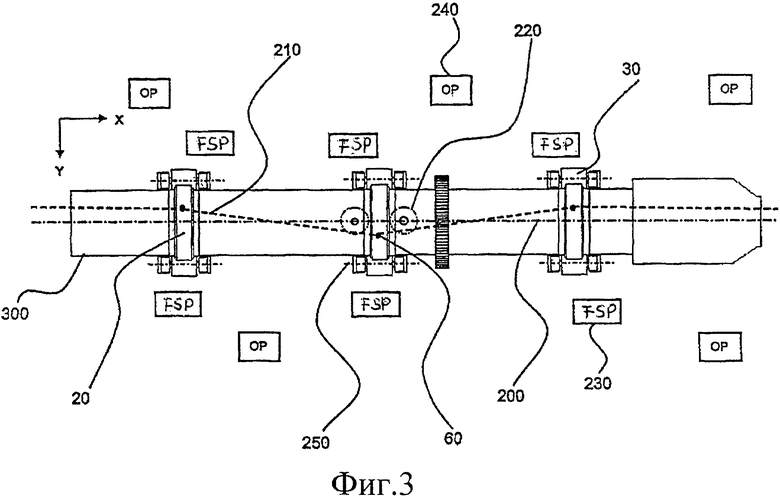
Фиг. 2 изображает действительный профиль оболочки;
Фиг. 3 изображает схему установки и пример расположения точек ориентира и свободных станционных точек по периметру установки согласно изобретению.
Описание варианта осуществления изобретения
Фиг. 1 изображает установку в соответствии с предпочтительным воплощением изобретения, показана часть оболочки 10 выравниваемого барабана или печи для обжига, опорное кольцо 20, опорные ролики 30, измерительное устройство 40, верхнюю сторону 70 и нижнюю сторону 80 опорного кольца и левую сторону 90 и правую сторону 100 оболочки. На обеих сторонах опорного кольца определены линии 50 измерения, по которым измеряются точки измерения. Измерения с точек измерения передаются от измерительного устройства через линию передачи данных на компьютер 190, например установку на основе персонального компьютера, который создает трехмерную модель установки и осуществляет действительный анализ и расчет результатов, требуемых для выравнивания. При помощи программы от точек измерения рассчитываются круговые регрессии. Определяются координаты для центральных точек рассчитанных окружностей в трехмерной системе координат. После этого, определяется отрезок 110 прямой между центральными точками окружностей, рассчитанных по обеим сторонам опорных колец 20 каждой опоры, и определяются координаты центральной точки 60 этого отрезка прямой. Таким образом, с высокой точностью могут быть определены координаты центральной точки вращения 60 оболочки 10 от центра опорного кольца 20. Соответствующие расчеты выполняются для опорных роликов 30. То есть сначала вычисляются лучшие описываемые окружности от точек измерения, и для них определяются координаты центральной точки, после чего определяется отрезок прямой между центральными точками и центральная точка 120 для указанного отрезка прямой.
На Фиг. 2 изображен действительный профиль оболочки на линии измерения и центральная точка 170 вращения. Сплошные линии 130 изображают форму оболочки в ходе вращения. Центральная точка 170 окружности 180, рассчитанная в соответствии с изобретением, как описано выше, изображает центральную точку вращения оболочки, а не геометрическую центральную точку 140. Центральная точка 170 вращения определяется путем выполнения круговой регрессии 180 от надлежащего количества точек 160 измерения, отмеренных от линии 50 измерения вдоль сектора 150 подходящего размера, при этом центральная точка этой круговой регрессии изображает среднюю центральную точку вращения оболочки. Поскольку оболочка печи для обжига или барабана, особенно когда она горячая, обладает известной тенденцией вдавливаться на опорных валиках, а также сверху в ходе вращения, действительная форма оболочки является не круглой, а, как правило, овальной. Более того, оболочка может переместиться слегка в радиальном направлении в ходе вращения, так что путем измерения оболочки в ходе вращения, средняя центральная точка 170 вращения оболочки получается в соответствии с Фиг. 2.
Фиг. 3 изображает пример расположения точек ориентации и свободной станционной точки на периметре объекта. Фиг. 3 изображает вращающуюся цилиндрическую установку, например печь для обжига или барабан 300. Она поддерживается опорным кольцом 20, опирающимся на опорные ролики 30, среднее из этих опорных колец окружено показанными осевыми нажимными роликами 220. Осевые нажимные ролики могут также быть измерены и выровнены. В соответствии с изобретением, по меньшей мере один осевой нажимной ролик 220 измеряется путем создания линии измерения на поверхности каждого ролика и выполнения измерения в точках измерения по меньшей мере с одной стороны. Круговые регрессии рассчитываются от этих точек измерения, и от круговых регрессий вычисляются центральные точки, которые иллюстрируют центральную точку осевых нажимных роликов. Осевые нажимные ролики выравниваются до одной прямой линии с оболочкой печи для обжига путем перемещения центральной точки круговой регрессии, рассчитанной от осевого нажимного ролика, как сказано выше, к прямой линии регрессии, иллюстрирующей оболочку.
Дополнительно, Фиг. 3 изображает линию 210, которая упрощенным образом иллюстрирует действительную измеренную центральную линию печи для обжига, и базовую прямую линию 200. Базовая прямая линия 200 может быть определена как прямая линия регрессии либо с учетом координат 60 центральных точек всех колонн, либо путем фиксации координат центральной точки одной колонны на прямой линии. Фиг. 3 также изображает ряд точек 240 ориентира, которые позволили определить свободные станционные точки 230, и измеренные центральные линии 250 осей опорных роликов.
Несмотря на то что вышеприведенное описание относится к воплощению изобретения, которое в свете имеющихся знаний представляется наиболее предпочтительным, специалисту в данной области техники очевидно, что изобретение может быть модифицировано множеством других способов в как можно более широких пределах и сущности, определенных лишь в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТОЧНОГО ПОЗИЦИОНИРОВАНИЯ МНОЖЕСТВА ВЗАИМОДЕЙСТВУЮЩИХ ДРУГ С ДРУГОМ ВАЛКОВЫХ ИЛИ РОЛИКОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2354472C2 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ КОРПУСОВ ПОДВОДНЫХ ЛОДОК | 2015 |
|
RU2617721C1 |
| Способ высокоточного определения параметров поверхности и осей вращающихся агрегатов | 2016 |
|
RU2650418C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ СКРЫТЫХ КОНТРОЛЬНЫХ ТОЧЕК ПРИ ИЗМЕРЕНИИ ОТКЛОНЕНИЙ ОТ КРУГОВОЙ ФОРМЫ СЕЧЕНИЙ КОРПУСОВ ЦИЛИНДРИЧЕСКИХ ВСТАВОК СУДОВ ИЛИ ПОДВОДНЫХ ЛОДОК | 2014 |
|
RU2575593C2 |
| Способ диагностирования роликовых опор вращающейся печи, снабженных упорными приспособлениями | 1990 |
|
SU1716278A1 |
| Способ установки многоопорной вращающейся оболочки | 1986 |
|
SU1381314A1 |
| СПОСОБ КАЛИБРОВКИ НА ОСНОВЕ АЛГОРИТМА НАХОЖДЕНИЯ ЦЕНТРА ВРАЩЕНИЯ ДЛЯ КОРРЕКЦИИ КОЛЬЦЕВЫХ АРТЕФАКТОВ В НЕИДЕАЛЬНЫХ ИЗОЦЕНТРИЧЕСКИХ ТРЕХМЕРНЫХ ВРАЩАТЕЛЬНЫХ РЕНТГЕНОВСКИХ СКАНИРУЮЩИХ СИСТЕМАХ С ИСПОЛЬЗОВАНИЕМ КАЛИБРОВОЧНОГО ФАНТОМА | 2009 |
|
RU2526877C2 |
| Способ "горячей выверки" положения оси вращающейся печи | 2017 |
|
RU2665024C1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ГРАНИЧНОЙ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА В ВИДЕ ЗУБА | 1994 |
|
RU2086207C1 |
Изобретение относится к способу измерения и выравнивания вращающейся цилиндрической или иной симметричной относительно оси вращения установки, например, печи для обжига или барабана. Установка, подлежащая измерению и выравниванию, имеет оболочку и по меньшей мере одно опорное кольцо. Основным для способа является то, что когда вращающаяся установка вращается при рабочих условиях, точки измерения измеряются на поверхности оболочки вращающегося объекта в осевом направлении на обеих сторонах каждого опорного кольца на одной окружной линии. От точек измерения вычисляются окружности регрессии, от вычисленных окружностей определяются центральные точки и прямая линия, и ее центральная точка определяется между центральными точками вычисленных окружностей по обеим сторонам каждого опорного кольца. Базовая прямая линия вычисляется для центральной линии оболочки, и оболочка объекта выравнивается прямо путем перемещения определенных центральных точек оболочки к вычисленной базовой линии. Техническим результатом является повышение надежности измерения установки при рабочих условиях. 8 з.п. ф-лы, 3 ил.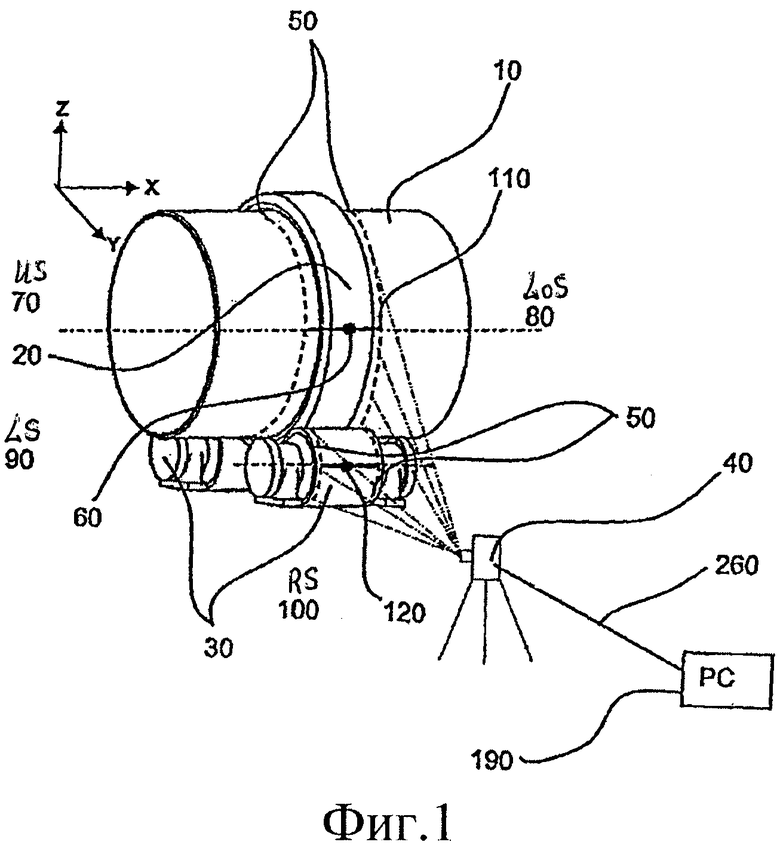
1. Способ измерения и выравнивания вращающейся цилиндрической или другой симметричной относительно оси вращения установки (300), например печи для обжига или барабана, при этом указанная установка имеет оболочку (10) и по меньшей мере одно опорное кольцо (20), каждое из которых имеет набор опорных роликов (30), с помощью измерительного устройства (40), отличающийся тем, что при вращении вращающейся установки (300) при рабочих условиях:
осуществляют измерения в точках (160) измерения на оболочке (10) вращающейся установки (300), непосредственно на ее поверхности, в осевом направлении на обеих сторонах каждого опорного кольца (20) вдоль одной окружной линии (50) измерения, по существу, на равных расстояниях от опорного кольца (20),
вычисляют круговые регрессии (180) для измеренных точек (160) измерения,
определяют центральные точки (170) для вычисленных круговых регрессий (180),
определяют отрезок (110) прямой между центральными точками (170) круговых регрессий (180), вычисленных на обеих сторонах опорного кольца (20), и определяют координаты для центральной точки (60) этого отрезка прямой, эта центральная точка (60) одновременно является центральной точкой вращения оболочки (10),
рассчитывают базовую прямую линию (200) для центральной линии оболочки (10) в виде прямой линии регрессии,
вычисляют расстояния центральных точек (170) отрезков прямой между центральными точками круговых регрессий (180) до определенной базовой прямой линии (200), и
выравнивают оболочку (10) вращающейся установки (300) непосредственно путем перемещения центральных точек вращения оболочки (10), которые аналогичны центральным точкам (60), которые определены, отрезков прямой между круговыми регрессиями (180), к вычисленной базовой линии (200).
2. Способ по п.1, отличающийся тем, что
измеряют опорные ролики (30) путем создания круговых линий (50) измерения вокруг поверхности каждого опорного ролика (30) как на верхней, так и на нижней сторонах, причем верхняя сторона является стороной, от которой материал, подлежащий обработке, подается во вращающуюся установку (300), а нижняя сторона является стороной, от которой материал выгружается из вращающейся установки (300), и выполняют измерение в точках измерения,
рассчитывают круговые регрессии от точек измерения,
определяют для круговых регрессий координаты центральной точки, и
определяют отрезок прямой между центральными точками, и определяют центральную точку (120) для отрезка прямой.
3. Способ по п.1 или 2, отличающийся тем, что измеряют вертикальный угол отклонения оси вращения для каждого из опорных роликов (30) и сравнивают с углом отклонения оболочки (10).
4. Способ по п.1 или 2, отличающийся тем, что после выравнивающих перемещений выполняют контрольное измерение.
5. Способ по п.1 или 2, отличающийся тем, что угол отклонения центральной линии вращающейся установки (300), измеренный от базовой линии (200), сравнивают с рассчитанным углом отклонения вращающейся установки (300).
6. Способ по п.1 или 2, отличающийся тем, что измерение осуществляют при помощи устройства (40), способного измерять точку (160) измерения непосредственно на поверхности измеряемой вращающейся установки (300) без какой-либо целевой отметки, такой как клеевая метка, призма или планка.
7. Способ по п.1 или 2, отличающийся тем, что измеряют измеряемые точки на оболочке (10) на по меньшей мере одной стороне оболочки.
8. Способ по п.1 или 2, отличающийся тем, что измеряют измеряемые точки на оболочке (10) вращающегося устройства (300) на по меньшей мере двух сторонах оболочки (10).
9. Способ по п.1 или 2, отличающийся тем, что дополнительно выполняют измерение по меньшей мере одного осевого нажимного ролика (220) путем создания круговой линии измерения вокруг поверхности каждого осевого нажимного ролика (220), и измерения в точках измерения, для точек измерения вычисляют круговые регрессии, определяют центральные точки круговых регрессий, причем эти центральные точки отображают центральные точки осевых нажимных роликов, и выравнивают осевые нажимные ролики (220) в одну прямую линию с оболочкой (10) вращающейся установки (300) путем перемещения центральной точки вращения осевого нажимного ролика (220), которое рассчитывают из круговой регрессии, как указано выше, к прямой линии регрессии, отображающей оболочку.
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ СОКА ИЗ ПЛОДОВО-ЯГОДНОГО СЫРЬЯ | 1972 |
|
SU420663A1 |
| СПОСОБ ВЫРАВНИВАНИЯ ПОЛОВИН РАЗЪЕМНОГО КОРПУСА ПАРОВОЙ ТУРБИНЫ (ВАРИАНТЫ) | 2001 |
|
RU2235888C2 |
| JP 6159942 A, 07.06.1994 | |||
| Способ автоматического выравнивания выверяемой поверхности объекта относительно опорной поверхности и устройство для его осуществления | 1979 |
|
SU1046613A1 |

