Изобретение относится к способу точного позиционирования относительно друг друга множества взаимодействующих валковых или роликовых элементов прокатного или литейного устройства. Кроме того, изобретение относится к прокатному или литейному устройству с множеством взаимодействующих друг с другом валковых или роликовых элементов.
В частности, в установках непрерывной разливки необходимо максимально точно выравнивать относительно друг друга множество взаимодействующих роликовых элементов, при этом роликовые элементы в выровненном состоянии образуют дуговой литейный участок для направления отливаемой металлической заготовки.
Для выполнения выравнивания является известным определение положения отдельных элементов посредством измерения с помощью теодолитов, нивелиров, соответственно, веревочных конструкций. При этом в большинстве случаев используются базовые метки, которые относительно идеальной линии прохождения установки, то есть, как правило, на установочной линии задней кромки заготовки, не являются неподвижными (термические расширения, оседание фундамента). Каждое отдельное измерение дает лишь две из трех пространственных координат точки измерения. Полное определение точки в пространстве осуществляют посредством перекрестной корреляции, которую в большинстве случаев выполняют вручную с помощью карманного калькулятора.
С целью контроля после оптического измерения часто выполняют повторное измерение сегментных переходов с помощью шаблонов. При этом часто проявляются расхождения между ожидаемыми из схемы расположения роликов результатами, то есть теоретическими заданными положениями, полученными результатами измерений и результатами контроля.
Для обеспечения оптимального согласования отдельных положений валковых или роликовых элементов (идеальное положение - измерение - контроль) необходимы очень большие затраты. Обычно, выравнивание роликовых элементов установки непрерывной разливки длится примерно две недели. Кроме того, нельзя полностью исключать неправильные выравнивания, что в результате приводит к проблемам с качеством и ограничениям производства. В соответствии с этим высокими являются расходы, связанные с недостаточным выравниванием отдельных роликовых элементов установки непрерывной разливки.
Для устранения обнаруженных неправильных положений роликовых элементов, в частности, обнаруженных ошибок перехода, посредством так называемой правки необходимо отдельные роликовые элементы (сегменты) снимать с помощью крана или манипулятора и сгружать в другом месте. Затем демонтируют служащие для позиционирования облицовочные пакеты стальных листов и заменяют их, а также снова устанавливают и закрепляют. После этого можно снова устанавливать сегмент. Поскольку часто имеется в распоряжении лишь один кран или манипулятор, то необходимо поочередно друг за другом выравнивать все сегменты. Затраты времени на один сегмент составляют, по меньшей мере, от двух до трех часов, при этом, в частности, при строительстве новой установки или изменении старой необходимо выравнивать до 15 сегментов для каждого ручья.
В документе FR 26 44 715 для выравнивания множества роликов литейного устройства применяют лазерный луч, при этом определяют расстояние отдельных элементов устройства до лазерного луча. Таким образом, лазерный луч служит в качестве квазиотвеса. Аналогичное решение предлагается в US 4 298 281.
В документе DE 101 60 636 А1 описан способ для установки литейного зазора на направляющей для заготовки в установке непрерывной разливки. Для обеспечения измерения, обнаружения дефектов и начала разливки без помех предусмотрено, что литейный зазор устанавливают перед началом разливки с помощью системы измерения пути в соответствии с идеальным ходом изменения толщины заготовки. После начала разливки устанавливают непрерывно и без скачков подходящий литейный зазор при рабочей нагрузке. Специальные меры для отлаживания отдельных сегментов литейного устройства в этом решении не раскрываются.
Измерение расстояний отдельных роликов в установке непрерывной разливки вдоль дугового литейного участка для проверки выравнивания роликов раскрыто в документе JP 55070706 А.
В документе US 3 831 661 для выравнивания множества сегментов в установке непрерывной разливки предусмотрено, что отдельные сегменты снабжены базовыми метками, на которые можно устанавливать шаблон для обеспечения возможности проверки относительного положения смежных сегментов.
Другие решения, которые относятся к выравниванию относительно друг друга двух машинных частей, в частности, роликов, известны из ЕР 0 075 550 В1, ЕР 222 732 В1, ЕР 0 868 649 В1, FR 2 447 764 A, CH 583 598 и DE-AS 27 20 116.
Таким образом, можно утверждать, что недостатки существующих способов и соответствующих устройств для выравнивания, соответственно, отлаживания отдельных валковых или роликовых элементов прокатных и литейных устройств состоит в том, что необходимое для налаживания время является очень длительным, в частности, после реконструкции или работ по техническому обслуживанию установок. Готовность установок, соответственно, является низкой, что приводит к увеличению производственных затрат. Кроме того, точность, с которой можно осуществлять выравнивание отдельных элементов, является часто недостаточной, так что качество продукции не является оптимальным. Кроме того, за счет не оптимального выравнивания элементов относительно друг друга снижается надежность процесса и повышается вероятность отказов.
Различные решения согласно уровню техники хотя и приносят частично улучшенные результаты, но являются не достаточными для обеспечения качественного изготовления, соответственно, быстрого и эффективного отлаживания валковых или роликовых элементов.
С учетом указанных выше решений для выравнивания валковых или роликовых элементов прокатных или литейных устройств в основу изобретения положена задача усовершенствования способа и устройства указанного выше вида с тем, чтобы исключить указанные недостатки. Таким образом, должно обеспечиваться значительно более простое и точное выравнивание, соответственно, налаживание сегментов. За счет этого можно экономить существенную часть необходимого для этого времени.
Эта задача решена согласно изобретению в части способа тем, что с помощью измерительного устройства измеряют расстояние, по меньшей мере, между тремя расположенными непосредственно или опосредованно на каждом из этих валковых или роликовых элементах базовыми точками и измерительным устройством, и в зависимости от результатов измерения приводят в действие регулировочные элементы на каждом валковом или роликовом элементе так, что расстояния между базовыми точками и измерительным устройством максимально совпадают с заданными значениями, при этом измерительные точки каждого валкового или роликового элемента расположены непосредственно или опосредованно на несущем элементе валкового или роликового элемента.
За счет использования, по меньшей мере, трех базовых точек для каждого валкового или роликового элемента обеспечивается возможность простым образом определять пространственное положение и выравнивание валкового или роликового элемента и такого изменения измеренного положения посредством приведения в действие регулировочных элементов, что достигается оптимальное положение каждого отдельного сегмента.
При этом предпочтительно предусмотрено, что способ применяется для точного выравнивания сегментов установки непрерывной разливки. В этом случае измерительное устройство предпочтительно располагают примерно в средней точке по отношению к дуговому литейному участку установки непрерывной разливки.
В одном варианте предусмотрено, что с помощью измерительного устройства измеряют больше базовых точек, чем необходимо для однозначного позиционирования валковых или роликовых элементов, причем приведение в действие, по меньшей мере, части регулировочных элементов осуществляется в соответствии с образованной из всех измерительных точек функции компенсации. Функция компенсации является предпочтительно функцией регрессии, которая может быть линейной или полиномной, возможны, естественно также другие виды функций регрессии, например экспоненциальные функции. Таким образом, согласно этому варианту изобретения применяется регрессионный анализ в качестве статистического способа для анализа измерительных данных. За счет этого так называемые «односторонние» статистические зависимости, то есть статистические отношения между причиной и действием, должны описываться с помощью функций регрессии. Тем самым при позиционировании отдельных валковых или роликовых элементов создаются «доверительные интервалы», как будет описано ниже.
Прокатное или литейное устройство с множеством взаимодействующих валковых или роликовых элементов характеризуется согласно изобретению тем, что каждый валковый или роликовый элемент снабжен несущим элементом, на котором непосредственно или опосредованно расположены, по меньшей мере, три базовые точки, при этом прокатное или литейное устройство имеет дополнительно измерительное устройство соответственно, в прокатное или литейное устройство может быть введено измерительное устройство, которое пригодно для выполнения измерения расстояний и/или углов между измерительным устройством соответственно заданным направлением и базовыми точками.
Валковые или роликовые элементы предпочтительно являются сегментами установки непрерывной разливки. Они предпочтительно имеют, по меньшей мере, два валка или ролика.
Измерительное устройство выполнено, в частности, в виде лазерного трассировочного устройства или в виде тахеометра.
Лазерные трассировочные устройства содержат высокоточную, кинематическую трехмерную измерительную систему, которая способна выполнять измерения расстояний с высокой точностью. Предусмотренные для применения тахеометры способны в качестве прецизионных приборов точно измерять расстояния и положения. Электронные тахеометры, которые в данном случае предпочтительны, измеряют направления после процесса нацеливания самостоятельно, например, с помощью интерференционных способов. Расстояния определяются посредством электронного измерения расстояний. При этом измеряется или время прохождения или фазовый сдвиг излученного и отраженного к целевой точке лазерного луча. Свет несущей волны лазерного луча лежит в большинстве случаев в инфракрасном диапазоне или в ближнем инфракрасном диапазоне светового спектра. Отражение лазерного луча в целевой точке происходит либо непосредственно на поверхности визированного объекта, либо в визированной призме. Определение измерительных величин относительно направления и расстояния осуществляется электронно.
Базовые точки предпочтительно выполнены в виде шариков, которые непосредственно или опосредованно расположены на несущем элементе.
На каждом несущем элементе могут быть предусмотрены регулировочные элементы, с помощью которых несущий элемент может быть позиционирован, соответственно, сдвинут относительно своего крепления. Регулировочные элементы обеспечивают предпочтительно поступательный сдвиг несущего элемента относительно своего крепления. Кроме того, может быть предусмотрено, что регулировочные элементы обеспечивают поворот несущего элемента относительно своего крепления, по меньшей мере, вокруг одной пространственной оси, предпочтительно вокруг поперечной оси.
В качестве регулировочных элементов применяются, в частности, достаточно известные сами по себе механические колодки, которые имеют, по меньшей мере, один (двойной) клиновидный элемент. С помощью его можно простым образом, а именно посредством затягивания или отпускания винта, создавать поступательное движение регулирования, которое в зависимости от расположения механической колодки на несущем элементе вызывает поступательное и/или поворотное движение несущего элемента относительно его крепления. Регулирование должно предпочтительно осуществляться под нагрузкой, то есть без помощи кранов или манипуляторов. При этом регулировочный элемент предпочтительно выполнен самотормозящимся.
С помощью предложенной последовательности действий и оборудования можно значительно упрощенным и быстрым образом юстировать отдельные валковые или роликовые элементы прокатного или литейного устройства, так что они располагаются в оптимальном положении относительно друг друга.
Предлагаемое изобретение предпочтительно применяется в установках непрерывной разливки, однако его можно также применять для других металлургических установок, как, например, прокатных станов или линий обработки ленты.
С помощью предлагаемого изобретения можно, помимо прочего, выполнять автоматическую привязку с помощью вычисления компенсации на основе полученных результатов измерения. Тем самым повышается надежность позиционирования отдельных валковых или роликовых элементов относительно друг друга, и можно создавать «доверительные интервалы» за счет привлечения избыточных измерительных величин, то есть используются, например, четыре вместо действительно необходимых трех опорных точек для каждого сегмента. Предпочтительно применять также больше базовых точек, чем необходимо для математически однозначного (статически определенного) определения положения тела в пространстве. Имеющаяся избыточность уменьшает сингулярные ошибки и служит для создания указанных «доверительных интервалов», например, посредством оценки стандартного отклонения.
Для настройки заданных и действительных величин отдельных валковых или роликовых элементов схема «идеального» расположения роликов заменяется кривой, которая выводится с помощью компенсационного вычисления (регрессии) из измерительных данных. За счет использования избыточности уменьшается никогда полностью не устраняемая погрешность измерения и обеспечивается количественное выражение надежность измерения («доверительный интервал»).
Другой аспект изобретения заключается в том, что задачу измерения для одного сегмента можно выполнять в две разделенные стадии. С одной стороны, измерение роликового пути в сегменте и перенос на внешнюю базовую точку осуществляют заранее в мастерской. С другой стороны, осуществляют ограничение измерения установки только измерением базовых точек и реконструкцию калибровой линии на базе переносимой информации. Хотя общие затраты незначительно увеличиваются, однако во время работ в мастерской тем не менее установка непрерывной разливки может работать дальше. Верхнюю раму сегментов для измерения установки также снимать не нужно.
Кроме того, существует дополнительная возможность отказаться от привязки к неподвижным, закрепленным на фундаменте установки базовым точкам за счет образования «виртуальных» систем опорных координат с помощью компенсационного вычисления на основании измерительных данных. Это позволяет экономить на сложных преобразованиях начала координат установки в соответствующее рабочее положение на разливочной площадке.
На чертежах показаны примеры выполнения изобретения, при этом изображено:
фиг. 1 - установка непрерывной разливки с изображением некоторых компонентов установки, вид сбоку;
фиг. 2 - часть фиг. 1 с тремя роликовыми элементами в увеличенном масштабе;
фиг. 3 - часть фиг. 2 с одним отдельным роликовым элементом в увеличенном масштабе.
На фиг. 1 показано литейное устройство 1 в виде установки непрерывной разливки. Жидкий металлический материал проходит вертикально вниз через кристаллизатор 21 и отклоняется постепенно вдоль дугового литейного участка 14 из вертикального направления в горизонтальное направление. Дуговой литейный участок 14 образован множеством роликовых элементов 2, 3, 4, которые выровнены относительно друг друга так, что они образуют дуговой литейный участок 14. Следует отметить, что изображены собственно лишь нижние рамы сегментов, что является допустимым, поскольку опорной линией при измерениях всегда является «задняя кромка» заготовки. Особенно предпочтительным в концепции, описание которой приводится ниже, является то, что измерение установки можно выполнять также со смонтированной верхней рамой.
Дуговой литейный участок 14 имеет среднюю точку М, то есть металлическая заготовка проходит по четверти круга вокруг средней точки М из вертикального положения в горизонтальное положение.
В области средней точки, и не обязательно точно в средней точке, расположено измерительное устройство 5 в виде лазерного трассировочного устройства.
Как показано на фиг. 2, каждый роликовый элемент 2, 3, 4 имеет, по меньшей мере, три, в показанном примере выполнения четыре базовые точки 6, 7, 8 и 9, которые выполнены в виде измерительных шариков, которые расположены на несущем элементе 13, то есть на раме соответствующего роликового элемента 2, 3, 4. Для простоты в данном случае речь идет об одном измерительном шарике, хотя точнее и лучше выражаясь, имеется в виду держатель измерительных шариков, в который временно и лишь во время собственно процесса измерения и выравнивания можно устанавливать измерительные шарики. Относительно показанных на фиг. 2 элементов 2, 3, 4 следует отметить, что также показаны нижние рамы сегментов.
Расположение измерительных шариков с помощью держателя шариков предпочтительно тем, что простым образом можно при необходимости целенаправленно реагировать на износ роликов и другие изменения геометрии установки и/или компонентов. А именно держатели измерительных шариков могут быть выполнены так, что они с помощью регулировочных элементов могут для измерения компенсировать указанные эффекты.
Как показано лучше всего на фиг. 3, в каждом несущем элементе 13 установлено с возможностью вращения несколько роликов или валков 15, 16, 17, 18. Несущий элемент 13 и тем самым весь роликовый элемент 2 закреплен на креплении 19.
Лазерное трассировочное устройство 5 может иметь, исходя из своего благоприятного расположения в зоне средней точки М, «оптический контакт» с отдельными базовыми точками 6, 7, 8, 9 каждого роликового элемента 2, 3, 4. Как указывалось выше, лазерное трассировочное устройство способно измерять точные расстояния а6, а7, а8 и а9 до базовых точек 6, 7, 8 и 9 и при необходимости углы α6, α7,
α8 и α9 (смотри фиг. 3). Измерения можно выполнять с точностью до десятых долей миллиметра.
Относительно базовых точек 7 и 8 следует отметить, что они в противоположность изображению на фиг. 2 предпочтительно находятся снаружи на нижней раме роликового элемента 2, 3, 4, а именно предпочтительно в той же плоскости, что и точки 6 и 9, однако на другой стороне относительно направления разливки.
Несущий элемент 13 расположен с помощью показанных лишь очень схематично и выполненных в виде механических колодок регулировочных элементов 10, 11, и 12 на креплении 19. Изменение положения регулировочных элементов 10, 11 и 12 приводит к тому, что несущий элемент 13 и тем самым весь роликовый элемент 2 может перемещаться относительно неподвижного крепления 19 как поступательно, так и поворотно. На фиг. 3 показаны из соответствующих трех возможных направлений поступательного движения, соответственно, направлений поворота в пространстве лишь два направления, а именно пространственные направления х и у, а также пространственные оси α и β. Соответствующее приведение в действие отдельных регулировочных элементов, а их может быть намного больше, чем показанные три, приводит к точному позиционированию несущего элемента 13 относительно крепления во всех пространственных направлениях и по всем пространственным осям.
Следует отметить, что на фиг. 3 лишь схематично показаны возможности регулирования в отдельных пространственных направлениях и вокруг отдельных пространственных осей, хотя различные оси и направления имеют различно большое значение. А именно регулирование с помощью регулировочного элемента 10 имеет второстепенное значение, поскольку за счет него не оказывается существенного влияния на процесс непрерывной разливки. Регулировочные элементы 11 и 12 должны иметь лежащий на противоположной относительно направления разливки стороне соответствующий элемент для обеспечения возможности регулирования угла β.
На фиг. 3 схематично показано положение несущего элемента 13 перед точным выравниванием пунктирными линиями и положение после выравнивания сплошными линиями. Для юстировки несущего элемента 13 измеряют с помощью лазерного трассировочного устройства 5 расстояния а6, а7, а8 и а9, а также соответствующие углы α6, α7, α8 и α9, то есть расстояния и углы между измерительным устройством 5 и базовыми точками 6, 7, 8 и 9 в виде измерительных шариков.
Расстояние между измерительным устройством 5 и базовой точкой 7 перед юстировкой обозначено на фиг. 3, представительно для других базовых точек, как а7. Измерительное устройство 5 соединено с не изображенными вычислительными средствами. На основе схемы установки в вычислительное средство занесены заданные положения роликов 15, 16, 17 и 18 и тем самым несущего элемента 13. Поскольку положение базовых точек 6, 7, 8 и 9 на несущем элементе известно, то мгновенно выводятся заданные положения и заданные расстояния между базовыми точками 6, 7, 8 и 9 и измерительным устройством 5. Для этого необходимо заранее, например в сегментной мастерской, перенести положение роликов на наружные базовые точки и ввести в память.
При этом существенным является то, что на основе выбора, по меньшей мере, трех базовых точек можно определять положение роликового элемента 2 в пространстве. После выполнения измерения расстояний между измерительным устройством 5 и базовыми точками 6, 7, 8, 9 можно на основе заданных геометрических размеров роликового элемента 2 вычислять величины регулирования для регулировочных элементов 10, 11 и 12, что может автоматически осуществляться в вычислительных средствах. За счет соответствующего приведения в действие регулировочных элементов 10, 11, 12 можно простым образом, очень точно и, прежде всего, очень быстро выполнять юстировку роликового элемента 2.
Еще следует отметить, что на фиг. 3 для лучшей наглядности показана «плоская проблема». В действительности можно с помощью, по меньшей мере, трех базовых точек определять линейное и поворотное положение несущего элемента 13 и тем самым роликового элемента 2 в пространстве. За счет использования соответствующих нескольких регулировочных элементов 10, 11, 12 можно выравнивать роликовый элемент в пространстве.
Сущность предлагаемого изобретения можно еще раз сформулировать следующим образом: измерение геометрических размеров направляющей для заготовки осуществляется с помощью измерительного устройства 5, предпочтительно в виде лазерного трассировочного устройства или прецизионного тахеометра. При их использовании применяются «цели» в виде измерительных шариков, так что можно определять положение несущего элемента 13 по трем координатам (каждое отдельное измерение непосредственно обеспечивает пространственную тройку координат). Обработка измерительных данных выполняется оперативно или с задержкой в вычислительном устройстве.
Для измерения положений отдельных сегментов измеряется не положение роликового пути, а рассматриваются установленные на неподвижной части несущего элемента (раме) базовые точки. Положение базовых точек относительно имеющих решающее значение для процесса роликовых путей измеряют заранее, например в мастерской, в ходе так называемого измерения переноса. При этом нет необходимости в применении специальных стендов для выравнивания, однако можно их применять.
После измерения-переноса можно для каждой базовой точки определять заданную величину относительно опорной системы измерения установки (схему расположения роликов, линию прохождения).
Результат измерения установки можно для оценки сравнивать с заданной топологией (схемой расположения роликов, линией прохождения), и отклонения можно пересчитывать в величины юстировки для коррекции положения сегментов.
При этом можно предпочтительно соотносить с помощью регрессии результат измерений с кривой средних значений измерительных данных и выполнять коррекцию на основе отклонений от этой коррелированной кривой (компенсационной кривой). За счет этого возникает несколько отклоняющаяся от первоначальной схемы новая заданная геометрия установки. Масштабом оценки этой измененной заданной геометрии является минимизация работы по изменению формы оболочки заготовки. Таким образом, можно дополнительно уменьшить затраты на правку без возникновения недостатков для нагрузки на корочку заготовки.
Регрессию на основании (избыточных) результатов измерения можно вычислять в соответствии с линейной или многочленной функцией распределения.
При измерениях можно применять поле опорных точек в окружении установки для облегчения смены места измерительного устройства во время процесса измерения. Ожидаемая при этом погрешность ограничивается посредством выбора возможно большего числа точек (избыточность компенсирует погрешности), которые максимально неподвижны и не зависят от подлежащего измерению объекта.
Для пересчета оцененных погрешностей перехода в изменения высоты на опорных поверхностях сегмента можно применять программу, которая пересчитывает корректуру высоты на входных и выходных роликах (в соответствии с теоремой лучей и при необходимости с учетом упругих деформаций) на точки опоры.
Для коррекции положения сегментов применяются предпочтительно регулируемые под нагрузкой и сами по себе известные механические колодки. С их помощью можно быстро и без применения кранов или манипуляторов осуществлять коррекцию положения на опорах сегмента в соответствии с установленными погрешностями, соответственно, отклонениями.
Как указывалось выше, измерения необходимо выполнять с места, которое одновременно обеспечивает возможно хороший обзор максимального числа сегментов установки. Как правило это средняя точка дугового литейного участка. При возможно необходимой смене места расположения можно применять независимую систему базовых точек для синхронизации друг с другом систем координат.
Предпочтительно предусмотрено больше базовых точек 6, 7, 8, 9, чем необходимо для однозначного определения пространственного положения несущего элемента 13: вообще достаточно трех точек для задания одной плоскости. Эта избыточность служит, с одной стороны, для уменьшения статистически никогда не подлежащей полному исключению погрешности измерения за счет избыточной компенсации. С другой стороны, это позволяет за счет оценки остаточных расхождений получать для измерения «доверительный интервал».
Как само по себе известно из уровня техники, можно при выполнениях согласно изобретению предусматривать применение шаблонов для переходов между сегментами, чтобы при необходимости иметь возможность проверки результата выравнивания отдельных валковых или роликовых элементов.
Таким образом, предлагаемое изобретение разделяет всю задачу измерения на измерение-перенос, с одной стороны, что можно выполнять в мастерской при изготовлении валковых или роликовых элементов, и, с другой стороны, на измерение установки с реконструкцией линии прохождения на базе данных измерения-переноса, что осуществляется на месте на установке непрерывной разливки. Это обеспечивает значительное уменьшение расходов на регулирование валковых или роликовых элементов и тем самым времени простоя, что составляет экономическое преимущество изобретения.
Перечень позиций
1 Прокатное или литейное устройство
2 Валковый или роликовый элемент
3 Валковый или роликовый элемент
4 Валковый или роликовый элемент
5 Измерительное устройство
6 Базовая точка
7 Базовая точка
8 Базовая точка
9 Базовая точка
10 Регулировочный элемент
11 Регулировочный элемент
12 Регулировочный элемент
13 Несущий элемент
14 Дуговой литейный участок
15 Валок/ролик
16 Валок/ролик
17 Валок/ролик
18 Валок/ролик
19 Крепление
21 Кристаллизатор
а6 Расстояние
а7 Расстояние
а8 Расстояние
а9 Расстояние
α6 Угол
α7 Угол
α8 Угол
α9 Угол
М Средняя точка дугового литейного участка
х Пространственное направление
У Пространственное направление
α Пространственная ось
β Пространственная ось
Изобретение относится области точного позиционирования относительно друг друга множества взаимодействующих друг с другом элементов. Технический результат - повышение быстродействия. Для обеспечения возможности быстрой и точной отладки валковых или роликовых элементов согласно изобретению предусмотрено, что с помощью измерительного устройства измеряют расстояния между ним и, по меньшей мере, тремя, расположенными непосредственно или опосредованно на каждом из валковых или роликовых элементах базовыми точками. В зависимости от результатов измерения приводят в действие регулировочные элементы на каждом валковом или роликовом элементе так, чтобы расстояния между базовыми точками и измерительным устройством максимально совпадало с заданными значениями. При этом измерительные точки каждого валкового или роликового элемента расположены непосредственно или опосредованно на несущем элементе валкового или роликового элемента. 2 н. и 15 з.п. ф-лы, 3 ил.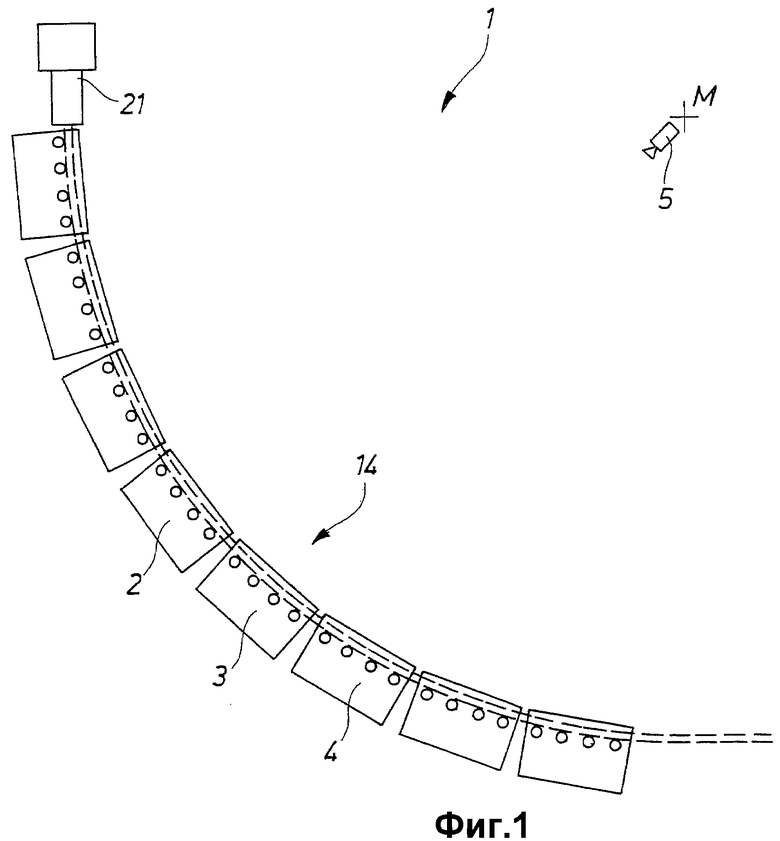
1. Способ точного позиционирования относительно друг друга множества взаимодействующих друг с другом валковых или роликовых элементов прокатного или литейного устройства, включающий измерение расстояния посредством измерительного устройства между, по меньшей мере, тремя расположенными непосредственно или опосредованно на несущем элементе (13) валкового или роликового элемента (2, 3, 4) базовыми точками (6, 7, 8, 9) и измерительным устройством, приведение в действие регулировочных элементов в зависимости от результатов измерений для изменения положения каждого валкового или роликового элемента до максимального совпадения расстояния между расположенными на них базовыми точками и измерительным устройством с их заданными значениями.
2. Способ по п.1, отличающийся тем, что используют валковые или роликовые сегменты установки непрерывной разливки.
3. Способ по п.2, отличающийся тем, что измерительное устройство размещают примерно в средней точке относительно выполненного в виде дуги литейного участка установки непрерывной разливки.
4. Способ по любому из пп.1-3, отличающийся тем, что посредством измерительного устройства измерение проводят для большего числа базовых точек, чем это необходимо для однозначного позиционирования валковых или роликовых элементов, при этом приведение в действие, по меньшей мере, части регулировочных элементов выполняют в соответствии с образованной с учетом всех точек измерения компенсационной функцией.
5. Способ по п.4, отличающийся тем, что используют регрессивную компенсационную функцию.
6. Способ п.5, отличающийся тем, что используют линейную регрессивную компенсационную функцию.
7. Способ по п.5, отличающийся тем, что используют квадратичную регрессивную компенсационную функцию.
8. Прокатное или литейное устройство, выполненное с множеством взаимодействующих друг с другом валковых или роликовых элементов (2, 3, 4), содержащее измерительное устройство и, по меньшей мере, три базовые точки (6, 7, 8, 9), расположенные непосредственно или опосредованно на несущем элементе каждого валкового или роликового элемента, при этом измерительное устройство предназначено для измерения расстояний и/или углов (а6, a7, a8, а9, α6, α7, α8, α9) между ним, заданным направлением и базовыми точками (6, 7, 8, 9).
9. Устройство по п.8, отличающееся тем, что использованы валковые или роликовые элементы установки непрерывной разливки.
10. Устройство по любому из пп.8 или 9, отличающееся тем, что каждый валковый или роликовый элемент выполнен, по меньшей мере, с двумя валками или роликами.
11. Устройство по любому из пп.8 или 9, отличающееся тем, что измерительное устройство выполнено в виде лазерного трассировочного устройства.
12. Устройство по п.8, отличающееся тем, что измерительное устройство выполнено в виде тахеометра.
13. Устройство по п.8, отличающееся тем, что в качестве базовых точек использованы измерительные шарики, расположенные непосредственно или опосредованно на несущем элементе.
14. Устройство по п.8, отличающееся тем, что на каждом несущем элементе расположены регулировочные элементы для позиционирования относительно его крепления.
15. Устройство по п.14, отличающееся тем, что регулировочные элементы выполнены с возможностью поступательного сдвига несущего элемента относительно его крепления, по меньшей мере, в одном, предпочтительно радиальном, пространственном направлении.
16. Устройство по любому из пп.14 или 15, отличающееся тем, что регулировочные элементы выполнены с возможностью поворота несущего элемента относительно его крепления, по меньшей мере, вокруг одной пространственной оси, предпочтительно вокруг поперечной оси.
17. Устройство по любому из пп.14 или 15, отличающееся тем, что регулировочные элементы выполнены в виде механических колодок с, по меньшей мере, одним клиновидным элементом.
| JP 55070706 А, 28.05.1980 | |||
| САМООЧИЩАЮЩАЯСЯ СИСТЕМА ОЧИСТКИ ЖИДКОСТИ | 2019 |
|
RU2720116C1 |
| DE 19720768 C1, 14.01.1999 | |||
| US 3891025 A, 24.06.1975 | |||
| US 5018569 A, 28.05.1991 | |||
| DE 4138740 A1, 27.05.1993 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2113936C1 |

