Изобретение относится к устройству для изготовления полого пластмассового профиля, в частности пластмассовой трубы, содержащему экструзионный инструмент с каналом для расплава, окружающим ось экструзии, экструдер, питающий экструзионный инструмент расплавом пластмассы, а также отсасывающее устройство для откачивания воздуха через внутреннюю полость профиля в направлении, противоположном экструзии, а также изобретение относится к соответствующему способу.
Воздухопроводящие системы для охлаждения внутренней полости трубы известны из уровня техники, например, из DE 10 2008 047 207 A1 или DE 10 2008 047 211 A1. При этом воздух откачивается через внутреннюю полость профиля в направлении, противоположном экструзии, чтобы таким образом охлаждать трубу. В известных системах устройство для откачивания воздуха через профиль производится по центру, располагается перед экструзионным инструментом, например, перед оголовком трубы, а сам экструзионный инструмент имеет отверстие для откачивания воздуха вплоть до конца экструзионной линии, так что подача расплава должна осуществляться сбоку. Это, с одной стороны, имеет технологические недостатки, связанные с изготовлением инструмента, поскольку экструзионный инструмент должен быть обеспечен соответствующим отверстием, а необходимая боковая подача расплава ведет к удорожанию конструкции инструмента. С другой стороны, этим обусловлены также технологические недостатки в отношении изготовления продукта, поскольку из-за боковой подачи расплава возрастает, например, использование давления и увеличивается время продувки, например, при смене цвета, да и затрудняется также равномерное распределение расплава по окружности трубы, что, кроме того, может привести к ухудшению качества.
Поэтому задачей изобретения являются создание устройства для изготовления полого пластмассового профиля, в частности пластмассовой трубы, содержащего воздухопроводящую систему для охлаждения внутренней полости трубы, которое обеспечивает более простую конструкцию, улучшенные технологические свойства, как и более высокое качество трубы, а также создание соответствующего способа.
Эта задача решается с помощью вышеупомянутого устройства для изготовления полого пластмассового профиля, в частности пластмассовой трубы, причем экструдер питает экструзионное устройство по центру, а отсасывающее устройство содержит центральную отсасывающую трубу, установленную внутри канала для расплава, и вытяжные каналы для частичных потоков, примыкающие к центральной отсасывающей трубе в направлении откачивания и выходящие изнутри экструзионного инструмента наружу, а также с помощью соответствующего способа.
При этом в основе изобретения лежит идея создания экструзионного инструмента с центральной системой подачи расплава, при которой фланец экструдера установлен, таким образом, по центру перед экструзионным инструментом и подает расплав в экструзионный инструмент спереди, и которая одновременно располагает воздухопроводящей системой для охлаждения внутренней полости трубы, которая распространяется по экструзионной линии вплоть до ее конца, причем воздушный поток разделяется на частичные потоки, обходящие фланец экструдера.
В одном из предпочтительных вариантов выполнения вытяжные каналы для частичных потоков проходят в сервисных отверстиях, предусмотренных в экструзионном инструменте, в частности, в спиральном распределителе. Это имеет то преимущество, что нет необходимости в дополнительных этапах производства, и может быть использована имеющаяся структура экструзионного инструмента.
Предпочтительно, устройство согласно изобретению содержит отсасывающий блок для создания воздушного потока через внутреннюю полость профиля. В этом случае отсасывающий блок может представлять собой, например, компрессор для бокового канала, который по сравнению с вентилятором может создавать существенно большие перепады давления.
В одном из предпочтительных вариантов выполнения вытяжные каналы для частей потока переходят в сборный вытяжной канал, соединенный с отсасывающим блоком. Чем короче частичные потоки, тем меньше потеря давления в отсасывающей системе. Поэтому предпочтительно, чтобы вытяжные каналы для частичных потоков как можно быстрее снова сводись вместе.
В одном из предпочтительных вариантов выполнения устройство согласно изобретению содержит регулирующее устройство для регулирования мощности отсасывающего блока в зависимости от температуры создаваемого им воздушного потока. При этом предпочтительно предусмотреть, чтобы температурный датчик был установлен внутри воздушного потока и соединен с регулирующим устройством. Таким образом можно регулировать степень воздушного охлаждения, что ведет к дополнительному улучшению качества пластмассового профиля, поскольку процесс охлаждения может быть подстроен под изменяющиеся краевые условия и, тем самым, может быть достигнут постоянный профиль собственного напряжения. Краевыми условиями являются, например, массовый расход, номинальная толщина стенки трубы, диаметр трубы или температура окружающего воздуха.
Таким образом, с помощью изобретения наряду с упрощением конструкции и обусловленными этим производственно-техническими преимуществами достигаются улучшенные технологические свойства, как, например, меньшее потребляемое давление и меньшее время продувки при лучшем качестве труб. При этом устройство согласно изобретению не только сопряжено с меньшими производственными затратами и расходами на монтаж, но и требует меньше места.
Ниже изобретение более подробно поясняется на примере выполнения со ссылкой на чертежи.
На фиг. 1а, b, с изображены три вида устройства согласно изобретению в соответствии с примером выполнения.
На фиг. 2 изображен фрагмент отсасывающего устройства согласно изобретению в соответствии с примером выполнения.
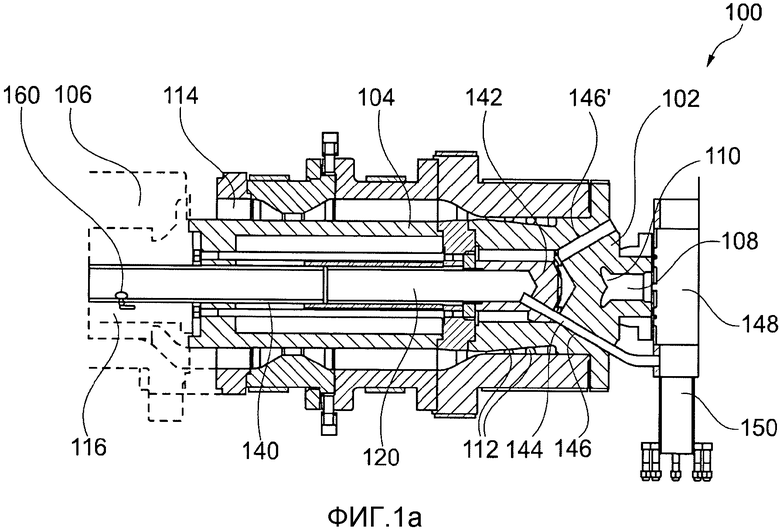
На фиг. 1а в упрощенном виде сбоку изображен экструзионный инструмент 100, здесь спиральный распределительный оголовок трубы, с последовательно установленными в направлении экструзии спиральным распределителем 102, соединительным элементом 104 для дорна или сопла, а также сопловым комплектом 106. Спиральный распределитель 102 содержит приточное отверстие 108, по существу звездообразно расположенные каналы 110 для предварительного распределения расплава, а также спиральные распределительные каналы 112. К спиральным распределительным каналам 112 в соединительном элементе 104 для дорна или сопла, а также в сопловом комплекте 6 примыкает канал 114 для расплава, радиально окружающий ось 120 экструзии. Сопловой комплект 106 для реализации разных размеров труб, предпочтительно, является сменным.
На этой фигуре изображен экструдер с фланцем экструдера, соединенным с приточным отверстием 108 и подающим в последнее расплав пластмассы. При этом фланец экструдера, как и приточное отверстие 108, расположен на оси 120 экструдера по центру, т.е. речь идет о центральной подаче. Расплав пластмассы из непоказанного фланца экструдера подается в приточное отверстие 108, а оттуда в каналы 110 для предварительного распределения расплава и далее в каналы 112 спирального распределителя. В каналах 112 спирального распределителя расплав поступает в однородную полую форму и подается в канал 114 для расплава, из которого он затем выходит через сопловой комплект 106 в виде трубы.
Кроме того, экструзионный инструмент 100 содержит отсасывающее устройство для откачивания воздуха через внутреннюю полость профиля, или трубы, в направлении, противоположном экструзии. Отсасывающее устройство содержит в направлении откачивания центральную отсасывающую трубу 140, распределительный элемент 142, вытяжные каналы 144 для частичных потоков, сборный вытяжной канал 148, в который переходят вытяжные каналы для частичных потоков и который через отсасывающие штуцеры 150 соединен с не показанным на фигурах отсасывающим блоком, например, компрессором для бокового канала.
Центральная отсасывающая труба 140 проходит внутри канала 114 для расплава примерно от инструментального дорна 116 соплового комплекта 106 для спирального распределителя 102 почти до сервисных отверстий 146, 146´. Протяженность центральной отсасывающей трубы может варьироваться, она не должна быть выполнена заподлицо с экструзионным инструментом, а может быть также длинней или короче. Однако предпочтительно, чтобы центральная отсасывающая труба была немного длиннее инструментального дорна. Кроме того, телескопическая центральная отсасывающая труба имеет преимущества, поскольку она легко подстраивается под размеры разных сопловых комплектов. Центральная отсасывающая труба не должна быть круглой, однако круглое поперечное сечение имеет место в оголовке трубы. В этом случае это даже выгодно, если центральная отсасывающая труба расположена на оси экструзии, так что радиальное удаление от канала для расплава является равномерным, и внутреннее охлаждение трубы происходит равномерно. Центральная отсасывающая труба 140 установлена в полости экструзионного инструмента 100. Термическое разделение между центральной отсасывающей трубой 140 и окружающими компонентами экструзионного инструмента 100 не является обязательным, однако в этом примере выполнения оно предусмотрено.
В этом примере выполнения каналы 144 для частичных потоков проходят в сервисных отверстиях 146 спирального распределителя и выходят наружу из экструзионного инструмента 100, здесь, в частности, из спирального распределителя 102. Однако вытяжные каналы не должны проходить во всех сервисных отверстиях. На фиг. 1а изображены, например, сервисное отверстие 146, в котором вытяжной канал 144 для частичного потока проходит от центральной отсасывающей трубы 140 до сборного вытяжного канала 148, и сервисное отверстие 146´ без вытяжного канала для частичного потока. Сервисные отверстия 146, 146´ проходят между каналами 110 для предварительного распределения расплава звездообразно в противоположном направлении. Другими словами, вытяжные каналы 144 для частичных потоков или, соответственно, сервисные отверстия 146, проходят в направлении, противоположном экструзии, радиально от оси экструзии, в то время как каналы 110 для предварительного распределения расплава проходят в направлении, противоположном экструзии, радиально к оси экструзии.
Вытяжные каналы для частичных потоков не обязательно должны проходить в сервисных отверстиях; в альтернативном варианте выполнения вытяжные каналы для частичных потоков могут быть расположены отдельно. Если вытяжные каналы для частичных потоков не привязаны к прохождению сервисных линий, а прокладываются сами по себе, угол вытяжных каналов для частичных потоков относительно оси экструзии может выбираться таким образом, чтобы в комбинации с протяженностью частичных потоков происходили как можно меньшие потери давления.
В другом альтернативном варианте между вытяжными каналами для частичных потоков и сервисными отверстиями должно быть предусмотрено термическое разделение, например, посредством изолированных (в том числе, например, с помощью воздушного зазора) труб или шлангов, установленных в сервисных отверстиях.
Распределительный элемент 142 устанавливает связь между центральной отсасывающей трубой 140 и вытяжными каналами 144 для частичных потоков. Распределительный элемент 142 и центральная отсасывающая труба 140 могут быть также выполнены в виде единого целого. В частности, если сервисные отверстия 146 сами представляют собой вытяжные каналы 144 для частичных потоков, то разделительному элементу 142 достается функция адаптера.
Для минимизации потерь давления частичные потоки должны быть как можно короче. Поэтому разделительный элемент 142 также должен быть выполненным таким образом, чтобы частичные потоки получались как можно короче. По той же причине необходимо создавать вытяжные каналы 122 для частичных потоков короткими и со стороны выхода и сводить их вместе в сборном вытяжном канале 148 практически сразу же после выхода из спирального распределителя 102.
На фигурах не показано регулирующее устройство для регулирования мощности также не показанного отсасывающего блока. Однако на фиг. 1а на входе центральной отсасывающей трубы 140 изображен температурный датчик 160, который определяет фактическую температуру воздушного потока в центральной отсасывающей трубе 140 и передает ее в регулирующее устройство, так что регулирующее устройство может регулировать мощность отсасывающего блока в зависимости от определенной температуры воздушного потока. В случае компрессора для бокового канала в качестве отсасывающего блока регулируется, например, частота его вращения и вместе с тем объемный поток воздуха в отсасывающем устройстве. Заданное значение температуры воздушного потока может определяться, например, в зависимости от диаметра трубы, расхода, номинальной толщины стенки трубы. Заданные значения, соответствующие параметрам трубы, могут быть записаны в память регулирующего устройства, так что выбор заданного значения может производиться автоматически. Благодаря регулированию могут компенсироваться, например, колебания температуры воздуха на входе, или температуры окружающего воздуха. Температурный датчик, естественно, может быть установлен в любом другом положении внутри отсасывающего устройства. Подходящее положение температурного датчика рассчитывается, например, путем термического усреднения. Кроме того, может быть предусмотрено несколько температурных датчиков.
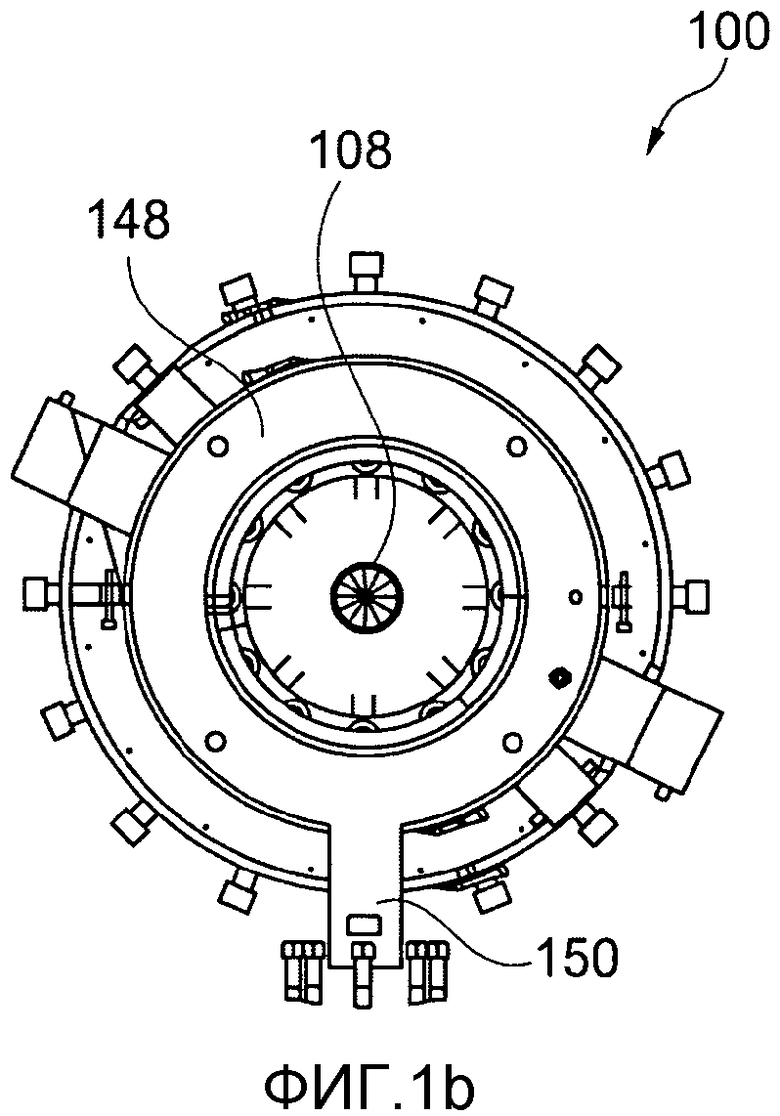
На фиг. 1b изображен вид экструзионного инструмента 100 в направлении экструзии. Одинаковые элементы обозначены одинаковыми позициями.
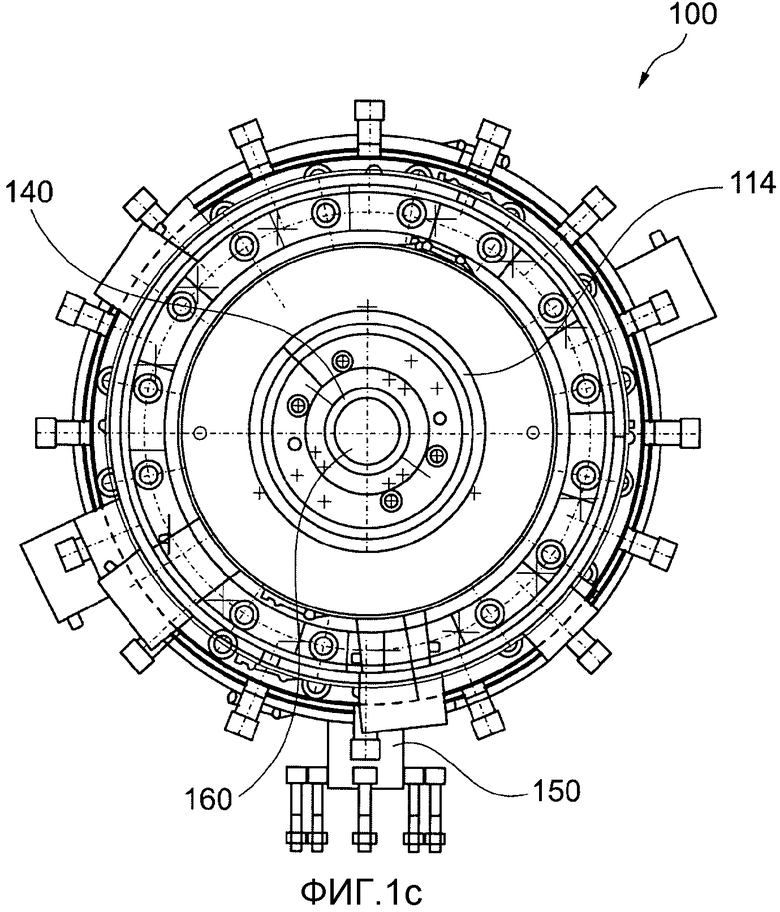
На фиг. 1с изображен вид экструзионного инструмента 100 в направлении откачивания. Одинаковые элементы опять же обозначены одинаковыми позициями. Особенно хорошо видны, например, центральная отсасывающая труба 140 и изображенный температурный датчик 160.
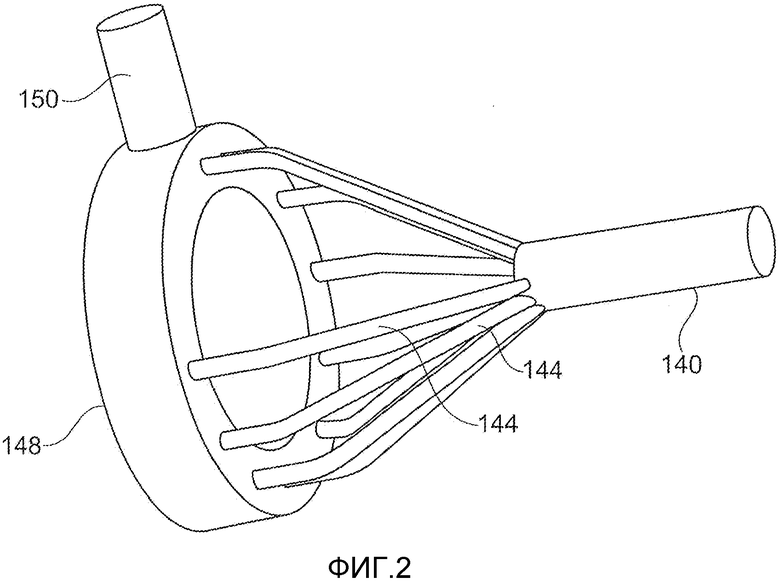
На фиг. 2 изображен упрощенный фрагмент отсасывающего устройства в перспективе. Одинаковые элементы снова обозначены одинаковыми позициями, как фиг. 1а, b, с. Эта фигура демонстрирует, как звездообразно расходятся вытяжные каналы 144 для частичных потоков. Следовательно, каналы 110 для предварительного распределения расплава разводят отдельный ручей расплава, поступающий по оси экструзии, таким образом, что может получиться полое тело, тогда как вытяжные каналы 144 для частичных потоков разводят воздушный поток, поступающий из центральной отсасывающей трубы 140, в противоположном направлении таким образом, чтобы воздух изнутри экструзионного инструмента 100 выходил наружу. Для удержания потерь давления при откачивании на минимальном уровне желательно иметь также как можно меньшее число вытяжных каналов для частичных потоков, однако достаточное для того, чтобы кумулированное поперечное сечение могло принять воздушный поток, поступающий из центральной отсасывающей трубы.
Таким образом, с помощью устройства и способа согласно изобретению достигаются упрощенная конструкция и улучшенные технологические свойства, а тем самым не только сокращаются производственные расходы и расходы на монтаж, но и обеспечиваются также более высокая энергетическая эффективность и лучшее качество труб.
Перечень ссылочных позиций:
100 экструзионный инструмент
102 спиральный распределитель
104 соединительный элемент для дорна или сопла
106 сопловой комплект
108 приточное отверстие
110 каналы для предварительного распределения
112 спиральные распределительные каналы
114 канал для расплава
116 инструментальный дорн
120 ось экструзии
140 центральная отсасывающая труба
142 разделительный элемент
144 вытяжные каналы для частичных потоков
146, 146´ сервисные отверстия
148 сборный вытяжной канал
160 температурный датчик.
Изобретение относится к устройству и способу изготовления полого пластмассового профиля. Устройство содержит экструзионный инструмент с каналом для расплава, окружающим ось экструзии. Экструдер питает канал для расплава расплавом пластмассы. Отсасывающее устройство предназначено для откачивания воздуха через внутреннюю полость профиля. Экструдер питает экструзионный инструмент по центру по оси экструзии. Отсасывающее устройство содержит центральную отсасывающую трубу, установленную в канале для расплава, а также вытяжные каналы для частичных потоков, примыкающие к центральной отсасывающей трубе в направлении откачивания и выходящие изнутри экструзионного инструмента наружу. Экструзионный инструмент содержит спиральный распределитель. Вытяжные каналы для частичных потоков проходят в сервисных отверстиях, предусмотренных в спиральном распределителе. Изобретение обеспечивает повышение качества изготавливаемых изделий. 2 н. и 4 з.п. ф-лы, 4 ил.
1. Устройство для изготовления полого пластмассового профиля, в частности пластмассовой трубы, содержащее:
экструзионный инструмент с каналом для расплава, окружающим ось экструзии,
экструдер, питающий канал для расплава расплавом пластмассы, а также
отсасывающее устройство для откачивания воздуха через внутреннюю полость профиля в направлении, противоположном экструзии,
причем экструдер питает экструзионный инструмент по центру по оси экструзии, а отсасывающее устройство содержит центральную отсасывающую трубу, установленную в канале для расплава, а также вытяжные каналы для частичных потоков, примыкающие к центральной отсасывающей трубе в направлении откачивания и выходящие изнутри экструзионного инструмента наружу,
причем экструзионный инструмент содержит спиральный распределитель, а вытяжные каналы для частичных потоков проходят в сервисных отверстиях, предусмотренных в спиральном распределителе.
2. Устройство по п. 1, причем отсасывающее устройство содержит отсасывающий блок для создания воздушного потока через внутреннюю полость профиля.
3. Устройство по п. 2, причем вытяжные каналы для частичных потоков переходят в сборный вытяжной канал, соединенный с отсасывающим блоком.
4. Устройство по п. 2 или 3, причем для регулирования мощности отсасывающего блока в зависимости от температуры воздушного потока предусмотрено регулирующее устройство.
5. Устройство по п. 4, причем оно снабжено по меньшей мере одним установленным в воздушном потоке температурным датчиком, соединенным с регулирующим устройством.
6. Способ изготовления полого пластмассового профиля, в частности пластмассовой трубы, с помощью экструзионного инструмента, включающий:
подачу расплава пластмассы в экструзионный инструмент, содержащий спиральный распределитель,
распределение расплава пластмассы с помощью спирального распределителя в канал экструзионного инструмента для расплава, окружающий ось экструзии и образующий полый профиль, а также
откачивание воздуха через внутреннюю полость профиля в направлении, противоположном экструзии,
причем подачу в экструзионный инструмент осуществляют по центру по оси экструзии, а откачивание - через центральную отсасывающую трубу, установленную в канале для расплава, а также через вытяжные каналы для частичных потоков, проходящие в сервисных отверстиях, предусмотренных в спиральном распределителе и выходящие изнутри экструзионного инструмента наружу.
| JP 2000263629 A, 26.09.2000 | |||
| WO 2006134228 A1, 21.12.2006 | |||
| WO 2010029143 A2, 18.03.2010 | |||
| Прибор для определения кривизны и азимута искривления буровых скважин | 1936 |
|
SU64133A1 |
| СИСТЕМА ДЛЯ ФОРМОВКИ ТРУБЫ С УПРАВЛЕНИЕМ ВАКУУМОМ И ТЕМПЕРАТУРОЙ ОХЛАЖДАЮЩИХ ВТУЛОК | 2004 |
|
RU2333099C2 |

