Перекрестные ссылки на родственные заявки
[0001] Настоящая заявка испрашивает приоритет на Предварительную заявку на патент США номер 61/230,793, поданную 3 августа 2009 года, озаглавленную "Улучшенное при помощи магнитореологической чистовой обработки оптическое качество сапфира и сапфира, легированного титаном", раскрытие которой полностью включено в состав настоящего документа посредством ссылки во всех отношениях.
Заявление относительно прав на изобретения, выполненные под контролем финансируемого из федерального бюджета исследования или разработки.
[0002] Правительство Соединенных Штатов имеет права в этом изобретении в соответствии с Контрактом Номер DE-AC52-07NA27344 между Министерством энергетики Соединенных Штатов и LawrenceLivermoreNationalSecurity, LLC, на работу LawrenceLivermoreNationalSecurity.
Уровень техники
[0003] Процессы полировки оптических элементов разрабатывались много лет. Типичный процесс чистовой обработки оптической линзы включает в себя удаление вещества с поверхности линзы для шлифовки поверхности и придания желаемой формы, например, закругления.
[0004] Магнитореологическая чистовая обработка (MRF) является детерминированным техническим приемом чистовой обработки поверхности на основе субапертурного полировального инструмента. MRF применялась для полировки и чистовой обработки оптических элементов. В техническом приеме используется магнитореологическая (MR) жидкость, вязкость которой является функцией от магнитного поля, применяемого к MR жидкости. Например, в некоторых MR жидкостях используется карбонил железа, и он имеет вязкость, которая может быть увеличена до определенного коэффициента ~ 1000 посредством применения магнитного поля.
[0005] MR жидкость подается посредством жидкостного насоса на вращающийся полировальный круг с выпуклым ободом в виде ленты, расположенной рядом с движущимся оптическим элементом. Электромагнит генерирует поле на лицевой поверхности оптического элемента, что вызывает затвердевание MR жидкости и, таким образом, она становится субапертурным полировальным инструментом. Система MRF обеспечивает управление над формой и твердостью MR жидкости, используемой для полировки заготовки. Когда затвердевшая жидкость на вращающемся полировальном круге выходит из магнитного поля, она возвращается в состояние жидкости с меньшей вязкостью, захватывается посредством выпускного отверстия для жидкости и используется повторно. Как правило, интенсивность удаления полировального инструмента MRF поддерживается на постоянном уровне посредством отслеживания параметров системы, включающих в себя расход MR жидкости, давление в пределах системы подачи, температуры MR жидкости, и т.п.
[0006] Напряжение сдвига в интерфейсе MR жидкость/оптический элемент используется для полировки оптического элемента, и может быть выполнен анализ затвердевшей MR жидкости в контексте функции удаления. Скорость удаления материала управляется посредством изменения времени воздействия в пределах оптической поверхности.
[0007] Вращательная полировка может быть выполнена посредством смещения функции удаления через часть, расположенную вдоль траектории тета-радиуса. Радиус и скорость вращения (определяющие угловую скорость) приспособлены для обеспечения желаемого управления фигурой. Растровая полировка может быть выполнена посредством перемещения функции удаления через оптический элемент вдоль траектории растрового сканирования.
[0008] Несмотря на преимущества, обеспечиваемые посредством традиционных полировальных инструментов MRF, существует потребность в уровне техники для улучшения способов и систем для полировки оптических элементов с использованием системы MRF.
Раскрытие изобретения
[0009] В соответствии с настоящим изобретением, обеспечены технические приемы, связанные с оптическими системами. Более конкретно, варианты осуществления настоящего изобретения относятся к способам и системам для полировки и/или чистовой обработки оптических элементов с использованием процесса магнитореологической (MRF) чистовой обработки. В качестве примера, изобретение применяется для компенсации внутренних оптических отклонений в оптическом элементе посредством впечатывания однородных топологических элементов на одну или несколько поверхностей оптического элемента. Описанные в настоящем документе способы и системы также применимы к обработке и чистовой обработке других оптических систем.
[0010] В соответствии с вариантом осуществления настоящего изобретения, обеспечен способ чистовой обработки оптического элемента. Способ включает в себя установку оптического элемента в оптическом держателе, имеющем множество проверочных точек, накладывающихся на оптический элемент, получение первой метрологической карты для оптического элемента и множества проверочных точек и получение второй метрологической карты для оптического элемента без множества проверочных точек. Способ также включает в себя формирование карты разности между первой метрологической картой и второй метрологической картой и выравнивание первой метрологической карты и второй метрологической карты. Способ дополнительно включает в себя помещение математических проверочных точек на вторую метрологическую карту с использованием карты разности для формирования третьей метрологической карты и привязку третьей метрологической карты к оптическому элементу. Кроме того, способ включает в себя закрепление оптического элемента в зажиме в инструменте MRF, установку оптического элемента в зажиме, удаление множества проверочных точек и чистовую обработку оптического элемента.
[0011] В соответствии с другим вариантом осуществления настоящего изобретения, предоставлена система MRF для полировки оптического элемента. Система MRF включает в себя процессор и инструмент MRF, соединенный с процессором. Инструмент MRF включает в себя полировальный круг, выполненный с возможностью обеспечения предварительно определенной функции удаления, и оптический держатель, выполненный с возможностью вмещения оптического элемента и множества проверочных точек. Система MRF также включает в себя машиночитаемый носитель, соединенный с процессором и хранящий множество команд для управления инструментом MRF для полировки оптического элемента. Множество команд включает в себя команды, которые вызывают получение процессором первой метрологической карты для оптического элемента и множества проверочных точек, команды, которые вызывают получение процессором второй метрологической карты для оптического элемента без множества проверочных точек, и команды, которые вызывают формирование процессором карты разности между первой метрологической картой и второй метрологической картой. Множество команд также включает в себя команды, которые вызывают выравнивание процессором первой метрологической карты и второй метрологической карты, и команды, которые вызывают помещение процессором математических проверочных точек на вторую метрологическую карту с использованием карты разности для формирования третьей метрологической карты. Множество команд дополнительно включает в себя команды, которые вызывают привязку процессором третьей метрологической карты к оптическому элементу, и команды, которые вызывает управление процессором инструментом MRF для чистовой обработки оптического элемента.
[0012] В соответствии с заданным вариантом осуществления настоящего изобретения, предоставлен способ полировки оптического элемента. Способ включает в себя закрепление оптического элемента в оптическом держателе, имеющем область, выполненную с возможностью вмещения оптического элемента, и множество проверочных точек, установленных рядом с областью, получение первой метрологической карты, включающей в себя оптический элемент и множество проверочных точек, получение второй метрологической карты, включающей в себя оптический элемент, причем вторая метрологическая карта не содержит множество проверочных точек, и формирование метрологической карты разности на основе первой метрологической карты и второй метрологической карты. Также способ включает в себя выравнивание первой метрологической карты со второй метрологической картой и добавление математических проверочных точек на вторую метрологическую карту для формирования третьей метрологической карты. Способ дополнительно включает в себя установку оптического держателя в инструмент MRF, совмещение оптического держателя с инструментом MRF с использованием третьей метрологической карты, и полировку оптического элемента.
[0013] В соответствии с другим заданным вариантом осуществления настоящего изобретения, предоставлена система MRF для полировки оптического элемента. Система MRF включает в себя процессор, оптическую систему формирования изображения и инструмент MRF, соединенный с процессором. Инструмент MRF включает в себя полировальный круг, выполненный с возможностью обеспечения предварительно определенной функции удаления, и оптический держатель, выполненный с возможностью вмещения оптического элемента и включающий в себя множество внешних проверочных точек. Система MRF также включает в себя машиночитаемый носитель, соединенный с процессором и хранящий множество команд для управления инструментом MRF для полировки оптического элемента. Множество команд включает в себя команды, которые вызывают закрепление процессором оптического элемента в оптическом держателе, имеющем область, выполненную с возможностью вмещения оптического элемента, и множество проверочных точек, установленных рядом с областью. Множество команд также включает в себя команды, которые вызывают получение процессором первой метрологической карты, включающей в себя оптический элемент и множество проверочных точек, команд, которые вызывают получение процессором второй метрологической карты, включающей в себя оптический элемент, причем вторая метрологическая карта не содержит множество проверочных точек, и команд, которые вызывают формирование процессором метрологической карты разности на основе первой метрологической карты и второй метрологической карты. Множество команд дополнительно включает в себя команды, которые вызывают выравнивание процессором первой метрологической карты со второй метрологической картой, команды, которые вызывают добавление процессором математических проверочных точек на вторую метрологическую карту для формирования третьей метрологической карты, и команды, которые вызывают управление процессором инструментом MRF для полировки оптического элемента.
[0014] Многочисленные преимущества достигаются посредством настоящего изобретения при помощи традиционных технических приемов. Например, настоящие технические приемы обеспечивают способ компенсации внутренних оптических отклонений в оптических элементах, тем самым, улучшая эффективность системы для лазеров и усилителей, использующих оптические элементы. Кроме того, при использовании вариантов осуществления настоящего изобретения, производители имеют возможность повторно обрабатывать оптику, подвергнутую чистовой обработке, которая может не соответствовать требованиям по эффективности, тем самым, улучшая выход продукции производства. Кроме того, варианты осуществления настоящего изобретения позволяют выполнять обработку материала, который изначально считался плохим по качеству, до спецификаций, превышающих изначальные спецификации. В зависимости от варианта осуществления может быть достигнуто одно или несколько этих преимуществ. Эти и другие преимущества будут описаны более подробно и более конкретно ниже на протяжении всего описания.
[0015] Эти и другие предметы и признаки настоящего изобретения и способ их получения станут очевидны для специалистов в данной области техники, и изобретение, как таковое, будет лучше всего пониматься на основе нижеследующего подробного описания, рассматриваемого в сочетании с сопроводительными чертежами.
Краткое описание чертежей
[0016] Фиг.1 является упрощенным схематическим представлением системы обработки оптического элемента в соответствии с вариантом осуществления настоящего изобретения;
[0017] Фиг.2A является упрощенным схематическим представлением, иллюстрирующим элементы, используемые в инструменте MRF в соответствии с вариантом осуществления настоящего изобретения;
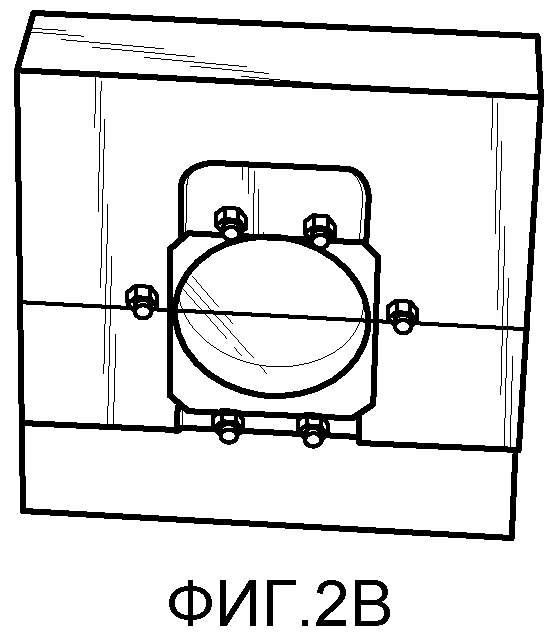
[0018] Фиг.2B является упрощенным схематическим представлением оптического элемента, закрепленного в оптическом держателе, с шаблоном проверочных точек в соответствии с вариантом осуществления настоящего изобретения;
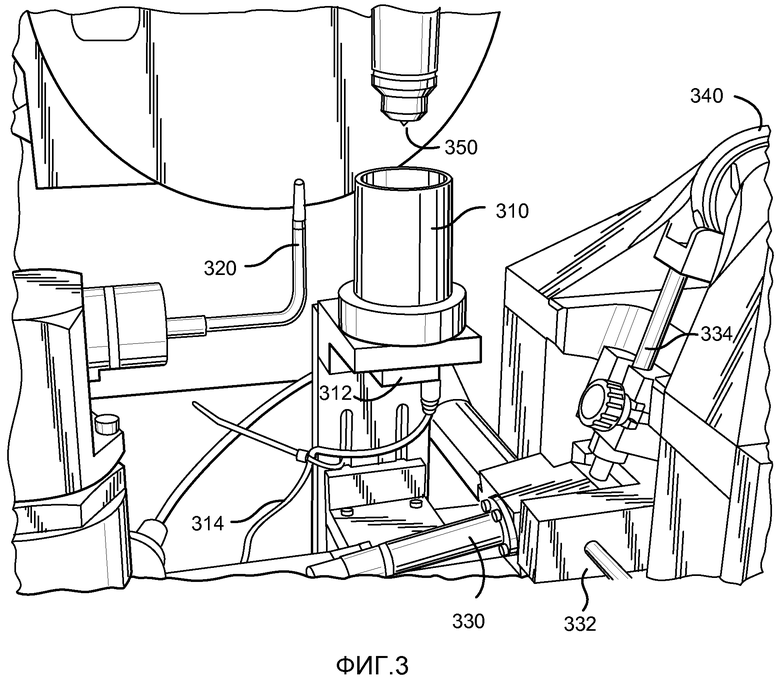
[0019] Фиг.3 является упрощенным схематическим представлением, иллюстрирующим элементы системы MRF совмещения в соответствии с вариантом осуществления настоящего изобретения;
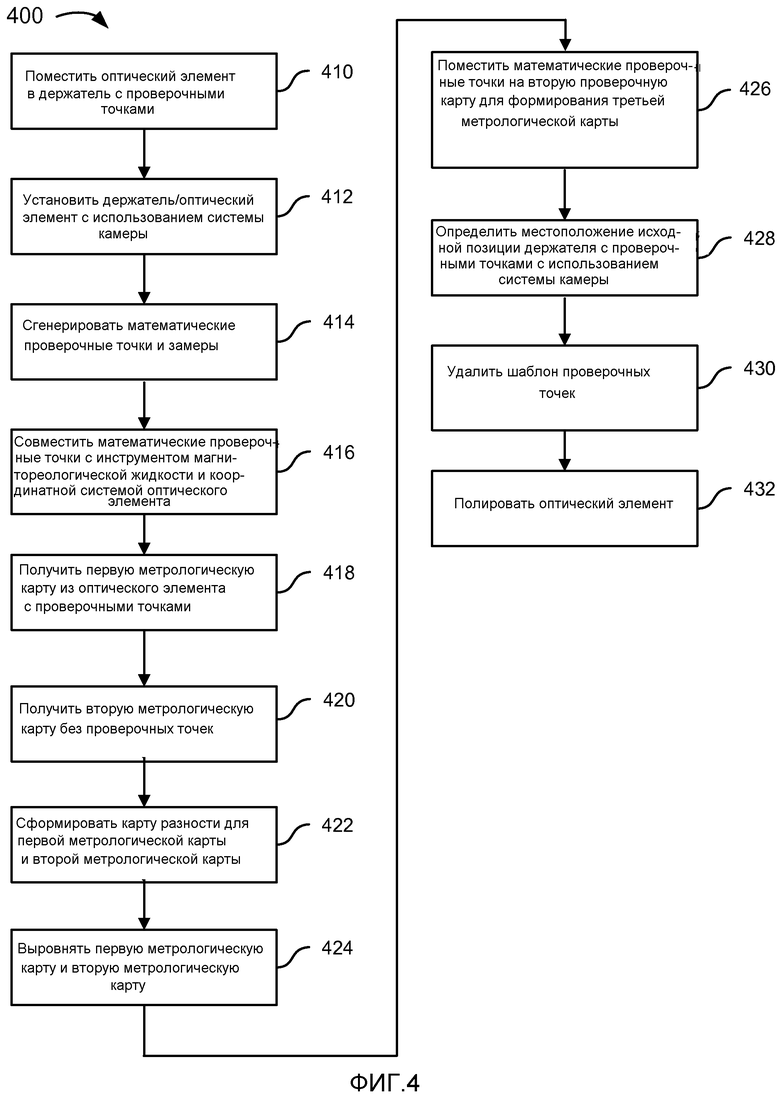
[0020] Фиг.4 является упрощенной блок-схемой, иллюстрирующей способ чистовой обработки оптического элемента в соответствии с вариантом осуществления настоящего изобретения;
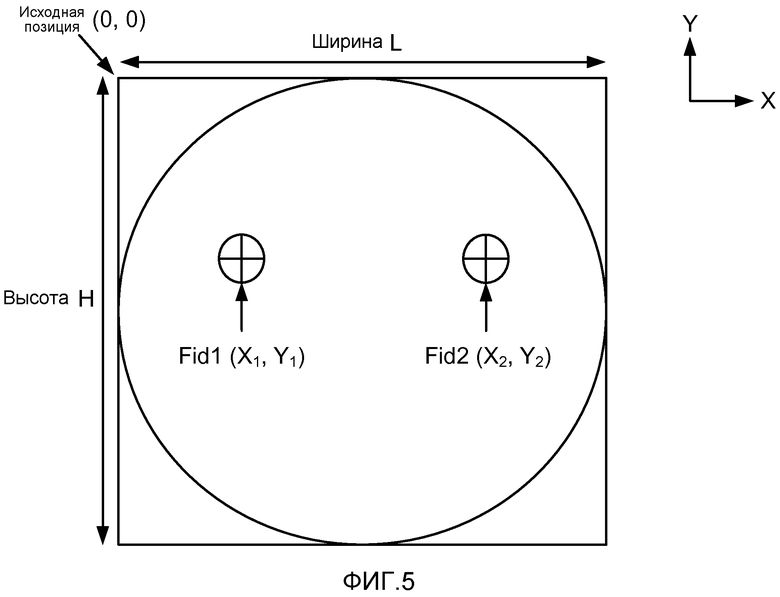
[0021] Фиг.5 является упрощенным представлением оптического держателя в соответствии с вариантом осуществления настоящего изобретения.
[0022] Фиг.6 является упрощенной иллюстрацией системы коррекции искажений фронта импульса в соответствии с вариантом осуществления настоящего изобретения;
[0023] Фиг.7A-7F являются интерферограммами, замеренными или вычисленными на различных этапах процесса для привязки и выравнивания оптического элемента в системе MRF;
[0024] Фиг.8A и 8B являются профилями фаз для оптического элемента до и после длинноволновой обработки MRF, соответственно, в соответствии с вариантом осуществления настоящего изобретения;
[0025] Фиг.9A и 9B являются профилями фаз для оптического элемента до и после коротковолновой обработки MRF, соответственно, в соответствии с вариантом осуществления настоящего изобретения;
[0026] Фиг.10 является упрощенной блок-схемой, иллюстрирующей способ полировки оптического элемента в соответствии с другим вариантом осуществления настоящего изобретения;
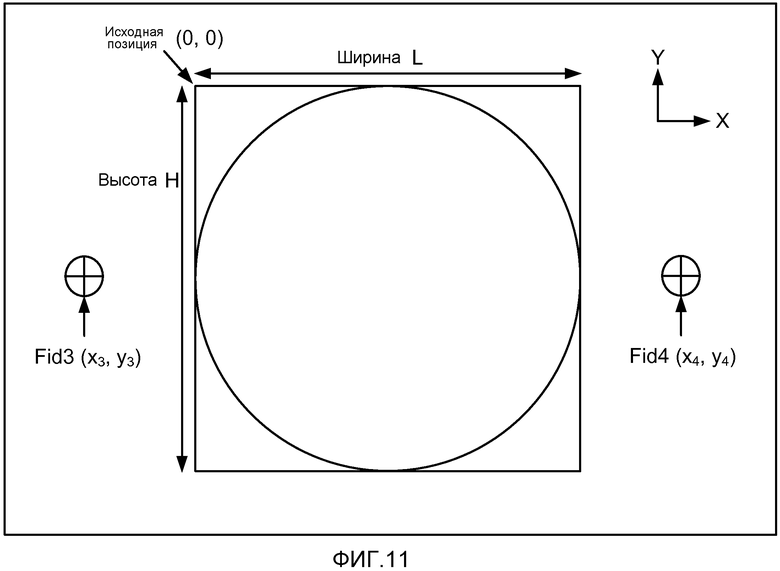
[0027] Фиг.11 является упрощенным представлением оптического держателя с внешними проверочными точками в соответствии с вариантом осуществления настоящего изобретения; и
[0028] Фиг.12A-12F являются интерферограммами, замеренными или вычисленными на различных этапах процесса для привязки и выравнивания оптического элемента в системе MRF.
Осуществление изобретения
[0029] В соответствии с вариантами осуществления настоящего изобретения, технические приемы усовершенствованной магнитореологической чистовой обработки (MRF) применяются к оптическим элементам (например, кристаллы сапфира, легированные титаном) для компенсации субмиллиметровых искажений кристаллической решетки, которые возникают во время процесса выращивания кристаллов. Точные оптические коррекции выполняются посредством впечатывания топологической структуры на поверхность оптического элемента для компенсации эффектов искажения кристаллической решетки в пропускаемом фронте импульса. Варианты осуществления настоящего изобретения, описанные в настоящем документе, значительно улучшают оптическое качество оптических элементов и обеспечивают средство для изготовления высококачественных сапфиров с широкой апертурой и оптики на основе легированных титаном сапфиров, пригодной для широкого спектра применений.
[0030] Легированный титаном сапфир стал главным материалом для системы твердотельных фемтосекундных лазеров с высокой пиковой мощностью, благодаря его диапазону настройки длины волны с большой шириной спектра. С диапазоном, перестраиваемым от 680 до 1100 нанометров, достигающим максимума на 800 нанометрах, легированные титаном сапфировые кристаллы, излучающие лазерное излучение, могут быть легко настроены на необходимую длину волны накачки и предоставлять очень высокую яркость накачки, вследствие их хорошего качества пучка и высокой выходной мощности, как правило, равной нескольким ваттам. Фемтосекундные лазеры используются для точной резки и механической обработки материалов, начиная со стали, и заканчивая зубной эмалью, чувствительной сердечной тканью и сильно взрывчатыми веществами. Эти ультракороткие импульсы являются слишком короткими для передачи высокой температуры или ударного воздействия на разрезаемый материал, что означает, что резка, сверление и механическая обработка происходит фактически без каких-либо повреждений окружающего материала. Кроме того, эти лазеры могут резать с высокой точностью, выполняя тонкие разрезы менее 100 мкм в толстых материалах вдоль сгенерированной компьютером траектории. Увеличение до более высоких энергий ограничивается посредством размера среды кристалла, излучающего лазерное излучение. Выпуск высококачественных кристаллов с большим диаметром был ограничен посредством искажений кристаллической решетки, которые могут возникать в монокристалле, ограничивая полезную площадь, из которой может быть выбракована высококачественная оптика. Искажения кристаллической решетки влияют на пропускаемый фронт импульса их оптики, что, в конечном счете, ограничивает высокую производительность выходной мощности и эффективность лазерной системы, в частности, при работе в многопереходном режиме. Кроме того, легированный титаном сапфир или сапфир чрезвычайно тверды (твердость по Моосу равна 9 при значении для алмаза равном 10), что делает чрезвычайно трудным точную полировку с использованием традиционных способов без повреждения подслоя или значительной погрешности фронта импульса. Несмотря на то, что варианты осуществления настоящего изобретения обсуждаются применительно к областям применения легированного титаном сапфира, настоящее изобретение не ограничено этим конкретным кристаллом, и другие оптические среды включены в пределы объема настоящего изобретения. Эти оптические среды включают в себя сапфир, сапфир с эмалью из других переходных металлов, друге усиливающие лазерное излучение среды, и т.п.
[0031] В соответствии с вариантами осуществления настоящего изобретения, обеспечены способы и системы с использованием MRF, которые компенсируют искажения кристаллической решетки в легированном титаном сапфире посредством отклонения пропускаемого фронта импульса. Эти усовершенствованные технические приемы MRF позволяют выполнять точную полировку оптической инверсии искажений кристаллической решетки с величинами приблизительно 70 нм в разность оптических путей на одной или обеих оптических поверхностях для производства высококачественной оптики из непригодных для использования, в противном случае, легированных титаном сапфировых кристаллов. Технические приемы включают в себя интерференционные, программные и машинные модификации для точного определения и полировки субмиллиметровых участков на оптических поверхностях, полировка которых не может быть выполнена на оптике с использованием традиционных технических приемов. Изобретатели полагают, что способы и системы, описанные в настоящем документе, могут позволить развитие систем, основанных на легированных титаном сапфирах, для достижения пиковой мощности далеко за пределами одного ПВт.
[0032] Одним из факторов, ограничивающих выпуск, для выбраковки высококачественной оптики с большим диаметром из легированных титаном сапфиров и других кристаллов является наличие искажений кристаллической решетки и дискретных неоднородностей, которые возникают во время выращивания кристаллов. Эти недостатки проявляются в виде локальных изменений показателя преломления внутри кристалла, которые ухудшают качество пропускаемого фронта импульса, несмотря на то, что поверхности могут быть крайне плоскими. На основе замеров профиля интерферометрической фазы, искажения могут варьироваться приблизительно от 0,3 до 5 мм в ширину. Это искажение является достаточно большим для нарушения качества лазерного луча, что может вызывать повреждения оптики, расположенной далее в лазерной системе, а для системы с короткими импульсами может привести к неполному сжатию и плохой способности фокусировки лазерного луча. В результате, лазерная оптика, включающая в себя легированные титаном сапфировые кристаллы, которые имеют эти типы искажений кристаллической решетки, менее желательны для областей применения, в которых требуется лучшие характеристики пропускания и качества луча.
[0033] Традиционные технические приемы MRF компенсируют исключительно фазовые искажения с длинным пространственным периодом с порядком 3 мм или более. Варианты осуществления настоящего изобретения предоставляют технические приемы MRF, которые способны компенсировать субмиллиметровые искажения кристаллической решетки сапфира и легированных титаном сапфировых кристаллов для улучшения пропускаемого фронта импульса. Технические приемы, описанные в настоящем документе, применимы для исправления фазовых искажений с более коротким периодом и дискретных неоднородностей уникальным способом, как к стеклянным, так и к кристаллическим материалам. Как более полно описано ниже, разработка и внедрение зажимов MRF с проверочными точками позволило точное определение местоположения интерферометрических элементов в абсолютном местоположении на оптической поверхности. Кроме того, мы реализовали алгоритмы интерферометрической манипуляции для соотнесения местоположений проверочных точек с местоположениями интерферограмм и усовершенствованную систему камеры, которая соединяет зажимы и проверочные точки в пределах 3 мкм относительно позиции машины MRF. Кроме того, мы реализовали маленькие и точно управляемые функции MRF удаления. Функция MRF удаления определяется посредством множества факторов, включающих в себя: магнитное поле в зоне полировки, глубина, на которую оптический элемент погружается в ленту MR, диаметр полировального круга MRF, вязкость MR жидкости, ширина ленты MR жидкости и т.п. Изобретатели специально разработали эти различные факторы для обеспечения хорошо управляемого процесса MRF с улучшенной эффективностью относительно традиционных технических приемов MRF. Например, длина функции удаления является функцией от диаметра полировального круга, а ширина функции удаления является функция от количества погружений оптики в ленту MR. Пиковая и объемная интенсивность удаления является функцией от скорости полировального круга, вязкости жидкости и силы магнитного поля. Эти усовершенствования делают возможным достижение малых пропускаемых фронтов импульса в легированных титаном сапфировых кристаллах, других оптических элементах. Варианты осуществления настоящего изобретения обеспечивают удаление материала с эффективным диаметром менее 1 мм с использованием 50-миллиметрового полировального круга MRF. Обеспечиваются и еще меньшие диаметры при использовании меньшего полировального круга MRF.
[0034] MRF предлагает прямой подход для впечатывания однородных топологических элементов на оптике без использования шаблонов или эталонов. Детерминированная возможность полировки, обеспеченная посредством системы MRF и близкая взаимозависимость с интерферометрией позволяют впечатывать фазовые структуры, которые непрерывно варьируются на протяжении всей апертуры луча без резких неоднородностей или фазовых аномалий. Технология способна, и обычно производит, очень точные топологические профили с погрешностями, около среднеквадратической погрешности 30 нм относительно апертуры оптики, тем самым приводя к очень эффективным пластинам (>99 процентов), параметры которых точно определены.
[0035] Фиг.1 является упрощенным схематическим представлением системы обработки оптического элемента в соответствии с вариантом осуществления настоящего изобретения. Система 100 MRF включает в себя полировальный инструмент 110 MRF с усовершенствованными возможностями, по сравнению с традиционными инструментами. Полировальный инструмент 110 MRF включает в себя полировальный круг 116 MRF. MR жидкость предоставляется через входное отверстие 112 для жидкости и формирует ленту на полировальном круге 116 MRF в зоне 118 полировки. После прохождения через магнитное поле в зоне 118 полировки, MR жидкость собирается в выходном отверстии 114 для жидкости и циркулирует в замкнутом цикле к входному отверстию 112 для жидкости с использованием насоса (не показан). Оптический элемент 140 смещается относительно полировального круга 116 MRF, например, при растровом сканировании, циклически или по другой схеме, для полировки поверхности оптического элемента 140.
[0036] Система MRF также включает в себя интерфейс 124 ввода/вывода, который позволяет пользователю программировать инструмент MRF и взаимодействовать с другими элементами системы. Система MRF имеет процессор 120, который используется для выполнения вычислений, связанных со временем выполнения операций и с другими параметрами системы. Машиночитаемый носитель 122 (также называемый базой данных или запоминающим устройством) соединен с процессором 120 для хранения данных, используемых посредством процессора и других элементов системы. Процессор 120 взаимодействует с метрологической системой 130, которая предоставляет данные о структуре поверхности оптического элемента, а также внутренних неоднородностей в оптическом элементе. Как правило, метрологическая система 130 включает в себя интерферометр, который предоставляет информацию о фазе с пространственным разрешением для оптического элемента. При использовании процессора 120, запоминающего устройства 122 и интерфейса 124 ввода/вывода, пользователь способен вычислить параметры системы и время выполнения операции для оптического элемента для формирования предварительно определенной формы на оптическом элементе. Контроллер 160 взаимодействует с инструментом 110 MRF для достижения детерминированного процесса полировки.
[0037] Процессор 120 может являться микропроцессором общего назначения, сконфигурированным для выполнения команд и данных, таким, как процессор Pentium, произведенный посредством корпорации Intel, Санта Клара, Калифорния. Также он может являться специализированной интегральной микросхемой (микросхемой ASIC), которая реализует, по меньшей мере, часть команд для выполнения способа в соответствии с настоящим изобретением в программных средствах, программируемом оборудовании и/или аппаратных средствах. Например, такие процессоры включают в себя специализированную схему, микросхему ASIC, комбинационные логические схемы, другие программируемые процессоры, их комбинации, и т.п.
[0038] Память 122 может быть локальной или распределенной, в зависимости от конкретной области применения. Память 512 может включать в себя много блоков памяти, включающих в себя основную оперативную память (RAM) для хранения команд и данных во время выполнения программы и постоянную память (ROM), в которой хранятся фиксированные команды. Следовательно, память 512 обеспечивает постоянное (энергонезависимое) запоминающее устройство для программы и файлов данных, и может включать в себя жесткий диск, флэш-память, дисковод наряду со связанными сменными носителями данных, дисковод для постоянного запоминающего устройства на компакт-диске (CD-ROM), накопитель на оптических дисках, сменные мультимедийные картриджи и другие подобные носители данных.
[0039] Фиг.2A является упрощенным схематическим представлением, иллюстрирующим элементы, используемые в инструменте MRF, в соответствии с вариантом осуществления настоящего изобретения. В некоторых вариантах осуществления используется оптический держатель 210, который имеет размер для вмещения и надежной поддержки оптического элемента 214 во время процесса полировки MRF. Оптический держатель 210 может иметь внешние проверочные точки 212, либо предоставленные фиксированно на ее поверхности, либо не могут быть вдавлены в оптический держатель 210. В варианте осуществления, проверочные точки 212, как иллюстрировано на Фиг.2A, предоставлены в форме перекрестья, которые интегрированы в оптический держатель. В других вариантах осуществления используются другие формы проверочных точек, в зависимости от конкретного варианта реализации. В других вариантах осуществления, проверочные точки являются кругами или другими подходящими проверочными точками, которые упрощают выравнивание оптического держателя 210 в инструменте MRF. Другие элементы системы MRF могут включать в себя шаблон 220 проверочных точек, который включает в себя множество тонких проволок 222, формирующих сетку в центральной части шаблона проверочных точек. Несмотря на то, что на Фиг.2A иллюстрирована сетка с ортогональными геометрическими элементами, для настоящего изобретения это не требуется, и другие расположения включены в состав объема настоящего изобретения.
[0040] Когда оптический элемент 214 закреплен в оптическом держателе 210, и шаблон 220 проверочных точек помещен в оптический держатель 210, оптический элемент точно совмещается с оптическим держателем и шаблоном проверочных точек. Как более полно описано относительно Фиг.4, в способах и системах, описанных в настоящем документе, при выполнении процессов полировки MRF используется это точное совмещение.
[0041] Фиг.2B является упрощенным схематическим представлением оптического элемента, закрепляемого в оптическом держателе с шаблоном проверочных точек в соответствии с вариантом осуществления настоящего изобретения. Как показано на Фиг.2B, оптический элемент установлен в предварительно определенное геометрическое положение относительно оптического держателя 210 и шаблона 220 проверочных точек. Как более полно описано во всей настоящей спецификации, точное совмещение между оптическим элементом и закрепляющими зажимами позволит точную полировку оптического элемента с использованием процесса MRF. Следовательно, варианты осуществления настоящего изобретения предоставляют держатели оптического элемента, которые содержат кинематические шаблоны проверочных точек, накладывающиеся на части оптического элемента или расположенные снаружи оптического элемента. Внешние проверочные точки могут быть включены в виде части держателя оптического элемента, как иллюстрировано посредством внешних проверочных точек 212 на Фиг.2A.
[0042] Фиг.3 является упрощенным представлением, иллюстрирующим элементы системы совмещения MRF в соответствии с вариантом осуществления настоящего изобретения. Как иллюстрировано на Фиг.3, в вариантах осуществления настоящего изобретения используется модифицированная установка системы камер, установленная на инструменте MRF, которая позволяет перемещение в нескольких измерениях и вращение, для предоставления установки в порядке микронов. В одном варианте осуществления, точность установки мене 10 мкм. В другом варианте осуществления, точность установки менее 5 мкм (например, 2 мкм-5 мкм).
[0043] Система включает в себя объектив микроскопа (не показан), который закрепляется в корпусе 310. Объектив микроскопа может являться линзой масштабирования или другой подходящей оптической линзой. Свет, проходящий через объектив микроскопа, фокусируется на цифровом датчике 312, который, в одном варианте осуществления, является камерой на базе приборов с зарядовой связью (CCD). В зависимости от конкретной области применения могут быть использованы и другие подходящие устройства формирования изображений. Сигнал от цифрового датчика 312 направляется через соединительный кабель 314 на подходящую электронную аппаратуру управления.
[0044] Система также включает в себя индикатор 320 позиции, который используется для замера позиции оптического элемента по мере его смещения в позицию. В варианте осуществления, иллюстрированном на Фиг.3, индикатор 320 позиции включает в себя верхнюю часть, которая активируется посредством контакта с оптическим элементом, предоставляя систему с точной информацией о позиции лицевой поверхности оптического элемента. Полировальный круг 340 MRF получает MR жидкость из сопла 334, которое находится в жидкостной связи с подводящим трубопроводом 300, который, в свою очередь, находится в жидкостной связи с MR жидкостью, накачиваемой из насосной системы (не показана). Сопло 334 установлено на платформу 332 и выполнено с возможностью смещения в еще одном или более направлениях для установки сопла рядом с полировальным кругом MRF.
[0045] Во время процедуры выравнивания, оптический элемент устанавливается над корпусом 310 и цифровым датчиком 312, в позицию, связанную с ориентирующим штырьком 350. Во время операций чистовой обработки/полировки, оптический элемент устанавливается над полировальным кругом 340 MRF. При использовании вариантов осуществления настоящего изобретения, полировальный круг MRF 340 выполнен с возможностью предоставления функции удаления в пределах от, приблизительно, 50 мкм, до, приблизительно, 30 мкм в пространственной протяженности. В конкретном варианте осуществления, функция удаления составляет, приблизительно, менее 200 мкм в пространственной протяженности. Система камеры, включающая в себя цифровой датчик 312, обеспечивает разрешение в пределах от, приблизительно, 1 мкм до, приблизительно, 100 мкм. В заданном варианте осуществления, разрешение составляет менее чем, приблизительно, 20 мкм.
[0046] В вариантах осуществления настоящего изобретения в машине MRF используется система камеры для использования шаблона 220 проверочных точек или других подходящих проверочных точек, таких, как проверочные точки 212 в интерферометрической или метрологической системе, как только структура, иллюстрированная на Фиг.2B, помещена в инструмент 110 MRF. Система камеры позволяет оператору идентифицировать проверочные точки с высоким уровнем точности инструмента MRF. Система камеры включает в себя объектив микроскопа, что позволяет очень точное отображение проверочных точек, используемых в системе. Например, при использовании системы камеры, описанной в настоящем документе, изобретатели были способны отображать элемент размером 40 мкм и соответствующим образом выравнивать оптический элемент.
[0047] В альтернативном варианте осуществления, используется линза масштабирования, которая позволяет смещать элементы системы формирования изображения дальше от оптического элемента, увеличивая зону обзора системы формирования изображения. При использовании этой линзы масштабирования, оператор способен захватить грубое выравнивание, а затем увеличить масштаб изображения для захвата деталей проверочных точек и, в результате, выполнить точное выравнивание.
[0048] Фиг.4 является упрощенной блок-схемой, иллюстрирующей способ чистовой обработки оптического элемента в соответствии с вариантом осуществления настоящего изобретения. Способ 400 включает в себя размещение оптического элемента в держателе с проверочными точками (410). Пример этого этапа изображен на Фиг.2B. Держатель, включающий в себя оптический элемент, установлен в систему MRF с использованием системы камеры с сильным увеличением, описанной относительно Фиг.3. Установка держателя может включать в себя определение местоположения исходного положения держателя и местоположений проверочных точек относительно инструмента MRF.
[0049] Фиг.5 является упрощенным представлением оптического держателя в соответствии с вариантом осуществления настоящего изобретения. Как показано на Фиг.5, предоставлен пример оптического держателя, включающий в себя исходное положение, определенное в верхнем левом углу держателя, и имеющее ширину и длину. Два местоположения Fid1 и Fid2 проверочных точек иллюстрированы в координатах (



[0050] Держатель/оптический элемент устанавливаются в инструмент MRF с использованием системы камеры с высоким разрешением (412). Как правило, инструменты MRF имеют несколько степеней свободы, включающих в себя в x, у и z, вращательную и движения наклона. Следовательно, оптический держатель с проверочными точками может быть выровнен с инструментом MRF, с использованием системы камеры, иллюстрированной на Фиг.3, и инструмент может проходить через проверочные точки во время процесса выравнивания.
[0051] Точное представление оптического элемента и местоположений проверочных точек для инструмента MRF разработано для привязки MRF и системы координат оптического элемента. Этот этап также может называться генерированием математических проверочных точек и замеров системы (414). При использовании этого этапа, оптический элемент и система координат MRF связываются с математической моделью. Затем, математические проверочные точки совмещаются с инструментом MRF и оптической системой координат (416).
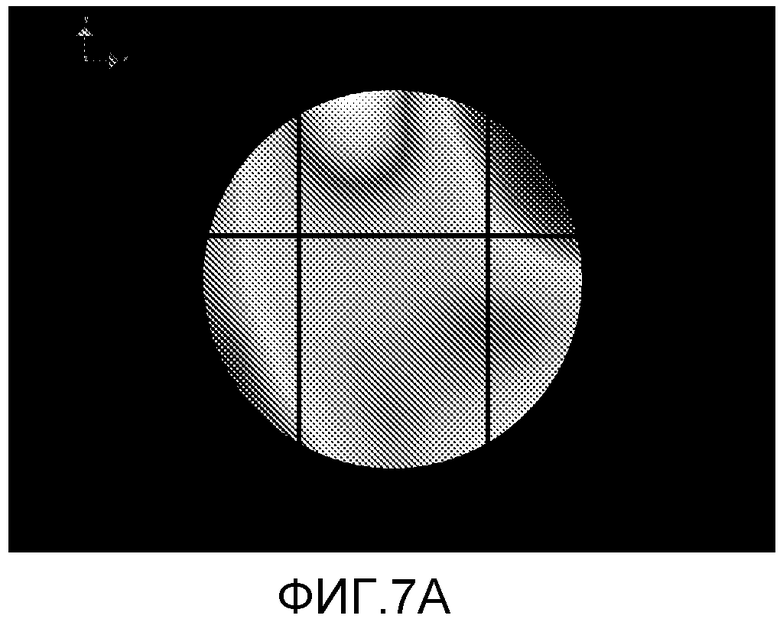
[0052] Получается первая метрологическая карта оптического элемента с проверочными точками (418). В варианте осуществления, проверочные точки физически отделяются от оптического элемента, например, проверочные точки 212 на оптическом держателе 210 или шаблоне 220 проверочных точек, иллюстрированном на Фиг.2A. Как более полно описано ниже, первая метрологическая карта с проверочными точками используется для ссылки позиций проверочных точек (например, перекрестья на шаблоне проверочных точек) на различные физические признаки, например, неоднородности, присутствующие на поверхности или внутри оптического элемента, который должен быть отполирован. Примером первой метрологической карты является интерферограмма, изображающая карту проверочных точек на своем месте, как иллюстрировано посредством Фиг.7A. Как показано на Фиг.7A, проволоки 222 формируют перекрестье в двух местоположениях, накладывающихся на оптический элемент. Отклонения профиля поверхности оптического элемента и/или внутренние отклонения иллюстрированы посредством различий цвета на Фиг.7A.
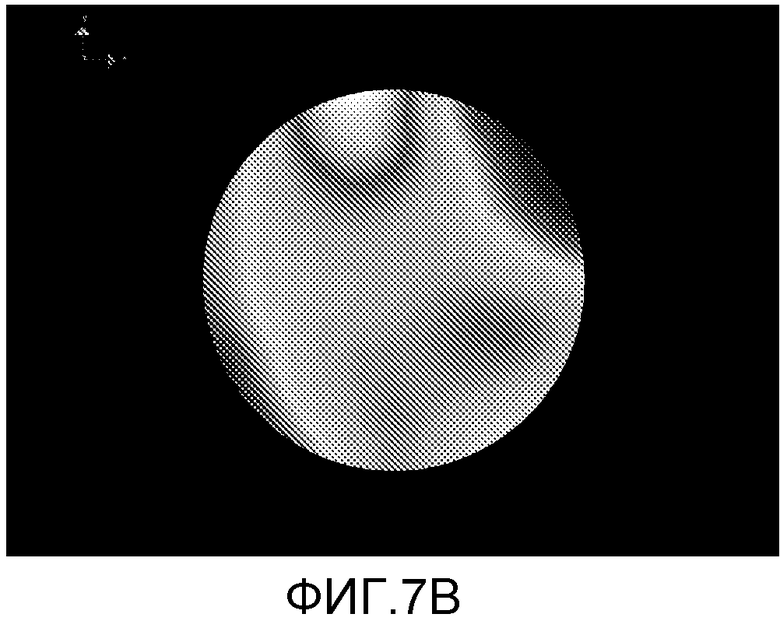
[0053] Способ 400 также включает в себя получение второй метрологической карты оптического элемента без проверочных точек (420). Вторая метрологическая карта включает в себя исключительно информацию об оптическом элементе, и независимо от того, присутствуют ли неоднородности на поверхности или внутри оптического элемента. В варианте осуществления, вторая метрологическая карта является фазовой картой, например, интерферограммой пропускаемого фронта импульса для конкретного оптического элемента, который замеряется изображенным на Фиг.7B способом. Вторая метрологическая карта включает в себя дополнения из обеих поверхностей оптического элемента (

[0054] В некоторых вариантах осуществления, для получения второй метрологической карты оптический держатель удаляется из метрологического инструмента для удаления шаблона проверочных точек. В этом случае, если получена вторая метрологическая карта, то может существовать погрешность совмещения в метрологической машине между первой метрологической картой и второй метрологической картой. Другими словами, первая и вторая интерферограммы могут быть не совмещены друг с другом. Варианты осуществления настоящего изобретения используют выравнивающие программные средства для сравнения двух метрологических карт друг с другом и минимизации погрешности между ними, эффективно выстраивая две метрологические карты таким образом, чтобы проверочные точки могли быть эффективно перенесены из второй метрологической карты, как более полно описано ниже.
[0055] Способ 400 дополнительно включает в себя формирование карты разности для первой метрологической карты и второй метрологической карты (422). В варианте осуществления, программные средства, разработанные для системы MRF, используются для формирования карты разности. Как показано на Фиг.7C, в качестве примера карты разности иллюстрирована неоптимизированная разностная интерферограмма. Как иллюстрировано на Фиг.7C, проверочные точки присутствуют в интерферограмме, так же как и линейные отклонения, ориентированные под углом, приблизительно, 45 градусов к горизонтальной линии. Причина этого линейного отклонения обусловлена погрешностью (оптического) клина или наклона, следующего из метрологического процесса. Этот клин будет удален описанным ниже способом.
[0056] Первая метрологическая карта и вторая метрологическая карта выравниваются (424). В некоторых вариантах осуществления, для выравнивания первой метрологической карты и второй метрологической карты используются аффинные преобразования. Этот этап осуществляет привязку местоположений опорных точек между двумя метрологическими картами. Фиг.7D иллюстрирует разностную интерферограмму оптического элемента, которая оптимизирована в трех измерениях (x, y и z) с использованием аффинных преобразований для минимизации вариаций. Как показано на Фиг.7D, клин, представленный на Фиг.7C, удаляется.
[0057] В некоторых вариантах осуществления, в качестве части этапа 424 используется минимизация погрешностей для компенсации конечных размерностей проверочных точек. Например, проволоки, используемые в шаблоне 220 проверочных точек, иллюстрированных на Фиг.2A, имеют конечную ширину, например, ширины в пределах от, приблизительно, 25 мкм, до, приблизительно, 500 мкм. Например, минимизация погрешностей идентифицирует ширину проволок вдоль всей длины и, затем, позволяет оператору вычерчивать прямые линии на приличное расстояние. Ширины усредняются для определения центра линии и установки местоположения проверочной точки в центре пересеченных линий, который более точен, чем диапазон позиций, покрываемый посредством ширины линии.
[0058] Минимизация погрешностей также может быть использована для компенсации дифракции от проверочных точек, которая дает в результате погрешность в метрологической карте, включающей в себя проверочные точки. Например, дифракция вокруг проволок, используемых в качестве проверочных точек, даст в результате данные в метрологической карте с проверочными точками не только от проволоки, но и от света, дифрагированного посредством проволоки. Следовательно, присутствие проволоки даст в результате не только изображение проволоки, но и для нескольких пикселов, смежных с изображением провода, свет, который был дифрагирован вокруг границы этого провода. Этот дифрагированный свет испортит замер границы провода.
[0059] Математические проверочные точки помещаются на вторую метрологическую карту для формирования третьей метрологической карты (426). Математические проверочные точки помещаются на вторую метрологическую карту с использованием карты разности, сформированной в варианте осуществления на этапе 422. Как показано на Фиг.7E, иллюстрировано размещение одной из математических проверочных точек на второй метрологической карте. Как будет очевидно специалистам в данной области техники, несколько математических проверочных точек может быть помещено на вторую метрологическую карту. В некоторых вариантах осуществления, помещение математических проверочных точек может быть выполнено с субпиксельной точностью. Третья метрологическая карта (метрологическая карта без проверочных точек с добавленными математическими проверочными точками) теперь связана с оптическим элементом, который будет полироваться в системе координат MRF таким образом, чтобы система MRF могла быть использована для полировки оптического элемента. На Фиг.7F иллюстрирован пример третьей метрологической карты, которая является интерферограммой без проверочных точек и математических проверочных точек. Результат процесса, описанного в настоящем документе, должен осуществлять привязку и точно выравнивать систему координат оптического элемента с системой MRF и интерферометрической системой координат. Как показано на Фиг.5 и 7F, Fid1 выровнена с математической проверочной точкой на левой стороне интерферограммы, а Fid2 выровнена с математической проверочной точкой на правой стороне интерферограммы. Таким образом, Фиг.5 иллюстрирует привязку системы MRF и системы координат оптического элемента, а Фиг.7F иллюстрирует привязку метрологической (интерферометрической) системы и системы координат оптического элемента.
[0060] Местоположение исходного положения держателя, включающего в себя оптический элемент, определяется с использованием системы камеры с высокой разрешающей способностью(428). Держатель, включающий в себя оптический элемент, помещается в инструмент MRF, шаблон проверочных точек удаляется (430), и оптический элемент полируется (432).
[0061] Таким образом, при использовании способов и систем, описанных в настоящем документе, инструмент MRF способен точно совместить функцию удаления с метрологической картой оптического элемента и соответствующими неоднородностями. Как только инструмент MRF совмещается с оптическим элементом таким способом, оптический элемент полируется для формирования предварительно определенных элементов на поверхности оптического элемента.
[0062] Следует понимать, что определенные этапы, иллюстрированные на Фиг.4, обеспечивают конкретный способ полировки оптического элемента, в соответствии с вариантом осуществления настоящего изобретения. Другие последовательности этапов также могут быть выполнены в соответствии с альтернативными вариантами осуществления. Например, альтернативные варианты осуществления настоящего изобретения могут выполнять этапы, изложенные выше, в другом порядке. Кроме того, отдельные этапы, иллюстрированные на Фиг.4, могут включать в себя несколько подэтапов, которые могут быть выполнены в различных последовательностях, в зависимости от каждого конкретного этапа. Кроме того, дополнительные этапы могут быть добавлены или удалены, в зависимости от конкретных областей применения. Специалист в данной области техники обнаружит множество вариаций, модификаций и альтернатив.
[0063] В сущности, первая метрологическая карта оптического элемента с проверочными точками используется для переноса проверочных точек на вторую метрологическую карту (свободную от дополнения от проверочных точек) в виде точной конструкции. Таким образом, во второй метрологической карте, математические проверочные точки вставляются для совмещения неоднородностей в метрологической карте с математическими проверочными точками. Затем, проверочные точки могут быть использованы для определения ориентиров, которые выровнены с инструментом MRF. Таким образом, инструмент MRF выравнивается с ориентирами, которые совмещены с математическими проверочными точками, которые совмещены с неоднородностями в оптическом элементе. Таким образом, инструмент MRF способен детерминировано выполнить полировку неоднородностей, присутствующих в оптическом элементе. Кроме того, инструмент MRF способен по желанию вводить неоднородности в оптический элемент.
[0064] Как иллюстрировано на Фиг.7A-7F, интерферограммы, используемые в качестве метрологических картах в вариантах осуществления настоящего изобретения. Эти интерферограммы являются двухмерными множествами с записями, связанными с позицией и высотой фазы, связанной с конкретным элементом множества. При использовании вариантов осуществления настоящего изобретения, информация о фазе в интерферограмме, используемой для полировки оптического элемента (например, Фиг.7F), связана исключительно с неоднородностями на поверхностях и во внутренней структуре оптического элемента. Таким образом, интерферограмма не засоряется информацией о фазе, связанной с проверочными точками, но включает в себя данные совмещения для проверочных точек.
[0065] В техническом приеме с физическими проверочными точками на оптическом элементе, произведенная метрологическая карта имеет не только информацию о фазе, связанную с поверхностями и внутренней структурой оптики, но также и информацию о фазе, связанную с проверочными точками. Таким образом, проверочные точки "засоряют" метрологическую карту. Если бы такая метрологическая карта была использована при полировке оптики, то инструмент MRF попытался бы скорректировать это засорение, что приведет к неудачному результату. В соответствии с вариантом осуществления настоящего изобретения, метрологическая карта, используемая при полировке оптического элемента (то есть, метрологическая карта на основе второй метрологической карты), не содержит засорений, возникающих вследствие проверочных точек.
[0066] Фиг.6 является упрощенной иллюстрацией системы для исправления искажений фронта импульса, в соответствии с вариантом осуществления настоящего изобретения. На Фиг.6, лазерный луч с плоским (то есть, однородным) фронтом импульса проходит вправо. Иллюстративная усиливающая среда (например, легированный титаном сапфировый кристалл) имеет совершенно плоские фронтальную и заднюю поверхности, но профиль индекса неоднородности является функцией от позиции, иллюстрированной посредством изогнутой линии, проходящей через усиливающую среду. В реальных областях применения, поверхности не будут совершенно плоскими, что способствует отклонениям индекса в виде функции от позиции. Таким образом, варианты осуществления настоящего изобретения рассматривают отклонения на фронтальной и задней поверхностях, а также внутренние отклонения, вместе, соединяя все отклонения в один замер отклонения фазы в виде функции от позиции. Несмотря на то, что на Фиг.6 иллюстрирована усиливающая среда, варианты осуществления настоящего изобретения не ограничены усиливающей средой, но они могут быть применены и к другим оптическим элементам, которые являются пассивными, например, фазовым пластинам, линзам, и т.п.
[0067] Вследствие отклонений фазы, возникающих вследствие распространения через усиливающую среду, лазерный фронт импульса искажается. Фокусирование искаженного лазерного луча приведет к ограниченной эффективности вследствие отсутствия дифракции. Кроме того, усиление искаженного лазерного луча может привести к дополнительному увеличению неоднородности фронта импульса. Для удаления искажения вследствие искаженного лазерного луча, в оптическую траекторию вставляется фазовая пластина для компенсации отклонений фронта импульса. После прохождения через фазовую пластину, лазерный луч снова характеризуется посредством изначально плоского фронта импульса.
[0068] Фазовая пластина может быть интегрирована с усиливающей средой посредством чистовой обработки одной или обеих поверхностей усиливающей среды для компенсации отклонений фазы, связанных с усиливающей средой. В варианте осуществления, первая и вторая поверхности усиливающей среды полируются до "гладкой" чистовой обработки. Метрология используется для того, чтобы характеризовать полное отклонение фазы усиливающей среды в виде функции от позиции. Полное отклонение фазы будет следовать из недостатков профилей поверхности, а также внутренних неоднородностей. Тогда одна из поверхностей подвергается чистовой обработке с использованием описанной в настоящем документе системы MRF для компенсации полного отклонения фазы. Таким образом, после распространения через обработанную с помощью MRF усиливающую среду, производится плоский фронт импульса.
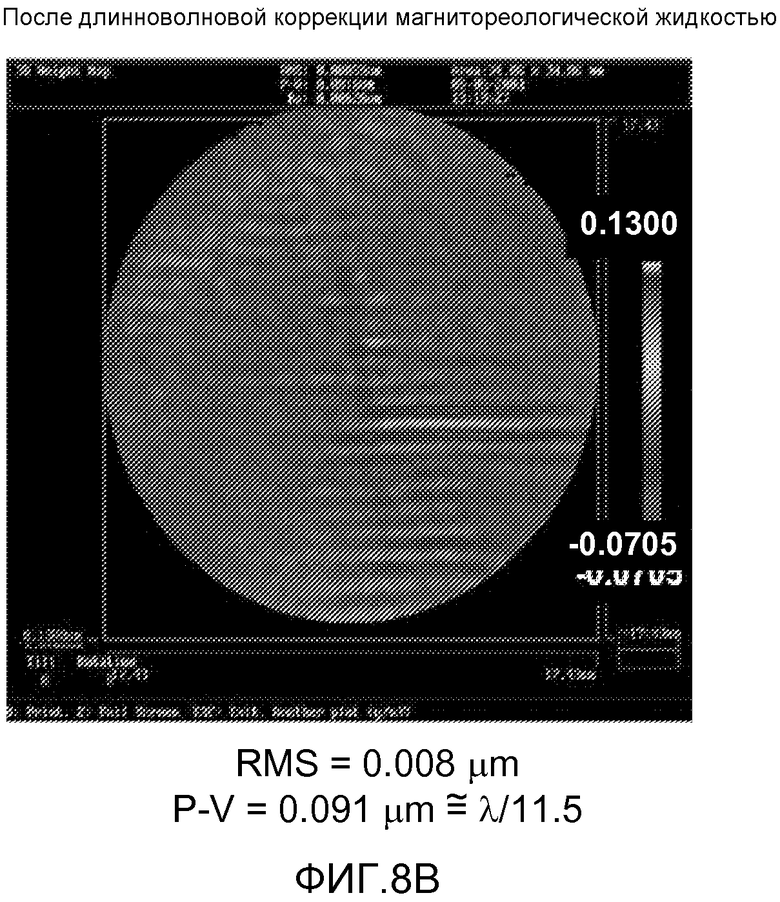
[0069] Фиг.8A и 8B являются фазовыми профилями для оптического элемента до и после длинноволновой обработки MRF, соответственно, в соответствии с вариантом осуществления настоящего изобретения. Как иллюстрировано на Фиг.8A, до полировки MRF среднеквадратическая погрешность фигуры составляла 0,030 мкм с расстоянием от пикового до минимального значения в 0,179 мкм, что эквивалентно ~λ/6 при 1064 нм. После полировки MRF, как иллюстрировано на Фиг.8B, среднеквадратическая погрешность фигуры составляла 0,008 мкм с расстоянием от пикового до минимального значения в 0,091 мкм, что эквивалентно ~λ/11,5 при 1064 нм. Следовательно, усовершенствования пропускаемого фронта импульса, составляющие коэффициент примерно равный двум, были достигнуты для длинноволновых отклонений. Следует понимать, что фазовые профили, иллюстрированные на Фиг.8A и 8B, предназначены для пропускаемых фронтов импульса. В результате, эти фазовые профили представляют собой компенсацию для фигур (
[0070] Фиг.9A и 9B являются фазовыми профилями для оптического элемента до и после коротковолновой обработки MRF, соответственно, в соответствии с вариантом осуществления настоящего изобретения. Как иллюстрировано на Фиг.9A, до полировки MRF, для коррекции коротковолновых отклонений, среднеквадратическая погрешность фигуры составляла 0,008 мкм с расстоянием от пикового до минимального значения в 0,091 мкм, что эквивалентно ~λ/11,5 при 1064 нм. Фиг.9B иллюстрирует фазовый профиль после полировки MRF, с использованием системы, описанной в настоящем документе, для удаления коротковолновых отклонений. Среднеквадратическая погрешность фигуры составляла 0,009мкм, что было сопоставимо с изначальной среднеквадратической погрешностью фигуры, но расстояние от пикового до минимального значения было уменьшено до 0,047 мкм, что эквивалентно ~λ/22,3 при 1064 нм. Таким образом, улучшение пропускаемого фронта импульса составляет, приблизительно, коэффициент равный четырем, по сравнению с из начальным состоянием, и коэффициент равный двум, по сравнению с состоянием после длинноволновой полировки.
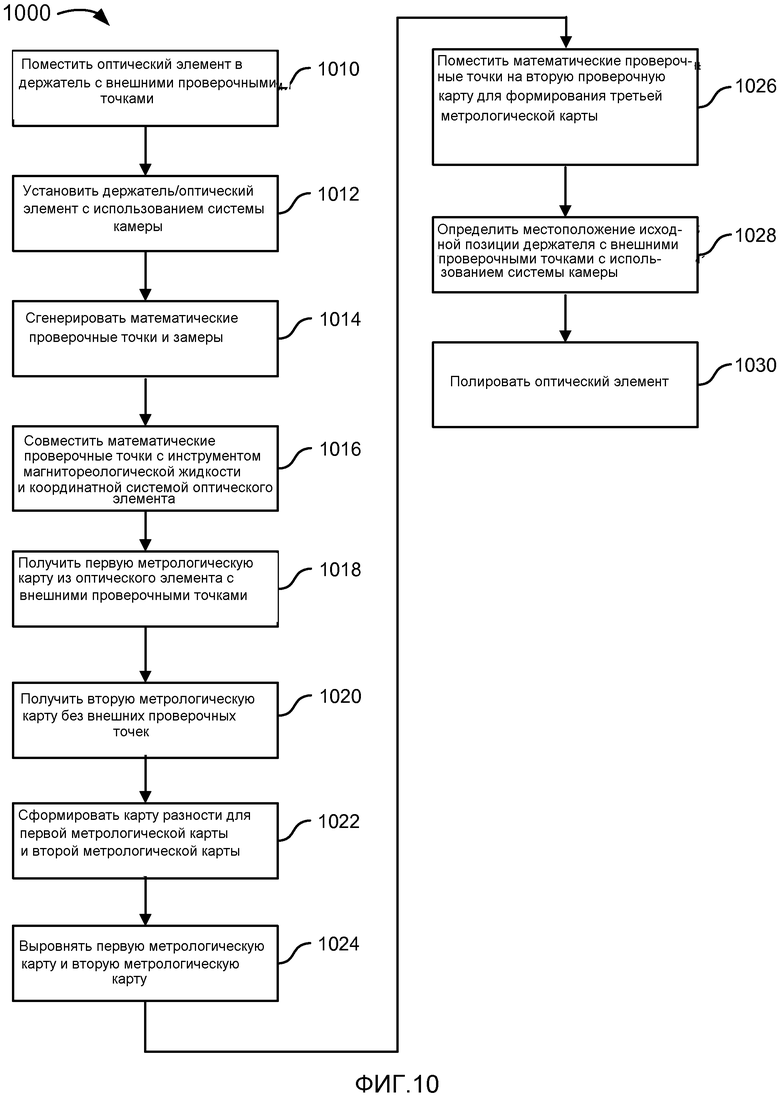
[0071] Фиг.10 является упрощенной блок-схемой, иллюстрирующей способ полировки оптического элемента, в соответствии с другим вариантом осуществления настоящего изобретения. Этапы, иллюстрированные на Фиг.10 имеют некоторую общность с иллюстрированными на Фиг.4. В варианте осуществления, обсуждаемом относительно Фиг.10, используются проверочные точки, которые физически отделены от оптического элемента (не накладываются) и позволяют создание математических проверочных точек, которые предоставляют математические точки, совмещенные с оптическим элементом. Способ 1000 включает в себя помещение оптического элемента в держатель с внешними проверочными точками (1010). Внешние проверочные точки устанавливаются таким образом, чтобы они были видимы при их помещении в систему MRF. Пример такого держателя иллюстрирован на Фиг.2A. Держатель с внешними проверочными точками и закрепленный в нем оптический элемент, устанавливаются в системе MRF с использованием системы камеры с сильным увеличением, описанной относительно Фиг.3. Установка держателя может включать в себя определение местоположения исходного положения держателя и местоположений проверочных точек относительно инструмента MRF.
[0072] Фиг.11 является упрощенным графическим представлением оптического держателя с внешними проверочными точками в соответствии с вариантом осуществления настоящего изобретения. Как показано на Фиг.11, предоставлен пример оптического держателя, включающий в себя исходное положение, определенное в верхнем левом углу области, для вмещения оптического элемента, который имеет ширину и длину. Два местоположения Fid3 и Fid4 проверочных точек иллюстрированы в координатах (



[0073] Держатель/оптический элемент устанавливаются в инструмент MRF с использованием системы камеры с высокой разрешающей способностью (1012). Как правило, инструменты MRF имеют несколько степеней свободы, включающих в себя x, у и z, вращательную и движения наклона. Таким образом, оптический держатель с внешними проверочными точками может быть выровнен с инструментом MRF с использованием системы камеры, иллюстрированной на Фиг.3, и во время процесса выравнивания инструмент может проходить через проверочные точки.
[0074] Точное представление оптического элемента и местоположения проверочных точек для инструмента MRF разработаны для привязки MRF и системы координат оптического элемента. Этот этап также может называться генерированием математических проверочных точек и замеров системы (1014). При использовании этого этапа, оптический элемент и система координат MRF связываются с математической моделью. Затем, математические проверочные точки совмещаются с инструментом MRF и системы координат оптики (1016).
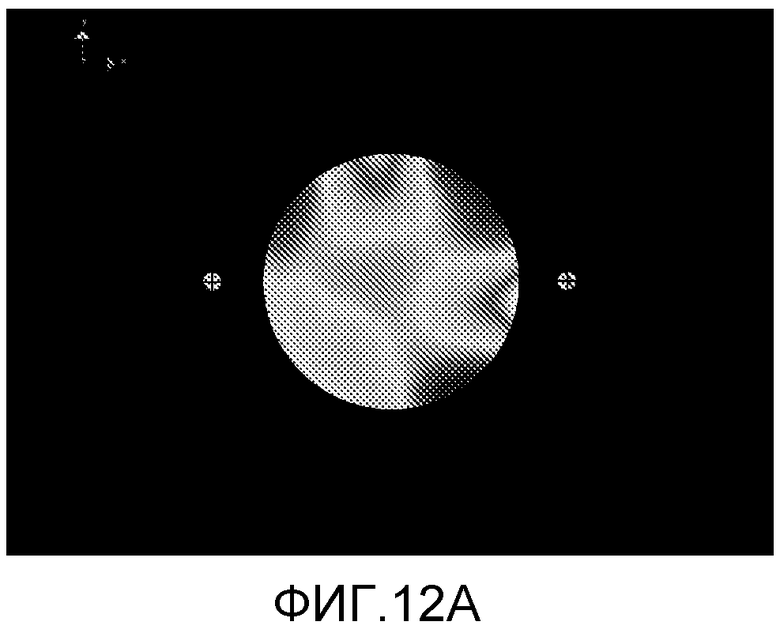
[0075] Получается первая метрологическая карта оптического элемента, закрепленного в держателе с внешними проверочными точками в области представления (418). Когда получена первая метрологическая карта, внешние проверочные точки находятся в зоне обзора. Как более полно описано ниже, первая метрологическая карта с внешними проверочными точками используется для ссылки позиций внешних проверочных точек 212 на различные физические признаки, например, неоднородности, присутствующие на поверхности или внутри оптического элемента, который должен быть отполирован. Примером первой метрологической карты, включающей в себя внешние проверочные точки, является интерферограмма, изображающая оптический элемент и внешние проверочные точки, как иллюстрировано посредством Фиг.12A. Как показано на Фиг.7A, перекрестья видны в двух местоположениях, накладывающихся не на оптический элемент, а на стороны оптического элемента. Отклонения в профиле поверхности оптического элемента и/или внутренние отклонения иллюстрированы посредством различий в цвете на Фиг.12A.
[0076] Способ 1000 также включает в себя получение второй метрологической карты оптического элемента с внешними проверочными точками, находящимися за пределами зоны обзора (1020). Вторая метрологическая карта включает в себя исключительно информацию об оптическом элементе, и независимо от того, присутствуют ли неоднородности на поверхности или внутри оптического элемента. В варианте осуществления, вторая метрологическая карта является фазовой картой, например, интерферограммой пропускаемого фронта импульса для конкретного замеряемого оптического элемента, как иллюстрировано на Фиг.12B. Зона видимости выбирается для исключения внешних проверочных точек во время сбора данных для второй метрологической карты.
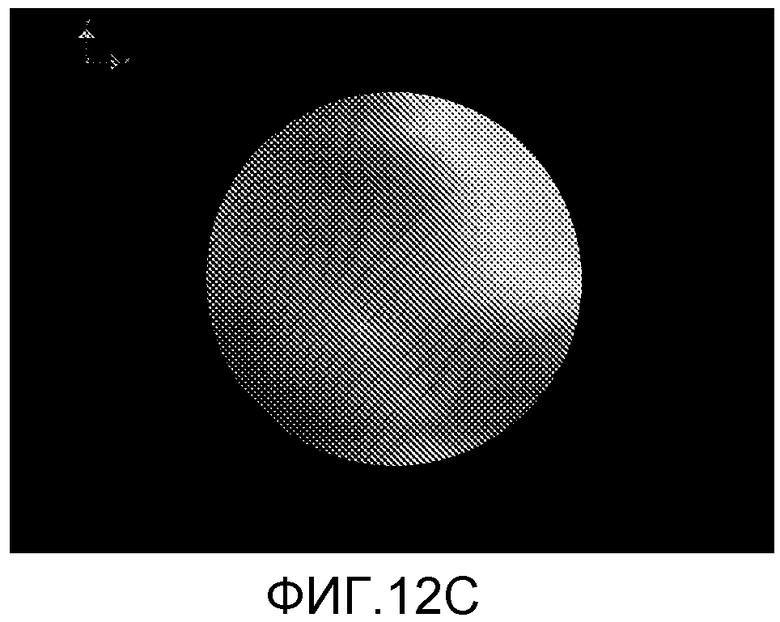
[0077] Способ 1000 дополнительно включает в себя формирование карты разности для первой метрологической карты и второй метрологической карты (1022). В варианте осуществления, программные средства, разработанные для системы MRF, используются для формирования карты разности. Как показано на Фиг.12C, в качестве примера карты разности иллюстрирована неоптимизированная разностная интерферограмма. Как иллюстрировано на Фиг.12C, в интерферограмме не присутствуют внешние проверочные точки, но присутствует линейное отклонение, ориентированное под углом приблизительно 45 градусов к горизонтальной линии. Аналогично интерферограмме, иллюстрированной на Фиг.7C, причина этого линейного отклонения обусловлена погрешностью (оптического) клина или наклона, следующей из метрологического процесса.
[0078] Первая метрологическая карта и вторая метрологическая карта выравниваются (1024). В некоторых вариантах осуществления используются аффинные преобразования для выравнивания первой метрологической карты и второй метрологической карты. Этот этап осуществляет привязку местоположений проверочных точек между двумя метрологическими картами. Фиг.12D иллюстрирует разностную интерферограмму оптического элемента, который оптимизирован в трех измерениях (x, y и z) с использованием аффинных преобразований для минимизации расхождения.
[0079] Математические проверочные точки помещаются на вторую метрологическую карту для формирования третьей метрологической карты (1026). Математические проверочные точки помещаются на вторую метрологическую карту с использованием карты разности, сформированной на этапе 1022 в варианте осуществления. Как показано на Фиг.12E, иллюстрировано помещение одной из математических проверочных точек на второй метрологической карте. В качестве будет очевидно специалистам в данной области техники, на вторую метрологическую карту может быть помещено несколько математических проверочных точек. В некоторых вариантах осуществления, помещение математических проверочных точек может быть выполнено с субпиксельной точностью. Третья метрологическая карта (метрологическая карта с внешними проверочными точками, находящимися за пределами зоны обзора, и с добавленными математическими проверочными точками) теперь связана с оптическим элементом, который должен быть отполирован, и с системой координат MRF таким образом, чтобы система MRF могла быть использована, для полировки оптического элемента. На Фиг.12F иллюстрирован пример третьей метрологической карты, которая является интерферограммой без внешних проверочных точек и математических проверочных точек. Результат процесса, описанного в настоящем документе, заключается в привязке и точном выравнивании системы координат оптического элемента с системой MRF и интерферометрической системой координат. Как показано на Фиг.11 и 12F, Fid3 выровнена с математической проверочной точкой слева от интерферограмы, аFid4 выровнена с математической проверочной точкой справа от интерферограммы. Таким образом, Фиг.11 иллюстрирует привязку системы MRF и системы координат оптического элемента, а Фиг.12F иллюстрирует привязку метрологической (интерферометрической) системы и системы координат оптического элемента.
[0080] Местоположение исходной позиции держателя, включающего в себя оптический элемент, определяется с использованием системы камеры с высокой разрешающей способностью (1028). Держатель, включающий в себя оптический элемент, помещается на инструмент MRF, и оптический элемент полируется (1030).
[0081] Таким образом, при использовании способов и систем, описанных в настоящем документе, инструмент MRF способен точно совместить функцию удаления с метрологической картой оптического элемента и соответствующими неоднородностями. Таким образом, как только инструмент MRF совмещается с оптическим элементом, оптический элемент полируется для формирования предварительно определенных элементов на поверхности оптического элемента.
[0082] Следует понимать, что заданные этапы, иллюстрированные на Фиг.10, предоставляют конкретный способ полировки оптического элемента в соответствии с вариантом осуществления настоящего изобретения. Также могут быть выполнены и другие последовательности этапов в соответствии с альтернативными вариантами осуществления. Например, альтернативные варианты осуществления настоящего изобретения могут выполнять этапы, кратко изложенные выше, в другом порядке. Кроме того, отдельные этапы, иллюстрированные на Фиг.10, могут включать в себя несколько подэтапов, которые могут быть выполнены в различных последовательностях, в зависимости от каждого отдельного этапа. Кроме того, дополнительные этапы могут быть добавлены или удалены в зависимости от конкретных областей применения. Специалист в данной области техники обнаружит множество вариаций, модификаций и альтернатив.
[0083] В альтернативном варианте осуществления, применимом к небольшому количеству геометрических характеристик оптических элементов, например, к прямоугольным оптическим элементам, в качестве ориентира используется граница оптического элемента. В этих вариантах осуществления, предоставлена модификация способов, обсуждаемых относительно Фиг.4 и Фиг.10, в целях использования границы оптического элемента в качестве ориентира. Например, угол оптического элемента может быть определен в качестве исходной позиции, выровнен с инструментом MRF и, соответственно, отполирован.
[0084] Также подразумевается, что примеры и варианты осуществления, описанные в настоящем документе, предоставлены исключительно в целях иллюстрации, и что, в свете этого, различные модификации или изменения могут быть предложены специалистами в данной области техники, и они должны быть включены в состав сущности и содержания настоящей заявки и объема приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| УСТРОЙСТВО И СПОСОБ ПОЗИЦИОНИРОВАНИЯ И ФИКСИРОВАНИЯ БЛОКА ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССОВ ОБРАБОТКИ ИХ ПОВЕРХНОСТИ | 2023 |
|
RU2816589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТОЧНОЙ ОБЪЕМНОЙ ШТАМПОВКОЙ | 2004 |
|
RU2355503C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОЛИРОВКИ ВОЛОКОННО-ОПТИЧЕСКОГО КОННЕКТОРА | 2012 |
|
RU2605055C2 |
| ПОЛИРОВАЛЬНАЯ ПОДУШКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ, А ТАКЖЕ СПОСОБ ПОЛУЧЕНИЯ ПОЛИРОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2736460C2 |
| Система и способ измерения поверхности фасонных листов стекла | 2019 |
|
RU2790811C2 |
| АВТОРИЗАЦИЯ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ В СРЕДЕ ДОСТУПА | 2008 |
|
RU2502134C2 |
| СИСТЕМА ОБРАБОТКИ ЛИСТОВ БУМАГИ И СПОСОБ ОБРАБОТКИ ЛИСТОВ БУМАГИ | 2018 |
|
RU2692879C1 |
| АВТОМАТИЧЕСКОЕ ОПРЕДЕЛЕНИЕ НАБОРА КАТЕГОРИЙ ДЛЯ КЛАССИФИКАЦИИ ДОКУМЕНТА | 2018 |
|
RU2701995C2 |
| Системы, способы и устройство для совместного использования данных об изготовлении инструмента и конструктивных данных | 2017 |
|
RU2748005C2 |













Изобретение относится к обработке оптических элементов полированием с использованием магнитореологической чистовой обработки (MRF). Способ включает закрепление оптического элемента в оптическом держателе, имеющем множество проверочных точек, накладываемых на оптический элемент, и получение первой метрологической карты для оптического элемента и множества проверочных точек. Получают вторую метрологическую карту для оптического элемента без множества проверочных точек, формируют карту разности между первой и второй метрологическими картами и выравнивают их. Помещают математические проверочные точки на вторую метрологическую карту с использованием карты разности для формирования третьей метрологической карты и осуществляют привязку третьей метрологической карты к оптическому элементу. Закрепляют оптический элемент в инструменте для MRF, удаляют множество проверочных точек и осуществляют чистовую обработку оптического элемента. Предусмотрена система для чистовой обработки оптических элементов. В результате повышается качество оптических элементов и обеспечивается эффективность MRF. 4 н. и 14 з.п. ф-лы, 12 ил. 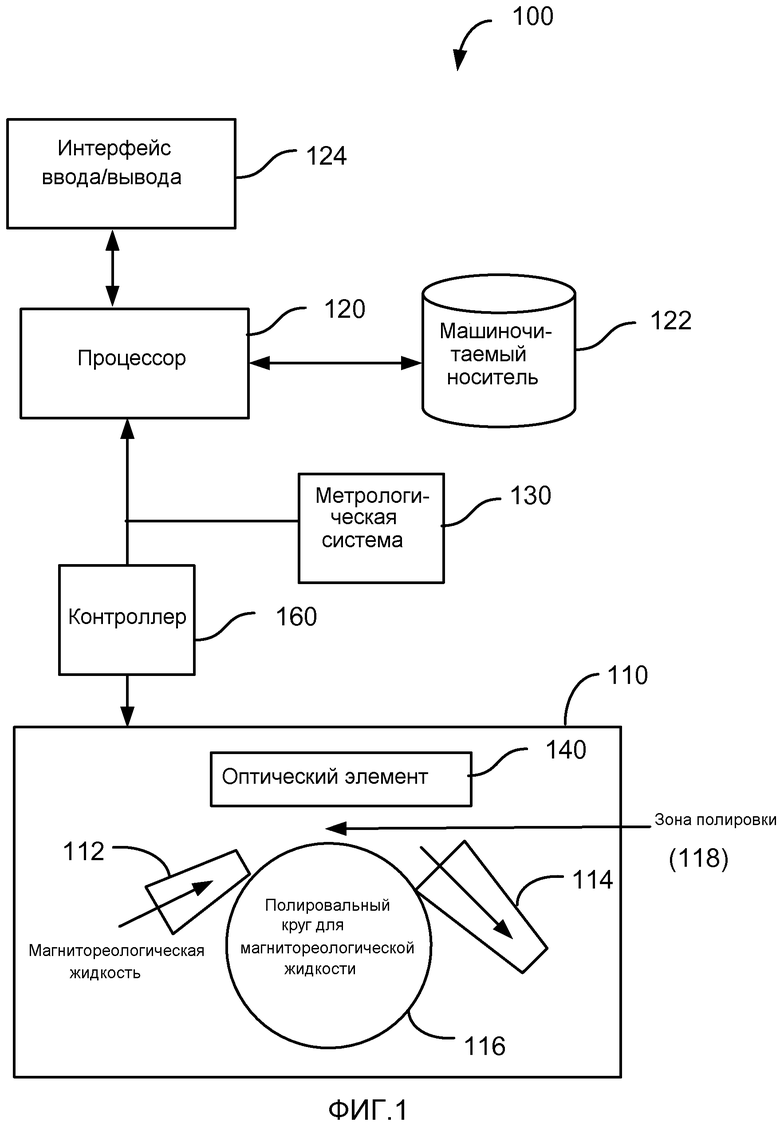
1. Способ магнитореологической чистовой обработки (MRF) оптических элементов полированием, включающий этапы, на которых:
закрепляют оптический элемент в оптическом держателе, имеющем множество проверочных точек, накладываемых на оптический элемент,
получают первую метрологическую карту для оптического элемента и множества проверочных точек,
получают вторую метрологическую карту для оптического элемента без множества проверочных точек,
формируют карту разности между первой метрологической картой и второй метрологической картой,
выравнивают первую метрологическую карту и вторую метрологическую карту,
помещают математические проверочные точки на вторую метрологическую карту с использованием упомянутой карты разности для формирования третьей метрологической карты,
осуществляют привязку третьей метрологической карты к оптическому элементу,
устанавливают оптический держатель с оптическим элементом в инструмент для MRF,
удаляют множество проверочных точек и
осуществляют чистовую обработку оптического элемента.
2. Способ по п. 1, в котором множество проверочных точек содержит проволочную сетку, ориентированную, по существу, параллельно поверхности оптического элемента.
3. Способ по п. 1, в котором первая метрологическая карта включает в себя артефакты, связанные с проверочными точками.
4. Способ по п. 1, в котором оптический элемент содержит, по меньшей мере, либо сапфировый кристалл, либо легированный титаном сапфировый кристалл.
5. Способ по п. 1, в котором инструмент для MRF содержит
полировальный круг, выполненный с возможностью обеспечения функции удаления менее 200 мкм в пространственной протяженности, и
систему камеры с пространственным разрешением менее 20 мкм.
6. Система для магнитореологической чистовой обработки (MRF) оптических элементов полированием, содержащая:
процессор,
инструмент для MRF, соединенный с процессором, при этом инструмент для MRF содержит полировальный круг, выполненный с возможностью обеспечения предварительно определенной функции удаления,
оптический держатель, выполненный с возможностью размещения оптического элемента и множества проверочных точек, и
машиночитаемый носитель, соединенный с процессором с возможностью хранения множества команд для управления инструментом для MRF для полирования оптического элемента, причем множество команд включает:
команды, которые побуждают процессор данных получать первую метрологическую карту для оптического элемента и множества проверочных точек,
команды, которые побуждают процессор данных получать вторую метрологическую карту для оптического элемента без множества проверочных точек,
команды, которые побуждают процессор данных формировать карту разности между первой метрологической картой и второй метрологической картой,
команды, которые побуждают процессор данных выравнивать первую метрологическую карту и вторую метрологическую карту,
команды, которые побуждают процессор данных помещать математические проверочные точки на вторую метрологическую карту с использованием карты разности для формирования третьей метрологической карты;
команды, которые побуждают процессор данных осуществлять привязку третьей метрологической карты к оптическому элементу, и
команды, которые побуждают процессор данных управлять инструментом для MRF для чистовой обработки оптического элемента.
7. Система по п. 6, в которой множество проверочных точек содержит проволочную сетку, ориентированную, по существу, параллельно поверхности оптического элемента.
8. Система по п. 6, в которой первая метрологическая карта включает в себя артефакты, связанные с проверочными точками.
9. Система по п. 6, в которой оптический элемент содержит, по меньшей мере, либо сапфировый кристалл, либо легированный титаном сапфировый кристалл.
10. Система по п. 6, в которой инструмент для MRF содержит
полировальный круг, выполненный с возможностью обеспечения функции удаления менее 200 мкм в пространственной протяженности, и
систему камеры с максимальным пространственным разрешением менее 20 мкм.
11. Способ для магнитореологической чистовой обработки (MRF) оптических элементов полированием, включающий этапы, на которых:
закрепляют оптический элемент в оптическом держателе, имеющем область, выполненную с возможностью размещения оптического элемента, и множество проверочных точек, установленных рядом с указанной областью,
получают первую метрологическую карту, включающую оптический элемент и множество проверочных точек,
получают вторую метрологическую карту, включающую оптический элемент и не содержащую множество проверочных точек,
формируют метрологическую карту разности на основе первой метрологической карты и второй метрологической карты,
выравнивают первую метрологическую карту со второй метрологической картой,
добавляют математические проверочные точки на вторую метрологическую карту для формирования третьей метрологической карты,
устанавливают оптический держатель в инструмент для MRF,
совмещают оптический держатель с инструментом для MRF с использованием третьей метрологической карты и
осуществляют полирование оптического элемента.
12. Способ по п. 11, в котором множество проверочных точек содержит множество структур, расположенных в одной плоскости, по существу, параллельно поверхности оптического элемента.
13. Способ по п. 11, в котором оптический элемент содержит, по меньшей мере, либо сапфировый кристалл, либо легированный титаном сапфировый кристалл.
14. Способ по п. 11, в котором инструмент для MRF содержит
полировальный круг, выполненный с возможностью обеспечения функции удаления менее 200 мкм в пространственной протяженности, и
систему камеры с пространственным разрешением менее 20 мкм.
15. Система для магнитореологической чистовой обработки (MRF) оптических элементов полированием, содержащая:
процессор,
оптическую систему формирования изображений,
инструмент для MRF, соединенный с процессором, при этом инструмент для MRF содержит полировальный круг, выполненный с возможностью обеспечения предварительно определенной функции удаления,
оптический держатель, выполненный с возможностью размещения оптического элемента и включающий в себя множество внешних проверочных точек, и
машиночитаемый носитель, соединенный с процессором с возможностью хранения множества команд для управления инструментом для MRF для полирования оптического элемента, причем множество команд включает:
команды, которые побуждают процессор данных закрепить оптический элемент в оптическом держателе, имеющем область, выполненную с возможностью размещения оптического элемента, и множество проверочных точек, установленных рядом с указанной областью,
команды, которые побуждают процессор данных получать первую метрологическую карту, включающую оптический элемент и множество проверочных точек,
команды, которые побуждают процессор данных получать вторую метрологическую карту, включающую в себя оптический элемент, причем вторая метрологическая карта не содержит множества проверочных точек,
команды, которые побуждают процессор данных формировать метрологическую карту разности на основе первой метрологической карты и второй метрологической карты,
команды, которые побуждают процессор данных выравнивать первую метрологическую карту со второй метрологической картой,
команды, которые побуждают процессор данных добавлять математические проверочные точки на вторую метрологическую карту для формирования третьей метрологической карты, и
команды, которые побуждают процессор данных управлять инструментом для MRF для полирования оптического элемента.
16. Система по п. 15, в которой множество проверочных точек содержит множество структур, расположенных в одной плоскости, по существу, параллельно поверхности оптического элемента.
17. Система по п. 15, в которой оптический элемент содержит, по меньшей мере, либо сапфировый кристалл, либо легированный титаном сапфировый кристалл.
18. Система по п. 15, в которой предварительно определенная функция удаления составляет менее 200 мкм в пространственной протяженности, а оптическая система формирования изображений характеризуется пространственным разрешением менее 20 мкм.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 6922599 В2, 26.07.2005 | |||
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1988 |
|
SU1783714A1 |
| Подающий механизм врубовой машины | 1945 |
|
SU68409A1 |

