Изобретение относится к способу изготовления половой доски.
В области промышленного изготовления половых покрытий, так же как и в ряде других областей промышленности, существует тенденция к массовому обеспечению соответствия требованиям заказчика. Это означает, что существует потребность в изделиях, которые подходят конкретным заказчикам. Как следствие, требуется высокая степень технологической гибкости процессов производства.
Целью настоящего изобретения является обеспечение способа изготовления половой доски, который предоставляет большую технологическую гибкость при нанесении рельефных рисунков на половые доски.
Этой цели достигают посредством способа изготовления половой панели согласно данному изобретению, который включает стадии обеспечения панели, нанесения печатанием отверждаемого вещества или удаляющего поверхность вещества на панель в соответствии с предварительно заданным рисунком для создания возвышения на панели согласно рисунку или удаления части поверхности панели согласно рисунку, соответственно, и отверждения отверждаемого вещества или удаления любых продуктов реакции удаляющего поверхность вещества и панели с получением, таким образом, половой доски.
Благодаря способу согласно данному изобретению не требуется использование относительно дорогих рельефных прессующих пластин или прессующих валков, которыми прессуют под высоким давлением панель, чтобы создать рельефную поверхность половой доски. Кроме того, способ обеспечивает возможность создания большого количества вариантов рельефных рисунков на половых досках. Сравнимое количество вариантов в случае использования различных рельефных прессующих пластин или прессующих валков стоило бы гораздо дороже.
В предпочтительном воплощении изобретения стадия печатания представляет собой печатание с цифровым управлением и/или бесконтактную печать. Благодаря стадии печатания с цифровым управлением можно осуществлять быстрый переход к изготовлению половых досок с альтернативными рельефными рисунками. Это обеспечивает большую технологическую гибкость в создании рельефных рисунков и устраняет необходимость повторного выдавливания рельефа, как в случае рельефных прессующих валков или рельефных прессующих пластин, известных в уровне техники. Это означает, что стандартизированное базовое изделие можно эффективно дополнительно обработать с получением уникального изделия, соответствующего индивидуальным требованиям заказчика. Более конкретно, возможно наносить печатанием вещество на панель с помощью печатного сопла с цифровым управлением.
Тем не менее, также возможно наносить печатанием отверждаемое вещество или удаляющее поверхность вещество на панель с помощью ротационной печати или альтернативного способа печати, известного в уровне техники. Чтобы изменить печатаемый рисунок, можно использовать множество печатных валиков с различными рисунками. Например, они могут быть установлены на держателе револьверного типа, чтобы иметь возможность быстро изменить рисунок, печатаемый на панель.
Панель может включать основу из древесноволокнистой плиты высокой плотности (ДВПВП, HDF), древесно-пластикового композиционного материала (ДПКМ, WPC), полимерного композиционного материала (конструкционного полимера), ПВХ, престижной виниловой плитки (ПВП, LVT) и т.д. Панель может быть снабжена декоративным базовым рисунком, который напечатан непосредственно на основе или ламинирован на ней с помощью известного способа ламинирования. Кроме того, обеспечиваемая панель может уже включать рельефное изображение, но также может иметь плоскую поверхность, на которую наносят печатанием отверждаемое вещество или удаляющее поверхность вещество. Отверждаемое вещество можно отверждать средствами отверждения, например, с помощью УФ-излучения или УФ-лазера. Альтернативные средства отверждения могут включать электронно-лучевой нагрев или обычное нагревание при повышенной температуре; например, всю панель, включая отверждаемое вещество, можно помещать в нагретую среду, чтобы отверждать вещество.
Отверждаемое вещество может включать износостойкие частицы, чтобы обеспечить хорошую характеристику износа повышенных участков половой доски при эксплуатации.
В конкретном воплощении изобретения предварительно заданный рисунок по существу соответствует декоративному базовому рисунку, присутствующему на панели. Это означает, что на половой доске создают рельефное изображение с соблюдением точной приводки. На практике, рисунок может представлять собой рисунок текстуры древесины, где древесные волокна являются пониженными участками, а окружающие участки являются повышенными участками. Пониженные участки могут быть выполнены путем нанесения печатанием удаляющего поверхность вещества на участки, которые должны быть пониженными, или нанесения печатанием отверждаемого вещества за пределами участков, которые должны быть пониженными.
Отверждаемое вещество или удаляющее поверхность вещество может быть нанесено печатанием на панель путем первоначального нанесения печатанием жидкости на панель в соответствии с указанным предварительно заданным рисунком с последующим введением вспомогательного вещества в жидкость, причем вспомогательное вещество или жидкость вместе со вспомогательным веществом образуют отверждаемое вещество или удаляющее поверхность вещество. На практике, вспомогательное вещество может представлять собой порошок. Он может быть нанесен на жидкость и может прилипать к жидкости, тогда как избыток порошка удаляют, например, с помощью отсасывающего приспособления. Предпочтительно вспомогательное вещество содержит износостойкие частицы, так как это обеспечивает возможность нанесения печатанием жидкости без износостойких частиц на панель, чтобы избежать износа печатной головки, тогда как порошок, включающий износостойкие частицы, можно наносить на напечатанную жидкость с меньшей точностью.
На практике, максимальная толщина отверждаемого вещества составляет от 50 до 250 мкм, но возможно использование более тонкого или более толстого слоя. Предпочтительно, максимальная толщина составляет от 5 до 1000 мкм.
Отверждаемое вещество может содержать лак, который является, например, блестящим или матовым.
Также панель может представлять собой гибкий лист, который ламинируют на основу после нанесения печатанием на него отверждаемого вещества или удаляющего поверхность вещества, чтобы получить половую доску. Например, лист представляет собой лист бумаги, на который уже нанесена смола или еще должна быть нанесена смола.
В альтернативном воплощении изобретения способ включает стадии обеспечения панели, нанесения отверждаемого вещества или удаляющего поверхность вещества на панель в соответствии с предварительно заданным рисунком для создания возвышения на панели согласно рисунку или удаления части поверхности панели согласно рисунку, соответственно, причем вещество наносят на панель путем первоначального размещения слоя вещества на панели с последующим созданием предварительно заданного рисунка с помощью ударного элемента с цифровым управлением, который вдавливают в указанное вещество и который выполнен с возможностью перемещения в плоскости, проходящей параллельно панели, чтобы сформировать рисунок, отверждения отверждаемого вещества или удаления любых продуктов реакции удаляющего поверхность вещества и панели с получением, таким образом, половой доски. Преимущество способа состоит в том, что использование дорогостоящих рельефных прессующих пластин, известных в уровне техники, не является необходимым для создания рельефных половых досок, в то время как можно достичь быстрых изменений требуемого рельефного рисунка.
На практике, ударный элемент имеет меньшие размеры, чем размеры панели. Ударный элемент можно сравнить с традиционным точечно-матричным принтером, в котором иглы с цифровым управлением ударяют о поверхность бумаги через красящую ленту. Такой способ применим в случае частично отвержденных верхних слоев, например верхних слоев полиуретанового (ПУ) покрытия, нанесенного горячим способом. Управление ударным элементом может быть основано на распознавании изображений, например, с помощью камер, которые распознают рисунок приближающихся панелей.
Изобретение будет пояснено более подробно ниже со ссылками на чертежи, которые представляют собой самые схематические изображения воплощений изобретения.
Фиг.1 представляет собой схематический вид сбоку установки для осуществления воплощения способа по данному изобретению.
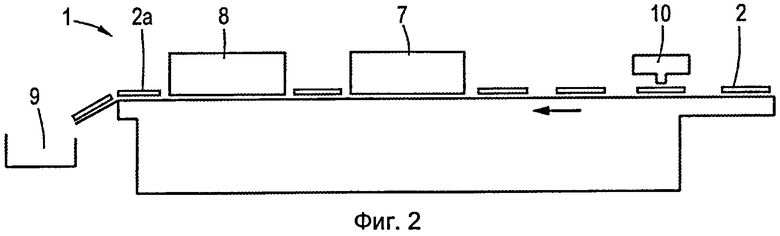
Фиг.2 представляет собой вид альтернативного воплощения изобретения, аналогичный виду, изображенному на Фиг.1.
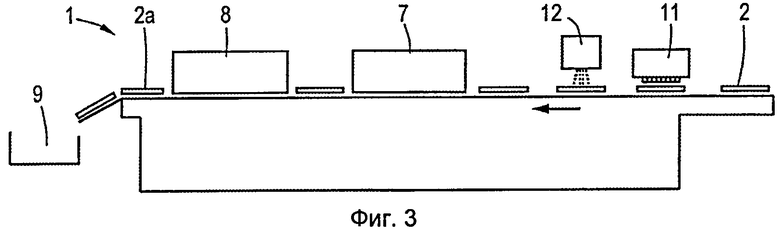
Фиг.3 представляет собой вид другого альтернативного воплощения изобретения, аналогичный виду, изображенному на Фиг.1.
На Фиг.1 показаны основные стадии воплощения способа по данному изобретению. Процесс изготовления выполняют на установке 1, причем перемещение происходит справа налево на Фиг.1. В данном случае панель 2 сначала перемещают в устройство 3 цифровой печати. В устройстве 3 цифровой печати жидкость наносят печатанием на верхнюю поверхность панели 2 в соответствии с предварительно заданным рисунком. Жидкость может представлять собой чернила или лак, при этом жидкость является прозрачной или окрашенной или представляет собой любой другой жидкий материал.
Затем отпечатанную панель 2 перемещают в блок 4 нанесения порошка, где по панели 2 распределяют вспомогательное вещество или порошок 5. Порошок 5 прилипает к жидкости. Жидкость и порошок 5 образуют вещество, которое является отверждаемым. Часть порошка 5 может попадать за пределы напечатанного рисунка или на участок напечатанного рисунка, который уже высох. Эту часть порошка 5 удаляют с панели 2 с помощью отсасывающего приспособления 6, но возможно и использование другого приспособления для удаления порошка.
На следующей стадии вещество, образованное на панели 2, отверждают в нагревательном устройстве 7. Перед хранением полученных половых досок 2а в месте 9 хранения панели 2 можно охладить в охлаждающем устройстве 8. В нагревательном устройстве 7 порошок можно сплавлять с получением единой массы, которая приподнята над исходной верхней поверхностью панели 2. Жидкость и порошок могут вместе образовывать отверждаемое вещество, или порошок как таковой может образовывать отверждаемое вещество, прилипающее к панели 2 при отверждении.
Также порошок может образовывать отверждаемое вещество, тогда как рисунок из жидкости может служить только в качестве временного носителя для удерживания порошка в соответствии с требуемым рисунком. В этом случае жидкость может частично или полностью удаляться во время стадии нагревания, например, в результате испарения.
Порошок 5 может представлять собой набухающий порошок, так что при отверждении объем вещества становится больше (и возвышения становятся выше), чем сумма объемов жидкости и порошка 5 по отдельности. На практике максимальная толщина вещества после отверждения составляет от 50 до 250 мкм, но возможна и большая или меньшая толщина. На практике предпочтительной является толщина 5-1000 мкм.
Кроме того, порошок 5 может также содержать износостойкие частицы, например частицы корунда. В воплощении, проиллюстрированном на Фиг.1, износостойкие частицы предпочтительно подают отдельно от печатной головки устройства цифровой печати, тем самым избегая износа печатной головки из-за присутствия износостойких частиц.
Благодаря отверждению смеси жидкости и порошка 5 или одного порошка 5 возникает твердая повышенная область на панели 2 в месте, где был напечатан рисунок из жидкости. Рисунок может воспроизводить реальный узор древесины и т.д. Нагревательное устройство 7 может включать, например, УФ-лазер, но возможно использование альтернативных отверждающих средств.
Установка, изображенная на Фиг.1, может включать камеру (не показана) для распознавания базового рисунка, напечатанного на панели 2 перед ее поступлением в устройство 3 цифровой печати. Рисунок, который печатают на панели 2 в устройстве 3 цифровой печати, может соответствовать базовому рисунку, так что на панели 2 получают рельефное изображение с соблюдением точной приводки.
Возможно использование нескольких типов, форм и размеров порошка 5. Например, можно использовать порошок металлизированной смолы, который создает металлический эффект после плавления, блестящий порошок смолы, в который добавлены блестящие частицы, антистатический порошок, который предотвращает накопление электростатического заряда, и порошки, которые создают перламутровый эффект, матовый эффект или ароматический эффект.
В альтернативном воплощении изобретения отверждаемое вещество наносят печатанием на панель 2 в соответствии с предварительно заданным рисунком непосредственно в печатающем устройстве 10. Это проиллюстрировано на Фиг.2. В данном случае относительно большое количество вещества должно быть нанесено печатанием с помощью печатающего устройства 10. Другие признаки, описанные в связи с воплощением изобретения, проиллюстрированным на Фиг.1, также применимы к воплощению изобретения, проиллюстрированному на Фиг.2.
В другом альтернативном воплощении способа по данному изобретению слой вещества распределяют на панель 2 в устройстве 11 для распределения вещества, а затем создают предварительно заданный рельефный рисунок с помощью ударного элемента 12 с цифровым управлением (см. Фиг.3). В этом случае вещество можно равномерно распределить по панели 2. Ударный элемент 12 с цифровым управлением многократно вдавливают в отверждаемое вещество и передвигают в плоскости, проходящей параллельно панели 2, чтобы сформировать рельефный рисунок. Другие признаки, описанные в связи с воплощением изобретения, проиллюстрированным на Фиг.1, также применимы к воплощению изобретения, проиллюстрированному на Фиг.3.
Вместо локального смещения вещества ударным элементом 12 также можно локально удалять вещество с панели, например, с помощью отсасывающего приспособления.
В другом альтернативном способе на панель можно наносить удаляющее поверхность вещество (непосредственно или опосредованно путем использования порошка в нанесенной печатанием жидкости, как описано выше), так что часть поверхности панели 2 локально удаляют согласно предполагаемому рисунку. Вещество можно наносить на панель способами, проиллюстрированными на Фиг.1 и Фиг.2. Вещество выбирают таким образом, чтобы оно взаимодействовало с поверхностью панели 2 с удалением ее части. В отличие от воплощений изобретения, описанных выше, рельефный рисунок панели 2 формируют путем удаления материала с панели 2 вместо добавления материала. После нагревания и/или охлаждения основы панели любые продукты реакции можно удалить, например, с помощью сжатого воздуха. Также возможно, что ни нагревание, ни охлаждение не являются необходимыми в данном воплощении изобретения. После нанесения рельефного изображения таким способом панель можно покрыть отделочным слоем, содержащим износостойкие частицы.
Альтернативно, удаляющее поверхность вещество выбирают таким образом, чтобы оно взаимодействовало с поверхностью панели 2, после того как его активируют. Например, вещество можно активировать с помощью источника тепла, УФ-излучения, лазерного луча и т.д. Когда удаляющее поверхность вещество наносят печатанием в соответствии с предварительно заданным рисунком на панель 2, не требуется очень точно фокусировать активирующее устройство на конкретных областях поверхности панели, поскольку будут активированы только те области, где присутствует вещество. После активации и взаимодействия вещества с поверхностью панели можно удалить любые продукты реакции.
На панелях, имеющих одинаковый декоративный базовый рисунок, можно создать различные рельефные рисунки, например один рельефный рисунок типа тиснения с соблюдением точной приводки, а другой рельефный рисунок типа рисунка, нанесенного кистью по всей поверхности. Это увеличивает количество вариантов внешнего вида половых досок.
Панель 2, на которую наносят отверждаемое вещество или удаляющее поверхность вещество, может быть изготовлена из ДВПВП (HDF), ДПКМ (WPC), полимерного композиционного материала или конструкционного полимера, ПВП (LVT), ПВХ и т.д. Следует отметить, что способ по данному изобретению также можно применять на гибком листе, который ламинируют на основу на более поздней стадии, чтобы сформировать половую доску.
Изобретение не ограничено воплощениями, показанными на чертежах; данные воплощения можно изменять различными путями в пределах области защиты изобретения. Например, способ можно применять на других основах, отличных от панели или листа, например на упаковочном материале половых панелей. Кроме того, устройство цифровой печати можно заменить другими печатными средствами, например традиционным печатным валиком, который применяют в способе ротационной печати, известном в уровне техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕКОРИРОВАНИЯ ПАНЕЛИ | 2013 |
|
RU2635965C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| ЦИФРОВАЯ ПЕЧАТЬ СВЯЗУЮЩИМ | 2013 |
|
RU2643975C2 |
| ПОВЕРХНОСТЬ, ИМЕЮЩАЯ ИЗМЕНЯЕМЫЙ ЦИФРОВОЙ ОТТИСК С ПРИВОДКОЙ | 2013 |
|
RU2642767C2 |
| ПЛАСТИКОВАЯ ПАНЕЛЬ ИЗ ПОЛИВИНИЛХЛОРИДА | 2012 |
|
RU2587552C2 |
| ПАНЕЛЬ ИЗ ПВХ ПОЛИМЕРА | 2017 |
|
RU2725658C1 |
| ОБЛИЦОВОЧНЫЕ ПАНЕЛИ, ИЗГОТОВЛЕННЫЕ НА ЗАКАЗ ПОСРЕДСТВОМ ЦИФРОВОЙ ПЕЧАТИ НА БАЗОВОЙ ПАНЕЛИ | 2016 |
|
RU2729571C2 |
| ПАНЕЛЬ, ВКЛЮЧАЮЩАЯ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ СЛОЙ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАНЕЛИ | 2011 |
|
RU2600644C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛОЯ | 2012 |
|
RU2595661C2 |
Изобретение относится к способу изготовления половой доски. Способ изготовления половой доски включает стадии обеспечения панели (2), нанесения печатанием отверждаемого вещества или удаляющего поверхность вещества на панель (2) в соответствии с предварительно заданным рисунком для создания возвышения на панели (2) согласно рисунку или удаления части поверхности панели (2) согласно рисунку, соответственно, причем отверждаемое вещество или удаляющее поверхность вещество наносят печатанием на панель (2) путем первоначального нанесения печатанием жидкости на панель в соответствии с указанным предварительно заданным рисунком с последующим введением вспомогательного вещества в жидкость, причем вспомогательное вещество или жидкость вместе со вспомогательным веществом образуют отверждаемое вещество или удаляющее поверхность вещество, отверждения отверждаемого вещества или удаления любых продуктов реакции удаляющего поверхность вещества и панели (2) с получением, таким образом, половой доски. Техническим результатом изобретения является обеспечение способа изготовления половой доски, который предоставляет большую технологическую гибкость при нанесении рельефных рисунков на половые доски. 3 н. и 11 з.п. ф-лы, 3 ил.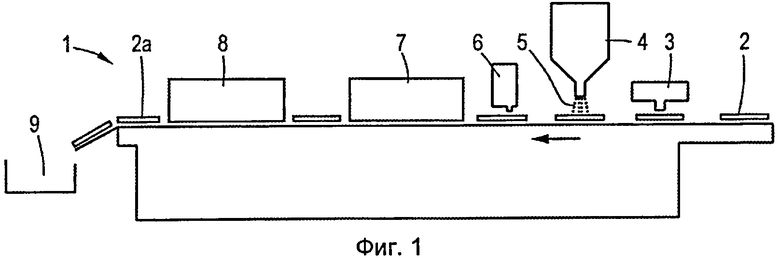
1. Способ изготовления половой доски, включающий стадии:
обеспечения панели (2),
нанесения печатанием отверждаемого вещества или удаляющего поверхность вещества на панель (2) в соответствии с предварительно заданным рисунком для создания возвышения на панели (2) согласно рисунку или удаления части поверхности панели (2) согласно рисунку, соответственно, причем отверждаемое вещество или удаляющее поверхность вещество наносят печатанием на панель (2) путем первоначального нанесения печатанием жидкости на панель в соответствии с указанным предварительно заданным рисунком с последующим введением вспомогательного вещества в жидкость, причем вспомогательное вещество или жидкость вместе со вспомогательным веществом образуют отверждаемое вещество или удаляющее поверхность вещество,
отверждения отверждаемого вещества или удаления любых продуктов реакции удаляющего поверхность вещества и панели (2) с получением, таким образом, половой доски.
2. Способ по п.1, в котором стадия печатания представляет собой печатание с цифровым управлением.
3. Способ по п.1, в котором отверждаемое вещество включает износостойкие частицы.
4. Способ по п.1, в котором предварительно заданный рисунок по существу соответствует декоративному базовому рисунку, присутствующему на панели (2).
5. Способ по п.1, в котором вспомогательное вещество содержит износостойкие частицы.
6. Способ по п.1, в котором вспомогательное вещество включает порошок (5).
7. Способ по п.1, в котором максимальная толщина отверждаемого вещества составляет от 20 до 250 мкм, предпочтительно от 5 до 1000 мкм.
8. Способ по п.1, в котором отверждаемое вещество отверждают с помощью УФ-излучения.
9. Способ по п.1, в котором отверждаемое вещество содержит лак.
10. Способ по п.1, в котором панель (2) представляет собой гибкий лист, который ламинируют на основу после нанесения печатанием на него отверждаемого вещества или удаляющего поверхность вещества, чтобы получить половую доску.
11. Способ изготовления половой доски, включающий стадии:
обеспечения панели (2),
нанесения отверждаемого вещества или удаляющего поверхность вещества на панель (2) в соответствии с предварительно заданным рисунком для создания возвышения на панели (2) согласно рисунку или удаления части поверхности панели (2) согласно рисунку, соответственно, причем указанное вещество наносят на панель (2) путем первоначального размещения слоя указанного вещества на панели с последующим созданием предварительно заданного рисунка с помощью ударного элемента (12) с цифровым управлением, который вдавливают в указанное вещество и который выполнен с возможностью перемещения в плоскости, проходящей параллельно панели, чтобы сформировать указанный рисунок;
отверждения отверждаемого вещества или удаления любых продуктов реакции удаляющего поверхность вещества и панели (2) с получением, таким образом, половой доски.
12. Способ изготовления половой доски, включающий стадии:
обеспечения панели (2),
нанесения отверждаемого вещества или удаляющего поверхность вещества на панель (2) в соответствии с предварительно заданным рисунком для создания возвышения на панели (2) согласно рисунку или удаления части поверхности панели (2) согласно рисунку, соответственно, причем указанное вещество наносят на панель (2) путем первоначального размещения слоя указанного вещества на панели с последующим созданием предварительно заданного рисунка путем удаления частей вещества в предварительно заданных местах, чтобы сформировать указанный рисунок;
отверждения отверждаемого вещества или удаления любых продуктов реакции удаляющего поверхность вещества и панели (2) с получением, таким образом, половой доски.
13. Способ по любому из предшествующих пунктов, в котором удаляющее поверхность вещество наносят печатанием на панель (2) в соответствии с предварительно заданным рисунком для удаления части поверхности панели (2) согласно рисунку и в котором удаляющее поверхность вещество активируют с помощью активирующего устройства для взаимодействия вещества с поверхностью панели, после чего удаляют любые продукты реакции удаляющего поверхность вещества и панели (2).
14. Способ по п.13, в котором активирующее устройство представляет собой лазерное устройство.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ И ЗАГОТОВКА СО СТРУКТУРИРОВАННОЙ ПОВЕРХНОСТЬЮ | 2005 |
|
RU2356639C2 |

