Изобретение относится к способам дуговой сварки соединений из алюминия и алюминиевых сплавов и может быть использовано при изготовлении сварных конструкций из алюминиевых сплавов в авиационной промышленности, в машиностроении, судостроении, атомной энергетике и других отраслях.
Известен способ дуговой сварки деталей из алюминиевых сплавов (Патент №2018425 РФ). Сущность данного изобретения заключается в том, что детали из алюминиевых сплавов собирают встык без зазора. Сварку ведут на оставшейся подкладке в виде оксидной пленки. Перед сваркой свариваемые кромки со стороны корня шва подвергают нагреву до оплавления слоев металла, прилегающих к оксидной пленке, при этом ширину зоны оплавления берут в 1,3-1,5 раза больше ширины зоны проплава при последующей сварке. Сварку ведут на режиме, при котором высота проплава соответствует толщине оксидной пленки.
Однако сборка деталей встык без зазора, снижает степень его применяемости. Кроме того, исходя из описания данного способа при выполнении сварки крайне трудно обеспечить высоту проплава, равную толщине оксидной пленки, что ограничивает режимы сварки, т.к. в случае проплавления оксидная пленка попадает в сварной шов, что приводит к появлению пористости, а предварительный нагрев свариваемых кромок со стороны корня шва увеличивает трудоемкость.
При проведении патентных исследований среди известных технических решений заявитель не обнаружил технических решений с признаками, сходными с отличительными признаками заявляемого решения, поэтому совокупность упомянутых существенных признаков позволяет достичь поставленных задач.
Задачей изобретения является решение проблемы пористости при дуговой сварке алюминия и алюминиевых сплавов для конструкций любой сложности и конфигурации.
Техническим результатом заявленного изобретения является уменьшение порообразования в сварных швах при дуговой сварке алюминия и алюминиевых сплавов посредством удаления с поверхности сорбированной на ней влаги.
Для достижения технического результата свариваемое изделие помещают в климатическую камеру, в которой до начала и в течении всего процесса сварки поверхность изделия обдувают потоком подогретого воздуха со скоростью от 0,02 до 0,5 м/с, независимо от скорости истечения защитного газа в процессе сварки, при этом подаваемый воздух подогревают до температуры, превышающей температуру поверхности свариваемого изделия не менее чем на 2°C.
На фиг. 1 схематично представлен один из возможных вариантов реализации заявляемого способа дуговой сварки, включающий в себя климатическую камеру 1, свариваемую конструкцию 2, приспособление 3 для установки свариваемой конструкции 2, сварочную горелку 4. Климатическая камера 1 состоит из корпуса 5, калорифера 6, проемов для рук 7, смотрового окна 8.
Способ осуществляется следующим образом. Сварку проводят, предварительно поместив конструкцию 2 в климатическую камеру 1 на приспособление 3. Далее в климатическую камеру 1 от начала до конца процесса сварки подается подогреваемый воздух при помощи калорифера 6. Сварку проводят на традиционных режимах, используя проемы для рук 7, смотровое окно 8 и сварочную горелку 4. Избыточный воздух, подаваемый в камеру 1, свободно выходит, не создавая избыточного давления и не нарушая условия струйной защиты дуги инертным газом.
Положительный эффект сварки заключается в том, что в процессе самой сварки происходит удаление с поверхности алюминиевых сплавов сорбированной на ней влаги по принципу работы сушильных аппаратов, что обеспечивает отсутствие пор в сварных швах. Процесс осушки описывается i-d диаграммой, называемой диаграммой Молье. Внешний вид диаграммы представлен на фиг.2, где i - энтальпия, d - влагосодержание, φ -относительная влажность воздуха.
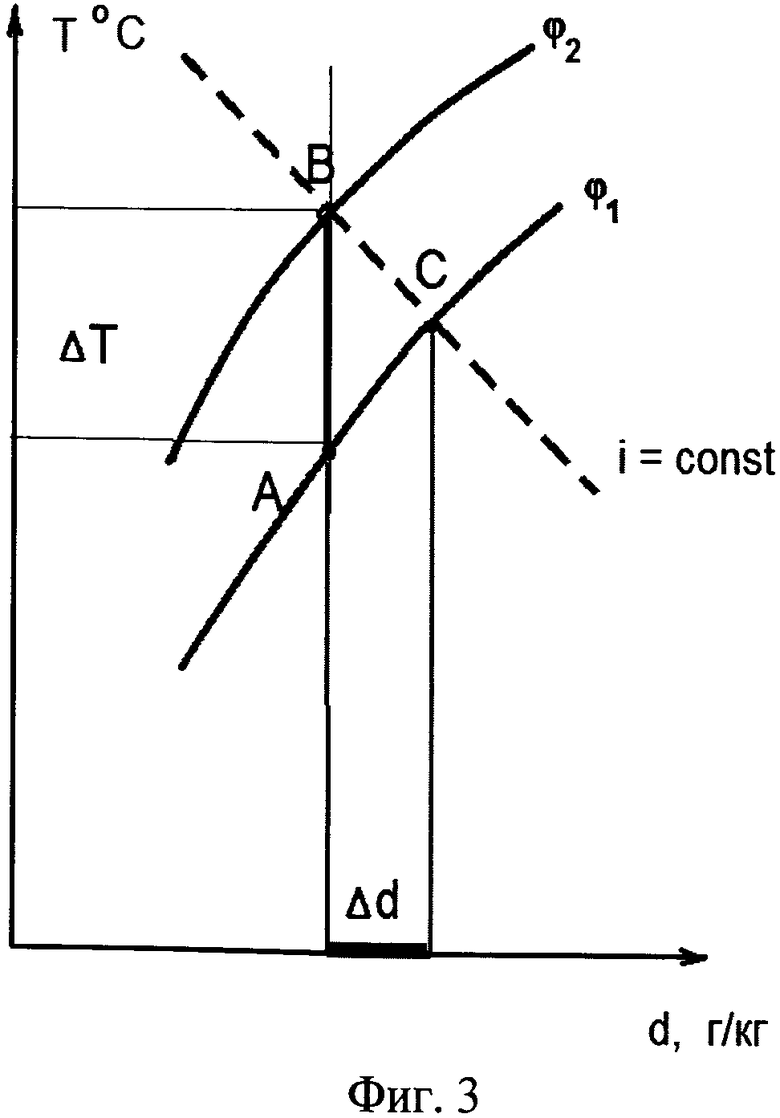
Процесс, происходящий при заявляемом способе сварки, показан на фиг.3. Исходное состояние воздуха на поверхности пленки представлено точкой А, состояние этого же воздуха, нагретого на величину температуры ΔT, соответствует точке В (влагосодержание d то же, а относительная влажность φ уже ниже). Энтальпия нагретого окружающего воздуха (точка B) при этом превышает энтальпию воздуха в точке A. Далее по мере повышения температуры на поверхности пленки до температуры в точке В происходит испарение влаги с поверхности пленки за счет разности относительной влажности точек A и B. Испарение влаги требует затрат энергии, что при сохранении энтальпии предварительно подогретого воздуха приводит к снижению его температуры до точки C. В результате этого процесса влагосодержание предварительно подогретого воздуха увеличилось на величину Δd. Общее количество удаленной с поверхности влаги за единицу времени будет соответствовать произведению расхода воздуха на величину увеличения влагосодержания (Δd).
Таким образом, путем анализа процессов влагопереноса, происходящих в атмосфере окружающего воздуха, установлено, что условием максимального разложения гидридов на поверхности алюминия до его расплавления является поступление окружающего воздуха с более высокой энтальпией (более высокой температурой, чем температура тела, испаряющего влагу, в нашем случае это - поверхностная пленка). Если непрерывные поступления более теплого и сухого воздуха до начала сварки алюминия не происходят, то условия разложения гидридов и испарения влаги с поверхности ухудшаются. Еще хуже распад гидридов будет происходить, если до начала сварки на поверхность изделия из алюминия будет поступать окружающий воздух с меньшей энтальпией, чем энтальпия воздуха на поверхности пленки.
Для полной оценки влияния влажности окружающего воздуха на состояние поверхности сплава (его влагосодержание) необходимо знать помимо его температуры (Т) и влажности (φ) еще и скорость (υ) воздушных потоков и разницу энтальпий (температур) воздуха (Δi) на поверхности пленки и поступающего воздуха.
Таким образом, предлагаемый способ позволяет получить качественные конструкции из алюминиевых сплавов, к сварным соединениям которых предъявляются повышенные требования к содержанию пор в литом металле сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Флюс для сварки алюминиевых сплавов | 1988 |
|
SU1588522A1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| Флюс для сварки легких сплавов | 1989 |
|
SU1648701A1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ СТЫКОВОГО СОЕДИНЕНИЯ МОНОЛИТНОЙ ЗАГОТОВКИ С ДВУХСЛОЙНЫМ ПАКЕТОМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2336981C2 |
| Флюс для сварки легких сплавов | 1988 |
|
SU1706819A1 |
| Способ электролитно-плазменной сварки цветных металлов и их сплавов | 2020 |
|
RU2751500C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2024 |
|
RU2837932C1 |

Изобретение относится к способу дуговой сварки в защитных газах изделий из алюминиевого сплава и может быть использовано при изготовлении сварных конструкций из алюминиевых сплавов в авиационной промышленности, в машиностроении, судостроении, атомной энергетике и других отраслях. Свариваемое изделие помещают в климатическую камеру, в которой до начала и в течение всего процесса сварки поверхность изделия обдувают потоком подогретого воздуха со скоростью 0,02 до 0,5 метров в секунду, независимо от скорости истечения защитного газа в процессе сварки. При этом подаваемый воздух подогревают до температуры, превышающей температуру поверхности свариваемого изделия не менее чем на 2˚C. Изобретение позволяет уменьшить порообразование в сварных швах при дуговой сварке алюминия и алюминиевых сплавов посредством удаления с поверхности сорбированной влаги. 3 ил.
Способ дуговой сварки в защитных газах изделий из алюминиевого сплава, отличающийся тем, что свариваемое изделие помещают в климатическую камеру, в которой до начала и в течение всего процесса сварки поверхность изделия обдувают потоком подогретого воздуха со скоростью 0,02 до 0,5 метров в секунду, независимо от скорости истечения защитного газа в процессе сварки, при этом подаваемый воздух подогревают до температуры, превышающей температуру поверхности свариваемого изделия не менее чем на 2˚C.
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| 0 |
|
SU333228A1 | |
| ГРУНТОВОЧНОЕ ПОКРЫТИЕ ДЛЯ СТАЛИ | 2001 |
|
RU2275970C2 |
| JP 5277741 A, 26.10.1993 | |||
| FR 2060408 A1, 18.06.1971 | |||

