Изобретение относится к сварочному производству в частности к флюсам для сварки алюминиевых сплавов.
Цель изобретения - повышение качества сварных соединений алюминиевых сплавов за счет улучшения формирования проплава еварного шва и сварочно-технологических свойств флюса, а именно его смываемости.
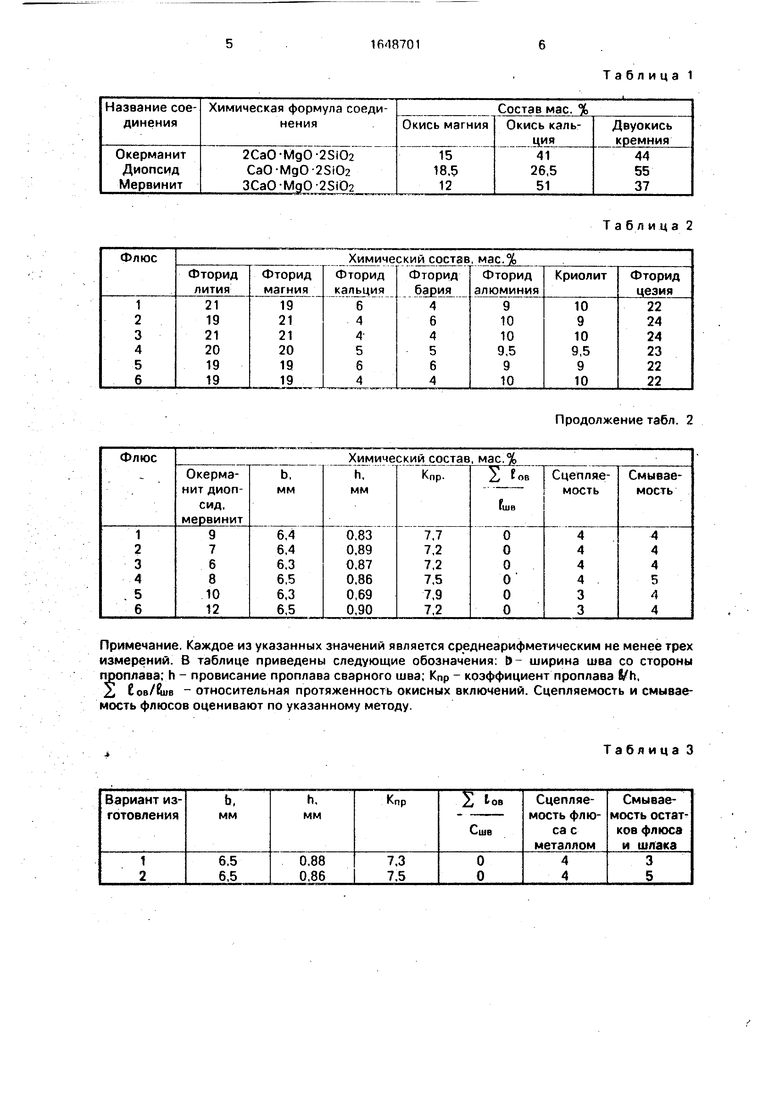
Окермэнит, диопсид и мервинит представляют собой комплексное химическое соединение, получаемое при сплавлении окислов кальция, магния и кремния, при соотношении компонентов, приведенном в табл. 1.
Предварительное сплавление оксидов ЩЗМ и кремния с другими компонентами флюсов приводит к образованию оксифто- ридов и тем самым к ухудшению сварочно- технологических СВОЙСТВ.
В том случае, если окислы ЩЗМ и кремния сплавляют отдельно, то образуются устойчивые комплексные соединения, которые при сплавлении с фторидами практически не образуют оксифторидов. Поэтому флюс обладает высокими сварочно-технологическими свойствами. Это подтверждается результатами испытаний флюсов, изготовленных указанным образом.
В составе флюса имеется оксид кальция, присутствие которого совместно с другими компонентами придает флюсу новые свойства, а именно хорошую смываемость остатков флюса и шлава после сварки, а также высокие формирующие свойства.
При использовании флюса в виде песты, его замешивают в спирте или ацетоне в соотношении 1:2. Перед замешиванием в спирте
К
00
VI о
компоненты флюса плавят при 800-900°С, а затем после остывания гранулируют.
Полученную флюс-пасту наносят с помощью кисточки на свариваемые кромки со стороны проплава. При этом обеспечивается эффективное удаление окисных включений, несплавлений и пор, а также улучшаются формирование проплава сварною шва и защита обратной стороны стыка от воздействия окружающей среды. Флюс-паста имеет необходимые сварочно-техн ологические свойства1 при нанесении ее на свариваемые кромки она хорошо сцепляется с поверхностью металла, а остатки флюса и шлака легко удаляются при смывании проточной водой.
Составы флюса представлены в табл. 2. Оценка сцепляемости компонентов флюса с поверхностью металла производится по пятибалльной системе, где 0 баллов - флюс при рихтовке полностью осыпается с поверхности изделия; 1 балл - при рихтовке с поверхности из дел и я осыпается 80-90% нанесенного флюса; 2 балла - при рихтовке с поверхности изделия осыпается 60-70% нанесенного флюса; 3 балла - при рихтовке с поверхности изделия осыпается 40-50% нанесенного флюса; 4 балла - при рихтовке с поверхности изделия осыпается 20-30% нанесенного флюса; 5 баллов - при рихтовке с поверхности изделия осыпается 0-10% нанесенного флюса. Смываемость остатков флюса и шлака в воде также оценивается по пятибальной системе, где 0 баллов - остатки флюса и шлака не смываются; 1 балл -смываются 10-20% остатков флюса и шлака; 2 балла - смываются 30-40% остатков флюса и шлака; 3 балла - смываются 50-60% остатков флюса и шлака; 4 балла - смываются 70-80% остатков флюса и шлака, 5 баллов - смываются 90-100% остатков флюса и шлака.
В качестве материала для исследований взят алюминиево-магниевый сплав АМгб.
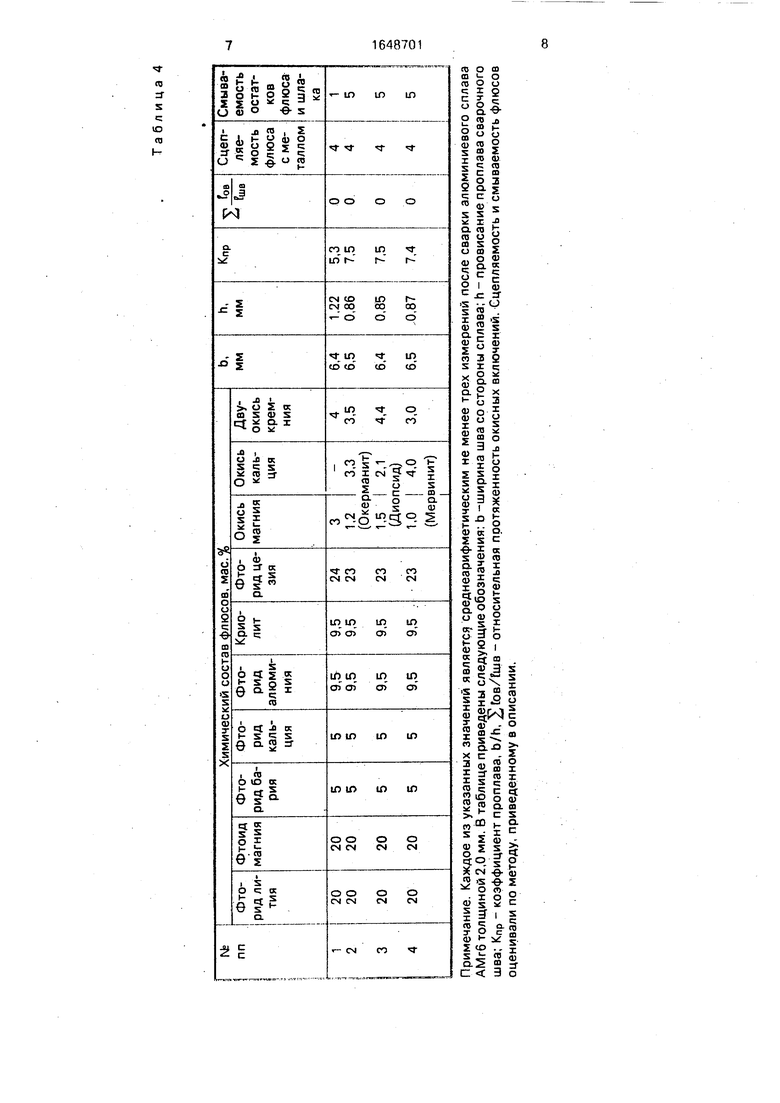
В табл. 3 представлены свойства оптимального состава флюса при сплавлении оксидов кремния, кальция и магния совместно с другими компонентами флюса (вариант 1) и при предварительном сплавлении указанных оксидов для получения окерманита, ди- опсида или мервинита (вариант 2). В табл. 4 представлены свойства оптимальных составов флюса, а также свойства флюса без оксида кальция.
Фториды лития, магния, кальция и бария способствуют получению смеси с необходимой для сварки алюминиевых сплавов температурой плавления. Кроме того, эти
компоненты флюса обеспечивают удаление окисной пленки с поверхности свариваемых кромок и улучшают формирование проплава сварного шва.
Фториды алюминия, цезия и криолит повышают эффективность очищающего действия флюса от окисных включений и улучшают сварочно-технологические свойства флюсов, т. е. обеспечивают хорошеесцепление компонентов флюса с поверхностью металла и легкое удаление остатков флюса и шлака при смывке в проточной воде.
Окерманит, диопсид и мервинит, представляющие собой комплексное химическое соединение, получаемые при сплавлении
оксидов магния, кальция и кремния в соотношении, представленном в табл. 1, значительно улучшают сварочно-технологические свойства флюса, г. е. обеспечивают прочное сцепление компонентов флюса с поверхностью металла и облегчают удаление остатков флюса и шлака.
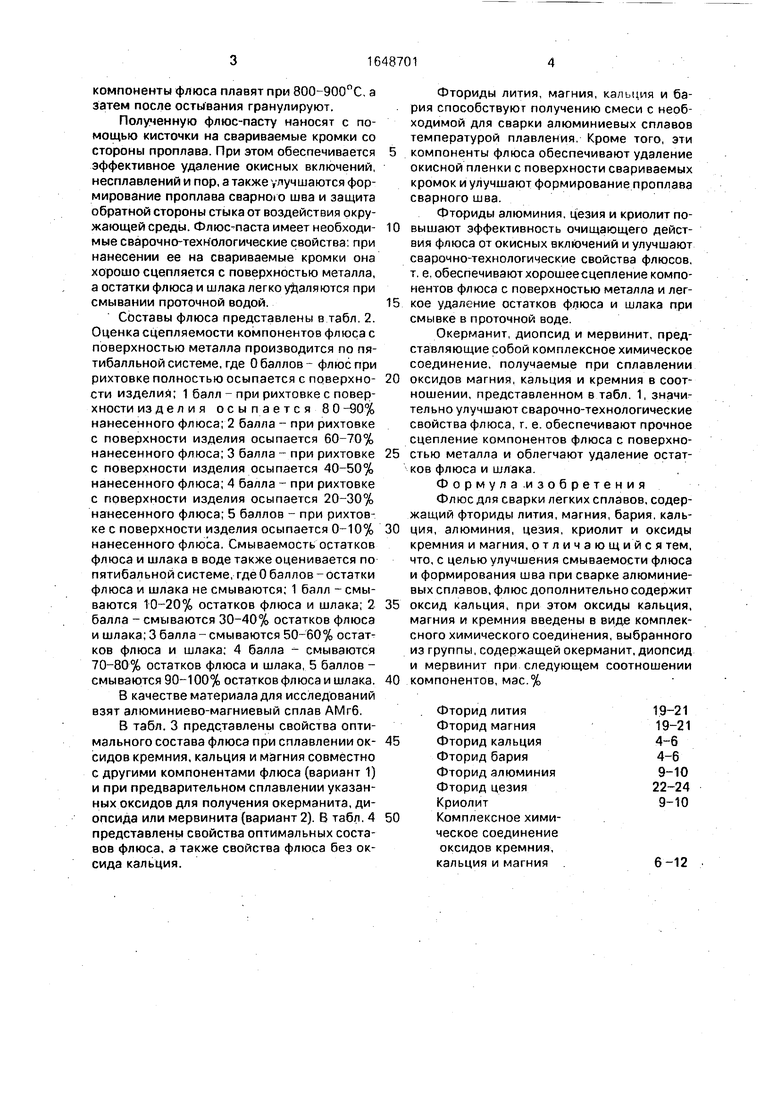
Формула изобретения Флюс для сварки легких сплавов, содержащий фториды лития, магния, бария, кальция, алюминия, цезия, криолит и оксиды кремния и магния, отличающийся тем, что, с целью улучшения смываемости флюса и формирования шва при сварке алюминиевых сплавов, флюс дополнительно содержит
оксид кальция, при этом оксиды кальция, магния и кремния введены в виде комплексного химического соединения, выбранного из группы, содержащей окерманит, диопсид и мервинит при следующем соотношении
компонентов, мае. %
Фторид лития Фторид магния
5Фторид кальция
Фторид бария Фторид алюминия Фторид цезия Криолит
0 Комплексное химическое соединение оксидов кремния, кальция и магния
19-21 19-21 4-6 4-6 9-10 22-24 9-10
6-12
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки легких сплавов | 1988 |
|
SU1706819A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1556853A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1632711A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| Флюс для сварки алюминиевых сплавов | 1988 |
|
SU1588522A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1382629A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ | 2012 |
|
RU2493945C1 |
| Флюс для сварки | 1980 |
|
SU899311A1 |
Изобретение относится к сварочному производству, в частности к составам флюса для сварки сплавов типа АМгб. Цель изобретения - повышение качества сварных соединений алюминиевых сплавов за счет улучшения формирования проплава сварного шва и сварочно-технологических свойств флюса за счет улучшения смываемости флюса. Это достигается тем что флюс, состоящий из фторидов лития 19-21%, магния 19-21%, бария 4-6%, кальция 4-6%, криолита 9-10%, фторида алюминия 9-10%, фторида цезия 22-24%, содержит комплексные оксидные соединения , полученные при предварительном сплавлении оксидов кремния, кальция и магния. 4 табл.
Примечание. Каждое из указанных значений является среднеарифметическим не менее трех измерений. В таблице приведены следующие обозначения ширина шва со стороны проплава; h - провисание проплава сварного шва; КПр - коэффициент проплава 8/h, 2, Сов/вив - относительная протяженность окисных включений. Сцепляемость и смывае- мость флюсов оценивают по указанному методу
Таблица 2
Продолжение табл. 2
Таблица 3
Примечание. Каждое из указанных значений является среднеарифметическим не менее трех измерений после сварки алюминиевого сплава АМгб толщиной 2,0 мм. В таблице приведены следующие обозначения: b -ширина шва со стороны сплава; h - провисание проплава сварочного шва; КПр - коэффициент проплава, b/h, - относительная протяженность окисных включений. Сцепляемость и смываемость флюсов оценивали по методу, приведенному в описании.
| Флюс для электрошлаковой сварки | 1978 |
|
SU859089A1 |
| Солесос | 1922 |
|
SU29A1 |
| Флюс для сварки магниевых сплавов | 1988 |
|
SU1556853A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
