Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к инструментам для бурения скважин и способам изготовления таких изделий. В частности, это изобретение относится к буровому инструменту с пропитанной матрицей, включая сюда, помимо прочего, буровые долота с матрицей, двухцентровые долота, бурильные головки, расширительные долота с матрицей и стабилизаторы, и к способам изготовления таких изделий.
Уровень техники
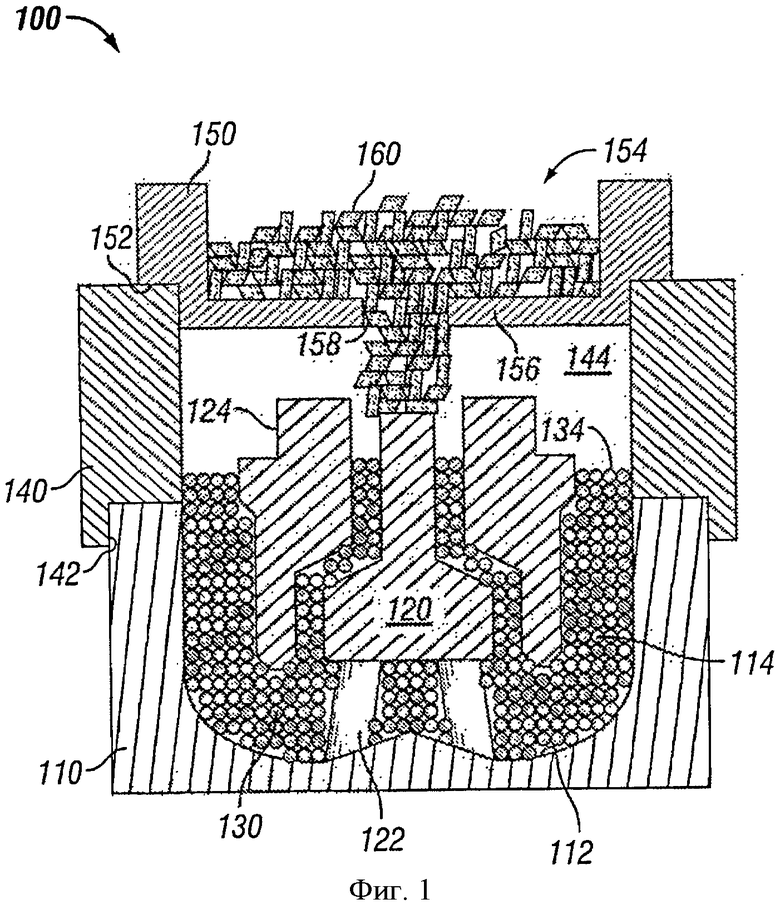
Полноразмерные буровые долота с матрицей из карбида вольфрама, предназначенные для нефтепромыслов, изготавливаются и применяются для бурения, по меньшей мере, с начала 1940-х годов. На Фиг. 1 показан вид в разрезе узла 100 литья инструмента для бурения скважин по существующему уровню техники. Узел 100 литья инструмента для бурения скважин состоит из формы 110, ножки 120, одного или нескольких элементов 122 для образования сопел, вставки 124, воронки 140 и чаши 150 для связующего вещества. Узел 100 литья инструмента для бурения скважин используется для изготовления отливки (не показано) инструмента для бурения скважин.
По стандартному способу литья, показанному на Фиг. 1, форма 110 изготавливается с внутренней поверхностью 112, получаемой с помощью прецизионной механической обработки, и образует объем 114 формы, расположенный во внутренней части формы 110. Внутренняя поверхность 112 окружает, по меньшей мере, частично, объем 114 формы. Форма 110 изготавливается из песка, твердого угольного графита или керамики. Внутренняя поверхность 112, получаемая с помощью прецизионной механической обработки, имеет форму, которая является негативным отображением фактической формы готового долота. Внутренняя поверхность 112, получаемая с помощью прецизионной механической обработки, фрезеруется и полируется с целью образования соответствующих профилей готового долота. Различные типы резцов (не показано), известных специалистам в этой области техники, устанавливаются вдоль мест расположения режущих краев долота, а также могут быть дополнительно установлены вдоль калибрующей поверхности долота. Эти резцы могут быть установлены во время процесса изготовления долота или после изготовления долота с помощью пайки или других способов, известных специалистам в этой области техники.
После изготовления формы 110 элементы устанавливаются, по меньшей мере, частично, внутрь объема 114 формы 110. Элементы обычно изготавливаются из глины, песка, графита или керамики. Эти элементы выключают в себя центральную ножку 120 и, по меньшей мере, один элемент 122 для образования сопел. Центральная ножка 120, устанавливается, по существу, внутри центра формы 110 и удерживается на требуемом расстоянии от нижней части внутренней поверхности 112 формы. Элементы 122 для образования сопел расположены внутри формы 110 и продолжаются от центральной ножки 120 к нижней части внутренней поверхности 112 формы. Центральная ножка 120 и элементы 122 для образования сопел в дальнейшем удаляются из готовой отливки бурового долота, чтобы промывочная жидкость могла протекать по центру готового долота во время работы бурового долота.
Вставка 124 представляет собой цилиндрическую стальную литую оправку, которая устанавливается по центру, по меньшей мере, частично, в форме 110 и вокруг центральной ножки 120. Для подвешивания вставки 124 в форме 110 используется инструмент (не показано), известный специалистам в этой области техники. Вставка 124 подвешивается на инструменте, и инструмент опускается таким образом, чтобы вставка 124 располагалась в форме 110 на заданной высоте и была выровнена надлежащим образом. Эта процедура требует очень много времени для размещения вставки 124 в требуемом положении в форме 110 как в отношении высоты, так и в отношении ориентации, и, таким образом, является очень дорогостоящим процессом.
После надлежащей установки в форму 110 элементов 120 и 122 и вставки 124 в эту форму 110 загружается порошок 130 карбида вольфрама, так чтобы он заполнил участок объема 114 формы, который включает в себя зону вокруг нижнего участка вставки 124, между внутренними поверхностями вставки 124 и наружными поверхностями центральной ножки 120 и между элементами 122 для образования сопел. Поверх порошка 130 карбида вольфрама в зону, расположенную как у зоны снаружи вставки 124, так и у зоны между вставкой 124 и центральной ножкой 120, загружается «плечевой» порошок 134. «Плечевой» порошок 134 может представлять собой порошок из вольфрама. Этот «плечевой» порошок 134 служит для соединения отливки со сталью и поддается механической обработке. После загрузки в форму 110 порошка 130 карбида вольфрама и «плечевого» порошка 134 форма 110 обычно подвергается воздействию вибрации для улучшения уплотнения порошка 130 карбида вольфрама и «плечевого» порошка 134. Несмотря на то что форма 110 подвергается воздействию вибрации после загрузки порошка 130 карбида вольфрама и «плечевого» порошка 134 в форму 110, вибрация формы 110 может выполняться как промежуточный этап перед загрузкой «плечевого» порошка 134 поверх порошка 130 карбида вольфрама. Кроме того, вибрация формы 110 может выполняться как промежуточный этап перед загрузкой «плечевого» порошка 134 поверх порошка 130 карбида вольфрама, а также после загрузки «плечевого» порошка 134 поверх порошка 130 карбида вольфрама.
Воронка 140 представляет собой графитовый цилиндр, который образует объем 144 воронки. Воронка 140 соединена с верхним участком формы 110. У внутреннего края нижнего участка воронки 140 образована выемка 142, которая облегчает соединение воронки 140 с верхним участком формы 110. Несмотря на то что для соединения воронки 140 с формой 110 предлагается один примерный способ, могут быть использованы другие способы, известные специалистам в этой области техники. Как правило, внутренний диаметр формы 110 аналогичен внутреннему диаметру воронки 140, если воронка 140 и форма 110 соединены между собой.
Чаша 150 для связующего вещества представляет собой цилиндр, имеющий основание 156 с отверстием 158, которое расположено на основании 156 и продолжается через основание 156. Чаша 150 для связующего вещества также образует объем 154 чаши для связующего вещества с целью удерживания связующего материала 160. Чаша 150 для связующего вещества соединена с верхним участком воронки 140 с помощью выемки 152, которая образована у наружного края нижнего участка чаши 150 для связующего вещества. Выемка 152 облегчает соединение чаши 150 для связующего вещества с верхним участком воронки 140. Несмотря на то что для соединения чаши 150 для связующего вещества с воронкой 140 предлагается один примерный способ, могут быть использованы другие способы, известные специалистам в этой области техники. После сборки узла 100 литья инструмента для бурения скважин в объем 154 чаши для связующего вещества загружается заданное количество связующего материала 160, определяемое специалистами в этой области техники. Стандартным связующим материалом является медный сплав.
Узел 100 литья инструмента для бурения скважин помещается в печь (не показано). Связующий материал 160 расплавляется и втекает в порошок 130 карбида вольфрама через отверстие 158 чаши 150 для связующего вещества. В печи расплавленный связующий материал 160 пропитывает порошок 130 карбида вольфрама. Во время этого процесса используется значительное количество связующего материала 160, так чтобы он также заполнял, по меньшей мере, значительный участок объема 144 воронки, расположенный выше «плечевого» порошка 134. Этот излишний связующий материал 160 в объеме 144 воронки прикладывает направленное вниз усилие к порошку 130 карбида вольфрама и «плечевому» порошку 134. После того как связующий материал 160 полностью пропитает порошок 130 карбида вольфрама, узел 100 литья инструмента для бурения скважин извлекается из печи и подвергается регулируемому охлаждению. Форма 110 отделяется от отливки. Затем отливка подвергается окончательной обработке на этапах, известных специалистам в этой области техники, включая сюда добавление резьбового соединения (не показано), соединяемого с верхним участком вставки 124, и удаление связующего материала 160, который заполняет, по меньшей мере, значительный участок объема 144 воронки.
С учетом приведенного выше описания существует очевидная необходимость усовершенствования существующего процесса литья с целью снижения расходов на изготовление отливок. Кроме того, существует очевидная необходимость усовершенствования процесса литья с целью снижения расходов на позиционирование вставки в форме как в отношении высоты, так и в отношении ориентации. Также существует очевидная необходимость усовершенствования процесса литья с целью уменьшения времени позиционирования вставки в форме как в отношении высоты, так и в отношении ориентации. Кроме того, существует очевидная необходимость усовершенствования процесса литья с целью более согласованного позиционирования вставки в форме как в отношении высоты, так и в отношении ориентации. Технология, направленная на решение одной или нескольких указанных задач или устранение какого-либо другого недостатка в данной области техники, позволила бы извлечь выгоды при изготовлении инструмента для бурения скважин, например, позволила бы сделать изготовление отливок более эффективным и более рентабельным. Эта технология включена в настоящее изобретение.
Краткое описание чертежей
Упомянутые выше и другие отличительные характеристики и аспекты изобретения станут наиболее понятными после изучения приведенного ниже описания некоторых примерных вариантов выполнения изобретения со ссылкой на приложенные чертежи, на которых:
Фиг. 1 - вид в разрезе узла литья инструмента для бурения скважин по существующему уровню техники;
Фиг. 2 - вид в разрезе узла литья инструмента для бурения скважин по примерному варианту выполнения;
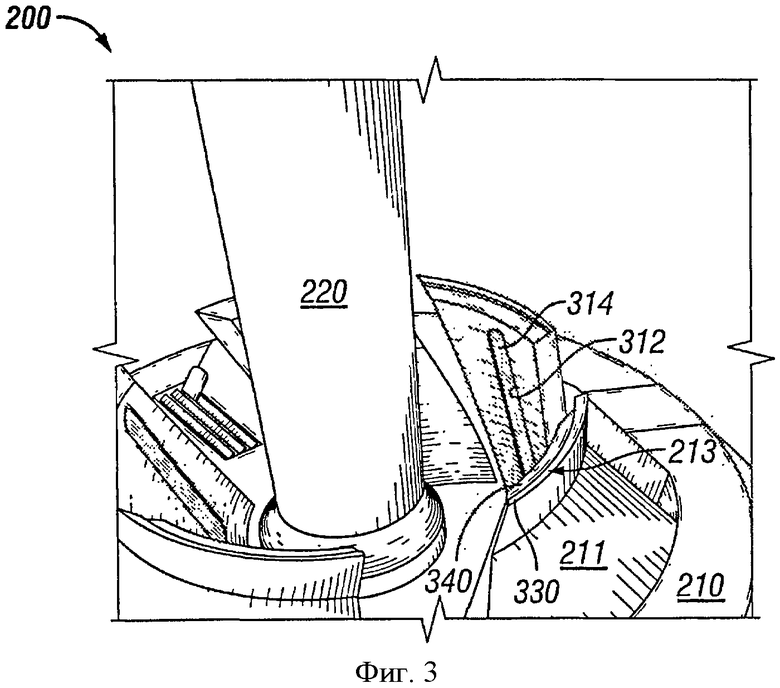
Фиг. 3 - перспективный вид участка узла литья инструмента для бурения скважин из Фиг. 2, который включает в себя форму и ножку, вставленную в нее, по примерному варианту выполнения;
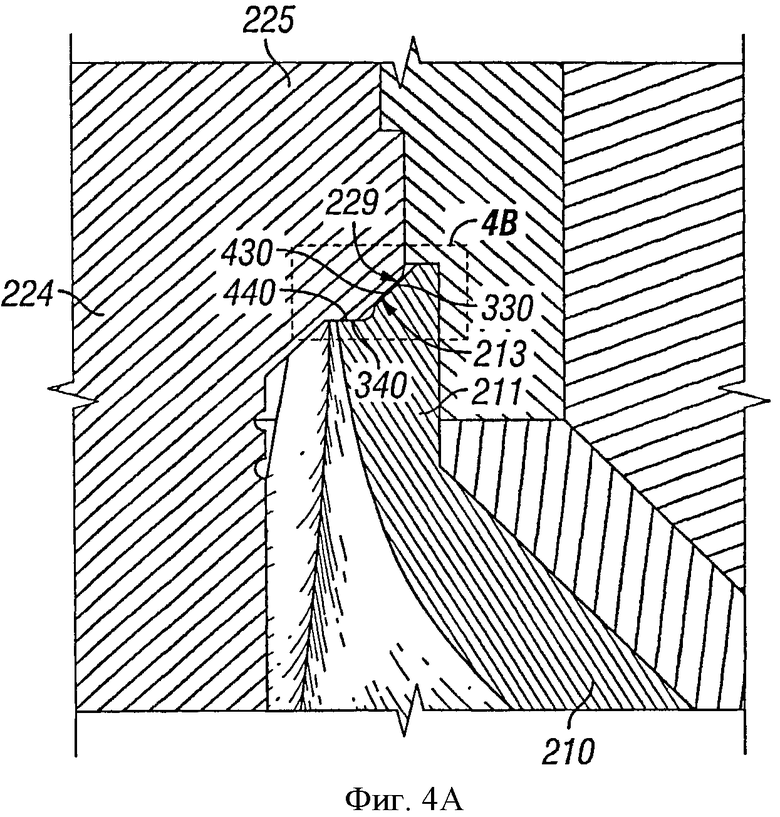
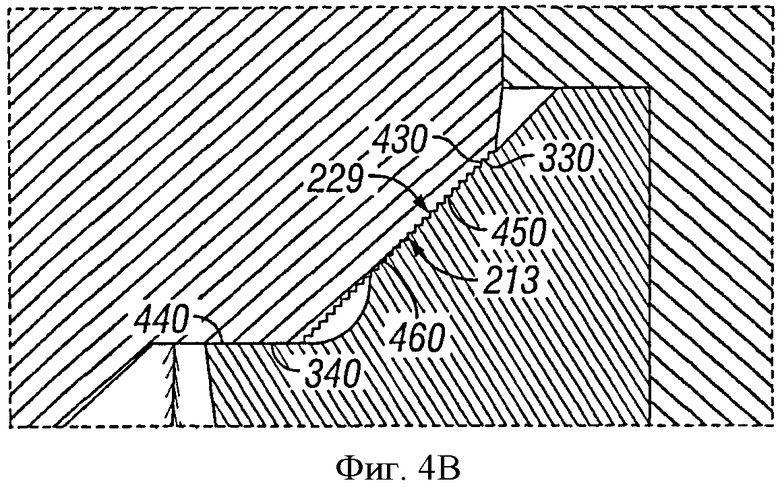
Фиг. 4А и 4В - вид в разрезе контактной поверхности между вставкой и формой по примерному варианту выполнения;
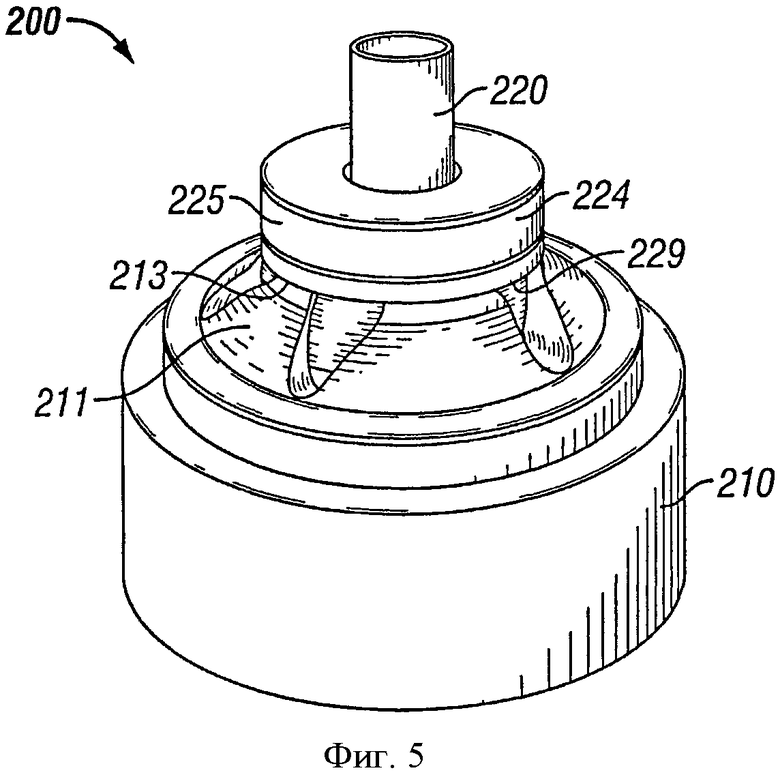
Фиг. 5 - перспективный вид участка узла литья инструмента для бурения скважин из Фиг. 2, который включает в себя форму, ножку, вставленную в нее, и вставку, соединенную с формой по примерному варианту выполнения;
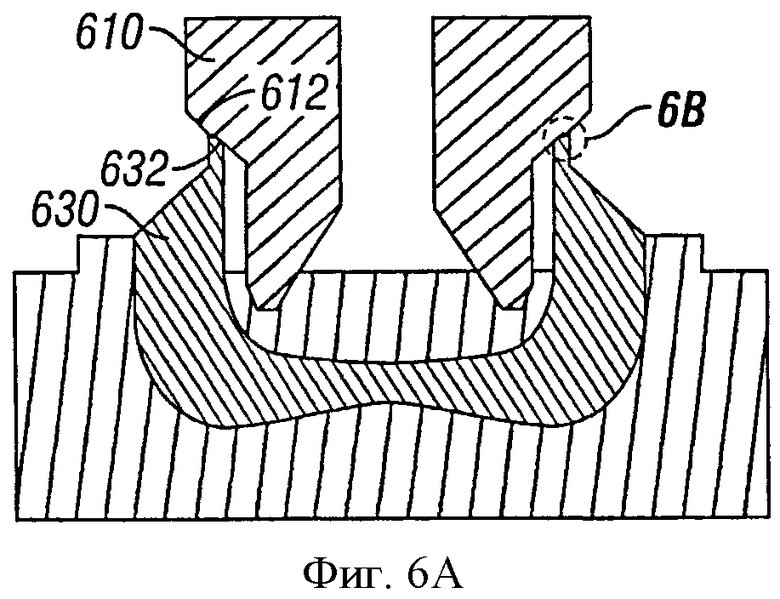
Фиг. 6А - вид в разрезе вставки, соединенной с формой по второму примерному варианту выполнения;
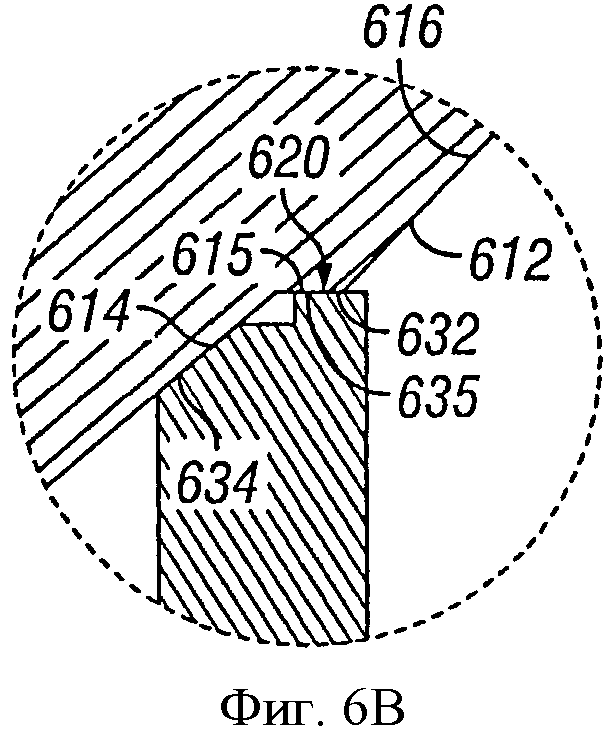
Фиг. 6В - вид в разрезе контактной поверхности, образованной между вставкой и формой из Фиг. 6А, когда вставка соединена с формой по второму примерному варианту выполнения;
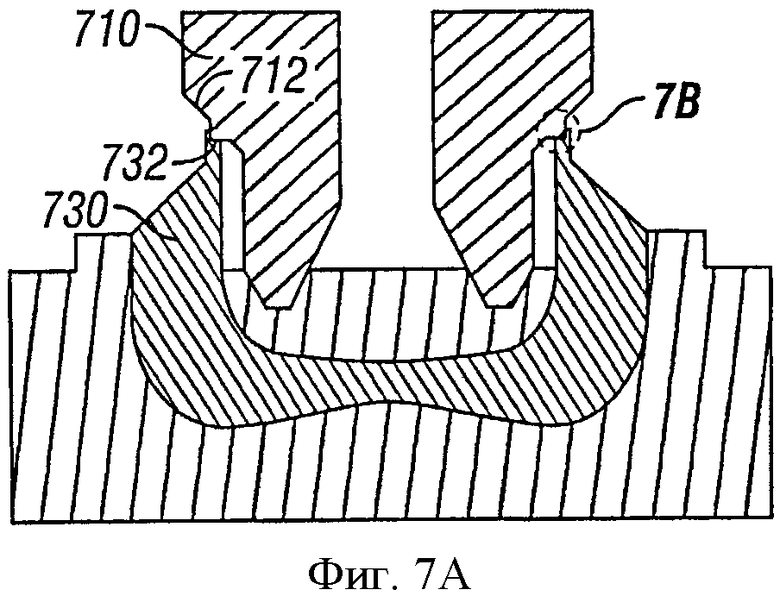
Фиг. 7А - вид в разрезе вставки, соединенной с формой по третьему примерному варианту выполнения;
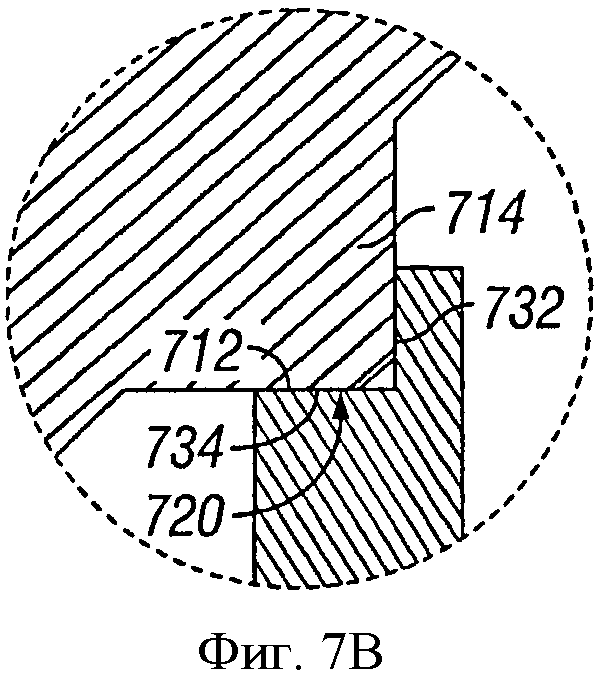
Фиг. 7В - вид в разрезе контактной поверхности, образованной между вставкой и формой из Фиг. 7А, когда вставка соединена с формой по третьему примерному варианту выполнения;
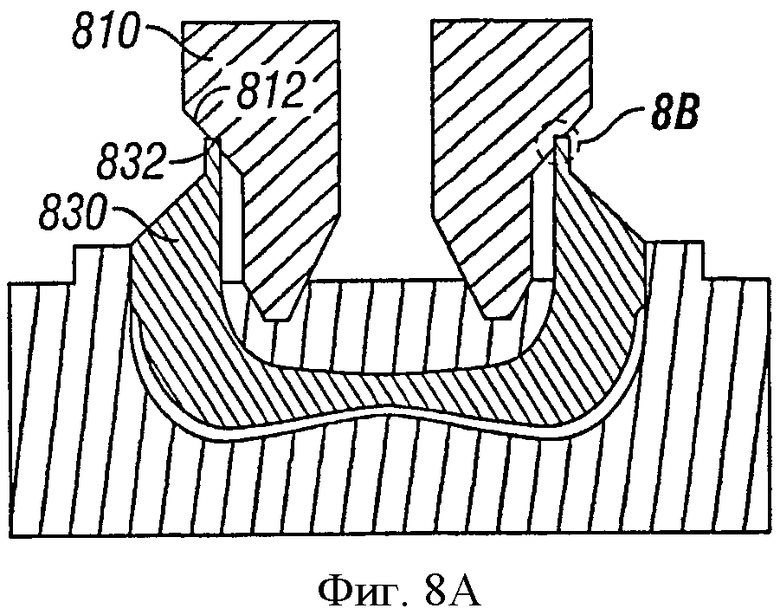
Фиг. 8А - вид в разрезе вставки, соединенной с формой по третьему примерному варианту выполнения; и
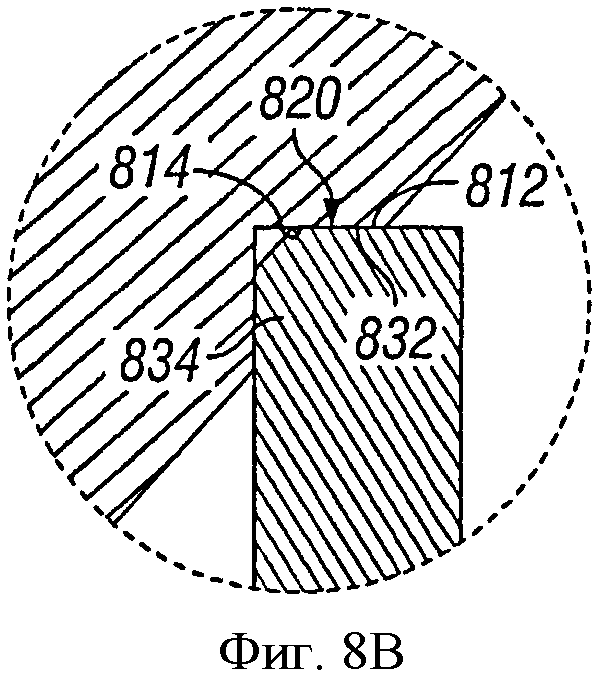
Фиг. 8В - вид в разрезе контактной поверхности, образованной между вставкой и формой из Фиг. 8А, когда вставка соединена с формой по третьему примерному варианту выполнения.
Осуществление изобретения
Настоящее изобретение относится, в общем, к инструменту для бурения скважин и способам изготовления таких изделий. В частности, это изобретение относится к инструменту с пропитанной матрицей, включая сюда, помимо прочего, буровые долота с матрицей, двухцентровые долота, бурильные головки, расширительные долота с матрицей и стабилизаторы, и к способам изготовления таких изделий. Несмотря на то что приведенное ниже описание относится к литью буровых долот, изобретение относится к любому буровому инструменту с пропитанной матрицей.
На Фиг. 2 показан вид в разрезе узла 200 литья инструмента для бурения скважин по примерному варианту выполнения. Узел 200 литья инструмента для бурения скважин включает в себя форму 210, ножку 220, один или несколько элементов 222 для образования сопел, вставку 224, воронку 240 и чашу 250 для связующего вещества. Узел 200 литья инструмента для бурения скважин используется для изготовления отливки (не показано) инструмента для бурения скважин, который представляет собой буровое долото по показанному примерному варианту выполнения.
Форма 210 изготавливается с внутренней поверхностью 212, получаемой с помощью прецизионной механической обработки, и образует объем 214 формы, расположенный во внутренней части формы 210. Внутренняя поверхность 212 окружает, по меньшей мере, участок объема 214 формы. Форма 210 изготавливается из песка, твердого угольного графита, керамики или любого другого материала или комбинации материалов, известных специалистам в этой области техники. Внутренняя поверхность 212, получаемая с помощью прецизионной механической обработки, имеет форму, которая является негативным отображением фактической формы готового долота. Внутренняя поверхность 212, получаемая с помощью прецизионной механической обработки, фрезеруется и полируется с целью образования соответствующих профилей готового долота. Например, один или несколько элементов 211 для образования боковых выемок, образованы как часть формы 210 и также образуют участок внутренней поверхности 212. Различные типы резцов (не показано), известных специалистам в этой области техники, устанавливаются вдоль мест расположения режущих краев долота, а также дополнительно устанавливаются вдоль калибрующей поверхности долота. Эти резцы могут быть установлены во время процесса изготовления долота или после изготовления долота с помощью пайки или других способов, известных специалистам в этой области техники.
После изготовления формы 210 элементы устанавливаются, по меньшей мере, частично, внутрь объема 214 формы 210. Элементы изготавливаются из глины, песка, графита, керамики или любого другого материала или сочетания материалов, известных специалистам в этой области техники. Эти элементы выключают в себя центральную ножку 220 и, по меньшей мере, один элемент 222 для образования сопел. Центральная ножка 220 устанавливается, по существу, внутри радиального центра формы 210 и удерживается на требуемом расстоянии от нижней части внутренней поверхности 212 формы. Элементы 222 для образования сопел расположены внутри формы 210 и продолжаются от центральной ножки 220 к нижней части внутренней поверхности 212 формы. Несмотря на то что на виде в разрезе по примерному варианту выполнения показано три элемента 222 для образования сопел, может быть установлено большее или меньшее количество элементов для образования сопел без отклонения от объема и сущности примерного варианта выполнения. Центральная ножка 220 и элементы 222 для образования сопел в дальнейшем удаляются из готовой отливки бурового долота согласно способам, известным специалистам в этой области техники, чтобы промывочная жидкость могла протекать по центру готового долота во время работы бурового долота.
Вставка 224 представляет собой цилиндрическую стальную литую оправку, которая устанавливается по центру, по меньшей мере, частично, в форме 210 и вокруг центральной ножки 220. Несмотря на то что некоторые примерные варианты выполнения включают в себя вставку 224, которая имеет цилиндрическую форму, эта вставка может иметь геометрическую или негеометрическую форму без отклонения от объема и сущности примерного варианта выполнения. Кроме того, несмотря на то что вставка 224 описывается как вставка, изготавливаемая из стали, вставка 224 может изготавливаться из других пригодных материалов, известных специалистам в этой области техники, по другим примерным вариантам выполнения. Вставка 224 включает в себя верхний участок 225, имеющий диаметр 226 верхнего участка, и нижний участок 227, имеющий диаметр 228 нижнего участка, который меньше диаметра 227 верхнего участка по некоторым примерным вариантам выполнения. Верхний участок 225 включает в себя нижний край 229, который соединяется с верхним краем 213 элементов для образования боковых выемок, что подробно описывается ниже.
После надлежащей установки в форму 210 элементов 220 и 222 и вставки 224 в эту форму 210 загружается порошок карбида вольфрама (не показано), так чтобы он заполнил участок объема 214 формы, а именно, вокруг нижнего участка вставки 224, между внутренними поверхностями вставки 224 и наружными поверхностями центральной ножки 220 и между элементами 222 для образования сопел. Поверх порошка карбида вольфрама в зону, расположенную как у зоны снаружи вставки 224, так и у зоны между вставкой 224 и центральной ножкой 220 загружается «плечевой» порошок (не показано). «Плечевой» порошок представляет собой порошок из вольфрама или любого другого материала, известного специалистам в этой области техники. Этот «плечевой» порошок служит для соединения отливки с вставкой 224 и поддается механической обработке. После загрузки в форму 210 порошка карбида вольфрама и «плечевого» порошка форма 210 подвергается воздействию вибрации для улучшения уплотнения порошка карбида вольфрама и «плечевого» порошка. Несмотря на то что форма 210 подвергается воздействию вибрации после загрузки порошка карбида вольфрама и «плечевого» порошка в форму 210, вибрация формы 210 может выполняться как промежуточный этап перед загрузкой «плечевого» порошка поверх порошка карбида вольфрама. Как вариант, вибрация формы 210 может выполняться как промежуточный этап перед загрузкой «плечевого» порошка поверх порошка карбида вольфрама, а также после загрузки «плечевого» порошка поверх порошка карбида вольфрама.
Воронка 240 представляет собой графитовый цилиндр, который образует объем 244 воронки. Объем 244 воронки функционально соединен с объемом 214 формы. Несмотря на то что некоторые примерные варианты выполнения включают в себя воронку 240, которая имеет цилиндрическую форму, воронка 240 может иметь геометрическую или негеометрическую форму без отклонения от объема и сущности примерного варианта выполнения. Воронка 240 соединена с верхним участком формы 210. У внутреннего нижнего края воронки 240 образована выемка 242, которая облегчает соединение воронки 240 с верхним участком формы 210. Несмотря на то что для соединения воронки 240 с формой 210 предлагается один примерный способ, могут быть использованы другие способы, известные специалистам в этой области техники, без отклонения от объема и сущности примерных вариантов выполнения. По примерному варианту выполнения внутренний диаметр формы 210 аналогичен внутреннему диаметру воронки 240, если воронка 240 и форма 210 соединены между собой; однако эти диаметры могут отличаться без отклонения от объема и сущности примерного варианта выполнения. Несмотря на то что воронка 240 и форма 210 описываются как раздельные компоненты, по некоторым вариантам выполнения воронка 240 и форма 210 образованы как отдельный компонент без отклонения от объема и сущности примерного варианта выполнения.
Чаша 250 для связующего вещества представляет собой цилиндр, имеющий основание 256 с одним или несколькими отверстиями 258, которые расположены на основании 256 и продолжаются через основание 256. Несмотря на то что некоторые примерные варианты выполнения включают в себя чашу для связующего вещества, которая имеет цилиндрическую форму, эта чаша 250 для связующего вещества может иметь геометрическую или негеометрическую форму без отклонения от объема и сущности примерного варианта выполнения. Чаша 250 для связующего вещества также образует объем 254 чаши для связующего вещества с целью удерживания связующего материала (не показано). Объем 254 чаши для связующего вещества функционально связан с объемом 244 воронки. Чаша 250 для связующего вещества соединена с верхним участком воронки 240 с помощью выемки 252, которая образована у наружного нижнего края чаши 250 для связующего вещества. Выемка 252 облегчает соединение чаши 250 для связующего вещества с верхним участком воронки 240. Несмотря на то что для соединения чаши 250 для связующего вещества с воронкой 240 предлагается один примерный способ, могут быть использованы другие способы, известные специалистам в этой области техники, без отклонения от объема и сущности примерных вариантов выполнения. После сборки узла 200 литья инструмента для бурения скважин в объем 254 чаши для связующего вещества загружается заданное количество связующего материала (не показано), определяемое специалистами в этой области техники. Связующий материал представляет собой медный сплав или какой-либо другой связующий материал, известный специалистам в этой области техники.
Узел 200 литья инструмента для бурения скважин помещается в печь (не показано). Связующий материал расплавляется и втекает в порошок карбида вольфрама через отверстия 258 чаши 250 для связующего вещества. После того как связующий материал полностью пропитает порошок карбида вольфрама, узел 200 литья инструмента для бурения скважин извлекается из печи и подвергается регулируемому охлаждению. Форма 210 отделяется от отливки. Затем отливка подвергается окончательной обработке на этапах, известных специалистам в этой области техники, включая сюда добавление резьбового соединения (не показано), соединяемого с верхним участком вставки 224.
На Фиг. 3 показан перспективный вид участка узла 200 литья инструмента для бурения скважин из Фиг. 2, который включает в себя форму 210 и ножку 220, вставленную в нее по примерному варианту выполнения. Форма 210 включает в себя пять элементов 211 для образования боковых выемок, которые являются неотъемлемой частью формы 210. Несмотря на то что в этом примерном варианте выполнения показана форма 210, имеющая пять элементов 211 для образования боковых выемок, может быть предусмотрено большее или меньшее количество элементов для образования выемок без отклонения от объема и сущности примерного варианта выполнения. Кроме того, несмотря на то, что элементы 211 для образования боковых выемок являются неотъемлемой частью формы 210, один или несколько элементов 211 для образования боковых выемок образованы отдельно от формы 210 и затем присоединены к форме 210. Каждый из элементов 211 для образования боковых выемок включает в себя верхний край 213.
Верхний край 213 включает в себя конусную поверхность 330 верхнего края и плоскую поверхность 340 верхнего края по некоторым примерным вариантам выполнения. Плоская поверхность 340 верхнего края продолжается от нижнего края конусной поверхности 330 верхнего края по направлению к ножке 220. Плоская поверхность 340 верхнего края ориентирована, по существу, горизонтально, однако, плоская поверхность 340 верхнего края может быть ориентирована под углом без отклонения от объема и сущности примерного варианта выполнения. Конусная поверхность 330 верхнего края продолжается от наружного края плоской поверхности 340 верхнего края в направлении от ножки 220. Конусная поверхность 330 верхнего края ориентирована под углом сорок пять градусов к горизонтали, однако, могут использоваться другие углы в диапазоне от пяти градусов до восьмидесяти пяти градусов без отклонения от объема и сущности примерного варианта выполнения. Таким образом, верхний край 213 имеет форму тупого угла по некоторым примерным вариантам выполнения. Как указано выше, верхний край 213 предназначен для соединения с нижним краем 229 вставки (Фиг. 2). Несмотря на то что была описана одна конфигурация верхнего края 213, могут быть использованы другие конфигурации, при условии, что другие конфигурации предназначены для соединения с нижним краем 229 вставки (Фиг. 2). Например, верхний край 213 может иметь одну или несколько вершин и углублений, например, рифление, при условии, что нижний край 229 вставки (Фиг. 2) также имеет соответствующие вершины и углубления, которые соединяются с вершинами и углублениями верхнего края 213.
Элемент 211 для образования боковых выемок также включает в себя, в общем, канавку 312, фрезерованную в осевом направлении на внутренней поверхности, которая служит для создания механизма сброса давления с целью значительного уменьшения или устранения проблем трещинообразования, связанных с процессом литья. Канавка 312 проходит, по меньшей мере, по участку полной осевой длины фрезерованного элемента 211 для образования боковых выемок. Например, канавка 312 проходит по участку полной осевой длины фрезерованного элемента 211 для образования боковых выемок, в котором канавка 312 не продолжается до верхнего края фрезерованного элемента 211 для образования боковых выемок. Как альтернатива, по некоторым примерным вариантам выполнения канавка 312 проходит по всей осевой длине фрезерованного элемента 211 для образования боковых выемок. Канавка 312 может иметь множество контуров, что описано в заявке США номер 12/947,090, озаглавленной «Компенсационные канавки для компенсации объемного расширения во время пропитывания бурового долота с матрицей», полное содержание которой включено сюда с помощью ссылки.
В некоторых примерных вариантах выполнения канавка 312 заполняется материалом 314, поглощающим давление, с целью восстановления требуемой формы элемента 211 для образования боковых выемок. Материал 314, поглощающий давление, содействует канавке в поглощении давления, возникающего в результате объемного расширения во время процесса пропитывания. В примерном варианте выполнения материал 314, поглощающий давление, является глиной, однако, могут использоваться другие материалы, поглощающие давление, которые известны специалистам в этой области техники и имеют преимущества по настоящему изобретению, без отклонения от объема и сущности примерного варианта выполнения.
После того как отливка была охлаждена и отделена от формы 210, на матрице остается едва заметный выступ в том месте, где матрица была вдавлена в материал 314, поглощающий давление, во время пропитывания. Этот выступ сошлифовывается для получения равномерной поверхности в боковой выемке отливки в некоторых примерных вариантах выполнения. Несмотря на то что канавка 312 показана на внутреннем диаметре 11 элементов 211 для образования боковых выемок, на практике альтернативные примерные варианты выполнения включают в себя канавку или канавки 312, расположенные вдоль любой осевой внутренней поверхности формы 210. Кроме того, несмотря на то что некоторые примерные варианты выполнения имеют элемент 211 для образования боковых выемок, который включает в себя, в общем, канавку 312, фрезерованную в осевом направлении на внутренней поверхности, некоторые примерные варианты выполнения имеют элемент 211 для образования боковых выемок, в общем, без канавки 312, фрезерованной в осевом направлении на внутренней поверхности.
На Фиг. 4А и 4В показан вид в разрезе контактной поверхности 460 между вставкой 224 и формой 210 по примерному варианту выполнения. Как указано выше, верхний край 213 элемента 211 для образования боковых выемок включает в себя конусную поверхность 330 верхнего края и плоскую поверхность 340 верхнего края. Плоская поверхность 340 верхнего края облегчает позиционирование вставки 224 на требуемой вертикальной высоте, в то время как конусная поверхность 330 верхнего края облегчает надлежащее выравнивание вставки 224 в форме 210.
Аналогично, нижний край 229 верхнего участка 225 вставки включает в себя конусную поверхность 430 нижнего края и плоскую поверхность 440 нижнего края. Плоская поверхность 440 нижнего края продолжается от нижнего края конусной поверхности 430 нижнего края по направлению к внутренней стороне вставки 224. Плоская поверхность 440 нижнего края, по существу, ориентирована горизонтально, однако, плоская поверхность 440 нижнего края может быть ориентирована под углом без отклонения от объема и сущности примерного варианта выполнения. Конусная поверхность 430 нижнего края продолжается от наружного участка плоской поверхности 440 нижнего края по направлению к наружной стороне вставки 224. Конусная поверхность 430 нижнего края ориентирована под углом сорок пять градусов к горизонтали, однако, могут использоваться другие углы в диапазоне от пяти градусов до восьмидесяти пяти градусов без отклонения от объема и сущности примерного варианта выполнения. Как указано выше, нижний край 229 предназначен для соединения с верхним краем 213 элемента для образования боковых выемок. Несмотря на то что была описана одна конфигурация нижнего края 229, могут быть использованы другие конфигурации, при условии, что другие конфигурации предназначены для соединения с верхним краем 213 элемента для образования боковых выемок. Например, нижний край 229 может иметь одну или несколько вершин и углублений, например, рифление, при условии, что верхний край 213 элемента для образования боковых выемок также имеет соответствующие вершины и углубления, которые соединяются с вершинами и углублениями нижнего края 229. Рифление обеспечивает сопротивление соединению между вставкой 224 и формой 210 во избежание соскальзывания вставки 224. Как показано на Фиг. 4В, на контактной поверхности 460 между верхним краем 213 и нижним краем 229 образован один или несколько зазоров 450. Однако в альтернативных примерных вариантах выполнения контактная поверхность 460 является в общем гладкой. Несмотря на то что как нижний край 229, так и верхний край 213 образованы двумя поверхностями, образующими тупой угол, по другим примерным вариантам выполнения одна или несколько поверхностей могут быть образованы с помощью меньшего или большего количества поверхностей. Например, верхний край 213 может быть образован одной поверхностью, и нижний край 229 может быть образован сопряженной поверхностью, так чтобы наружные участки как верхнего края 213, так и нижнего края 229 могли быть выровнены для обеспечения надлежащей ориентации вставки 224.
На Фиг. 5 показан перспективный вид участка узла 200 литья инструмента для бурения скважин из Фиг. 2, который включает в себя форму 210, ножку 220, вставленную в нее, и вставку 224, соединенную с формой 210 по примерному варианту выполнения. Со ссылкой на Фиг. 5, форма 210 включает в себя один или несколько элементов 211 для образования боковых выемок, имеющих верхний край 213. Кроме того, вставка 224 включает в себя верхний участок 225, имеющий нижний край 229. Как видно на Фиг. 5, участки нижнего края 229 соединены с верхними краями 213 одного или нескольких элементов 211 для образования боковых выемок, что обеспечивает надлежащую ориентацию вставки 224 в форме 210 с высокой повторяемостью.
На Фиг. 6А показан вид в разрезе вставки 610, соединенной с формой 630 по второму примерному варианту выполнения. На Фиг. 6В показан вид в разрезе контактной поверхности 620, образованной между вставкой 610 и формой 630 из Фиг. 6А, когда вставка 610 соединена с формой 630 по второму примерному варианту выполнения. Со ссылкой на Фиг. 6А и 6В, вставка 610 аналогична вставке 224 (Фиг. 2), за исключением того, что профиль нижнего края 612 вставки отличается от профиля нижнего края 229 (Фиг. 2). Аналогично, форма 630 подобна форме 210 (Фиг. 2) за исключением того, что профиль верхнего края 632 формы отличается от профиля верхнего края 213 формы (Фиг. 2). Контактная поверхность 620 образована вдоль участка длины нижнего края 612 вставки и, согласно некоторым примерным вариантам выполнения, между противоположными концами нижнего края 612 вставки. Нижний край 612 не является плоским и включает в себя, по меньшей мере, первую поверхность 614, вторую поверхность 615 и третью поверхность 616. Первая поверхность 614 лежит в плоскости, которая, по существу, параллельна плоскости, в которой лежит третья поверхность 616, однако, в других примерных вариантах выполнения первая плоскость 614 лежит в плоскости, которая не параллельна плоскости, в которой лежит третья поверхность 616. Вторая плоскость 615 соединена у одного конца с верхним участком первой поверхности 614 и у другого конца с нижним участком третьей поверхности 616. Верхний край 632 не является плоским и включает в себя первую поверхность 634 и вторую поверхность 635. Вторая поверхность 635 соединена у первого конца с первой поверхностью 634. Первая поверхность 634 верхнего края ориентирована аналогично ориентации первой поверхности 614 нижнего края. Аналогично, вторая поверхность 635 верхнего края ориентирована аналогично ориентации второй поверхности 634 нижнего края. Таким образом, когда вставка 610 соединяется с формой 630, первая поверхность 614 вставки сопрягается с первой поверхностью 634 формы, и вторая поверхность 615 вставки сопрягается со второй поверхностью 635 формы. Это соединение обеспечивает надлежащую горизонтальную и вертикальную ориентацию вставки 610 в форме 630. Другие отличительные характеристики, описанные выше, такие как рифление, могут быть предусмотрены на одной или нескольких поверхностях на любом из краев, к которым относятся верхний край 632 и нижний край 612, или на обоих этих краях.
На Фиг. 7А показан вид в разрезе вставки 710, соединенной с формой 730 по третьему примерному варианту выполнения. На Фиг. 7В показан вид в разрезе контактной поверхности 720, образованной между вставкой 710 и формой 730 из Фиг. 7А, когда вставка 710 соединена с формой 730 по третьему примерному варианту выполнения. Со ссылкой на Фиг. 7А и 7В, вставка 710 аналогична вставке 224 (Фиг. 2), за исключением того, что профиль нижнего края 712 вставки отличается от профиля нижнего края 229 (Фиг. 2). Аналогично, форма 730 подобна форме 210 (Фиг. 2) за исключением того, что профиль верхнего края 732 формы отличается от профиля верхнего края 213 формы (Фиг. 2). Контактная поверхность 720 образована вдоль участка длины нижнего края 712 вставки и, согласно некоторым примерным вариантам выполнения, между противоположными концами нижнего края 712 вставки. Нижний край 712 не является плоским и образован выступом 714, продолжающимся наружу от оставшегося поверхности нижнего края 712. Верхний край 732 не является плоским и образован ответной выемкой 734, продолжающейся внутрь от оставшейся поверхности верхнего края 732. Выступ 714 и ответная выемка 734 сконфигурированы таким образом, что они сопрягаются друг с другом. Таким образом, когда вставка 710 соединяется с формой 730, выступ 714 вставки вставляется в ответную выемку 734 формы и сопрягается с ней. Это соединение обеспечивает надлежащую горизонтальную и вертикальную ориентацию вставки 710 в форме 730. Другие отличительные характеристики, описанные выше, такие как рифление, могут быть предусмотрены на одной или нескольких поверхностях на любом из краев, к которым относятся верхний край 732 и нижний край 712, или на обоих этих краях.
На Фиг. 8А показан вид в разрезе вставки 810, соединенной с формой 830 по третьему примерному варианту выполнения. На Фиг. 8В показан вид в разрезе контактной поверхности 820, образованной между вставкой 710 и формой 730 из Фиг. 7А, когда вставка 810 соединена с формой 830 по третьему примерному варианту выполнения. Со ссылкой на Фиг. 8А и 8В, вставка 810 аналогична вставке 224 (Фиг. 2), за исключением того, что профиль нижнего края 812 вставки отличается от профиля нижнего края 229 (Фиг. 2). Аналогично, форма 830 подобна форме 210 (Фиг. 2) за исключением того, что профиль верхнего края 832 формы отличается от профиля верхнего края 213 формы (Фиг. 2). Контактная поверхность 820 образована вдоль участка длины нижнего края 812 вставки и, согласно некоторым примерным вариантам выполнения, между противоположными концами нижнего края 812 вставки. Нижний край 812 не является плоским и образован выемкой 814, продолжающейся внутрь от оставшегося поверхности нижнего края 812. Верхний край 832 не является плоским и образован ответным выступом 834, продолжающимся наружу от оставшейся поверхности верхнего края 832. Ответный выступ 834 и выемка 814 сконфигурированы таким образом, что они сопрягаются друг с другом. Таким образом, когда вставка 810 соединяется с формой 830, выступ 834 формы вставляется в выемку 814 вставки и сопрягается с ней. Это соединение обеспечивает надлежащую горизонтальную и вертикальную ориентацию вставки 810 в форме 830. Другие отличительные характеристики, описанные выше, такие как рифление, могут быть предусмотрены на одной или нескольких поверхностях на любом из краев, к которым относятся верхний край 832 и нижний край 812, или на обоих этих краях. Несмотря на то что был приведено несколько примеров надлежащей ориентации вставки 810 в форме 830, другие примеры, которые не были представлены в явной форме, также соответствуют объему и сущности примерных вариантов выполнений.
Таким образом, согласно примерным вариантам выполнения усовершенствовано позиционирование и выравнивание вставки 224, 610, 710, 810 в форме 210, 630, 730, 830. Кроме того, отсутствует инструмент, используемый для выполнения такого позиционирования и выравнивания вставки 224, 610, 710, 810, и, таким образом, отпадает необходимость в регулировании инструмента. Кроме того, заполнение матрицы становится более простым, поскольку отсутствует инструмент, препятствующей работе оператора. К тому же уменьшается время выполнения, необходимое для изготовления отливки, поскольку исключаются процесс, требующий большого расхода времени на использование инструмента для позиционирования высоты и выравнивания вставки в форме 210, 630, 730, 830.
Несмотря на то что изобретение было описано со ссылкой на конкретные варианты выполнения, это не означает, что приведенные описания должны истолковываться в ограничительном смысле. Специалистам в этой области техники будут понятны различные модификации описанных вариантов выполнения, а также альтернативные варианты выполнения со ссылкой на описание изобретения. Специалистам в этой области техники должно быть понятно, что концепция и описанные конкретные варианты выполнения можно легко использовать в качестве основы для модификации и разработки других конструкций с целью выполнения таких же задач по изобретению. Специалистам в этой области техники должно быть понятно, что такие эквивалентные конструкции не отклоняются от сущности и объема изобретения, как указано в приложенной формуле изобретения. Таким образом, предполагается, что формула изобретения распространяется на любые такие модификации или варианты выполнения, которые соответствуют объему изобретения.
Изобретение может быть использовано в нефтепромысловой промышленности. Узел для литья инструмента для бурения скважин содержит форму 210 и вставку 224, соединенную с формой. Форма включает в себя внутреннюю поверхность 212, определяющую полость 214 формы, и один или несколько элементов 222 для образования боковых выемок в отливке, соответствующих соплам инструмента. Элемент 222 имеет верхний край. Вставка 224 имеет верхний участок 225, нижний участок 227 и нижний край 229, соединяющийся с верхним краем 213 элемента 222. Участок нижнего края, который соединяется с участком верхнего края, взаимосвязан с ним по форме, что обеспечивает позиционирование заготовки в полости с высокой точностью. 3 н. и 21 з.п. ф-лы, 8 ил.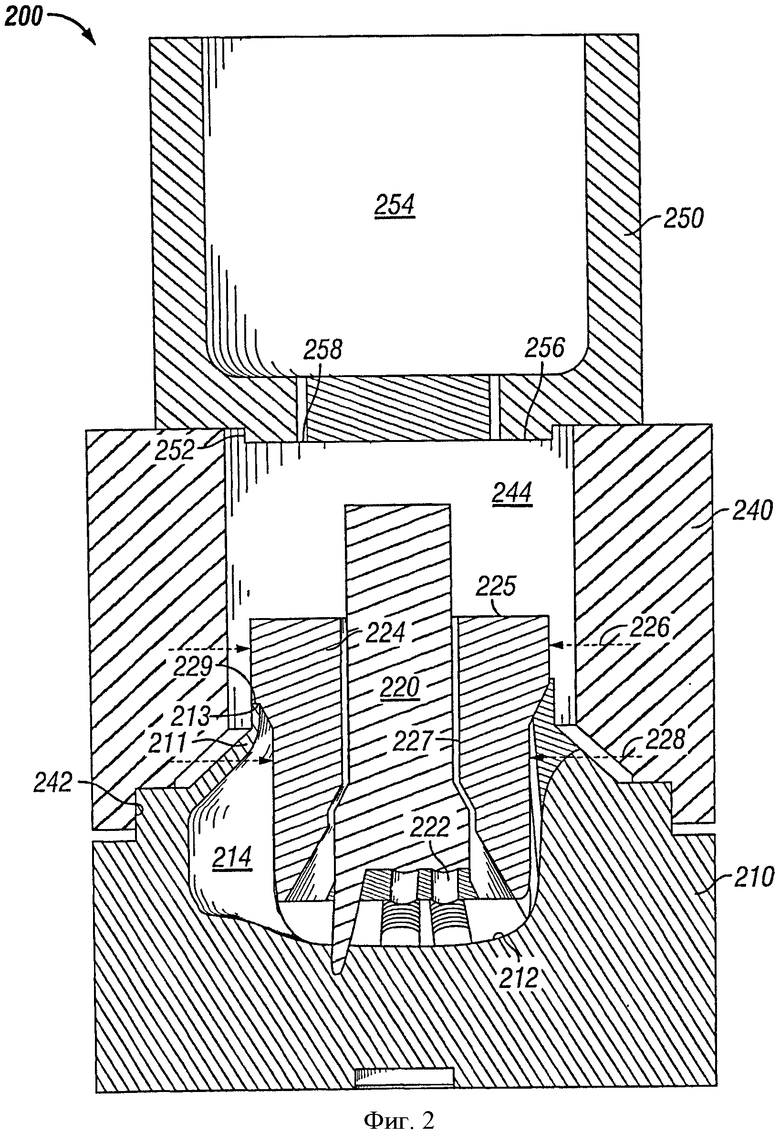
1. Узел для литья инструмента для бурения скважин, содержащий:
форму, имеющую внутреннюю поверхность, окружающую образованную в ней полость, и один или несколько элементов для образования боковых выемок в отливке, при этом элемент для образования боковых выемок образует участок внутренней поверхности и содержит верхний край;
вставку, состоящую из верхнего участка, имеющего нижний край, и нижнего участка, при этом диаметр верхнего участка больше диаметра нижнего участка,
по меньшей мере, участок верхнего края элемента соединен, по меньшей мере, с участком нижнего края верхнего участка вставки с образованием контактной поверхности, облегчающей позиционирование, по меньшей мере, участка вставки в форме.
2. Узел по п. 1, в котором верхний край элемента содержит конусную поверхность и плоскую поверхность, продолжающуюся внутрь от края конусной поверхности верхнего края к внутренней части формы, при этом конусная поверхность верхнего края и плоская поверхность верхнего края образуют тупой угол.
3. Узел по п. 2, в котором нижний край верхнего участка вставки содержит конусную поверхность и плоскую поверхность, продолжающуюся внутрь от края конусной поверхности нижнего края к внутренней части вставки, при этом конусная поверхность нижнего края и плоская поверхность нижнего края образуют тупой угол, и нижний край взаимосвязан по форме с верхним краем.
4. Узел по п. 1, в котором, по меньшей мере, участок, по меньшей мере, верхнего края или нижнего края содержит рифление.
5. Узел по п. 1, в котором, по меньшей мере, участок, по меньшей мере, верхнего края и нижнего края является гладким.
6. Узел по п. 1, в котором участок нижнего края содержит выступ, участок верхнего края содержит ответную выемку, и выступ вставлен в ответную выемку с обеспечением облегчения позиционирования, по меньшей мере, участка вставки внутри формы.
7. Узел по п. 6, в котором, по меньшей мере, поверхность выступа или ответной выемки содержит рифление.
8. Узел по п. 1, в котором участок верхнего края содержит выступ, участок нижнего края содержит ответную выемку, и выступ вставлен в ответную выемку с обеспечением облегчения позиционирования, по меньшей мере, участка вставки внутри формы.
9. Узел по п. 8, в котором, по меньшей мере, поверхность выступа или ответной выемки содержит рифление.
10. Узел по п. 1, содержащий по меньшей мере одну канавку, образованную вдоль внутренней поверхности формы.
11. Узел по п. 10, в котором по меньшей мере одна канавка заполнена материалом, поглощающим давление.
12. Узел по п. 11, в котором материал, поглощающий давление, содержит глину.
13. Узел по п. 1, в котором один или несколько элементов для образования боковых выемок содержат первый конец и второй конец, при этом элемент для образования боковых выемок, в общем, ориентирован в осевом направлении, имеет по меньшей мере одну канавку, выполненную на внутренней поверхности элемента для образования боковых выемок, и внутренняя поверхность элемента для образования боковых выемок обращена к полости.
14. Узел по п. 13, в котором по меньшей мере одна канавка выполнена в продольном направлении от первого конца ко второму концу элемента.
15. Узел по п. 13, в котором по меньшей мере одна канавка продолжается на участке на расстояние между первым концом и вторым концом.
16. Узел для литья инструмента для бурения скважин, содержащий:
форму, имеющую внутреннюю поверхность, окружающую образованную в ней полость, и один или несколько элементов для образования боковых выемок в отливке, при этом элементы для образования боковых выемок размещены радиально относительно внутренней поверхности формы, и элемент для образования боковых выемок образует участок внутренней поверхности и содержит верхний край с плоской поверхностью и конусной поверхностью;
вставку, состоящую из верхнего участка и нижнего участка, при этом диаметр верхнего участка больше диаметра нижнего участка, и верхний участок содержит нижний край с плоской поверхностью и конусной поверхностью,
при этом, по меньшей мере, участок плоской поверхности верхнего края и конусная поверхность верхнего края соединены, по меньшей мере, с плоской поверхностью нижнего края и конусной поверхностью нижнего края с обеспечением позиционирования, по меньшей мере, участка вставки в полости.
17. Узел по п. 16, в котором конусная поверхность верхнего края и плоская поверхность верхнего края продолжаются внутрь от края конусной поверхности верхнего края к внутренней части формы, при этом конусная поверхность верхнего края и плоская поверхность верхнего края образуют тупой угол.
18. Узел по п. 17, в котором конусная поверхность нижнего края и плоская поверхность нижнего края выполнены продолжающимися внутрь от края конусной поверхности нижнего края к внутренней части вставки, при этом конусная поверхность нижнего края и плоская поверхность нижнего края образуют тупой угол, и нижний край взаимосвязан по форме с верхним краем.
19. Узел по п. 16, в котором участок нижнего края содержит выступ, а участок верхнего края содержит ответную выемку, причем выступ вставлен в ответную выемку с обеспечением облегчения позиционирования, по меньшей мере, участка вставки внутри формы.
20. Узел по п. 16, в котором участок верхнего края содержит выступ, а участок нижнего края содержит ответную выемку, причем выступ вставлен в ответную выемку с обеспечением облегчения позиционирования, по меньшей мере, участка вставки внутри формы.
21. Способ сборки узла для литья инструмента для бурения скважин, включающий:
обеспечение формы, имеющей внутреннюю поверхность, окружающую образованную в ней полость, и один или несколько элементов для образования боковых выемок в отливке, при этом элемент для образования боковых выемок образует участок внутренней поверхности и содержит верхний край;
обеспечение вставки, содержащей верхний участок и нижний участок, при этом диаметр верхнего участка больше диаметра нижнего участка, а верхний участок содержит нижний край, продолжающийся от участка верхнего участка до участка нижнего участка;
и соединение, по меньшей мере, участка нижнего края, по меньшей мере, с участком одного или нескольких верхних краев,
при этом, по меньшей мере, участок вставки позиционируют в полости.
22. Способ по п. 21, при котором обеспечивают форму, в которой верхний край элемента содержит конусную поверхность и плоскую поверхность, продолжающуюся внутрь от края конусной поверхности верхнего края к внутренней части формы, при этом конусная поверхность верхнего края и плоская поверхность верхнего края образуют тупой угол, а этап обеспечения вставки включает обеспечение вставки, в которой нижний край содержит конусную поверхность и плоскую поверхность, продолжающуюся внутрь от края конусной поверхности нижнего края к внутренней части вставки, при этом конусная поверхность нижнего края и плоская поверхность нижнего края образуют тупой угол, и нижний край взаимосвязан по форме с верхним краем.
23. Способ по п. 21, при котором обеспечивают вставку, в которой участок нижнего края содержит выступ, обеспечивают форму с участком верхнего края, содержащим ответную выемку, и выступ вставляют в ответную выемку с обеспечением облегчения позиционирования, по меньшей мере, участка вставки внутри формы.
24. Способ по п. 21, при котором обеспечивают форму с участком верхнего края, содержащим выступ, и обеспечивают вставку с участком нижнего края, содержащим ответную выемку, и выступ вставляется в ответную выемку с обеспечением облегчения позиционирования, по меньшей мере, участка вставки внутри формы.
| US 3757878A, 11.09.1973 | |||
| US 20020096306A1, 25.07.2002 | |||
| WO 20080911793A2, 31.07.2008 | |||
| Способ изготовления инструмента | 1986 |
|
SU1437140A1 |

