Ссылки на родственные заявки
Настоящая заявка претендует на приоритет заявки US 12/347424 "Методы инфильтрации для формования буровых долот" (Timothy P. Uno, Marc W. Bird, Curtis A. Proske и Lester Durpe), поданной 31 декабря 2008 г., полностью включенной в настоящее описание посредством ссылки.
Область техники
Настоящее изобретение относится к процессу пропитки (инфильтрации) и, в частности, процессу пропитки для формования долот для бурения земных пород.
Уровень техники
Долота для бурения земных пород часто используются для создания скважин в земной коре в поисках природных ресурсов, например нефти, газа, геотермальных ресурсов и воды. Формирование таких скважин может быть выполнено с использованием буровых долот различных типов, включая, например, долота роторного бурения или буровые долота с фиксированными резцами. Существующие буровые долота с фиксированными резцами могут представлять собой устройства сложной конструкции, включающей расположение определенным образом режущих элементов на внешней поверхности бурового долота, ориентацию и конструкцию лопастей и каналов для бурового раствора, проходящих сквозь долото для подачи бурового раствора от бурового оборудования на поверхности по бурильной трубе, прикрепленной к буровому долоту. Кроме того, буровое долото обычно выполняется из комбинации материалов с тем, чтобы обеспечить необходимые технические характеристики в жестких условиях буровых работ.
Для формирования одного или более компонентов таких буровых долот использовались самые разные процессы, включая процессы спекания, горячего прессования и пропитки. Спекание представляет собой процесс скрепления соседних частиц металлического порошка при нагревании подготовленной смеси, вызывающем химические и (или) физические изменения в материалах, используемых для формования компонентов. В частности, спекание включает введение смеси тугоплавкого соединения и связующего материала в пресс-форму и нагревание до соединения двух материалов за счет диффузионного склеивания или механизмов переноса материала в жидкой фазе. В горячем прессовании могут использоваться более низкие, по сравнению со спеканием, температуры формования и высокие давления для формирования или соединения компонентов для формирования буровых долот. Буровые долота также могут быть сформированы процессом пропитки, в котором порошковый матричный материал пропитывается при высокой температуре расплавленным связующим материалом благодаря эффекту капиллярности и действию сил тяготения. В таких процессах, связующий материал может иметь низкую температуру плавления по сравнению со связующими материалами, используемыми в спекании, и поэтому процесс может проходить при температурах более низких, чем температуры спекания. Однако процесс пропитки может занимать много времени и сопровождаться рядом других проблем, что в итоге приводит к неудовлетворительному формованию бурового долота.
Раскрытие изобретения
В соответствии с первой особенностью, способ формования изделия путем пропитки включает подготовку рабочей литейной формы, включающей твердый связующий элемент из связующего материала и слой порошкового матричного материала внутри литейной полости рабочей литейной формы. Способ также включает нагревание рабочей литейной формы для формирования прохода из расплавленного связующего материала из твердого элемента из связующего материала для пропитывания слоя порошкового матричного материала.
Способ формования изделия путем пропитки включает подготовку рабочей литейной формы, имеющей литейную полость для формования в ней изделия, причем литейная полость имеет высоту (hmv) литейной полости между нижней поверхностью и верхней поверхностью. Рабочая литейная форма также включает канал для текучей среды, сообщающийся с нижней половиной рабочей литейной формы. Способ также включает размещение слоя порошкового матричного материала внутри литейной полости рабочей литейной формы, и нагревание рабочей литейной формы, и пропитывание нижней части слоя порошкового матричного материала расплавленным связующим материалом, вытекающим из канала в литейную полость.
Согласно другой особенности, способ формования изделия путем пропитки включает размещение слоя порошкового матричного материала внутри литейной полости рабочей литейной формы, и нагревание рабочей литейной формы, и формирование прохода из расплавленного связующего материала, проходящего сквозь часть слоя порошкового матричного материала и внутри рабочей литейной формы в литейную полость, для пропитки порошкового матричного материала. Средний диаметр прохода из расплавленного связующего материала существенно больше средней межзерновой пористости порошкового матричного материала.
В соответствии с другой особенностью, способ формования изделия путем пропитки включает подготовку твердого элемента из связующего материала, включающего связующий материал, внутри рабочей литейной формы, и размещение слоя порошкового матричного материала внутри рабочей литейной формы, при этом твердый элемент из связующего материала проходит сквозь часть слоя порошкового матричного материала. Способ также включает размещение слоя порошкового связующего материала поверх порошкового матричного материала и нагревание рабочей литейной формы для формирования расплавленного связующего материала и, благодаря этому, одновременной пропитки верхней области слоя порошкового матричного материала и нижней области слоя порошкового матричного материала при формировании расплавленного связующего материала, причем пропитывание нижней области проводится вдоль прохода из расплавленного связующего материала, определенного твердым элементом из связующего материала.
Согласно четвертой особенности, способ формования изделия путем пропитки включает формирование рабочей литейной формы, имеющей твердые элементы из связующего материала, находящиеся во внутреннем пространстве рабочей литейной формы и выступающие на внутренней поверхности, определяющей литейную полость рабочей литейной формы, в которой твердые элементы из связующего материала содержат связующий материал, и размещение порошкового матричного материала внутри литейной полости. Способ также включает нагревание литейной формы для расплавления твердых элементов из связующего материала для формирования расплавленного связующего материала, который пропитывает нижнюю область порошкового матричного материала.
Краткое описание чертежей
Для лучшего понимания специалистами настоящего раскрытия и его различных признаков и преимуществ приводится его рассмотрение со ссылками на приложенные чертежи, на которых:
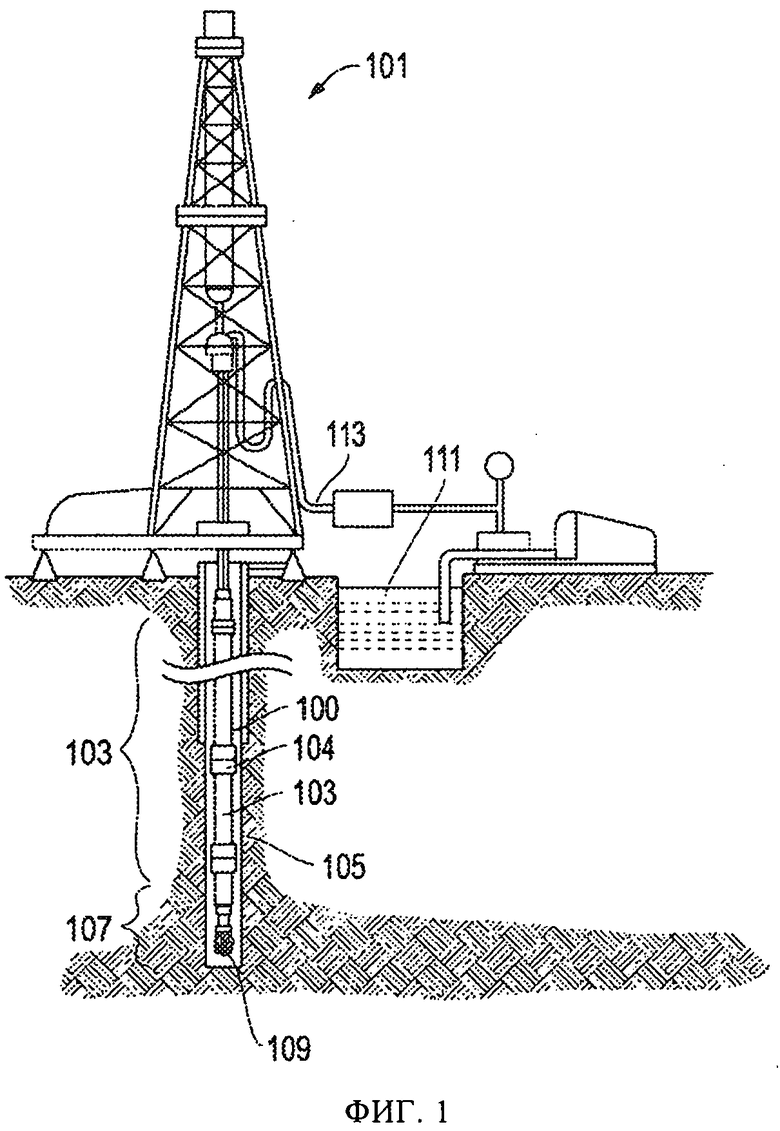
на фиг.1 схематически представлена буровая система для бурения земных пород, в соответствии с вариантом осуществления;
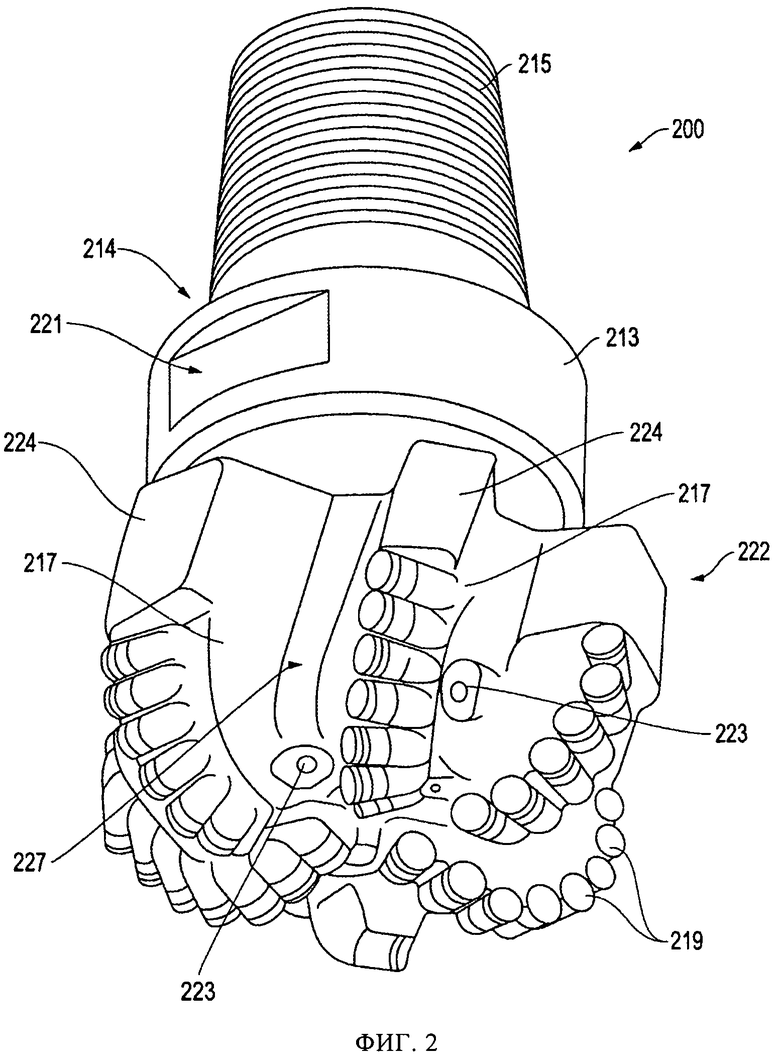
на фиг.2 представлен в перспективе вид бурового долота, в соответствии с вариантом осуществления;
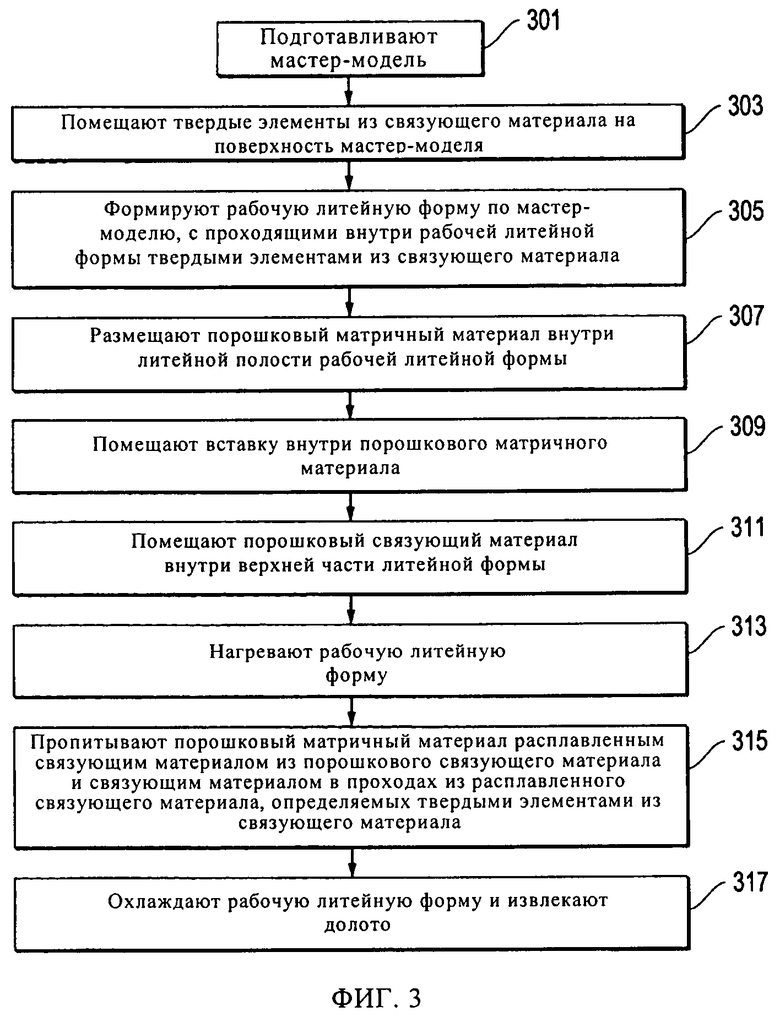
на фиг.3 представлена блок-схема, иллюстрирующая способ формования бурового долота, в соответствии с вариантом осуществления;
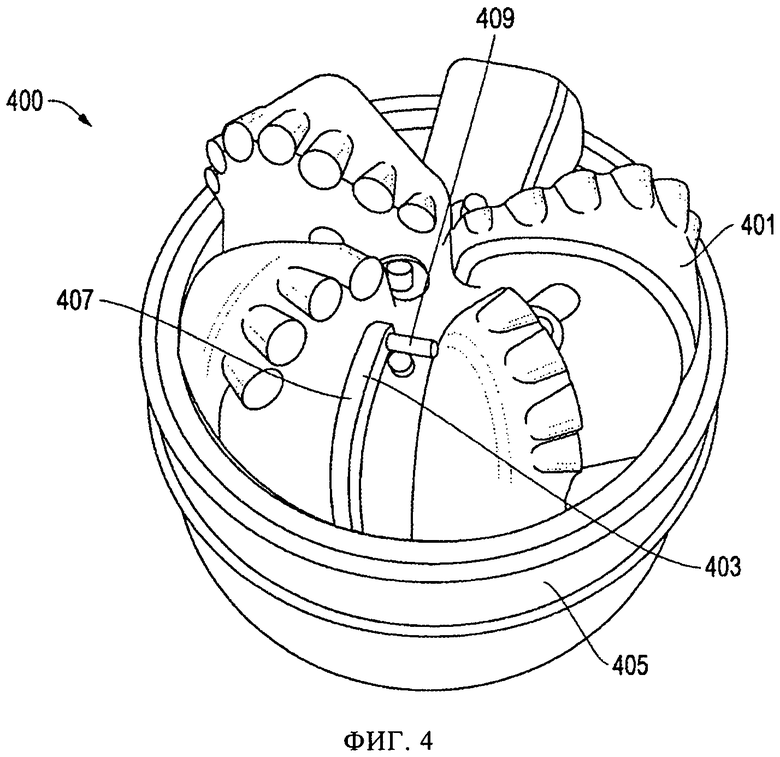
на фиг.4 представлен вид мастер-модели, включающей твердый элемент из связующего материала, в соответствии с вариантом осуществления;
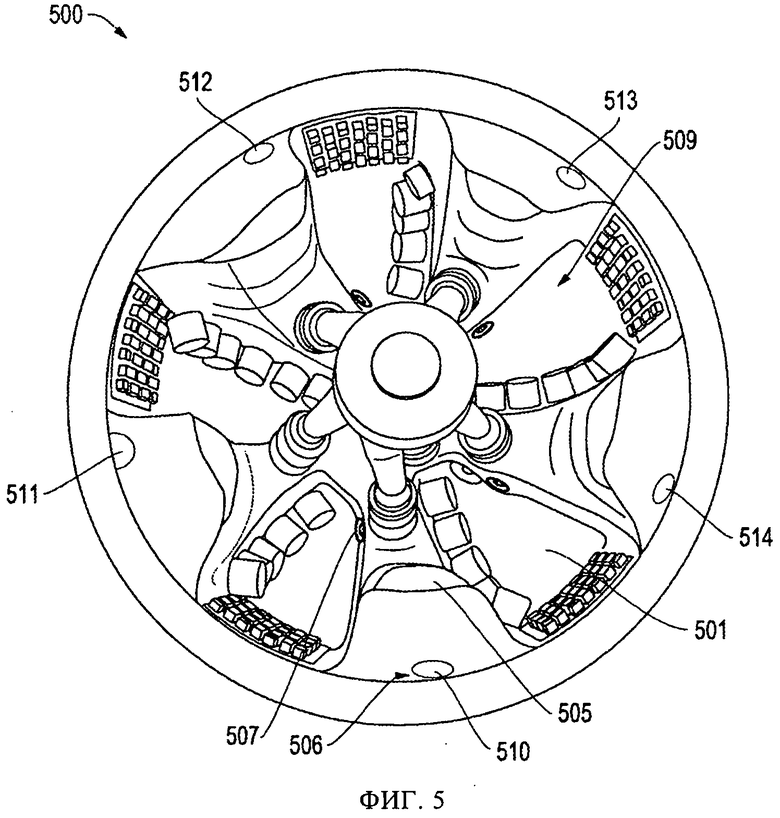
на фиг.5 представлен вид части рабочей литейной формы, отформованной по мастер-модели, включающей твердый элемент из связующего материала, в соответствии с вариантом осуществления;
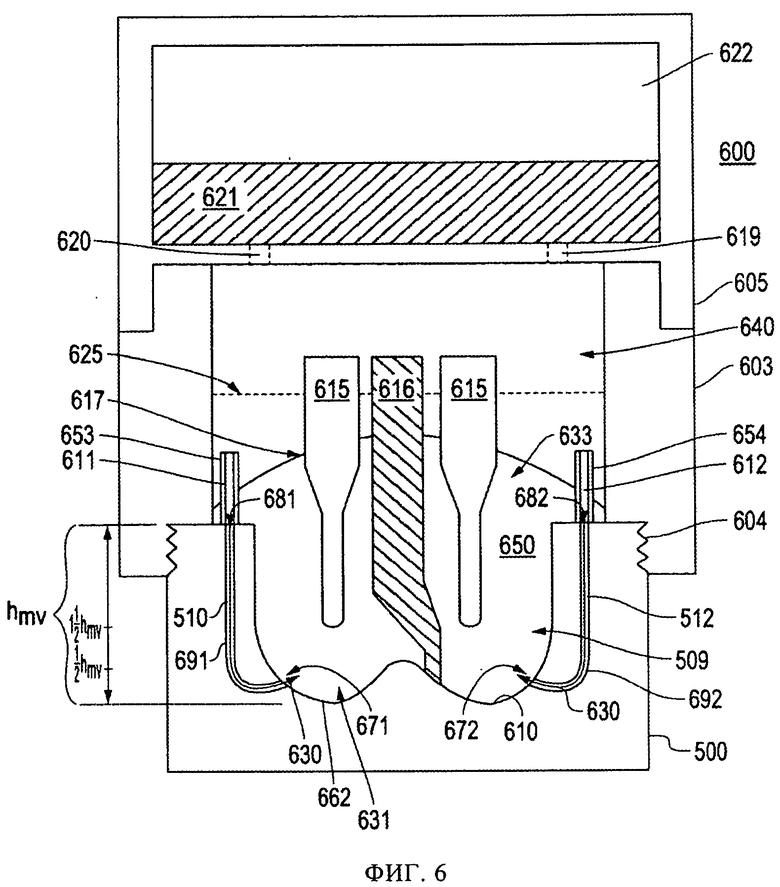
на фиг.6 представлен вид поперечного сечения рабочей литейной формы для формования долота, в соответствии с вариантом осуществления;
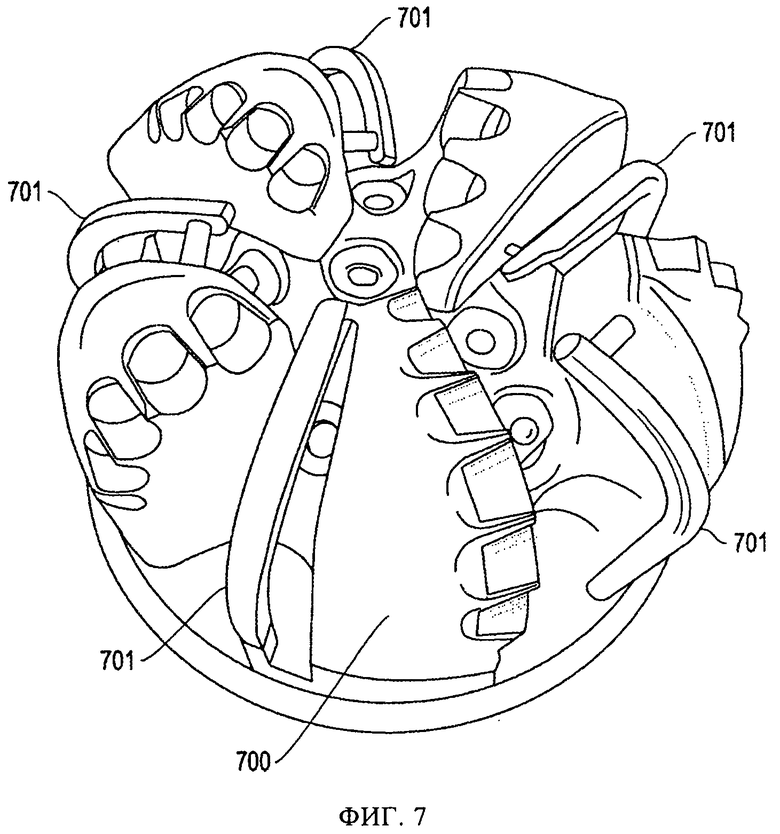
на фиг.7 представлен вид бурового долота после формования, в соответствии с вариантом осуществления;
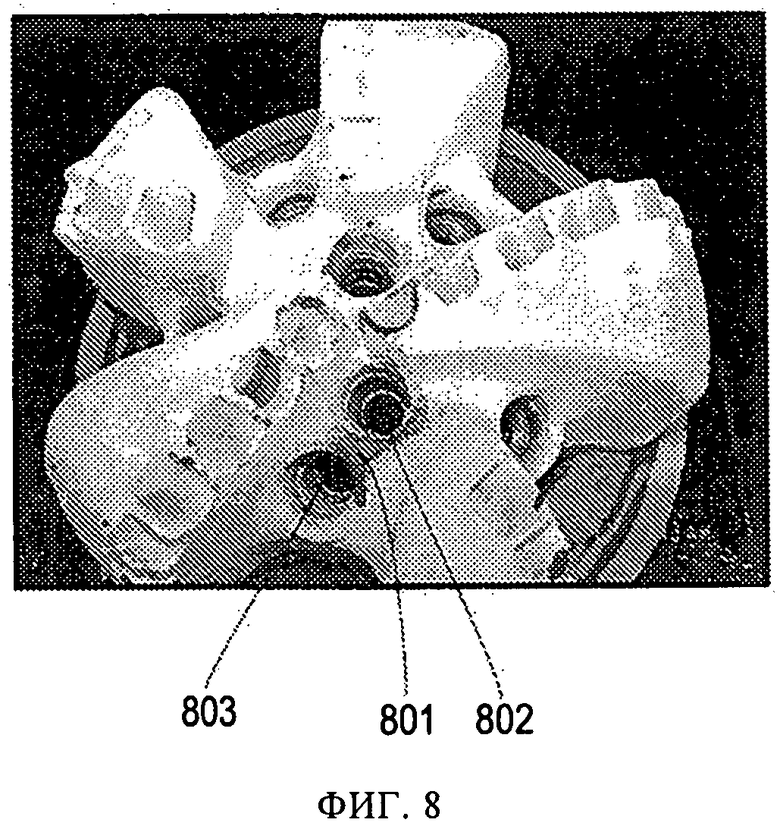
на фиг.8 представлен вид бурового долота, отформованного посредством обычного процесса;
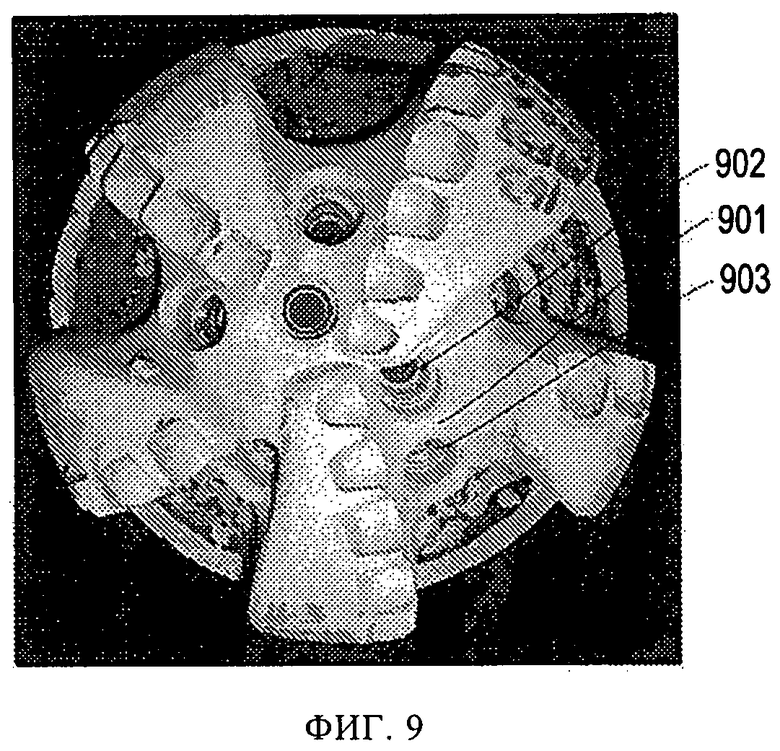
на фиг.9 представлен вид бурового долота, отформованного процессом в соответствии с вариантом осуществления.
Аналогичные или идентичные элементы на разных чертежах показаны одними и теми же условными обозначениями.
Описание предпочтительных вариантов осуществления
Приведенное ниже раскрытие относится к долотам для бурения земных пород и, в частности, к способам формования таких буровых долот. Приводится описание способов пропитки, в которых буровое долото формуется с использованием находящегося в литейной форме порошкового матричного материала, который пропитывается связующим материалом для формования законченного бурового долота, выполненного из сплава металл-матрица, содержащего матричный материал и связующий материал.
Термины "долото", "буровое долото" и "матричное буровое долото" могут быть использованы в этой заявке для обозначения "лопастных долот роторного бурения", "лопастных долот", "буровых долот с фиксированными резцами" или любого другого долота для бурения земных пород, в котором использованы принципы настоящего изобретения. Такие буровые долота могут быть использованы для формирования буровых скважин или стволов скважин в подземных породах. Буровые долота с фиксированными резцами, например буровые долота с поликристаллическими алмазами (ПКА), обычно используются в нефтегазовой промышленности для бурения скважин. Пример буровой системы для бурения таких буровых скважин в земных породах приведен на фиг.1. В частности, на фиг.1 показана буровая система, включающая буровую установку 101 на поверхности, на которой работает бригада рабочих, управляющих работой бурильной колонны 103. Бурильная колонна 103 определяет буровую скважину 105, проходящую в землю, и может включать последовательность бурильных труб 100 и 103, соединенных соединительными муфтами 104, обеспечивающих наращивание бурильной колонны 103 для больших глубин в скважине 105. Бурильная колонна может включать дополнительные компоненты, например бурильные клапаны, квадратные штанги, задвижки ведущей трубы, переводники квадрата ведущей трубы, противовыбросовые превенторы, клапаны сброса давления и другие компоненты, известные в уровне техники.
Более того, бурильная колонна может быть соединена с забойным блоком 107, включающим буровое долото 109, используемое для проходки земных пород и увеличения глубины скважины 105. Забойный блок 107 также может включать утяжеленные бурильные трубы, стабилизаторы бурильной колонны, скважинные двигатели, зонды для измерений в процессе бурения, зонды для каротажа в процессе бурения, ударные ясы, ускорители, шатунный инструмент для направленного бурения, концевой стыковочный инструмент, гасители колебаний, отклоняющие переводники, короткие переводники, разбуриватели, вентили и другие компоненты. На поверхности также имеется резервуар 111 для бурового раствора, в котором находится запас жидкости для подачи по трубам 113 в бурильную колонну 103 и, в частности, к буровому долоту 109 для содействия процессу бурения.
На фиг.2 представлен перспективный вид бурового долота с фиксированными резцами, в соответствии с вариантом осуществления. Как показано на фиг.2, буровое долото 200 с фиксированными резцами может включать корпус 213 долота, который может быть присоединен к хвостовику 214 посредством сварки. Хвостовик 214 может включать резьбовую часть 215 для соединения бурового долота 200 с другими компонентами забойного блока. Корпус 213 бурового долота также может включать шлиц 221 для разъединителя, проходящий поперек по окружности корпуса 213 бурового долота, для облегчения соединения и разъединения бурового долота 200 с другими компонентами.
Буровое долото 200 включает буровую коронку 222, присоединенную к корпусу 213 бурового долота. Должно быть понятно, что коронка 222 может быть изготовлена совместно с корпусом 213 бурового долота, образуя с ним единую монолитную деталь. Коронка 222 может включать калибрующие накладки 224, расположенные по сторонам выступов лопастей 217, которые проходят в радиальном направлении от коронки 222. Каждая из лопастей 217 отходит от коронки 222 и включает несколько режущих элементов 219, прикрепленных к лопастям 217 для обеспечения скалывания, скобления и резания земной породы при вращении бурового долота 200 в процессе бурения. Режущие элементы 219 могут быть вставками из карбида вольфрама, поликристаллическими алмазами (ПКА), фрезерованными стальными зубьями или любым подходящим твердым материалом. Покрытия или твердосплавные покрытия могут быть нанесены на режущие элементы 219 или иные части корпуса 213 долота или коронку 222 для снижения износа и увеличения срока службы бурового долота 200.
Коронка 222 также может включать каналы или канавки 227 для выноса бурового шлама или каналы, сформированные между лопастями 217, способствующие протеканию потока бурового раствора и удалению осколков и обломков породы из буровой скважины. Видно, что канавки 227 для выноса бурового шлама могут также включать отверстия 223 для каналов, проходящих внутри коронки 222 и корпуса 213 долота для переноса бурового раствора сквозь буровое долото 200. Отверстия 223 могут быть расположены на наружных поверхностях коронки 222 под различными углами для обеспечения протекания потока бурового раствора и эффективного удаления обломков из области резания в процессе бурения.
На фиг.3 показана блок-схема, иллюстрирующая способ формования долота, в соответствии с вариантом осуществления. В частности, способ начинается на шаге 301 подготовкой мастер-модели. Мастер-модель может иметь форму законченного бурового долота с тем, чтобы могла быть использована для формирования по ней рабочей литьевой формы. На фиг.4 показана мастер-модель в соответствии с вариантом осуществления. Мастер-модель 400 включает корпус 410 мастер-модели, имеющий форму коронки бурового долота, включая лопасти, канавки для выноса бурового шлама, отверстия и углубления внутри лопастей для установки в них режущих элементов.
Корпус 401 мастер-модели может быть выполнен из органического материала (природного или синтетического), неорганического материала или их комбинации. Например, некоторые подходящие мастер-модели выполнены из полимерного материала, например резины. Как показано далее на фиг.3, после подготовки мастер-модели на шаге 301, процесс может быть продолжен установкой на его поверхности твердых элементов 403 из связующего материала. На фиг.4 твердый элемент 403 из связующего материала показан помещенным на поверхности корпуса 401 мастер-модели. Твердый элемент 403 может соединяться с поверхностью корпуса 401 мастер-модели для его надлежащего расположения во время отливания рабочей литейной формы из мастер-модели. Подходящие способы для соединения твердого элемента 403 из связующего материала с корпусом 401 могут включать использование адгезивов, например клея. В альтернативном варианте, твердый элемент 403 из связующего материала может быть соединен с корпусом 401 мастер-модели механически, например пайкой, сваркой или даже крепежными элементами. В соответствии с вариантом осуществления, в литейной форме 400 может использоваться кольцо-шаблон 405, устанавливаемое вокруг корпуса 401 мастер-модели и образующее поверхность, к которой твердый элемент 403 из связующего материала может быть присоединен для правильного размещения твердого элемента 403 из связующего материала относительно корпуса 401 мастер-модели.
К корпусу 401 мастер-модели может быть прикреплено несколько твердых элементов из связующего материала на различных поверхностях. В частности, твердые элементы из связующего материала могут быть расположены так, чтобы они находились на одинаковых расстояниях друг от друга. Более того, каждый твердый элемент из связующего материала может быть расположен так, чтобы соприкасаться с мастер-моделью в аналогичных местах. Например, как показано, твердый элемент 403 из связующего материала может быть помещен внутри области мастер-модели 400, определяющей канавку для выноса бурового шлама между двумя лопастями в окончательно отформованном буровом долоте. В соответствии с одним частным вариантом осуществления, несколько твердых элементов из связующего материала помещены внутри каждой из канавок для выноса бурового шлама мастер-модели 400.
Как показано далее на фиг.4, твердый элемент 403 из связующего материала может представлять собой сплошной монолитный элемент. То есть в некоторых вариантах осуществления твердый элемент 403 из связующего материала может представлять собой жесткий поликристаллический компонент, обладающий достаточной механической прочностью для проведения с ним операций по установке внутри мастер-модели 403. В альтернативных вариантах осуществления, твердый элемент 403 из связующего материала может включать одно или несколько отверстий. Например, твердый элемент 403 из связующего материала может иметь отверстие, проходящее сквозь корпус элемента. В некоторых случаях, твердый элемент 403 из связующего материала может представлять собой трубку с отверстием, проходящим сквозь корпус, образованный внутренним диаметром.
Твердый элемент 403 из связующего материала может иметь форму, приспособленную к корпусу 401 мастер-модели. В частности, элемент может иметь форму, дополняющую контуры части рабочей литейной формы. Например, твердый элемент 403 из связующего материала может включать удлиненный элемент 407 корпуса, который может быть искривлен для согласования с контурами канавки для выноса бурового шлама. Кроме того, из удлиненного элемента 407 корпуса может отходить под углом рычаг 409. В некоторых случаях, рычаг 409 может проходить от удлиненного элемента 407 корпуса в целом под прямым углом так, чтобы он мог касаться поверхности корпуса 401 мастер-модели в нужном месте, например задней поверхности лопасти со стороны, противоположной поверхности с гнездами для установки в них режущих элементов.
В соответствии с конкретным вариантом осуществления, твердый элемент 403 из связующего материала предварительно формуется из связующих материалов. Например, твердый элемент 403 из связующего материала может быть отлит или отформован из связующих материалов так, чтобы при установке твердого элемента 403 из связующего материала в рабочую литейную форму, твердый элемент 403 из связующего материала расплавляли, формируя расплавленный связующий материал, пропитывающий порошковый матричный материал внутри рабочей литейной формы.
Связующий материал может представлять собой неорганический материал, подходящий для пропитывания некоторых порошковых матричных материалов. Например, связующий материал может включать металл или металлический сплав, например медь, никель, цинк, олово, марганец, титан, цирконий, гафний, ванадий, ниобий, тантал, хром, свинец, молибден, вольфрам, кобальт, железо, бор, кремний, фосфор и их комбинации.
В некоторых вариантах осуществления, связующий материал представляет собой сплав меди, содержащий по меньшей мере примерно 40 масс.% меди от общего веса состава связующего материала. В некоторых других вариантах осуществления, количество меди в медном сплаве может быть больше, например, по меньшей мере примерно 45 масс.%, по меньшей мере примерно 50 масс.%, по меньшей мере примерно 60 масс.% или даже по меньшей мере примерно 70 масс.%. Некоторые варианты осуществления, использующие связующий материал на основе сплава меди, включают примерно от 45 до 90 масс.% меди и, в частности, примерно от 45 до 80 масс.% меди.
Кроме того, подобные сплавы меди могут включать присадки, добавляемые в небольшом количестве, и управляющие некоторыми параметрами процесса, например температурой плавления связующего материала и текучестью. Подходящие металлы присадок могут включать, например, цинк, олово, марганец, никель, бор, железо, фосфор, свинец, кремний или их комбинации.
В некоторых вариантах осуществления, связующий материал на основе сплава меди содержит немного никеля. Никель может содержаться в количестве по меньшей мере примерно 5 масс.% от общего веса состава связующего материала. В некоторых случаях, количество никеля может быть больше, например, по меньшей мере примерно 8 масс.%, по меньшей мере примерно 9 масс.% или даже по меньшей мере примерно 10 масс.%. Связующие материалы на основе сплава меди могут использовать никель в интервале от примерно 5 до 20 масс.% и, в частности, в интервале примерно от 8 до 18 масс.%.
Состав на основе сплава меди также может содержать марганец, который может присутствовать в количествах по меньшей мере примерно 3 масс.% от общего веса состава связующего материала. В соответствии с некоторыми вариантами осуществления, количество марганца может составлять по меньшей мере примерно 4 масс.%, например, по меньшей мере примерно 5 масс.% и, в частности, в интервале примерно от 4 до 10 масс.%. Некоторые составы могут включать примерно от 5 до 8 масс.% марганца. При этом в других вариантах осуществления, может использоваться большее количество, например, связующий материал на основе сплава меди содержит примерно от 15 до 30 масс.% и, в частности, примерно от 20 до 25 масс.% марганца. В некоторые составы на основе сплава меди может добавляться цинк, который может содержаться в количестве по меньшей мере примерно 3 масс.% от общего веса состава связующего материала. В некоторых случаях, количество цинка может быть больше, например, по меньшей мере примерно 4 масс.%, по меньшей мере примерно 5 масс.% или по меньшей мере примерно 6 масс.% и, в частности, в интервале примерно от 5 до 10 масс.%.
Другой подходящей присадкой, используемой в связующем материале на основе сплава меди, является олово. Количество олова обычно составляет по меньшей мере примерно 3 масс.% от общего веса состава связующего материала. Например, некоторые составы могут использовать по меньшей мере примерно 4 масс.%, или по меньшей мере примерно 5 масс.% или даже по меньшей мере примерно 6 масс.% олова. При этом связующие материалы на основе сплавов меди, используемые в настоящем раскрытии, обычно содержат олово в интервале примерно от 3 до 10 масс.% и, в частности, в интервале примерно от 5 до 7 масс.%. Связующий материал может иметь температуру плавления связующего материала, подходящую для пропитывания порошкового матричного материала в рабочей литейной форме. Сама по себе, температура плавления связующего материала обычно составляет по меньшей мере примерно 1000°C. В некоторых процессах, температура плавления связующего материала может быть больше, например, по меньшей мере примерно 1025°C, по меньшей мере примерно 1050°C, по меньшей мере примерно 1100°C, или даже по меньшей мере примерно 1150°C. В некоторых вариантах осуществления используется связующий материал, имеющий температуру плавления связующего материала в интервале примерно от 1000 до 1200°C.
В соответствии с некоторыми альтернативными вариантами осуществления, твердый элемент 403 из связующего материала может представлять собой композиционный материал, включающий некоторое количество второго материала. Например, твердый элемент из связующего материала может представлять собой композиционный материал, включающий описанный здесь связующий материал в комбинации со вторым материалом, например органическим материалом. Органический материал может быть использован так, что в процессе нагревания органический материал может улетучиться или может быть удален, оставляя только связующий материал. Некоторые подходящие органические материалы могут включать природные органические материалы, например воск. Другие органические материалы могут включать полимеры, например полистирол.
Как показано на фиг.3, после установки твердых элементов из связующего материала на поверхность мастер-модели на шаге 303, процесс продолжается на шаге 305 формованием рабочей литейной формы из мастер-модели, в которой твердые элементы из связующего материала проходят сквозь внутреннее пространство рабочей литейной формы. Формование рабочей литейной формы может быть завершено процессом литья, когда неорганический тугоплавкий материал заливается вокруг мастер-модели для формования рабочей литейной формы. Полученная, в результате, рабочая литейная форма имеет литейную полость в форме бурового долота, определяемую поверхностями мастер-модели. Сама по себе, в некоторых вариантах осуществления, литейная полость имеет объем по меньшей мере примерно 80 куб. дюйма, например, порядка по меньшей мере примерно 150 куб. дюйма, по меньшей мере примерно 200 куб. дюйма, по меньшей мере примерно 600 куб. дюйма, или даже по меньшей мере примерно 1500 куб. дюйма. В некоторых вариантах осуществления используется рабочая литейная форма, имеющая объем литейной полости в интервале примерно от 200 до 700 куб. дюйма.
Некоторые подходящие материалы для формования рабочей литейной формы могут включать неорганические тугоплавкие материалы, например керамики. В соответствии с одним вариантом осуществления, рабочая литейная форма выполняется из материала, например оксида, фосфата, карбида, борида или их комбинации. В некоторых случаях, рабочая литейная форма может включать карбид. В одном варианте осуществления, рабочая литейная форма может быть сделана так, что состоит, по существу, из углерода, например, литейная форма может быть графитовой.
Внутренняя поверхность рабочей литейной формы, определяющая литейную полость, может включать покрытие. Покрытия могут быть сформированы на внутренних поверхностях с тем, чтобы при использовании некоторые материалы, например порошковые матричные материалы или расплавленный связующий материал, не прилипали или не разъедали внутреннюю поверхность литейной формы, вызывая коррозию и образование частиц в ходе процесса. Материалы покрытия могут включать неорганические материалы, например керамику. В соответствии с одним вариантом осуществления, покрытие может включать материал, содержащий углерод (например, графит), или может представлять собой оксид, борид, карбид или нитрид. Например, такой материал покрытия включает соединение, содержащее бор, например нитрид бора. Должно быть понятно, что некоторые части внутренних поверхностей могут не покрываться.
На фиг.5 приведено изображение части рабочей литейной формы, в соответствии с вариантом осуществления. Показанная часть рабочей литейной формы 500 представляет собой нижнюю часть, как будет понятно из последующих чертежей, и включает литейную полость 509, определяемую внутренними поверхностями корпуса 505 литейной формы. Литейная полость 509 определяет форму бурового долота, которое должно быть отформовано в ней. Следует отметить, что корпус 505 рабочей литейной формы может иметь несколько твердых элементов 510, 511, 512, 513 и 514 (510-514) из связующего материала, проходящих внутри части рабочей литейной формы 500. В частности, твердые элементы 510-514 связующего материала определяют каналы (полости) внутри части рабочей литейной формы 500, которые заполнены твердыми элементами 510-514 из связующего материала.
Кроме того, каналы, определяемые твердыми элементами 510-514 связующего материала, могут иметь связь по текучей среде с полостью 509 литейной формы. Как показано, твердый элемент 510 из связующего материала может определять входное отверстие 506 на поверхности корпуса 505 рабочей литейной формы и выходное отверстие 507 на другой поверхности корпуса 505 рабочей литейной формы, и тем самым, путь элемента из связующего материала, проходящий между входным отверстием 506 и выходным отверстием 507 внутри корпуса 505 рабочей литейной формы. Соответственно, часть рабочей литейной формы 500, сформированная из мастер-модели 400, включает твердые элементы 510-514 из связующего материала, определяющие каналы, заполненные твердыми элементами из связующего материала во внутренней части корпуса 505 рабочей литейной формы.
Следует отметить, что в одном альтернативном варианте осуществления, формирование проходов внутри корпуса 509 рабочей литейной формы может включать использование элементов из органического материала. Например, в некоторых вариантах осуществления могут использоваться органические элементы, содержащие органический материал, прикрепленный к определенным областям мастер-модели. Корпус 501 рабочей литейной формы может быть отформован по мастер-модели так, что корпус 510 рабочей литейной формы будет включать органический материал, имеющий определенную температуру улетучивания, при этом при тепловой обработке органический материал улетучивается, оставляя проход в корпусе 501 рабочей литейной формы. Такие проходы могут представлять собой углубления, полости, гнезда и др., в зависимости от формы и расположения органического материала в мастер-модели. При необходимости, в проходы затем может быть помещен твердый элемент из связующего материала, либо даже прикреплен к проходам.
Выше было описано формирование рабочей литейной формы по мастер-модели. В других вариантах осуществления, однако, рабочая литейная форма может быть сформирована непосредственно из сплошного материала, либо заготовки, без предшествующего создания мастер-модели. В таких процессах, заготовка может быть подвергнута фрезерованию с тем, чтобы превратить заготовку в рабочую литейную форму, имеющую литейную полость, определяемую внутренними поверхностями, подходящими для формования в ней бурового долота. Заготовка может быть выполнена из, например, углерод-содержащего материала, например, легко механически обрабатываемого графита.
В таких способах формирования, процесс введения твердого элемента 403 из связующего материала, или нескольких твердых элементов из связующего материала, внутрь рабочей литейной формы отличается от такого же процесса при использовании мастер-модели. В частности, процесс может включать механическое вырезание прохода в заготовке, пригодного для удержания в нем твердого элемента из связующего материала. Такой проход может быть сформирован так, чтобы он проходил сквозь внутреннюю часть литейной формы, определяя канал (см. каналы 691 и 692 на фиг.6), в которой большая часть площади поверхности канала изолирована внутри корпуса рабочей литейной формы.
В качестве альтернативы, в некоторых вариантах осуществления проход может быть сформирован в виде углубления или выступа на внутренней поверхности полости литейной формы. Обычно, когда проход представляет собой углубление, он проходит вдоль и пересекает внутреннюю поверхность, определяющую полость литейной формы, по всей длине углубления. В таких вариантах осуществления, после формирования прохода в виде углубления и перед дальнейшими процедурами, в проход может быть помещен, или прикреплен внутри него, твердый элемент из связующего материала. Понятно, что внутри рабочей литейной формы могут быть сформированы проходы другого типа или комбинации проходов, например, каналы, гнезда, углубления и др.
После формования части рабочей литейной формы 500 могут быть собраны другие компоненты рабочей литейной формы, как показано на фиг.6. В частности, на фиг.6 показан вид сечения полностью собранной рабочей литейной формы, в соответствии с вариантом осуществления. Рабочая литейная форма 600 включает нижнюю часть рабочей литейной формы 500, показанную ранее на фиг.5. Кроме того, рабочая литейная форма 600 может также включать среднюю часть 603, соединенную с нижней частью 500, например, посредством резьбового соединения 604. Далее, рабочая литейная форма 600 может включать верхнюю часть 605, присоединенную к средней части 603 посредством соединения такого же типа, либо защелкивающимся соединением, либо просто установкой верхней части 605 на среднюю часть 603.
На блок-схеме процесса, представленной на фиг.3, показано, что после формования рабочей литейной формы на шаге 305 и, в некоторых случаях, после соединения друг с другом средней части 603 и нижней части 500 рабочей литейной формы 600, процесс может продолжаться на шаге 307 размещением слоя порошкового матричного материала 650 внутри литейной полости 509 рабочей литейной формы 600. Как показано на фиг.6, слой порошкового матричного материала 650 может быть уложен внутри нижней части 500 рабочей литейной формы 600. Понятно также, что в некоторых случаях средняя часть 603 рабочей литейной формы 600 может быть присоединена к нижней части 500 перед размещением слоя порошкового матричного материала 650, если требуется размещение определенного количества порошкового матричного материала внутри рабочей литейной формы 600.
Порошковый матричный материал может быть составлен из материала для формования законченного изделия, обладающего определенными механическими свойствами (твердость, прочность и др.), пригодного для использования в буровом долоте. Более того, порошковый матричный материал 650 пригоден для пропитывания связующим материалом. В соответствии с вариантом осуществления, по меньшей мере часть порошкового матричного материала 650 может включать керамический материал, например карбид. Карбидный материал может включать металл, например, как материал карбида переходного металла. Особенно подходят карбидные материалы, включающие карбид вольфрама, например литой карбид вольфрама.
Литые карбиды могут быть в общих чертах представлены, как имеющие две фазы, что, например, применительно к литому карбиду вольфрама дает монокарбид вольфрама и карбид дивольфрама. Характеристики литых карбидов, например твердость, смачиваемость и взаимодействие с расплавленными связующими материалами, часто отличаются от цементированного карбида или карбидного материала в виде сферических частиц. Следует отметить, что порошки литого карбида могут быть в целом свободны от сплавов или иных загрязнителей, обусловленных связующими материалами, используемыми для формирования цементированных карбидов, благодаря чему может быть сокращено выщелачивание значительных количеств сплавов или иных потенциальных загрязнителей, которые прерывают процесс пропитывания.
Надо отметить, что материал литого карбида вольфрама может быть достаточно чистым материалом, содержащим вольфрам в размере по меньшей мере примерно 90 масс.%, например, по меньшей мере примерно 92 масс.%, и, в частности, в интервале примерно от 92 до 96 масс.%. Остальное, в основном, приходится на углерод, содержание которого находится в интервале примерно от 3 до 5 масс.%. В составе также могут присутствовать и другие примеси, например железо, ванадий, титан, тантал, ниобий и другие переходные металлы. Подобные загрязняющие материалы обычно присутствуют в количестве не более примерно 0,5 масс.%.
В соответствии с одним вариантом осуществления, порошковый матричный материал 650 может состоять в основном из карбида вольфрама, таким образом, этот порошковый матричный материал основан на карбиде вольфрама. Некоторые составы могут содержать по меньшей мере примерно 60 масс.%, например, по меньшей мере примерно 70 масс.%, по меньшей мере примерно 80 масс.% или даже по меньшей мере примерно 90 масс.% карбида вольфрама от общего веса порошкового матричного материала. В конкретных вариантах осуществления, в которых в порошковом материале 650 матрицы большую часть составляет карбид вольфрама, его содержание может быть примерно от 60 до 98 масс.%, например, примерно от 70 до 95 масс.%.
В вариантах осуществления, в которых порошковый матричный материал 650 состоит в основном из литого материала карбида вольфрама, средний диаметр частиц порошкового материала составляет менее примерно 500 мкм, например, не более примерно 400 мкм, не более примерно 300 мкм, не более примерно 200 мкм или даже не более примерно 150 мкм. В частных случаях, средний размер частиц литого карбида вольфрама порошкового матричного материала 650 находится в пределах примерно от 1 до 150 мкм.
Порошковый матричный материал литого карбида вольфрама может иметь распределение средних размеров частиц, способствующее его уплотнению внутри рабочей литейной формы 600. Это распределение может быть получено использованием сит различных типов или диапазонов для различных процентных содержаний порошкового матричного материала 650. Например, в частных вариантах осуществления, примерно от 35 до 50 масс.% общего веса порошка матричного материала литого карбида вольфрама может иметь средний размер частицы более 140 мкм, в частности, в интервале примерно от 145 до 210 мкм (примерно, сито -70/+100 по стандарту США). Кроме того, примерно от 15 до 30 масс.% общего веса порошка матричного материала литого карбида вольфрама может иметь средний размер частицы в интервале примерно от 100 до 145 мкм (примерно, сито -100/+140 по стандарту США). В некоторых порошковых матричных материалах могут использоваться более широкие распределения, особенно, мелких частиц, так например, примерно от 10 до 20 масс.% общего веса порошкового матричного материала литого карбида вольфрама может характеризоваться средним размером частиц в интервале примерно от 75 до 100 мкм (примерно, сито -140/+200 по стандарту США). В некоторых вариантах осуществления процентное содержание мелких частиц может быть больше, например, примерно от 10 до 20 масс.% общего веса порошкового матричного материала литого карбида вольфрама может характеризоваться средним размером частиц в интервале примерно от 30 до 75 мкм (примерно, сито -200/+400 по стандарту США).
Кроме того, в соответствии с этими вариантами использования порошкового матричного материала на основе карбида вольфрама, могут быть внесены небольшие количества присадок, например металла или сплава металла, для изменения некоторых характеристик порошкового матричного материала 650. В одном варианте осуществления, порошковый матричный материал из карбида вольфрама включает переходной металл, например никель, который может составлять по меньшей мере примерно 5 масс.%, например, примерно 8 масс.%, или даже по меньшей мере примерно 10 масс.%. В частных вариантах осуществления порошкового матричного материала на основе карбида вольфрама обычно содержится не более примерно 20 масс.% никеля, так что количество никеля может составлять в интервале примерно от 5 до 15 масс.%.
Порошок никеля обычно имеет средний размер частицы менее примерно 150 мкм. В частности, большая часть частиц в никелевом материале может иметь средний размер частиц в интервале примерно от 50 до 150 мкм.
Кроме того, в вариантах осуществления, использующих порошковый матричный материал на основе карбида вольфрама, порошок может также включать полимерный материал для стабилизации материала в процессе поставки. Некоторые пригодные полимерные материалы могут включать пропилены, например полипропилен, эфирный полипропиленгликоль, полиоксипропиленгликоль.
В некоторых других случаях, порошковый матричный материал 650 может представлять материал на основе металла или сплава металла. Например, порошковый матричный материал 650 может быть материалом на основе металла, в котором большую часть составляют компоненты из металла или сплава металла, а меньшую часть - материалы на основе карбида. В таких вариантах осуществления, порошковый матричный материал 650 может быть на основе стального сплава, например, порошковый матричный материал может содержать по меньшей мере примерно 50 масс.% стали. Материал стали может представлять собой низкоуглеродистую сталь с содержанием углерода менее 1 масс.% от общего веса стальной композиции, или, в этом случае, может представлять собой сталь с высоким содержанием железа, количество железа в которой составляет по меньшей мере примерно 85 масс.%, например, по меньшей мере 88 масс.%, и, в частности, в интервале примерно от 90 до 95 масс.% железа. Другие химические элементы, присутствующие в стальном компоненте, могут включать серу, фосфор, кремний, марганец, медь, никель, хром и молибден.
Порошковый матричный материал на основе стали может содержать в основном сталь так, что материал включает по меньшей мере примерно 50 масс.% стали от общего веса порошкового матричного материала 650. В других вариантах осуществления, содержание стали может быть по меньшей мере примерно 55 масс.%, например, по меньшей мере 60 масс.% или даже по меньшей мере примерно 70 масс.%. Количество стали в порошковом материале 650 матрицы может быть не более примерно 80 масс.%, так, что количество стали находится в интервале примерно от 50 до 75 масс.%, и, более конкретно, в интервале примерно от 55 до 70 масс.%. В одном конкретном применении, порошковый матричный материал 650 включает примерно 60 масс.% стали.
Вообще, порошковый матричный материал 650 включает частицы, которые могут быть разделены на ситах таким образом, чтобы получить подходящее распределение частиц и характеристики уплотнения. В частности, размер частиц стали может быть меньше, например не более примерно 175 мкм, не более примерно 150 мкм и, в частности, в интервале примерно от 25 и 150 мкм.
Помимо сказанного, порошковый матричный материал на основе стали может в своем составе иметь некоторое небольшое количество карбидного материала. В соответствии с одним конкретным вариантом осуществления, порошковый матричный материал на основе стального сплава включает карбид вольфрама. Подходящие количества карбида вольфрама могут составлять по меньшей мере примерно 20 масс.%, например по меньшей мере примерно 30 масс.%, по меньшей мере примерно 40 масс.%, но не более примерно 49 масс.%. По существу, в определенных вариантах осуществления используемое количество карбида вольфрама составляет в интервале примерно от 30 до 45 масс.%.
Стальной сплав может включать карбид вольфрама определенного типа, например, литой карбид вольфрама. В частности, частицы литого карбида вольфрама могут быть разделены на ситах так, что будет получено подходящее распределение размеров частиц для достижения заданной плотности утряски, когда порошковый матричный материал будет помещен в рабочую литейную форму. Средний размер частицы и распределение размера частиц аналогично тому, что рассматривалось выше применительно к порошковому материалу матрицы на основе карбида вольфрама.
Как будет понятно из дальнейшего, слой порошкового матричного материала 650 может включать дополнительные слои порошка. Например, в некоторых вариантах осуществления, после размещения порошкового матричного материала в литейной полости, поверх порошкового матричного материала может быть положен второй слой порошкового матричного материала, например "разделяющий" порошок, который помогает убирать излишний связующий материал и выполнять механическую обработку бурового долота после формования.
Разделяющий порошок может включать металл или сплав металла. Например, в некоторых вариантах осуществления, разделяющий порошок включает вольфрам. В отдельных случаях, разделяющий порошок включает материал кристаллического вольфрама, так что разделяющий порошок состоит, по существу, из кристаллического вольфрама.
В некоторых вариантах осуществления, например, где порошковый матричный материал содержит стальной сплав, разделяющий порошок может содержать некоторое количество стали, способствующее скреплению порошка матричного материала на основе стального сплава и материала разделяющего порошка. В таких вариантах осуществления, разделяющий порошковый материал, содержащий сталь, может включать по меньшей мере примерно 50 масс.% стального порошка. В других вариантах осуществления, разделяющий порошок может иметь повышенное содержание стального порошка, например, в интервале примерно от 50 до 70 масс.%. Такой разделяющий порошок на основе стального сплава может далее объединяться с порошком какого-либо другого металла, например металлическим вольфрамом. При этом такой вольфрамовый материал обычно представляет собой кристаллический вольфрам.
После размещения порошкового матричного материала 650 внутри рабочей литейной формы 600, процесс может дальше включать уплотнение слоя порошкового матричного материала 650, с тем чтобы добиться его необходимой плотности в нижней части 500 рабочей литейной формы 600. Уплотнение порошкового матричного материала 650 может включать вибрирование литейной формы или использование иных аналогичных способов для получения требуемой плотности упаковки порошкового матричного материала 650.
Как показано на фиг.6, нижняя часть 500 рабочей литейной формы 600 включает твердые элементы 510 и 512 из связующего материала, ранее показанные на фиг.5. В частности, твердые элементы 510 и 512 из связующего материала проходят сквозь внутреннее пространство нижней части 500 рабочей литейной формы 600 и могут выступать над верхней поверхностью нижней части 500 и, более конкретно, над уровнем порошкового матричного материала 650 внутри рабочей литейной формы 600. В соответствии с одним вариантом осуществления, твердые элементы 510 и 512 из связующего материала могут включать удлинительные элементы 611 и 612, представляющие собой вытянутые детали, способствующие прохождению твердых элементов 510 из связующего материала сквозь слой порошкового матричного материала 650. Удлинительные элементы 611 и 612 могут быть присоединены к твердым элементам 510 из связующего материала посредством адгезива либо могут быть нагреты для формирования физической связи между двумя компонентами. В соответствии с конкретным вариантом осуществления, удлинительные элементы 611 и 612 имеют длину, достаточную для того, чтобы пройти до верхней поверхности 617 слоя порошкового матричного материала 650.
Как показано в настоящем описании, удлинительные элементы 611 и 612 могут быть выполнены из того же материала, что и твердые элементы 510 и 512 из связующего материала. Более конкретно, удлинительные элементы 611 и 612 могут включать покрытия 653 и 654 соответственно. Покрытия 653 и 654 могут быть нанесены по наружной поверхности удлинительных элементов 611 и 612. В соответствии с одним вариантом осуществления, покрытия 653 и 654 могут включать слой или несколько слоев материала, обернутого вокруг удлинительных элементов 611 и 612, обладающих достаточной прочностью при высокой температуре, предотвращающей деформацию или смятие. Так, в одном варианте осуществления, покрытия 653 и 654 могут быть выполнены из керамического материала, например оксида, карбида, нитрида, борида или их комбинаций. Например, покрытия 653 и 654 могут включать материал, содержащий углерод, например графит, и, более конкретно, могут быть из пластичного графитового материала, например материала Grafoil™. Покрытия 653 и 654 могут поддерживать положение удлинительных элементов 611 и 612 относительно положения твердых элементов 510 и 512 из связующего материала в ходе высокотемпературного процесса и, в частности, обеспечить прохождение дополнительного расплавленного связующего материала в нижнюю часть 631 слоя порошкового матричного материала 650 в ходе процесса.
Как показано на блок-схеме выполнения способа на фиг.3, после того как на шаге 307 внутри литейной полости был размещен порошковый матричный материал, далее в порошковый матричный материал помещается вставка. Как показано на фиг.6, вставка 615 показана установленной внутри порошкового матричного материала 650 так, что по завершении процесса пропитки вставка 615 оказывается скрепленной и химически связанной с окончательно отформованным буровым долотом. В частности, вставка 615 вводит материал, более пригодный для механической обработки и прикрепления к другому компоненту, например хвостовику. В соответствии с одним частным вариантом осуществления, вставка 615 может быть выполнена из металла или сплава металла, например стали. Как будет показано далее, вставка 615 может иметь внутри отверстие, сквозь которое может проходить материал 616, спускающийся до внутренней поверхности 610 литейной полости 509 так, что внутри окончательно отформованного бурового долота останутся требуемые отверстия. Такие отверстия потребуются для формирования отверстий (например, промывочных сопел) для потока бурового раствора сквозь буровое долото.
Следует отметить, что при размещении вставки 615 внутри слоя порошкового матричного материала 650 также могут устанавливаться твердые элементы из связующего материала, проходящие внутри вставки 615. Например, внутри вставки 615 могут быть расположены один или более твердых элементов из связующего материала, устанавливаемых по аналогии с материалом 616, в частности, так, чтобы твердый элемент из связующего материала выступал сквозь нижнюю поверхность вставки 615. Наличие твердого элемента из связующего материала внутри вставки 615 может способствовать подаче расплавленного связующего материала в нижнюю часть 631 литейной формы в процессе пропитки. Нужно иметь в виду, что размещение твердого элемента из связующего материала внутри вставки 615 может проводиться в дополнение к помещению материала 616, обычно представляющего собой песок. Таким образом, процесс может включать формирование сложного элемента, включающего песок, внутри которого помещен твердый элемент из связующего материала. По существу, вставка может содержать внутри материал 616, а материал 616 может содержать внутри твердый элемент из связующего материала.
После установки нужным образом вставки 615 внутри порошкового матричного материала на шаге 309 процесс может быть продолжен на шаге 311 загрузкой порошкового матричного материала внутрь верхней части литейной формы. Как показано на фиг.6, рабочая литейная форма 600 может включать верхнюю часть 605, прикрепленную к средней части 603. В частности, в верхней части 605 может находиться камера 622, которая может быть использована для размещения в ней порошкового связующего материала 621. Как показано, порошковый связующий материал 621 внутри камеры 622 может размещаться там так, чтобы располагаться над порошковым матричным материалом 650, находящимся внутри нижней части 500 рабочей литейной формы 600.
Следует заметить, что порошковый связующий материал 621, находящийся внутри верхней части 605, может рассматриваться как первичный исходный твердый связующий материал для начала пропитки определенных частей слоя порошкового матричного материала 650. Связующий материал, формирующий твердые элементы 510 и 512 из связующего материала, которыми определяются каналы 691 и 692 в нижней части 500 рабочей литейной формы, может считаться вторичным исходным твердым связующим материалом, подходящим для начала пропитки частей слоя порошкового матричного материала 650, помимо областей первоначально пропитанных порошковым связующим материалом 621 (т.е. первичным твердым связующим материалом). Это обеспечивается конструкцией, в которой порошковый связующий материал 621 помещен в области литейной формы, отделенной от связующего материала, составляющего твердые элементы 510 и 512 из связующего материала.
Следует заметить, что порошковый связующий материал может включать тот же материал, что используется в твердых элементах 510 и 512 из связующего материала, с той разницей, что в некоторых случаях порошковый связующий материал 621 представляет собой зернистый материал. По существу, порошковый связующий материал может включать зернистый материал или, зачастую, гранулированный материал, в котором средний размер зерна составляет по меньшей мере примерно 0,5 мм. В других вариантах осуществления, используется материал со средним размером зерна по меньшей мере примерно 0,7 мм, например, по меньшей мере примерно 0,8 мм, и в частности, в интервале примерно от 0,5 до 4 мм. В некоторых случаях связующий материал может использоваться в виде брикетов с максимальным размером порядка примерно 20 мм, например, по меньшей мере примерно 25 мм и обычно в интервале примерно от 20 до 30 мм.
По существу, в некоторых вариантах осуществления, каналы 691 и 692 в нижней части 500, определяемые твердыми элементами 510 и 512 из связующего материала, могут быть сформированы другими способами и могут содержать порошковый связующий материал. Другими словами, в некоторых вариантах осуществления может использоваться вторичный твердый связующий материал внутри каналов 691 и 692 в частях рабочей литейной формы, который содержит порошковый связующий материал, в противоположность твердым поликристаллическим элементам 510 и 512 из связующего материала.
На фиг.3 показано, что после загрузки порошкового связующего материала внутрь верхней части литейной формы на шаге 311 процесс продолжается нагреванием рабочей литейной формы на шаге 313. В частности, процесс нагревания может включать нагревание в печи рабочей литейной формы 600 или компонентов связующего материала внутри рабочей литейной формы. В частности, в процессе нагревания могут использоваться механизмы нагрева различных типов, например индукционный нагрев, СВЧ нагрев и др. Например, в некоторых случаях в процессе используется теплопроводящая рабочая литейная форма, например графитовая, и процесс может включать нагревание литейной формы и находящихся внутри нее компонентов. В других случаях, может использоваться процесс индукционного нагрева, при котором компоненты (т.е. связующий материал), находящиеся внутри литейной формы, нагреваются выборочно. Более того, нагревание может быть осуществлено в нормальных условиях, в атмосфере, содержащей естественную смесь азота и кислорода, и также может проводиться при атмосферном давлении. В некоторых случаях, напротив, атмосфера может быть неокисляющей атмосферой.
Обычно процесс нагревания включает повышение температуры связующих материалов до температуры плавления (т.е. температуры плавления связующего материала). Соответственно, при достижении температуры плавления связующего материала, порошковый связующий материал 621 может быть переведен в жидкое состояние. В соответствии с одним вариантом осуществления, верхняя часть 605 включает пробки 619 и 620 в нижней поверхности верхней части 605. В частности, пробки 619 и 620 могут проходить сквозь нижнюю поверхность верхней части и могут быть выполнены из материала, расплавляющегося при нагревании, с созданием, в результате, отверстий, позволяющих расплавленному связующему материалу протекать из верхней части 605 в среднюю часть 603 и пропитывать верхнюю область 633 слоя порошкового матричного материала 650. В некоторых альтернативных процессах, связующий материал может быть помещен непосредственно на слой порошкового матричного материала 650. В соответствии с одним вариантом осуществления, пробки 619 и 620 могут быть сделаны из металла или сплава металла. Например, одним из подходящих металлов является медь. В соответствии с одним частным вариантом осуществления, пробки 619 и 620 состоят в основном из меди.
Следует заметить, что пробки 619 и 620 могут быть выполнены из материала с температурой плавления (т.е. температурой расплавления пробки) более высокой, чем температура плавления связующего материала. При этом при нагревании до температуры плавления пробок 619 и 620 весь порошковый связующий материал 621 уже перешел в расплавленное состояние и может свободно течь, что способствует быстрому пропитыванию слоя порошкового матричного материала 650 без слипания. В некоторых примерах, температура плавления пробок 619 и 620 по меньшей мере на 50°C выше температуры плавления связующего материала 621. В других случаях, температура плавления пробок выше температуры плавления порошкового связующего материала 621 по меньшей примерно на 100°C, например, по меньшей мере на 125°C и, в частности, примерно на 100-200°C.
Более того, при достижении температуры плавления связующего материала твердые элементы 510 и 512 из связующего материала могут перейти в жидкое состояние так, что связующий материал выходит внутрь нижней части 500 рабочей литейной формы 600 по проходам 630. Другими словами, твердые элементы 510 и 512 из связующего материала могут быть расплавлены и образовать проходы из протекающего расплавленного связующего материала (т.е. проходы из расплавленного связующего материала) внутри рабочей литейной формы 600 по каналам 691 и 692, которые были определены здесь ранее твердыми элементами 510 и 512 из связующего материала. По существу, расплавленный связующий материал из твердых элементов 510 и 512 из связующего материала пропитывает порошковый матричный материал 650 в нижней области 631 слоя порошкового матричного материала 650, лежащего с противоположной стороны от верхней области порошкового матричного материала 650, где для пропитывания используется порошковый связующий материал.
Пропитыванию расплавленным связующим материалом в нижней области способствует конструкция и расположение твердых элементов 510 и 512 из связующего материала. Как показано, литейная полость 509 может иметь высоту (hmv), определяемую как расстояние между верхней поверхностью 661 нижней части 500 и самой нижней поверхностью 662, определяющей литейную полость 509. В частности, твердые элементы 510 и 512 из связующего материала определяют каналы 691 и 692 внутри нижней части 500 рабочей литейной формы 600 для прохода текучей среды в нижнюю половину литейной полости 509. Каналы 691 и 692, заполненные твердыми элементами 510 и 512 из связующего материала, образуют проходы для текучей среды в нижнюю половину литейной полости 509 так, что отверстия 671 и 672 находятся на поверхности в пределах нижней половины литейной полости 509, то есть ниже отметки ½hmv, показанной на фиг.6. В частных вариантах осуществления, каналы 691 и 692, заполненные твердыми элементами 510 и 512 из связующего материала, сообщаются с нижней третью литейной полости так, что отверстия 671 и 672 находятся ниже отметки 1/3hmv. Более того, в некоторых случаях, например, показанном на фиг.6, каналы 691 и 692, определяемые твердыми элементами 510 и 512 из связующего материала, могут сообщаться с верхней частью литейной полости 509, например, областями вблизи отверстий 681 и 682 в нижней части 500. Эти отверстия также были показаны и описаны как входные отверстия на фиг.5 (см. вход 506). Такая конструкция способствует пропитыванию расплавленным связующим материалом из твердых элементов 510 и 512 нижней области 631 слоя порошкового матричного материала 650.
Как было описано выше, при расплавлении пробок 619 и 620 расплавленный связующий материал из порошкового связующего материала 621 (т.е. первичного твердого связующего материала) выходит из верхней части 605 рабочей литейной формы 600 и начинает пропитывать верхнюю область 633 слоя порошкового матричного материала 650. В некоторых случаях расплавленный связующий материал 621 может заполнить камеру 640 средней части 603 до уровня, превышающего уровень верхних концов удлинительных элементов 611 и 612, например, до уровня, показанного пунктирной линией 625. Соответственно, расплавленный связующий материал 621 из первичного твердого связующего материала, первоначально содержащегося в верхней камере 640, может повторно заполнить проходы из расплавленного связующего материала так, что расплавленный связующий материал потечет в нижнюю область 631 слоя порошкового матричного материала 650.
Следует заметить, что связующий материал твердых элементов 510 и 512 из связующего материала (т.е. вторичный твердый связующий материал) может перейти в расплавленное состояние и пропитать слой порошкового матричного материала 650 одновременно с порошковым связующим материалом 621 (т.е. первичным твердым связующим материалом), начинающим пропитку верхней части 633 слоя порошкового матричного материала 650. В более конкретных случаях, твердые элементы 510 и 512 из связующего материала могут быть переведены в расплавленное состояние и могут начать пропитывать нижнюю область 631 слоя порошкового матричного материала 650 до того, как порошковый связующий материал 621 выйдет из камеры 622. По существу, расплавленный связующий материал порошкового связующего материала 621 начинает пропитку верхней области 633 слоя порошкового матричного материала 650 после пропитки нижней области 631 расплавленным связующим материалом твердых элементов 510 и 512 из связующего материала.
Формирование проходов из расплавленного связующего материала создает пути для более быстрого протекания связующего материала к некоторым областям порошкового матричного материала, например, нижней области 631, чем это происходит в обычных способах пропитки. В описанном здесь процессе пропитки подача происходит самотеком с использованием капиллярного эффекта и гравитации в качестве основных механизмов пропитки. Однако формирование в ходе процесса проходов из расплавленного связующего материала способствует созданию потока расплавленного связующего материала к областям слоя порошкового матричного материала 650, например, нижней области 633, которые иначе были бы пропитаны в последнюю очередь. По существу, размеры формируемых проходов из расплавленного связующего материала выбираются так, чтобы способствовать пропитке. В соответствии с одним вариантом осуществления, средний диаметр проходов из расплавленного связующего материала соответствует размерам твердых элементов 510 и 512 из связующего материала и, поэтому, существенно больше межзерновой пористости в порошковом матричном материале. Например, средний диаметр проходов из расплавленного связующего материала может составлять по меньшей мере примерно 2 мм. В других вариантах осуществления, средний диаметр проходов из расплавленного связующего материала составляет по меньшей мере примерно 4 мм, например, порядка примерно 6 мм, примерно 9 мм или даже примерно 12 мм. В некоторых вариантах осуществления используются проходы из расплавленного связующего материала со средним диаметром в интервале примерно от 5 до 15 мм.
Как показано на фиг.3, после пропитывания порошкового матричного материала на шаге 315, процесс продолжается на шаге 317 охлаждением рабочей литейной формы 600 и извлечением законченного отформованного бурового долота из литейной формы на шаге 317. Извлечение бурового долота в некоторых случаях может сопровождаться разрушением рабочей литейной формы, особенно нижней части 500. На фиг.7 показано извлеченное из рабочей литейной формы буровое долото в соответствии с вариантом осуществления. Видно, что законченный отформованный отлитый корпус 700 включает несколько отлитых элементов 701 из связующего материала, прикрепленных к литому корпусу 700 бурового долота внутри канавок для отвода бурового шлама. Надо заметить, что отлитые элементы 701 из связующего материала состоят преимущественно из связующего материала, который не впитался в корпус, но был охлажден и поэтому затвердел вместо проходов из расплавленного связующего материала. Литые элементы 701 из связующего материала могут быть удалены из бурового долота, а поверхности, к которым литые элементы из связующего материала были прикреплены, могут быть подвергнуты чистовой обработке для получения бурового долота, имеющего надлежащую форму и внешний вид.
Примеры
Приведенные ниже примеры и изображения позволяют сравнить буровое долото, отформованное посредством обычного процесса пропитки (Образец 1), и буровое долото, отформованное описанными здесь процессами (Образец 2). Образец 1 был отформован обычным процессом пропитки внутри стандартной рабочей литейной формы, аналогичной показанной на фиг.6, но без использования твердых элементов из связующего материала. Образец 2 был отформован в соответствии с описанными здесь процессами, а именно с использованием рабочей литейной формы, содержащей каналы, внутри которых находились твердые элементы из связующего материала. Твердые элементы из связующего материала представляли собой жесткие сплошные элементы. Для обоих образцов использовался один и тот же порошковый матричный материал, состав которого приведен в таблице 1. Для пропитки порошкового матричного материала использовался связующий материал на основе меди, содержащий 45-57 масс.% меди, 7-9 масс.% цинка, 14-16 масс.% никеля, 23-25 масс.% марганца и незначительные количества других материалов, например бора, железа, фосфора, свинца, кремния и олова. Точка плавления связующего материала составляла 1090°C. Каждый из образцов был нагрет до температуры 1177°С и выдерживался в течение 2,25 часа при температуре пропитки, после чего охлаждался до комнатной температуры. Процесс проводился в окружающей атмосфере.
Следует отметить, что после формования образцов бурового долота в соответствии с каждым из процессов, на каждом образце проводилась проба на впитывание краски. Проба на впитывание краски включала очистку образцов, обработку образов краской посредством окраски или покрытия области образца краской с последующим выдерживанием для впитывания в течение 30 минут при комнатной температуре. Затем излишек краски удалялся с поверхности образца и образец высушивался. После высушивания образца использовался проявитель для выявления области образца, в которую проникла краска, для определения областей со значительной пористостью, наличием включений и другими особенностями.
На фиг.8 изображено буровое долото (Образец 1), отформованное обычным процессом. На изображении бурового долота видна окрашенная область 801, показывающая место, куда проникла краска из-за высокой пористости. Окрашенная область показывает часть, которая не была должным образом пропитана и которая, в результате, является механически ослабленной областью бурового долота.
На фиг.9 изображено буровое долото (Образец 2), отформованное в соответствии с описанными вариантами осуществления. В частности, соответствующая область 901 бурового долота между отверстиями 902 и 903 не имеет окраски, а значит, в нее не проникла краска и она пропитана нужным образом и не имеет открытых пор, как в буровом долоте, изготовленном обычным процессом. Соответственно, область 901 обладает улучшенными структурой и механическими свойствами по сравнению с областью 801 Образца 1. Приведенный сравнительный пример показывает, что использование особенностей и процессов, описанных здесь с соответствии с вариантами осуществления, способствует созданию буровых долот, отличающихся надлежащей пропиткой, менее подверженных окислению порошкового матричного материала и имеющих лучшую однородность состава и механические характеристики.
Способы и изделия, описанные в соответствии с вариантами осуществления, имеют отличия от известных в уровне техники. В частности, описанные здесь варианты осуществления представляют способы формования бурового долота процессом пропитки с использованием определенной комбинации признаков, способствующих пропитыванию слоя матричного порошкового материала в нескольких областях. Соответственно, порошковый матричный материал пропитывается быстро, без потери гидростатического давления, что способствует достижению большей однородности окончательно отформованного бурового долота и снижает вероятность проявления взаимосвязанных пористости, окисления и (или) включения оксидов, что вызывается окислением частиц порошкового матричного материала до их пропитки нужным образом связующим материалом, что приводит к появлению механически ослабленных областей. Процессы и признаки, представленные в описанных здесь вариантах осуществления, особенно подходят для порошковых матричных материалов на основе стали, поскольку такие составы подвержены быстрому окислению.
Раскрытый выше объект следует рассматривать просто в качестве примера, не ограничивающего изобретение, а все модификации, улучшения и другие варианты осуществления, попадающие в истинную область притязаний настоящего изобретения, должны покрываться приложенной формулой. Таким образом, в максимально возможных пределах, определяемых законом, область притязаний настоящего изобретения должна определяться наиболее широкой допустимой интерпретацией приложенной формулы и ее эквивалентов и не должна ограничиваться приведенным подробным описанием.
Реферат раскрытия, приведенный в соответствии с законом о патентах, не подразумевает интерпретации или ограничения области притязаний или значения формулы. Кроме того, в приведенном подробном описании чертежей различные признаки могут быть сгруппированы или описаны в едином варианте осуществления с целью упорядочения раскрытия. Настоящее раскрытие не должно интерпретироваться как подразумевающее, что для заявленных вариантов осуществления требуется больше признаков, чем прямо приведено в каждом пункте формулы. Напротив, как показывает приведенная далее формула, предмет изобретения может быть направлен не на все признаки любого из раскрытых вариантов осуществления. Таким образом, следующая далее формула введена в подробное описание чертежей, а каждый ее пункт имеет самостоятельное значение, отдельно определяя заявленный предмет изобретения.
Изобретение относится к порошковой металлургии, в частности к изготовлению буровых долот для бурения земли путем пропитки. Подготавливают рабочую литейную форму, в которой размещен твердый элемент из связующего материала, содержащего металл или металлический сплав. Засыпают в литейную полость рабочей литейной формы слой порошкового матричного материала на основе карбида переходного металла или на основе металла, или металлического сплава, содержащего карбид, и нагревают для обеспечения прохода расплавляемого связующего материала от твердого элемента и последующей пропитки им слоя порошкового матричного материала. Твердый элемент из связующего материала может быть размещен в канале, который сообщается с литейной полостью высотой hmv с возможностью подачи расплавляемого связующего материала из канала ниже отметки 1/2hmv. Нагрев рабочей литейной формы осуществляют с обеспечением прохода для расплавленного связующего материала сквозь часть слоя порошкового матричного материала для пропитки. Средний диаметр прохода существенно больше средней межзерновой пористости порошкового матричного материала. 3 н. и 17 з.п. ф-лы, 9 ил., 1 табл.
1. Способ формования бурового долота для бурения земных пород путем пропитки, включающий подготовку рабочей литейной формы, в которой размещен твердый элемент из связующего материала, содержащего металл или металлический сплав, засыпку в литейную полость рабочей литейной формы слоя порошкового матричного материала на основе карбида переходного металла или на основе металла, или металлического сплава, содержащего карбид, и нагрев рабочей литейной формы для обеспечения прохода расплавляемого связующего материала от твердого элемента и последующей пропитки им слоя порошкового матричного материала.
2. Способ по п.1, в котором формируют твердый элемент из связующего материала.
3. Способ по п.2, в котором при формировании твердого элемента из связующего материала осуществляют его отливку.
4. Способ по п.1, в котором дополнительно формируют мастер-модель.
5. Способ по п.4, в котором дополнительно помещают твердый элемент из связующего материала на поверхность мастер-модели.
6. Способ по п.5, в котором при указанном помещении твердого элемента из связующего материала прикрепляют его к поверхности мастер-модели.
7. Способ по п.5, в котором формируют рабочую литейную форму из мастер-модели.
8. Способ по п.7, в котором при формировании рабочей литейной формы отливают рабочую литейную форму вокруг мастер-модели и твердого элемента из связующего материала для формирования рабочей литейной формы, имеющей твердый элемент из связующего материала, находящийся во внутреннем пространстве рабочей литейной формы.
9. Способ по п.1, в котором твердый элемент из связующего материала размещен в канале, выполненном в рабочей литейной форме, и проходит сквозь слой порошкового матричного материала.
10. Способ по п.1, в котором связующий материал содержит сплав на основе меди.
11. Способ по п.1, в котором размещают слой порошкового связующего материала поверх порошкового матричного материала.
12. Способ по п.1, в котором порошковый матричный материал содержит металл или сплав металла.
13. Способ по п.12, в котором порошковый матричный материал содержит металл, выбранный из группы металлов, состоящей из железа, вольфрама, никеля или их комбинации.
14. Способ по п.1, в котором порошковый матричный материал содержит сплав на основе стали.
15. Способ формования бурового долота для бурения земных пород путем пропитки, включающий подготовку рабочей литейной формы с каналом, в котором размещают твердый элемент из связующего материла, содержащего металл или металлический сплав, и который сообщается с литейной полостью высотой hmv с возможностью подачи расплавляемого связующего материала из канала ниже отметки 1/2hmv, размещение в литейной полости слоя порошкового матричного материала на основе карбида переходного металла или на основе металла, или металлического сплава, содержащего карбид, и нагрев рабочей литейной формы для пропитки нижней области слоя порошкового матричного материала вытекающим из канала расплавленным связующим материалом.
16. Способ по п.15, в котором расплавляемый связующий материал подают из канала ниже отметки 1/3hmv.
17. Способ по п.15, в котором расплавленный связующий материал образуют из вторичного твердого связующего материала, находящегося внутри канала.
18. Способ по п.17, в котором вторичный твердый связующий материал включает твердый поликристаллический элемент из связующего материала.
19. Способ по п.15, в котором пропитывание выполняют процессом пропитки с подачей самотеком.
20. Способ формования бурового долота для бурения земных пород путем пропитки, включающий подготовку рабочей литейной формы, в которой размещают твердый элемент из связующего материала, содержащего металл или металлический сплав, размещение в литейной полости слоя порошкового матричного материала на основе карбида переходного металла или на основе металла, или металлического сплава, содержащего карбид, и нагрев рабочей литейной формы с обеспечением среднего диаметра прохода для расплавленного связующего материала существенно больше средней межзерновой пористости порошкового матричного материала сквозь часть слоя порошкового матричного материала для пропитки им порошкового матричного материала.
| US 6073518 A, 13.06.2000 | |||
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2298078C1 |
| Способ изготовления алмазной буровой коронки | 1982 |
|
SU1110888A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУпатб^^г :-^-^5!,..jасло„. | 0 |
|
SU260891A1 |
| US 7398840 B2, 15.07.2008 | |||

