Область техники, к которой относится изобретение
Данное изобретение, в общем, относится к скважинным инструментам и к способам изготовления таких изделий. Более конкретно, данное изобретение относится к продуктам для бурения с пропитанной матрицей, включающим в себя, но без ограничения, буровые коронки с запрессованными резцами, компактные поликристаллические алмазные композитные ("PDC") буровые коронки, буровые коронки с натуральными алмазами, термостабильные поликристаллические буровые коронки ("TSP"), бицентровые буровые коронки, колонковые буровые коронки и скважинные расширители и стабилизаторы с матричным корпусом, и к способам изготовления таких изделий.
Уровень техники
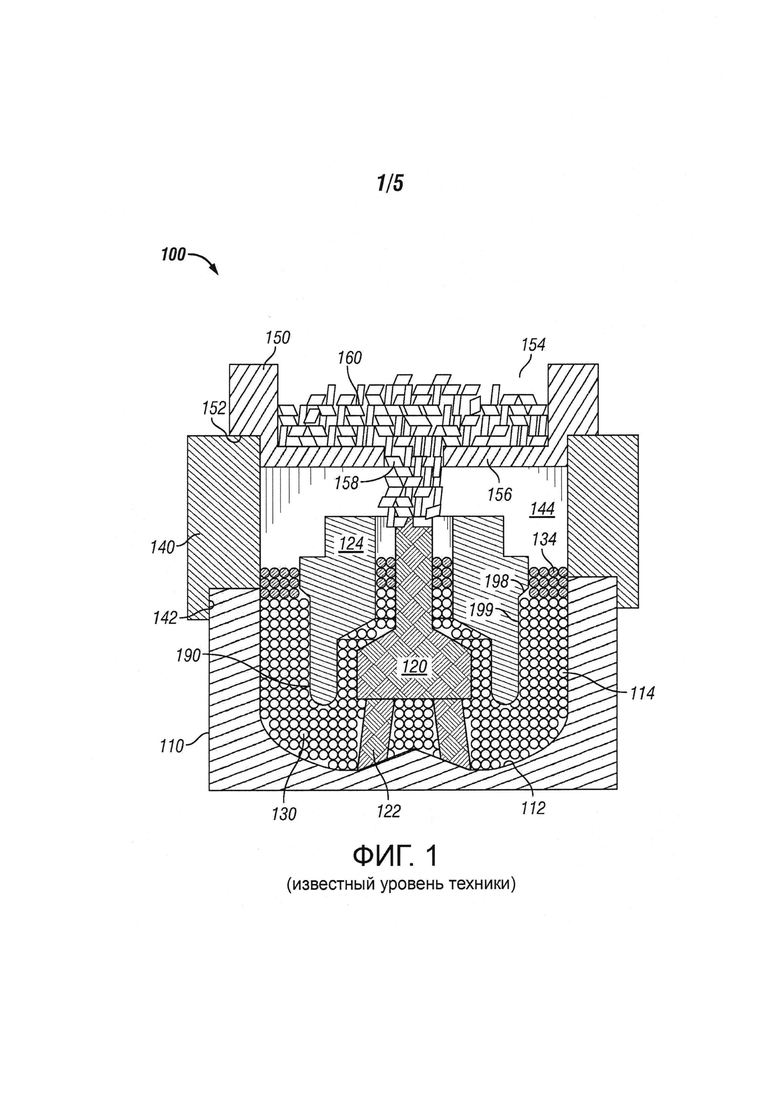
Полноразмерные буровые коронки с матрицей из карбида вольфрама для применения на нефтяных месторождениях изготовлялись в прошлом и использовались при бурении, по меньшей мере, с начала 1940-х гг. На фиг.1 показан вид в поперечном сечении узла 100 для отливки скважинного инструмента, в соответствии с предшествующим уровнем техники. Узел 100 для отливки скважинного инструмента состоит из толстостенной литейной формы 110, стержня 120, одного или нескольких удаляемых элементов 122 сопел, вставки 124, воронки 140 и стакана 150 для связующего материала. Узел 100 для отливки скважинного инструмента используется для изготовления отливки (не показана) скважинного инструмента.
В соответствии с типичным узлом 100 для отливки скважинного инструмента, как показано на фиг.1, и способа использования узла 100 для отливки скважинного инструмента, толстостенную литейную форму 110 изготавливают из точно механически обработанной внутренней поверхности 112, и формируют объем 114 литейной формы, расположенный внутри толстостенной литейной формы 110. Толстостенная литейная форма 110 изготовлена из песка, твердого угольного графита, керамики или других известных соответствующих материалов. Точно механически обработанная внутренняя поверхность 112 имеет форму, которая представляет собой негатив того, что составит внешнюю форму получаемого в конечном итоге торца коронки. Точно механически обработанную внутреннюю поверхность 112 фрезеруют и зачищают для формирования соответствующих контуров законченной буровой коронки. Различные типы резцов (не показаны), известные специалистам в данной области техники, могут быть размещены вдоль мест положения режущих кромок буровой коронки и также, в случае необходимости, могут быть размещены вдоль области, определяющей стандартный диаметр буровой коронки. Эти резцы могут быть размещены во время процесса изготовления буровой коронки или после изготовления буровой коронки, используя пайку твердым припоем или другие способы, известные специалистам в данной области техники.
После изготовления толстостенной литейной формы 110 устанавливают удаляемые элементы, по меньшей мере, частично внутри объема 114 толстостенной литейной формы 110. Удаляемые элементы обычно изготовляют из глины, песка, графита, керамики или других известных соответствующих материалов. Эти удаляемые элементы состоят из центрального стержня 120 и, по меньшей мере, одного удаляемого элемента 122 сопла. Центральный стержень 120 расположен, по существу, в центре толстостенной литейной формы 110 и подвешен на требуемом расстоянии от нижней части внутренней поверхности 112 литейной формы. Удаляемые элементы 122 сопел расположены внутри толстостенной литейной формы 110 и продолжаются от центрального стержня 120 до нижней части внутренней поверхности 112 литейной формы. Центральный стержень 120 и удаляемые элементы 122 сопел в последующем удаляют из получаемой в конечном итоге отливки буровой коронки таким образом, что буровой раствор (не показан) может протекать через центр готовой буровой коронки во время работы буровой коронки.
Вставка 124 представляет собой цилиндрическую стальную литейную оправку, которая подвешена в центре, по меньшей мере, частично внутри толстостенной литейной формы 110 и вокруг центрального стержня 120. Вставка 124 продолжается на заданное расстояние вниз в толстостенной литейной форме 110. В соответствии с предшествующим уровнем техники, расстояние между внешней поверхностью вставки 124 и внутренней поверхностью 112 толстостенной литейной форма 110 обычно составляет 12 мм или больше таким образом, что потенциальное растрескивание толстостенной литейной формы 110 уменьшается во время процесса литья.
После установки удаляемых элементов 120, 122 и вставки 124 в толстостенную литейную форму 110, в толстостенную литейную форму 110 загружают порошок 130 карбида вольфрама так, что он заполняет часть объема 114 литейной формы, который окружает нижнюю часть вставки 124, между внутренними поверхностями вставки 124 и внешними поверхностями центрального стержня 120 и между удаляемыми элементами 122 сопел. Порошок 134 плечевой накладки загружают поверх порошка 130 карбида вольфрама в области, расположенной как в области снаружи от вставки 124, так и в области между вставкой 124 и центральным стержнем 120. Порошок 134 плечевой накладки приготовлен из порошка вольфрама или другого известного соответствующего материала. Порошок 134 плечевой накладки служит для объединения отливки со стальной вставкой 124 и поддается механической обработке. После загрузки порошка 130 карбида вольфрама и порошка 134 плечевой накладки в толстостенную литейную форму 110, толстостенную литейную форму 110 обычно подвергают вибрации для улучшения уплотнения порошка 130 из карбида вольфрама и порошка 134 плечевой накладки. Хотя толстостенную литейную форму 110 подвергают вибрации после загрузки порошка 130 карбида вольфрама и порошка 134 плечевой накладки в толстостенную литейную форму 110, вибрация в толстостенной литейной форме 110 может быть осуществлена как промежуточный этап перед, во время и/или после загрузки порошка 134 плечевой накладки поверх порошка 130 из карбида вольфрама.
Воронка 140 представляет собой графитовый цилиндр, в котором сформирован объем 144 воронки. Воронка 140 соединена с верхней частью толстостенной литейной формы 110. На внутренней кромке воронки 140 сформирована выемка 142, что способствует соединению воронки 140 с верхним участком толстостенной литейной формы 110. Как правило, внутренний диаметр толстостенной литейной формы 110 аналогичен внутреннему диаметру воронки 140 после соединения вместе воронки 140 и толстостенной литейной формы 110.
Стакан 150 для связующего материала представляет собой цилиндр, имеющий основание 156 с отверстием 158, которое выполнено в основании 156 и продолжается через основание 156. Внутри стакана 150 для связующего материала также сформирован объем 154 стакана для содержания связующего материала 160. Стакан 150 для связующего материала соединен с верхним участком воронки 140 через выемку 152, которая сформирована на внешней кромке стакана 150 для связующего материала. Эта выемка 152 способствует соединению стакана 150 для связующего материала с верхним участком воронки 140. После сборки узла 100 для отливки скважинного инструмента заданное количество связующего материала 160 загружают в объем 154 стакана. Типичный связующий материал 160 представляет собой сплав меди или другого соответствующего известного материала. Хотя один пример был представлен для установки узла 100 для отливки скважинного инструмента, другие примеры также можно использовать для формирования узла 100 для отливки скважинного инструмента.
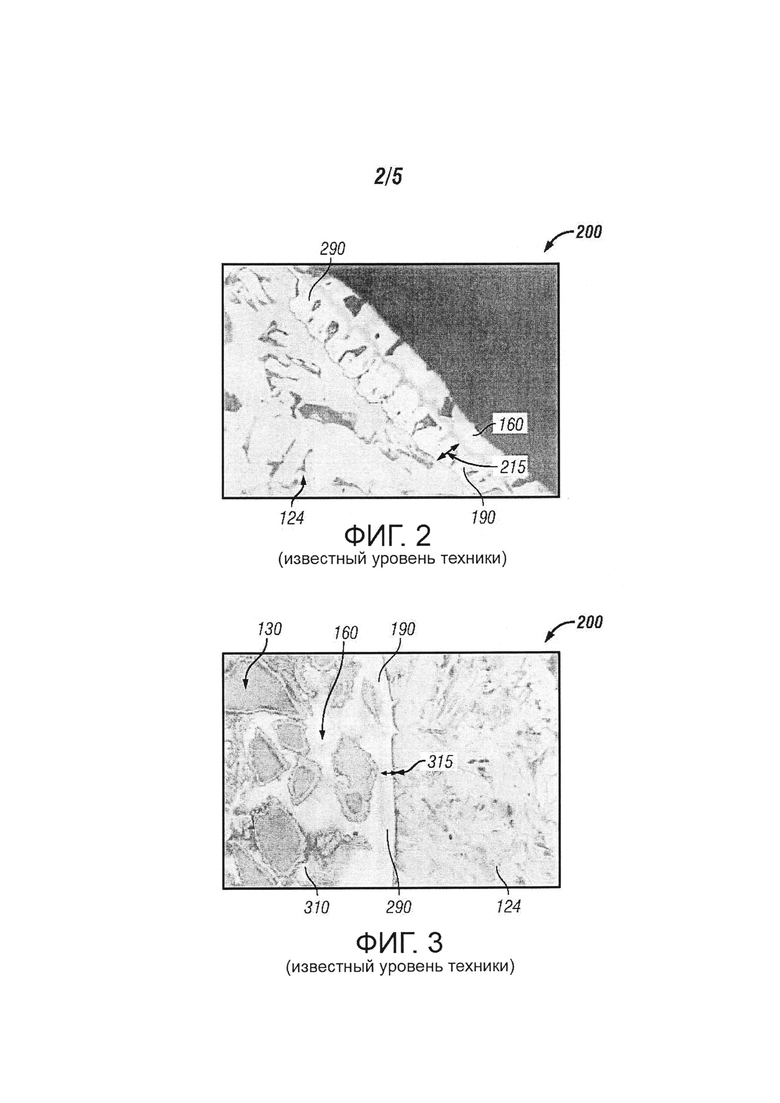
Узел 100 для отливки скважинного инструмента помещают в печь (не показана) или другую нагревательную структуру. Связующий материал 160 плавится и протекает в порошок 130 карбида вольфрама через отверстие 158 стакана 150 для связующего материала. В печи расплавленный связующий материал 160 пропитывает порошок 130 из карбида вольфрама для заполнения промежутков, образовавшихся между частицами порошка 130 карбида вольфрама. Во время такой обработки существенное количество связующего материала 160 используется так, что оно заполняет, по меньшей мере, существенную часть объема 144 воронки. Этот избыточный связующий материал 160 в объеме 144 воронки прикладывает направленное вниз усилие на порошок 130 карбида вольфрама и на порошок 134 плечевой накладки. После полной пропитки порошка 130 карбида вольфрама связующим материалом 160 узел 100 для отливки скважинного инструмента вынимают из печи и охлаждают в контролируемых условиях. После охлаждения связующий материал 160 затвердевает и цементирует вместе частицы порошка 130 карбида вольфрама с получением когерентной объединенной массы 310 (фиг.3). Связующий материал 160 также связывает эту когерентную объединенную массу 310 (фиг.3) со стальной вставкой 124, формируя, таким образом, соединительную зону 190, которая формируется вдоль, по меньшей мере, области 198 скошенной зоны стальной вставки 124 и области 199 центральной зоны стальной вставки 124. Когерентная объединенная масса 310 (фиг.3) и вставка 124 совместно формируют буровую коронку 200 с матричным корпусом (фиг.2), часть которой показана на фиг.2 и 3. После охлаждения толстостенную литейную форму 110 разбивают, освобождая отливку. Отливку затем подвергают этапам конечной обработки, которые известны специалистам в данной области техники, включая в себя добавление резьбового соединения (не показано), которое соединяют с верхней частью вставки 124. Хотя была описана буровая коронка 200 с матричным корпусом (фиг.2), образованная с помощью способа и оборудования, описанных выше, способ и/или оборудование могут изменяться так, что, тем не менее, формируется буровая коронка 200 с матричным корпусом (фиг.2).
На фиг.2 показан вид с увеличением в поперечном сечении соединительной зоны 190, расположенной в области 198 скошенной зоны (фиг.1) в буровой коронке 200 с матричным корпусом, в соответствии с предшествующим уровнем техники. На фиг.3 показан с увеличением вид в поперечном сечении соединительной зоны 190, расположенной в области 199 центральной зоны (фиг.1) в буровой коронке 200 с матричным корпусом, в соответствии с предшествующим уровнем техники. Как можно видеть на фиг.2 и 3, когерентная объединенная масса 310 соединяется со стальной вставкой 124 через соединительную зону 190, которая формируется вдоль поверхности стальной вставки 124 и которая продолжается внутрь во внутреннюю часть стальной вставки 124. Часть связующего материала 160 проникает под действием диффузии в стальную вставку 124 и реагирует со стальной вставкой 124, формируя такую соединительную зону 190. Соединительная зона 190 включает в себя интерметаллические соединения 290. Эти интерметаллические соединения 290 имеют средний уровень твердости приблизительно 250 HV (обозначение твердости по Викерсу), который соответствует приблизительно двойной твердости связующего материала и стальной матрицы. В соответствии с фиг.2, соединительная зона 190 формируется с толщиной 215 в диапазоне от приблизительно 65 мкм до приблизительно 80 мкм в области 198 скошенной зоны (фиг.1). В соответствии с фиг.3, соединительная зона 190 формируется с толщиной 315 в диапазоне от приблизительно 10 мкм до приблизительно 20 мкм в области 199 центральной зоны (фиг.1). Толщина 215, 315 и/или объемы соединительной зоны 190 зависят от времени экспонирования и температуры экспонирования. Температура экспонирования соотносится с типом связующего материала 160, используемого для цементирования частиц из карбида вольфрама друг с другом. Производители обычно используют один и тот же связующий материал 160 в течение длительных периодов времени, например в течение десяти лет или больше, основываясь на знаниях, полученных в отношении используемого связующего материала 160. Таким образом, температура экспонирования является, по существу, одинаковой в разных отливках. Время экспонирования не всегда является одинаковым, но вместо этого, соотносится с диаметром изготовляемой буровой коронки. Когда диаметр изготовляемой буровой коронки относительно большой, присутствует больший объем частиц карбида вольфрама, которые цементируются друг с другом. Следовательно, время экспонирования также относительно более длительное, обеспечивая в результате, больше времени для цементирования большего объема частиц карбида вольфрама. Таким образом, поскольку температура экспонирования является одинаковой в разных отливках и время экспонирования является одинаковым для отливки аналогичных диаметров буровой коронки, следовательно, толщина 215, 315 интерметаллических соединений 290, формируемых в буровой коронке, является постоянной от одной отливки к другой, для буровой коронки одинакового диаметра.
Первоначально, буровые коронки с естественными алмазами использовали на нефтяных месторождениях. Такие буровые коронки с естественными алмазами работали, истирая скалистую горную породу внутри скважины, а не срезая горную породу. Таким образом, к таким буровым коронкам с естественными алмазами прикладывался незначительный крутящий момент или не прикладывался вообще, и, следовательно, очень незначительные механические напряжения наблюдались в соединительной зоне 190 буровых коронок с естественными алмазами. С появлением буровых коронок PDC буровые коронки срезают горную породу в пределах скважины, и к ним стал прикладываться больший крутящий момент. Однако такие первые буровые коронки PDC изготовляли относительно малыми, с диаметром от приблизительно 15,24 см до приблизительно 31,12 см, и способ производства предшествующего уровня техники, описанный выше, продолжал хорошо работать. Затем стали изготовлять буровые коронки PDC с большими диаметрами и стали возникать поломки вдоль соединительной зоны 190. В частности, начал возникать разрыв сцепления между вставкой 124 и когерентной объединенной массой 310 или матрицей в соединительной зоне 190. Такие интерметаллические соединения 290 представляют собой источник механических напряжений вдоль соединительной зоны 190 во время бурения, поскольку здесь возникает сокращение объема при формировании интерметаллических соединений 290. В настоящее время, когда технология изготовления резцов улучшилась, это также повысило требования в отношении буровых коронок. Буровые коронки выполняют бурение в течение множества часов. Буровые коронки также используют с приложением намного большей энергии, которая включает в себя энергию, производимую из-за увеличения веса буровой коронки и/или в результате увеличения скорости вращения буровой коронки. Такие повышенные требования к буровым коронкам стали приводить к отказам, связанным с разрывом сцепления, которое стало повторяющейся проблемой в данной отрасли промышленности. По мере увеличения толщины или объема интерметаллических соединений 290 также увеличивается риск разрыва сцепления.
Краткое описание чертежей
Представленные выше и другие свойства и аспекты изобретения будут лучше всего понятны со ссылкой на следующее описание определенных примерных вариантов осуществления изобретения, которые требуется читать совместно с приложенными чертежами.
На фиг.1 показан вид в поперечном сечении узла для отливки скважинного инструмента в соответствии с известным уровнем техники;
на фиг.2 - увеличенный вид в поперечном сечении соединительной зоны, расположенной в области скошенной зоны, в пределах буровой коронки с матричным корпусом, в соответствии с известным уровнем техники;
на фиг.3 - увеличенный вид в поперечном сечении соединительной зоны, расположенной в области центральной зоны в пределах буровой коронки с матричным корпусом, в соответствии с известным уровнем техники;
на фиг.4 - вид в поперечном сечении вставки в соответствии с примерным вариантом выполнения;
на фиг.5 - вид в поперечном сечении узла для отливки скважинного инструмента, используя вставку по фиг.4, в соответствии с примерным вариантом выполнения;
на фиг.6 - увеличенный вид в поперечном сечении соединительной зоны, расположенной в области скошенной зоны в пределах скважинного инструмента, в соответствии с примерным вариантом выполнения;
на фиг.7 - увеличенный вид в поперечном сечении соединительной зоны, расположенной в области центральной зоны в пределах скважинного инструмента, в соответствии с примерным вариантом выполнения;
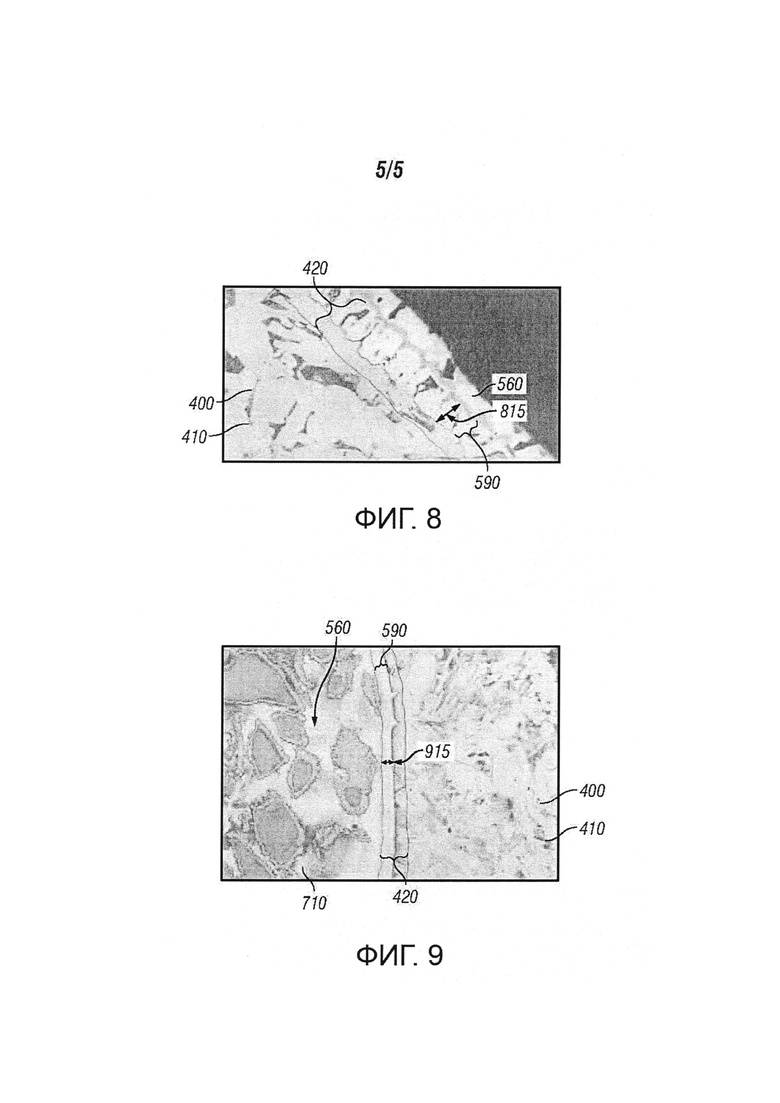
на фиг.8 - увеличенный вид в поперечном сечении соединительной зоны, расположенной в области скошенной зоны в пределах скважинного инструмента, в соответствии с другим примерным вариантом выполнения; и
на фиг.9 - увеличенный вид в поперечном сечении соединительной зоны, расположенной в области центральной зоны в пределах скважинного инструмента, в соответствии с другим примерным вариантом выполнения.
Осуществление изобретения
Данное изобретение, в общем, относится к скважинным инструментам и способам их изготовления. Более конкретно, данное изобретение относится к продуктам для бурения с пропитанной матрицей, включающим в себя, но не без ограничений, буровые коронки с запрессованными резцами, компактные поликристаллические алмазные композитные ("PDC") буровые коронки, буровые коронки с натуральными алмазами, термостабильные поликристаллические буровые коронки ("TSP"), бицентровые буровые коронки, колонковые буровые коронки и скважинные расширители и стабилизаторы с матричным корпусом, и способам производства таких элементов. Хотя представленное ниже описание относится к буровой коронке, варианты осуществления настоящего изобретения относятся к любому продукту для бурения с пропитанной матрицей.
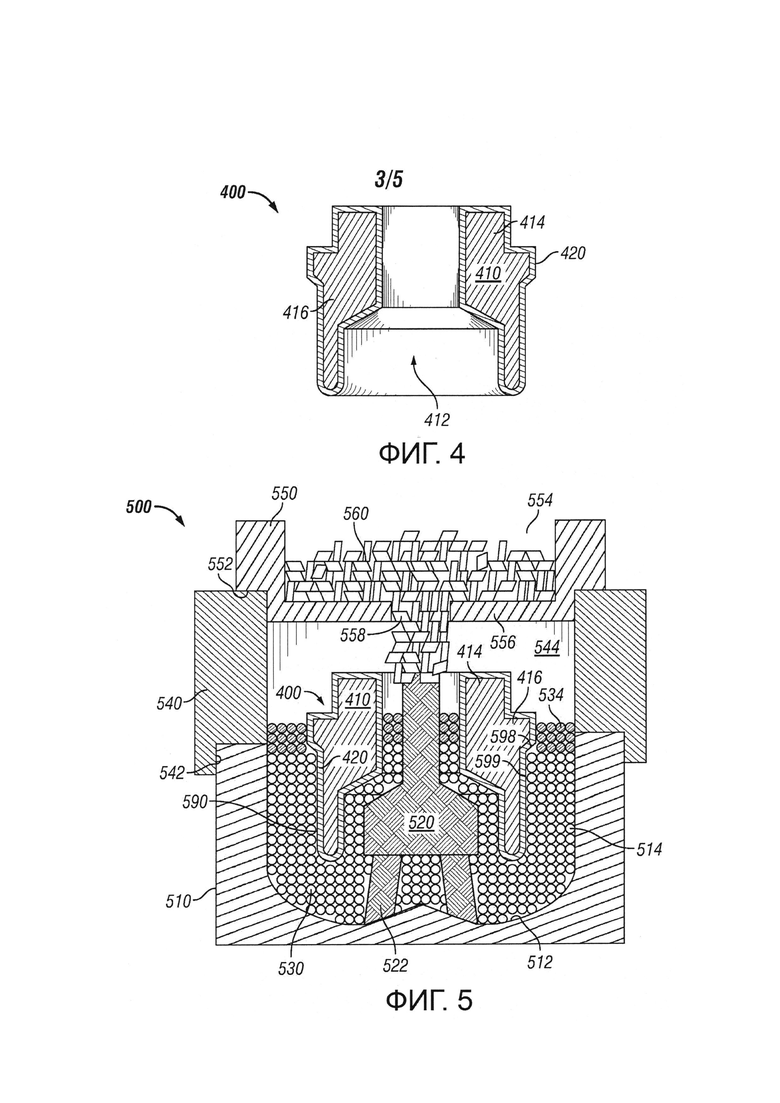
На фиг.4 показан вид в поперечном сечении вставки 400, в соответствии с примерным вариантом осуществления. Вставка 400 включает в себя внутренний компонент 410 вставки и металлическое покрытие 420, нанесенное, по меньшей мере, на часть поверхности внутреннего компонента 410 вставки. Внутренний компонент 410 вставки аналогичен вставке 124 (фиг.1), описанной выше. Внутренний компонент 410 вставки выполнен как цилиндрический компонент полой формы и включает в себя полость 412, продолжающуюся через всю длину внутреннего компонента 410 вставки. В соответствии с некоторыми примерными вариантами осуществления, внутренний компонент 410 вставки также включает в себя верхнюю часть 414 и нижнюю часть 416. Верхняя часть 414 имеет меньшую внешнюю окружность, чем нижняя часть 416. В соответствии с некоторыми примерными вариантами осуществления, внутренний компонент 410 вставки изготовлен из стали, однако любой другой соответствующий материал, известный специалистам в данной области техники, используется в других примерных вариантах осуществления.
Металлическое покрытие 420 нанесено, по меньшей мере, на часть поверхности внутреннего компонента 410 вставки. В некоторых примерных вариантах осуществления металлическое покрытие 420 нанесено на поверхность всего внутреннего компонента 410 вставки. В других примерных вариантах осуществления металлическое покрытие 420 нанесено на часть поверхности внутреннего компонента 410 вставки. Например, металлическое покрытие 420 нанесено на поверхность нижней части 416, которая представляет собой часть, соединяемую с материалом матрицы или когерентной объединенной массой 710 (фиг.7), описанной ниже. Металлическое покрытие 420 наносят на внутренний компонент 410 вставки, используя технологии электролитического покрытия. В качестве альтернативы, другие технологии, такие как плазменное распыление, бомбардировка ионами, электрохимическое осаждение или другие известные технологии покрытия, используют для нанесения металлического покрытия 420 на внутренний компонент 410 вставки в других примерных вариантах осуществления. Металлическое покрытие 420 изготавливают, используя материал, который уменьшает формирование интерметаллических соединений 690 (фиг.6) вдоль поверхности вставки 400 (фиг.4). В частности, металлическое покрытие 420 уменьшает миграцию связующего материала 560 (фиг.5) из когерентной объединенной массы 710 (фиг.7) во внутренний компонент 410 вставки при температуре и времени экспонирования во время процесса производства. Металлическое покрытие 420 изготавливают из никеля в соответствии с некоторыми примерными вариантами осуществления. В качестве альтернативы, металлическое покрытие 420 изготавливают, используя, по меньшей мере, один материал из латуни, бронзы, меди, алюминия, цинка, золота, молибдена, сплава металлов любого ранее упомянутого металла или из любого другого соответствующего материала, который позволяет уменьшить миграцию связующего материала 560 (фиг.5) во внутренний компонент 410 вставки. В качестве альтернативы, разные типы покрытия, такие как полимерное покрытие, используют вместо металлического покрытия.
Металлическое покрытие 420 наносят на внутренний компонент 410 вставки с толщиной 422 в диапазоне от приблизительно 5 мкм до приблизительно 200 мкм. В другом примерном варианте осуществления металлическое покрытие 420 имеет толщину 422 в диапазоне от приблизительно 5 мкм до приблизительно 150 мкм. В еще одном примерном варианте осуществления металлическое покрытие 420 имеет толщину 422 в диапазоне от приблизительно 5 мкм до приблизительно 80 мкм. В дополнительном примерном варианте осуществления металлическое покрытие 420 имеет толщину 422 в диапазоне менее чем или больше чем ранее упомянутые диапазоны. В некоторых примерных вариантах осуществления толщина 422, по существу, однородна, в то время как в других примерных вариантах осуществления толщина 422 является неоднородной. Например, толщина 422 больше вдоль поверхности внутреннего компонента 410 вставки, на которой обычно формируется большая толщина интерметаллического соединения во время процесса производства, такого как область 598 скошенной зоны (фиг.5).
На фиг.5 показан вид в поперечном сечении узла 500 для отливки скважинного инструмента с использованием вставки 400, в соответствии с примерным вариантом осуществления. Как показано на фиг.5, узел 500 для отливки скважинного инструмента включает в себя литейную форму 510, стержень 520, один или несколько удаляемых элементов 522 сопел, вставку 400, воронку 540 и стакан 550 для связующего материала. Узел 500 для отливки скважинного инструмента используется для изготовления отливки (не показана) скважинного инструмента, такого как буровые коронки с запрессованными резцами, буровые коронки PDC, буровые коронки с натуральными алмазами и буровые коронки TSP. Однако узел 500 для отливки скважинного инструмента модифицирован в других примерных вариантах осуществления для изготовления других скважинных инструментов, таких как бицентровые буровые коронки, колонковые буровые коронки и скважинные расширители и стабилизаторы с матричным корпусом.
Литейная форма 510 изготовлена с точно механически обработанной внутренней поверхностью 512, и в ней сформирован объем 514 литейной формы, расположенный внутри внутренней части литейной формы 510. Литейная форма 510 изготовлена из песка, твердого угольного графита, керамики или других известных соответствующих материалов. Точно механически обработанная внутренняя поверхность 512 имеет форму, которая представляет собой негатив того, что составит внешнюю форму получаемого в конечном итоге торца коронки. Точно механически обработанную внутреннюю поверхность 512 фрезеруют и зачищают для формирования соответствующих контуров законченной буровой коронки. Различные типы резцов (не показаны), известные специалистам в данной области техники, могут быть размещены вдоль мест положения режущих кромок буровой коронки и также, в случае необходимости, могут быть размещены вдоль области, определяющей стандартный диаметр буровой коронки. Эти резцы размещают во время процесса изготовления буровой коронки или после изготовления буровой коронки, используя пайку твердым припоем или другие способы, известные специалистам в данной области техники.
После изготовления толстостенной литейной формы 510, устанавливают удаляемые элементы, по меньшей мере, частично внутри объема 514 литейной формы. Удаляемые элементы изготовляют из глины, песка, графита, керамики или других известных соответствующих материалов. Эти удаляемые элементы состоят из центрального стержня 520 и, по меньшей мере, одного удаляемого элемента 522 сопла. Центральный стержень 520 расположен, по существу, в центре толстостенной литейной формы 510 и подвешен на требуемом расстоянии от нижней части внутренней поверхности 512 литейной формы. Удаляемые элементы 522 сопел расположены внутри литейной формы 110 и продолжаются от центрального стержня 520 до нижней части внутренней поверхности 512 литейной формы. Центральный стержень 520 и удаляемые элементы 522 сопел в последующем удаляют из получаемой в конечном итоге отливки буровой коронки таким образом, что буровой раствор (не показан) может протекать через центр готовой буровой коронки во время работы буровой коронки.
Вставку 400, которая была описана выше, подвешивают по центру, по меньшей мере, частично внутри литейной формы 510 и вокруг центрального стержня 520. Вставку 400 устанавливают так, что она продолжается на заданное расстояние вниз внутрь литейной формы 510. Расстояние между внешней поверхностью вставки 400 и внутренней поверхностью 512 литейной формы 510 составляет приблизительно 12 мм или больше таким образом, что потенциальное растрескивание литейной формы 510 уменьшается во время процесса отливки. Однако это расстояние изменяется в других примерных вариантах осуществления в зависимости от прочности литейной формы 510 или способа и/или оборудования, используемых при изготовлении отливки.
После установки удаляемых элементов 520, 522 и вставки 400 в литейную форму 510 в литейную форму 510 загружают порошок 530 карбида вольфрама так, что он заполняет часть объема 514 литейной формы, который окружает нижнюю часть вставки 416, между внутренними поверхностями вставки 400 и внешними поверхностями центрального стержня 520 и между удаляемыми элементами 522 сопел. Порошок 534 плечевой накладки загружают поверх порошка 530 карбида вольфрама в области, расположенной как в области снаружи от вставки 400, так и в области между вставкой 400 и центральным стержнем 520. Порошок 534 плечевой накладки приготовлен из порошка вольфрама или другого известного соответствующего материала. Порошок 534 плечевой накладки предназначен для объединения отливки со стальной вставкой 400 и поддается механической обработке. После загрузки порошка 530 карбида вольфрама и порошка 534 плечевой накладки в литейную форму 510 литейную форму 1510 обычно подвергают вибрации для улучшения уплотнения порошка 530 из карбида вольфрама и порошка 134 плечевой накладки. Хотя литейную форму 510 подвергают вибрации после загрузки порошка 530 карбида вольфрама и порошка 534 плечевой накладки в литейную форму 510, вибрация в литейной форме 510 может быть осуществлена как промежуточный этап перед, во время и/или после загрузки порошка 534 плечевой накладки поверх порошка 530 из карбида вольфрама.
Воронка 540 представляет собой графитовый цилиндр, в котором сформирован объем 544 воронки. Воронка 540 соединена с верхней частью литейной формы 510. Выемка 542 сформирована на внутренней кромке воронки 540, что способствует соединению воронки 540 с верхним участком литейной формы 510. В некоторых примерных вариантах осуществления внутренний диаметр литейной формы 510 аналогичен внутреннему диаметру воронки 540 после соединения вместе воронки 540 и литейной формы 510.
Стакан 550 для связующего материала представляет собой цилиндр, имеющий основание 556 с отверстием 558, выполненным в основании 556 и продолжающимся через основание 556. Внутри стакана 550 для связующего материала также сформирован объем 554 стакана для содержания связующего материала 560. Стакан 550 для связующего материала соединен с верхним участком воронки 540 через выемку 152, которая сформирована на внешней кромке стакана 550 для связующего материала. Эта выемка 552 способствует соединению стакана 550 для связующего материала с верхним участком воронки 540. После сборки узла 500 для отливки скважинного инструмента, заданное количество связующего материала 560 загружают в объем 554 стакана для связующего материала. Типичный связующий материал 560 представляет собой сплав меди или другого соответствующего известного материала. Хотя один пример был представлен для установки узла 500 для отливки скважинного инструмента, другие примеры, имеющие большее, меньшее количество или другие компоненты, используются для формирования узла 500 для отливки скважинного инструмента. Например, литейную форму 510 и воронку 540 комбинируют в один компонент в некоторых примерных вариантах осуществления.
Узел 500 для отливки скважинного инструмента помещают в печь (не показана) или другую нагревательную структуру. Связующий материал 560 плавится и протекает в порошок 530 карбида вольфрама через отверстия 558 стакана 550 для связующего материала. В печи расплавленный связующий материал 560 пропитывает порошок 530 из карбида вольфрама для заполнения промежутков, образовавшихся между частицами порошка 530 карбида вольфрама. Во время такой обработки существенное количество связующего материала 560 используется так, что оно заполняет, по меньшей мере, существенную часть объема 544 воронки. Этот избыточный связующий материал 560 в объеме 544 воронки прикладывает направленное вниз усилие на порошок 530 карбида вольфрама и на порошок 534 плечевой накладки. После полной пропитки порошка 530 карбида вольфрама связующим материалом 560 узел 500 для отливки скважинного инструмента вынимают из печи и охлаждают в контролируемых условиях. После охлаждения связующий материал 560 затвердевает и цементирует вместе частицы порошка 530 карбида вольфрама с получением когерентной объединенной массы 750 (фиг.7). Связующий материал 560 также связывает эту когерентную объединенную массу 750 (фиг.7) со стальной вставкой 400, формируя, таким образом, соединительную зону 590, которая формируется вдоль, по меньшей мере, области 598 скошенной зоны стальной вставки 400 и области 599 центральной зоны стальной вставки 400. Когерентная объединенная масса 750 (фиг.7) и вставка 400 совместно формируют буровую коронку 200 с матричным корпусом (фиг.6), часть которой показана на фиг.6 и 7. После охлаждения толстостенную литейную форму 510 разбивают, освобождая отливку. Отливку затем подвергают этапам конечной обработки, которые известны специалистам в данной области техники, включая в себя добавление резьбового соединения (не показано), которое соединяют с верхней частью 414 вставки 400. Хотя буровая коронка 600 с матричным корпусом (фиг.6) была описана, как образованная с помощью способа и оборудования, описанных выше, способ и/или оборудование могут изменяться так, что, тем не менее, формируется буровая коронка 600 с матричным корпусом (фиг.6).
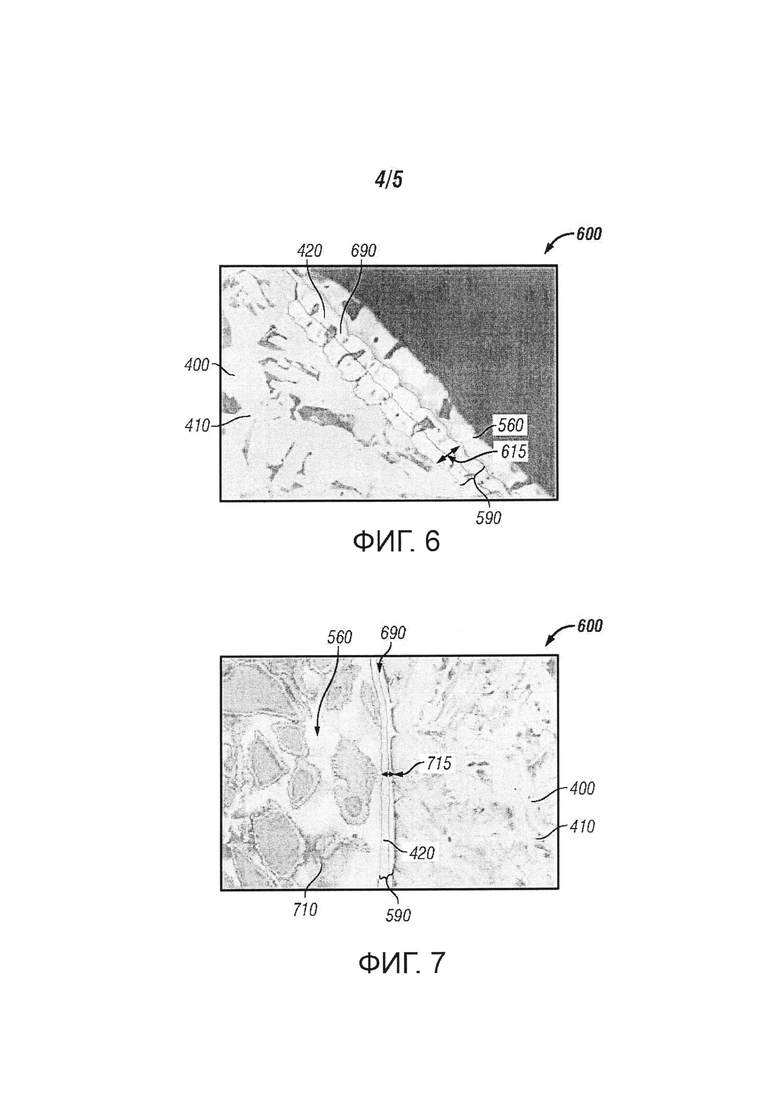
На фиг.6 показан с увеличением вид в поперечном сечении соединительной зоны 590, расположенной в области 598 скошенной зоны (фиг.5) в скважинном инструменте, в соответствии с примерным вариантом осуществления. На фиг.7 показан с увеличением вид в поперечном сечении соединительной зоны 590, расположенной в области 599 центральной зоны (фиг.5) в скважинном инструменте, в соответствии с примерным вариантом осуществления. Как показано на фиг.6 и 7, вставка 400 включает в себя внутренний компонент 410 вставки и металлическое покрытие 420, которое нанесено на поверхность внутреннего компонента 410 вставки. Когерентная объединенная масса 710 связана со вставкой 400 через соединительную зону 590, которая сформирована вдоль поверхности вставки 400 и которая продолжается внутрь на внутреннюю часть вставки 400. В соответствии с некоторыми примерными вариантами осуществления, металлическое покрытие 420 нанесено, как тонкий слой, на внутренний компонент 410 вставки таким образом, что часть связующего материала 560 проникает под действием диффузии как в металлическое покрытие 420, так и во внутренний компонент 410 вставки и реагирует с металлическим покрытием 420 и частью внутреннего компонента 410 вставки для формирования такой соединительной зоны 590. Соединительная зона 590 включает в себя интерметаллические соединения 690, которые аналогичны интерметаллическим соединениям 290 (фиг.2). В соответствии с фиг.6, соединительная зона 590 сформирована с толщиной 615 в диапазоне от приблизительно 5 мкм до менее чем 65 мкм в области 598 скошенной зоны (фиг.5). В другом примерном варианте осуществления соединительная зона 590 сформирована с толщиной 615 в диапазоне от приблизительно 5 мкм до меньше чем 50 мкм в области 598 скошенной зоны (фиг.5). В еще одном примерном варианте осуществления соединительная зона 590 сформирована с толщиной 615 в диапазоне от приблизительно 5 мкм до меньше чем 30 мкм в области 598 скошенной зоны (фиг.5). В соответствии с фиг.7, соединительная зона 590 сформирована с толщиной 715 в диапазоне от приблизительно 2 мкм до меньше чем приблизительно 10 мкм в области 599 центральной зоны (фиг.5). В другом примерном варианте осуществления соединительная зона 590 сформирована с толщиной 715 в диапазоне от приблизительно 2 мкм до меньше чем 8 мкм в области 599 центральной зоны (фиг.5). В еще одном примерном варианте осуществления соединительная зона 590 сформирована с толщиной 715 в диапазоне от приблизительно 2 мкм до меньше чем 6 мкм в области 599 центральной зоны (фиг.5). Толщины 615, 715 и/или объемы соединительной зоны 590 зависят от времени экспонирования, температуры и толщины металлического покрытия 420, которое было нанесено на внутренний компонент 410 вставки. Как упомянуто выше, металлическое покрытие 420 уменьшает миграцию связующего материала 560 из когерентной объединенной массы 710 во вставку 400 во время процесса производства.
На фиг.8 показан вид с увеличением в поперечном сечении соединительной зоны 590, расположенной в области 598 скошенной зоны (фиг.5) в скважинном инструменте, в соответствии с другим примерным вариантом осуществления. На фиг.9 показан вид с увеличением в поперечном сечении соединительной зоны 590, расположенной в области 599 центральной зоны (фиг.5) скважинного инструмента, в соответствии с другим примерным вариантом осуществления. Как показано на фиг.8 и 9, вставка 400 включает в себя внутренний компонент 410 вставки и металлическое покрытие 420, которое нанесено на поверхность внутреннего компонента 410 вставки. Когерентная объединенная масса 710 связывается со вставкой 400 через соединительную зону 590, которая формируется вдоль поверхности вставки 400 и которая продолжается внутрь во внутреннюю часть вставки 400. В соответствии с некоторыми примерными вариантами осуществления, металлическое покрытие 420 наносят на внутренний компонент 410 вставки таким образом, что часть связующего материала 560 проникает под действием диффузии в часть металлического покрытия 420, но не во внутренний компонент 410 вставки. Проникнувший под действием диффузии связующий материал 560 взаимодействует с частью металлического покрытия 420 для формирования такой соединительной зоны 590. Соединительная зона 590 включает в себя интерметаллические соединения 690, которые аналогичны интерметаллическим соединениям 290 (фиг.2). В соответствии с фиг.8, соединительная зона 590 формируется с толщиной 815 в диапазоне от приблизительно 5 мкм до меньше чем 65 мкм в области 598 скошенной зоны (фиг.5). В другом примерном варианте осуществления соединительная зона 590 формируется с толщиной 815 в диапазоне от приблизительно 5 мкм до меньше чем 50 мкм в области 598 скошенной зоны (фиг.5). В еще одном примерном варианте осуществления соединительная зона 590 формируется с толщиной 815 в диапазоне от приблизительно 5 мкм до меньше чем 30 мкм в области 598 скошенной зоны (фиг.5). В соответствии с фиг.9, соединительная зона 590 формируется с толщиной 915 в диапазоне от приблизительно 2 мкм до меньше чем приблизительно 10 мкм в области 599 центральной зоны (фиг.5). В другом примерном варианте выполнения осуществления соединительная зона 590 формируется с толщиной 915 в диапазоне от приблизительно 2 мкм до меньше чем 8 мкм в области 599 центральной зоны (фиг.5). В еще одном примерном варианте осуществления соединительная зона 590 формируется с толщиной 915 в диапазоне от приблизительно 2 мкм до меньше чем 6 мкм в области 599 центральной зоны (фиг.5). Толщины 815, 915 и/или объемы соединительной зоны 590 зависят от времени экспонирования, температуры и толщины металлического покрытия 420, которое нанесено на внутренний компонент 410 вставки. Как упомянуто ранее, металлическое покрытие 420 уменьшает миграцию связующего материала 560 из когерентной объединенной массы 710 во вставку 400, во время процесса производства.
Хотя изобретение было описано со ссылкой на конкретные варианты осуществления, эти описания не следует рассматривать в ограничительном смысле. Различные модификации раскрытых вариантов осуществления, а также альтернативные варианты осуществления изобретения будут понятны для специалиста в данной области техники при ссылке на описание изобретения. Для таких специалистов в данной области техники должно быть понятно, что раскрытые концепция и конкретные варианты осуществления могут легко использоваться как основа для модификации или разработки других структур, для выполнения того же назначения изобретения. Для специалиста в данной области техники также должно быть ясно, что такие эквивалентные конструкции не выходят за пределы сущности и объема изобретения, как установлено в приложенной формуле изобретения. Поэтому подразумевается, что формула изобретения охватывает любые такие модификации или варианты осуществления, которые попадают в пределы объема изобретения.
Изобретение может быть использовано на нефтяных месторождениях. Скважинный инструмент содержит вставку 400, включающую внутренний компонент 410 и металлическое покрытие 420, вокруг, по меньшей мере, части поверхности внутреннего компонента. Внутренний компонент имеет цилиндрическую форму и определяет канал, проходящий через его верхнюю часть 414 и нижнюю часть 416. Скважинный инструмент отливают в узле 500, содержащем литейную форму 510, стержень 520, элементы 522 сопел, вставку 400, воронку 540 и стакан 550 для связующего материала. В литейную форму загружают порошок 530 карбида вольфрама. После помещения формы в печь связующий материал плавится и пропитывает порошок карбида вольфрама, формируя сцементированный материал матрицы. Покрытие 420 уменьшает миграцию связующего материала во вставку, позволяя обеспечить управление толщиной интерметаллических соединений на соединительной линии. Обеспечивается уменьшение частоты возникновения поломок вдоль соединительной линии между сцементированной матрицей и вставкой. 3 н. и 22 з.п. ф-лы, 9 ил.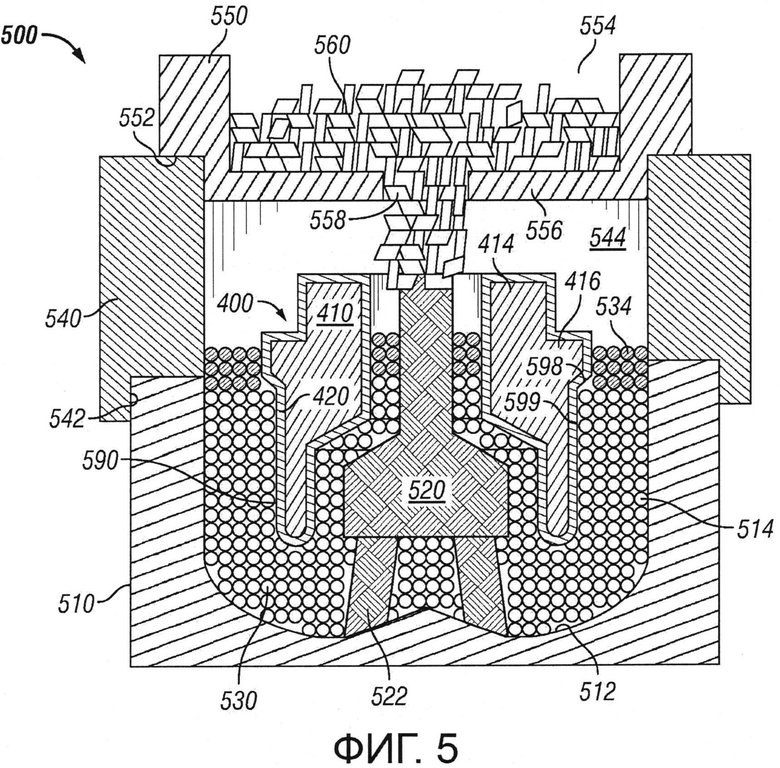
1. Устройство для изготовления скважинного инструмента, содержащее
внутренний компонент вставки, содержащий верхнюю часть и нижнюю часть, при этом внутренний компонент вставки имеет цилиндрическую форму и определяет канал, продолжающийся через верхнюю часть и нижнюю часть, и
покрытие, нанесенное вокруг, по меньшей мере, части поверхности внутреннего компонента вставки,
сцементированный материал матрицы, соединенный с внутренним компонентом вставки,
соединительную зону между внутренним компонентом вставки и цементированным материалом матрицы, при этом
соединительная зона содержит интерметаллические соединения, причем
соединительная зона образована в результате реакции между сцементированным материалом матрицы и покрытием, при этом
покрытие обеспечивает уменьшение толщины соединительной зоны.
2. Устройство по п. 1, в котором покрытие нанесено вокруг поверхности нижней части.
3. Устройство по п. 1, в котором покрытие нанесено вокруг всей поверхности внутреннего компонента вставки.
4. Устройство по п. 1, в котором покрытие содержит металлическое покрытие.
5. Устройство по п. 4, в котором металлическое покрытие изготовлено, по меньшей мере, из одного материала из никеля, латуни, бронзы, меди, алюминия, цинка, золота, молибдена и металлического сплава.
6. Устройство по п. 1, в котором внутренний компонент вставки содержит сталь.
7. Устройство по п. 1, в котором толщина покрытия до соединения со сцементированным материалом матрицы находится в диапазоне от приблизительно 5 мкм до меньше чем приблизительно 200 мкм.
8. Устройство по п. 1, в котором толщина покрытия однородна.
9. Устройство по п. 1, в котором внутренняя вставка содержит центральную зону, и интерметаллическое соединение в центральной зоне имеет толщину в диапазоне от 2 мкм до менее чем 10 мкм.
10. Устройство по п. 9, в котором внутренняя вставка содержит скошенную зону, и интерметаллическое соединение в скошенной зоне имеет толщину в диапазоне от 5 мкм до менее 65 мкм.
11. Устройство по п. 1, в котором сцементированный материал матрицы содержит связующий материал и порошок карбида вольфрама.
12. Скважинный инструмент, содержащий:
металлический компонент, содержащий поверхность центральной зоны;
покрытие на металлическом компоненте;
сцементированный материал матрицы, содержащий связующий материал, цементирующий в материале матрицы порошковый материал, при этом сцементированный материал матрицы присоединен к поверхности центральной зоны;
соединительную зону между покрытием и сцементированным материалом матрицы;
при этом соединительная зона содержит множество интерметаллических соединений, причем множество интерметаллических соединений имеет толщину в диапазоне от 2 мкм до меньше чем 10 мкм.
13. Скважинный инструмент по п. 12, в котором толщина множества интерметаллических соединений на поверхности центральной зоны находится в диапазоне от 2 мкм до меньше чем 8 мкм.
14. Скважинный инструмент по п. 12, в котором толщина множества интерметаллических соединений на поверхности центральной зоны находится в диапазоне от 2 мкм до меньше чем 6 мкм.
15. Скважинный инструмент по п. 12, в котором металлический компонент дополнительно содержит поверхность скошенной зоны, при этом скважинный инструмент дополнительно содержит вторую соединительную зону между покрытием и сцементированным материалом матрицы на поверхности скошенной зоны, вторую соединительную зону между сцементированным материалом матрицы и поверхностью скошенной зоны, причем вторая соединительная зона содержит второе множество интерметаллических соединений, при этом второе множество интерметаллических соединений имеет толщину в диапазоне от 5 мкм до меньше чем 65 мкм.
16. Скважинный инструмент по п. 12, в котором толщина второго множества интерметаллических соединений на поверхности скошенной зоны находится в диапазоне от 5 мкм до меньше чем 50 мкм.
17. Скважинный инструмент по п. 12, в котором толщина второго множества интерметаллических соединений на поверхности скошенной зоны находится в диапазоне от 5 мкм до меньше чем 30 мкм.
18. Скважинный инструмент по п. 12, в котором металлический компонент дополнительно содержит:
внутренний компонент вставки, имеющий цилиндрическую форму и определяющий канал, продолжающийся через него; и
при этом второе множество интерметаллических соединений сформировано на части толщины покрытия.
19. Скважинный инструмент по п. 15, в котором металлический компонент дополнительно содержит:
внутренний компонент вставки, имеющий цилиндрическую форму и определяющий канал, продолжающийся через него; и
при этом второе множество интерметаллических соединений сформировано в толщине покрытия и в части толщины внутреннего компонента вставки.
20. Скважинный инструмент по п. 12, в котором металлический компонент дополнительно содержит:
внутренний компонент вставки, имеющий, по существу, цилиндрическую форму и определяющий канал, продолжающийся через него;
при этом множество интерметаллических соединений сформировано в части толщины покрытия.
21. Скважинный инструмент по п. 12, в котором металлический компонент дополнительно содержит:
внутренний компонент вставки, имеющий цилиндрическую форму и определяющий канал, продолжающийся через него,
при этом множество интерметаллических соединений сформировано в толщине покрытия и в части толщины внутреннего компонента вставки.
22. Способ изготовления скважинного инструмента, содержащий:
помещение вставки в узел для отливки скважинного инструмента, при этом вставка содержит:
внутренний компонент вставки, который имеет цилиндрическую форму и определяет канал, продолжающийся через него; и
покрытие, нанесенное вокруг, по меньшей мере, части поверхности внутреннего компонента вставки;
помещение смеси вокруг, по меньшей мере, части поверхности вставки в узле для отливки скважинного инструмента, при этом смесь содержит порошковый материал и связующий материал;
плавление связующего материала; и
формирование сцементированного материала матрицы из смеси; и
соединение сцементированного материала матрицы со вставкой, при этом
соединительный слой образован на поверхности вставки,
соединительный слой содержит множество интерметаллических соединений, и покрытие обеспечивает уменьшение толщины соединительного слоя.
23. Способ по п. 22, в котором покрытие изготовлено из, по меньшей мере, одного материала из никеля, латуни, бронзы, меди, алюминия, цинка, золота, молибдена и металлического сплава.
24. Способ по п. 22, в котором соединительный слой формируют на части покрытия.
25. Способ по п. 22, в котором соединительный слой формируют в покрытии и в части внутреннего компонента вставки.
| WO 2010078129 A2, 08.07.2010 | |||
| RU 2008123050 А1, 20.12.2009 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| WO 2008091793 A2, 31.07.2008. | |||

