В соответствии со Сводом законов США, статья 35, § 119, настоящая заявка испрашивает приоритет на основании предварительной патентной заявки №61/547,328, озаглавленной «Использование трубчатого прутка из карбида вольфрама для армирования матрицы из поликристаллического алмазного композита», поданной 14 октября 2011 года, полное содержание которой включено в описание по ссылке.
Уровень техники
Настоящее изобретение, в целом, относится к пропитанным (инфильтрированным) матричным буровым изделиям, включая, но, не ограничиваясь, матричные буровые долота, бицентричные долота, керновые головки, а также скважинные расширители и стабилизаторы с матричным корпусом. Более конкретно, настоящее изобретение относится к армированным (твердым сплавом) пропитанным матричным буровым изделиям и к способам армирования подобных изделий.
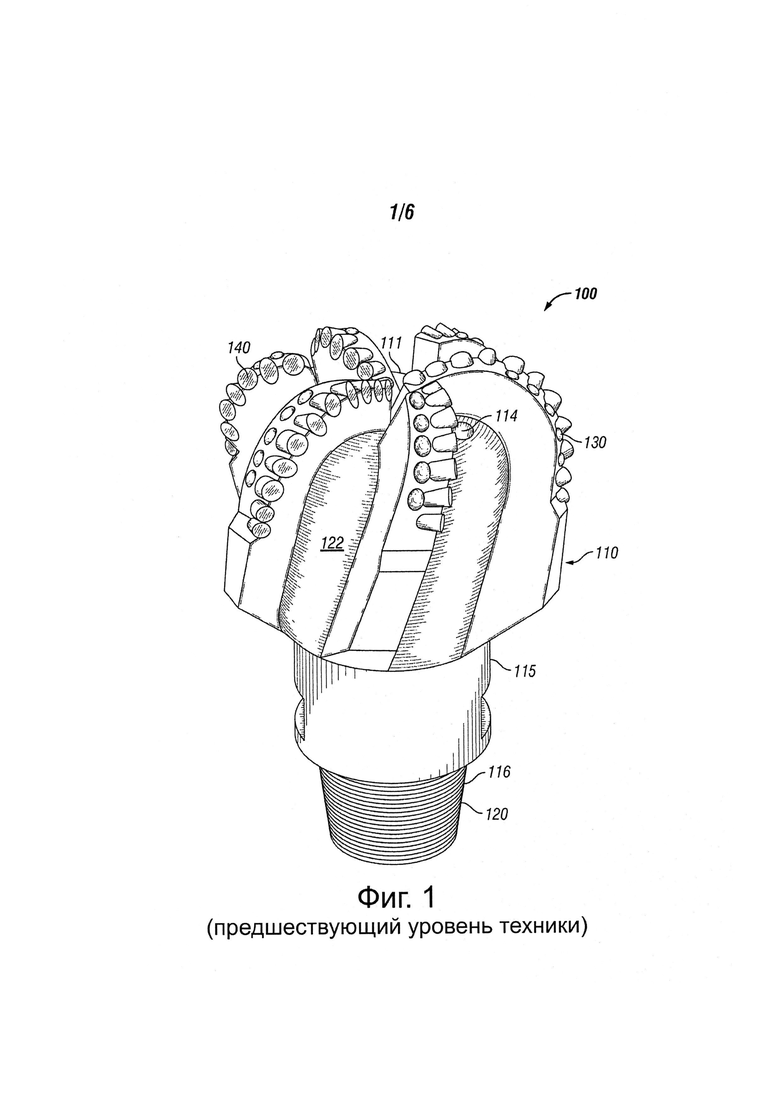
На фиг. 1 показан вид в перспективе пропитанного матричного бурового долота 100 из предшествующего уровня техники. Со ссылкой на фиг. 1 пропитанное матричное буровое долото 100 или буровое долото содержит корпус 110 долота, который соединен с хвостовиком 115. Хвостовик 115 содержит резьбовое соединение 116 у одного из торцов 120. Резьбовое соединение 116 соединяется с бурильной колонной (не показана) или другим оборудованием, которое соединено с бурильной колонной. Резьбовое соединение 116 показано расположенным на внешней поверхности одного из торцов 120. Подобное положение предполагает, что пропитанное матричное буровое долото 100 соединяется с соответствующим резьбовым соединением, расположенным на внутренней поверхности бурильной колонны (не показана). Однако по другим типовым вариантам осуществления резьбовое соединение 116 у одного из торцов 120, как вариант, может быть расположено на внутренней поверхности одного из торцов 120, если соответствующее резьбовое соединение бурильной колонны (не показана) находится на ее внешней поверхности. Канал (не показан), проходящий продольно через хвостовик 115 и корпус 110 долота, обеспечивает во время буровых работ циркуляцию бурового раствора изнутри буровой колонны к поверхности 111 бурового долота через одну или несколько форсунок 114.
Корпус 110 долота содержит несколько лопастей 130, проходящих от поверхности 111 корпуса 110 бурового долота в направлении резьбового соединения 116. Поверхность 111 бурового долота расположена у одного из торцов корпуса 110 долота, наиболее удаленного от хвостовика 115. Несколько лопастей 130 образуют режущую поверхность пропитанного матричного бурового долота 100. Одна или более из подобных нескольких лопастей 130 либо соединены с корпусом 110 долота, либо цельноформованы с корпусом 110 долота. Между каждыми следующими друг за другом лопастями 130 образованы отверстия 122 для выноса бурового шлама, которые позволяют выбуренной породе и буровой жидкости возвращаться на поверхность ствола скважины (не показана) после выброса буровой жидкости из форсунок 114. Множество резцов 140 соединены с каждой из лопастей 130 и выступают наружу от поверхности лопастей 130 для врезания в толщу пород при вращении пропитанного матричного бурового долота 100 во время бурения. Резцы 140 и части корпуса 110 долота деформируют толщу пород за счет соскребания и/или срезания. Резцы 140 и части корпуса 110 долота во время бурения подвергаются экстремальным усилиям и нагрузкам, в результате чего поверхности резцов 140 и корпуса 110 долота изнашиваются. В конечном итоге, поверхности резцов 140 и корпуса 110 долота изнашиваются до такой степени, что пропитанное матричное буровое долото 100 становится далее непригодным для бурения и должно быть либо восстановлено для последующего использования, либо утилизировано и заменено на другое буровое долото. Хотя был рассмотрен один из вариантов осуществления пропитанного бурового долота, по типовым вариантам осуществления настоящего изобретения могут использоваться другие виды пропитанных буровых долот, известных специалистам в данной области техники.
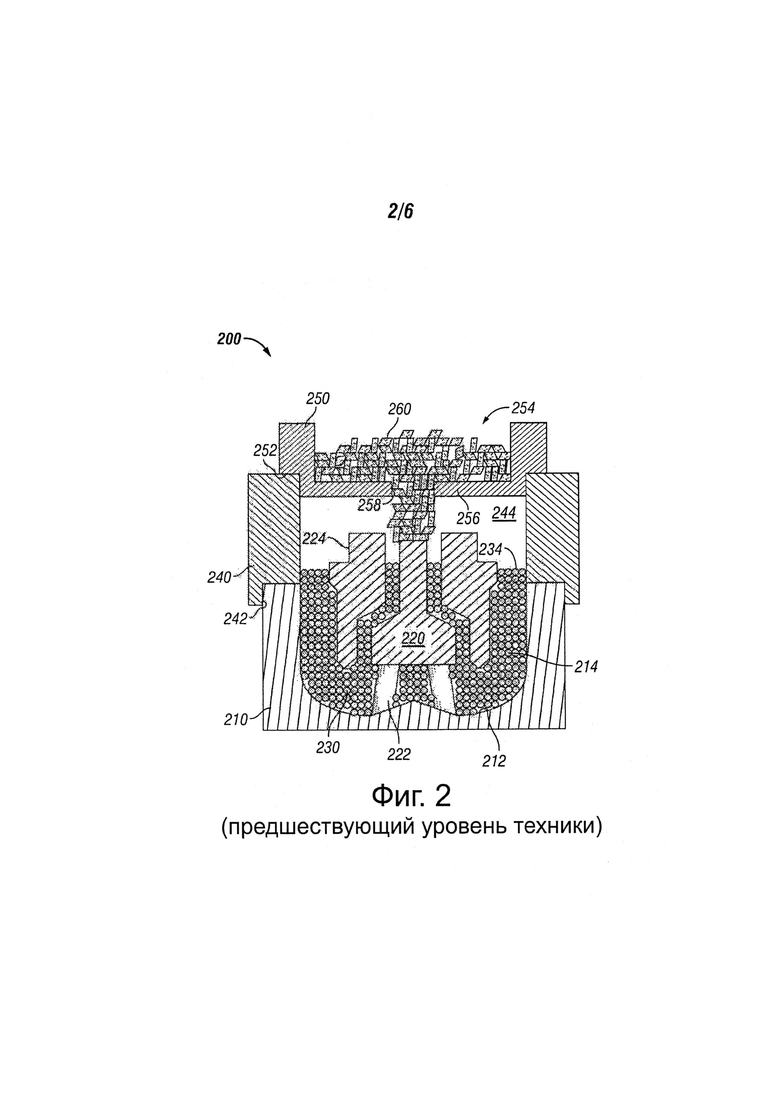
На фиг. 2 показан вид в сечении литьевого узла 200 скважинного снаряда, используемого для изготовления пропитанного матричного бурового долота 100 (фиг. 1) в соответствии с предшествующим уровнем техники. Со ссылкой на фиг. 2 литьевой узел 200 скважинного снаряда состоит из формы 210, центрального стержня 220, одного или нескольких вытеснителей 222 для форсунок, болванки 224, литниковой воронки 240 и чаши 250 со связующим веществом. Литьевой узел 200 скважинного снаряда используется для изготовления отливки (не показана) пропитанного матричного бурового долота 100.
При помощи типовой литейной установки и способа по фиг. 2 изготавливают форму 210 с прецизионно обработанной внутренней поверхностью 212 и формируют внутренний объем 214 формы 210. Внутренняя поверхность 212 по меньшей мере частично окружает объем 214 формы. Форму 210 изготавливают из песка, графита из твердого углерода или керамики. Прецизионно обработанная внутренняя поверхность 212 имеет форму, которая представляет собой негатив того, что в последующем станет элементами поверхности 111 бурового долота (фиг. 1). Прецизионно механически обработанная внутренняя поверхность 212 фрезеруется и подвергается финишной обработке для получения соответствующих контуров готового пропитанного матричного бурового долота 100 (фиг. 1). Различные виды резцов 140 (фиг. 1), известные специалистам в данной области техники, могут размещаться вдоль режущих кромок долота 100 (фиг. 1), а также необязательно могут размещаться вдоль калибровочной области долота 100 (фиг. 1). Подобные резцы 140 (фиг. 1) могут помещаться внутрь формы 210 во время процесса изготовления долота или после того как долото 100 (фиг. 1) изготовлено при помощи пайки или иных способов, известных специалистам, обладающим рядовыми знаниями в данной области техники.
После изготовления формы 210, вытеснители помещаются по меньшей мере частично внутрь объема 214 формы. Вытеснители обычно изготавливают из глины, песка, графита или керамики. Подобные вытеснители включают центральный стержень 220 и по меньшей мере один вытеснитель 222 для форсунки. Центральный стержень 220 расположен по существу в центре формы 210 и подвешен на соответствующем расстоянии от нижней части внутренней поверхности 212 формы. Вытеснители 222 для форсунки расположены внутри формы 210 и проходят от центрального стержня 220 к нижней части внутренней поверхности 212 формы, т.е. там, где формируется форсунка 114 (фиг. 1). Впоследствии центральный стержень 220 и вытеснители 222 для форсунки удаляются из полученной отливки бурового долота таким образом, чтобы во время использования долота буровой раствор мог проходить через центр готового пропитанного матричного бурового долота 100 (фиг. 1).
Болванка 224 является цилиндрической стальной литой оправкой, которая подвешивается в центре по меньшей мере частично внутри формы 210 и вокруг центрального стержня 220. Для подвешивания болванки 224 внутри формы 210 используется инструмент (не показан), известный специалистам, обладающим рядовыми знаниями в данной области техники. Болванка 224 навешивается на инструмент, а инструмент опускается таким образом, чтобы болванка оказывалась на заданном расстоянии внутри формы 210 и была надлежащим образом выровнена в ней. После завершения процесса изготовления верхняя часть болванки 224 образует хвостовик 115 (фиг. 1).
После надлежащей установки вытеснителей 220, 222 и болванки 224 внутри формы 210, в форму 210 загружают порошок 230 карбида вольфрама таким образом, чтобы он заполнял часть объема 214 формы, который включает в себя область, расположенную вокруг нижней части болванки 224, между внутренними поверхностями болванки 224 и внешними поверхностями центрального стержня 220, а также между вытеснителями 222 для форсунок. Плечевой порошок 234 засыпают поверх порошка 230 карбида вольфрама, как в область расположенную снаружи болванки 224, так и в область между болванкой 224 и центральным стержнем 220. Плечевой порошок 234 может быть порошком вольфрама. Такой плечевой порошок 234 используется для обеспечения перехода от отливки к стальной болванке 224 во время изготовления и может подвергаться механической обработке. После загрузки порошка 230 карбида вольфрама и плечевого порошка 234 в форму 210, форму 210 обычно подвергают вибрации для утрамбовывания порошка 230 карбида вольфрама и плечевого порошка 234. Хотя вибрацию формы 210 осуществляют после загрузки порошкового карбида вольфрама 230 и плечевого порошка 234 в форму 210, вибрацию формы 210 можно осуществлять на промежуточном этапе, до загрузки плечевого порошка 234 поверх порошка 230 карбида вольфрама. Помимо этого, вибрацию формы 210 можно осуществлять на промежуточном этапе, до загрузки плечевого порошка 234 поверх порошка 230 карбида вольфрама и после того как плечевой порошок 234 загружен поверх порошка 230 карбида вольфрама.
Литниковая воронка 240 является графитным цилиндром с образованной в нем полостью 244 литниковой воронки. Литниковая воронка 240 соединена с верхней частью формы 210. У внутренней кромки нижней части литниковой воронки 240 образовано углубление 242, которое упрощает соединение литниковой воронки 240 с верхней частью формы 210. Хотя был приведен лишь один пример соединения литниковой воронки 240 с формой 210, можно также использовать другие способы, известные специалистам, обладающим рядовыми знаниями в данной области техники. Обычно, после того как литниковая воронка 240 и форма 110 соединяются друг с другом, внутренний диаметр формы 210 соответствует внутреннему диаметру литниковой воронки 240.
Чаша 250 со связующим веществом является цилиндром, имеющим основание 256 с отверстием 258, расположенным в основании 256, которое проходит через основание 256. Чаша 250 со связующим веществом также образует полость 254 чаши со связующим веществом, вмещающую связующий материал 260. Чаша 250 со связующим веществом соединена с верхней частью литниковой воронки 240 через углубление 252, образованное у внешней кромки чаши 250 со связующим веществом. Подобное углубление 252 улучшает соединение чаши 250 со связующим веществом с верхней частью литниковой воронки 240. Хотя был приведен лишь один пример соединения чаши 250 со связующим веществом с литниковой воронкой 240, можно также использовать другие способы, известные специалистам, обладающим рядовыми знаниями в данной области техники. После сборки литьевого узла 200 скважинного снаряда определенное количество связующего материала 260, которое может быть точно установлено специалистами, обладающими рядовыми знаниями в данной области техники, загружается в полость 254 чаши со связующим веществом. Обычно связующий материал 260 представляет собой медь или медный сплав, однако также можно использовать другой металл или металлический сплав, такой как никель или никелевый сплав.
Литьевой узел 200 скважинного снаряда помещается в печь (не показана). Связующий материал 260 расплавляется и протекает в порошок 230 карбида вольфрама через отверстие 258 в чаше 250 со связующим веществом. В печи расплавленный связующий материал 260 пропитывает порошок 230 карбида вольфрама. Во время данного процесса используется значительное количество связующего материала 260 для того, чтобы он заполнял по меньшей мере значительную часть полости 244 литниковой воронки, расположенную над плечевым порошком 234. Этот избыточный связующий материал 260, находящийся в полости 244 литниковой воронки, оказывает направленное вниз усилие на порошок 230 карбида вольфрама и на плечевой порошок 234. После того как связующий материал 260 полностью пропитает порошок 230 карбида вольфрама, литьевой узел 200 скважинного снаряда вынимают из печи и регулируемо охлаждают. Форму 210 отделяют от отливки. После этого отливка проходит этапы финишной обработки, известные специалистам, обладающим рядовыми знаниями в данной области техники, включая добавление резьбового соединения 116 (фиг. 1), соединенного с верхней частью болванки 224, и удаление связующего материала 260 заполнившего по меньшей мере значительную часть полости 244 литниковой воронки. Хотя был рассмотрен лишь один способ и установка для изготовления пропитанного матричного бурового долота 100, по другим типовым вариантам осуществления для изготовления пропитанного матричного бурового долота 100 также можно использовать другие способы и/или установки. Помимо этого, хотя для формирования вышеуказанных компонентов упоминались одни типовые материалы, также можно использовать другие подходящие материалы. Кроме этого, хотя связующий материал 260 расплавляется, а затем заливается в порошок 230 карбида вольфрама, связующий материал 260 может либо смешиваться с порошком 230 карбида вольфрама, либо помещаться поверх порошка 230 карбида вольфрама до расплавления.
Поскольку во время бурения буровые долота подвергаются воздействию экстремальных усилий и нагрузок, которые вызывают износ, производители и/или пользователи буровых долот и других скважинных инструментов стремятся уменьшить подобный износ за счет наложения армирующего материала непосредственно по меньшей мере на часть поверхности бурового долота. Армирующий материал обычно включает в себя первую фазу, которая обладает достаточно высокой твердостью, и вторую фазу, которая обладает достаточно высокой вязкостью разрушения. Первая фаза обычно образована из карбида вольфрама; однако также можно использовать другие подходящие материалы, включая, но не ограничиваясь, карбид титана, карбид тантала, диборид титана, карбиды хрома, нитрид титана, оксид алюминия, нитрид алюминия и карбид кремния. Для второй фазы используют материал с металлической матрицей, обычно образованный из кобальта или сплавов на основе кобальта; однако также можно использовать другие подходящие материалы, включая, но не ограничиваясь, сплавы на основе железа, сплавы на основе никеля, сплавы на основе железа и никеля, сплавы на основе кобальта и никеля, сплавы на основе железа и кобальта, сплавы на основе алюминия, сплавы на основе меди, сплавы на основе марганца и сплавы на основе титана. Подобные армирующие материалы обычно доводятся до высокой температуры таким образом, чтобы материал матрицы расплавлялся и скреплялся с поверхностью бурового долота. Между тем, подобные армирующие материалы трудно скрепляются с поверхностью пропитанного матричного бурового долота 100 из-за присутствия внутри пропитанного матричного бурового долота 100 связующего материала 260. Поэтому производители и/или пользователи буровых долот наносили армирующий материал непосредственно на поверхность спеченного матричного бурового долота (не показано), которое не содержит связующего материала 260, присутствующего внутри пропитанного матричного бурового долота 100, как это отмечалось выше. Спеченное матричное буровое долото хорошо известно специалистам, обладающим рядовыми знаниями в данной области техники, а его изготовление отличается от изготовления пропитанного матричного бурового долота 100.
Краткое описание чертежей
Вышеописанные, а также другие признаки и аспекты изобретения станут более понятны со ссылкой на последующее описание некоторых типовых вариантов осуществления изобретения совместно с прилагаемыми чертежами, где
На фиг. 1 показан вид в перспективе пропитанного матричного бурового долота предшествующего уровня техники;
На фиг. 2 показан вид в сечении литьевого узла скважинного снаряда, используемого для изготовления пропитанного матричного бурового долота по фиг. 1 предшествующего уровня техники;
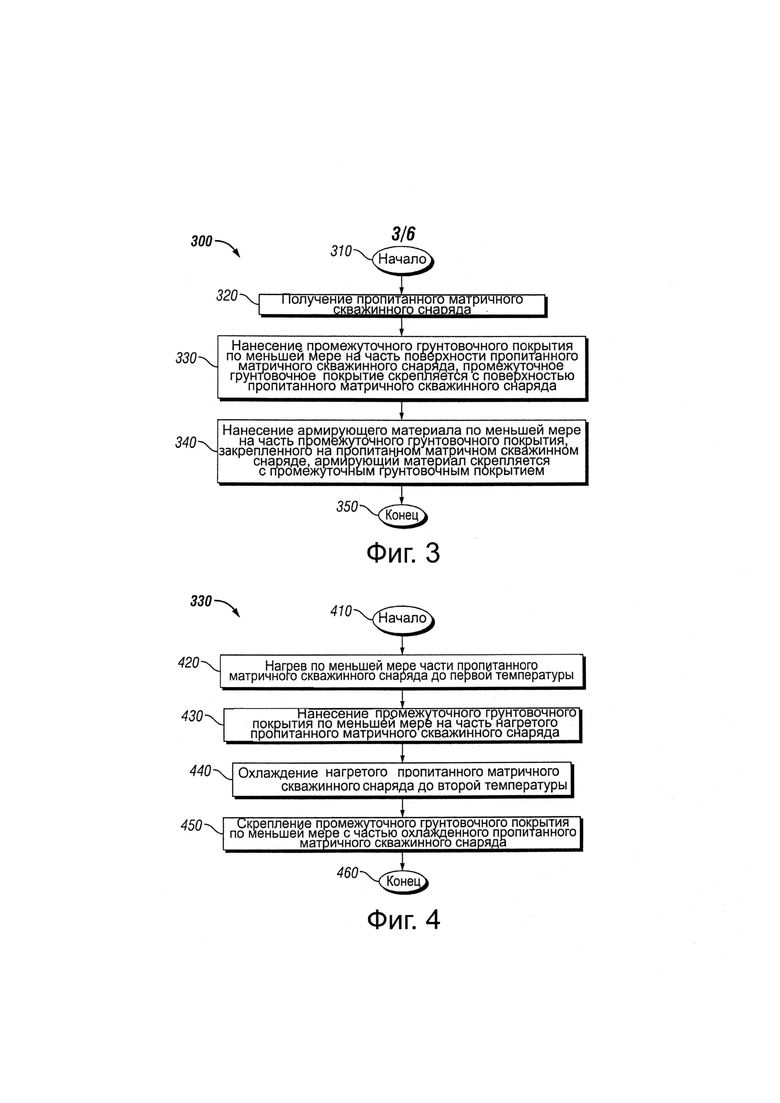
На фиг. 3 показана блок-схема, описывающая способ армирования, при помощи которого по одному из типовых вариантов осуществления армирующий материал наносится на пропитанный матричный скважинный снаряд;
На фиг. 4 показана блок-схема, описывающая способ нанесения промежуточного грунтовочного покрытия, при помощи которого по одному из типовых вариантов осуществления промежуточное грунтовочное покрытие наносится на пропитанный матричный скважинный снаряд;
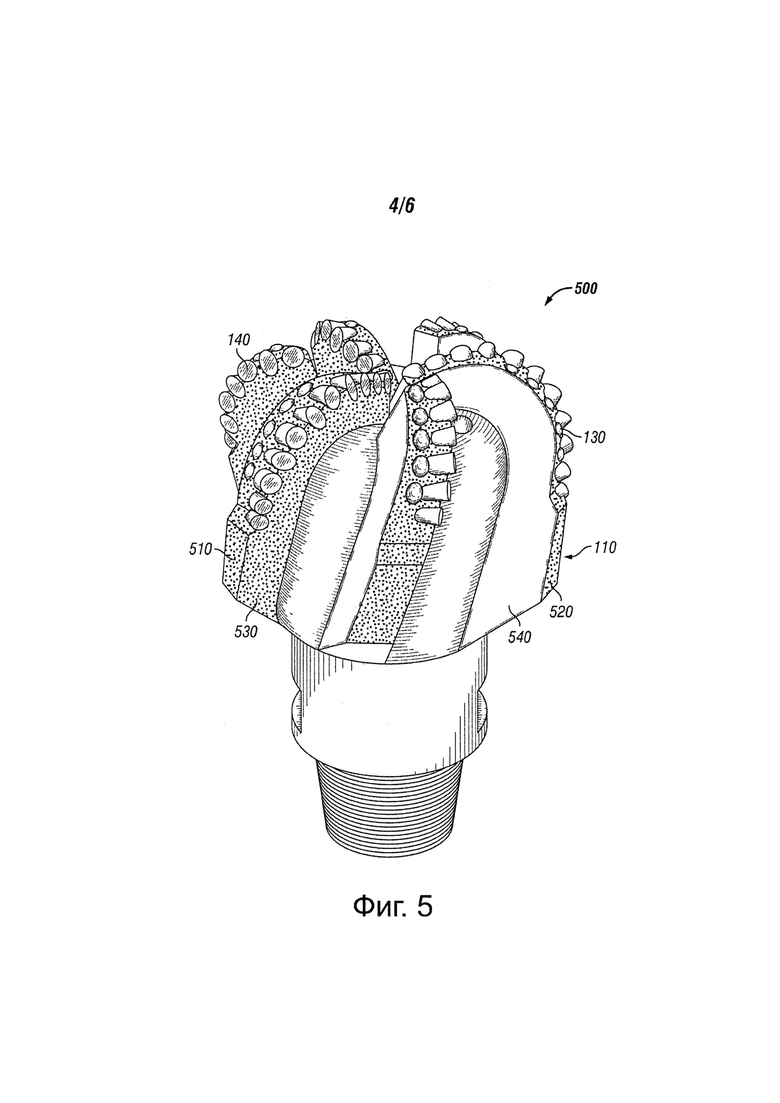
На фиг. 5 показан вид в перспективе пропитанного матричного бурового долота с промежуточным покрытием по одному из типовых вариантов осуществления;
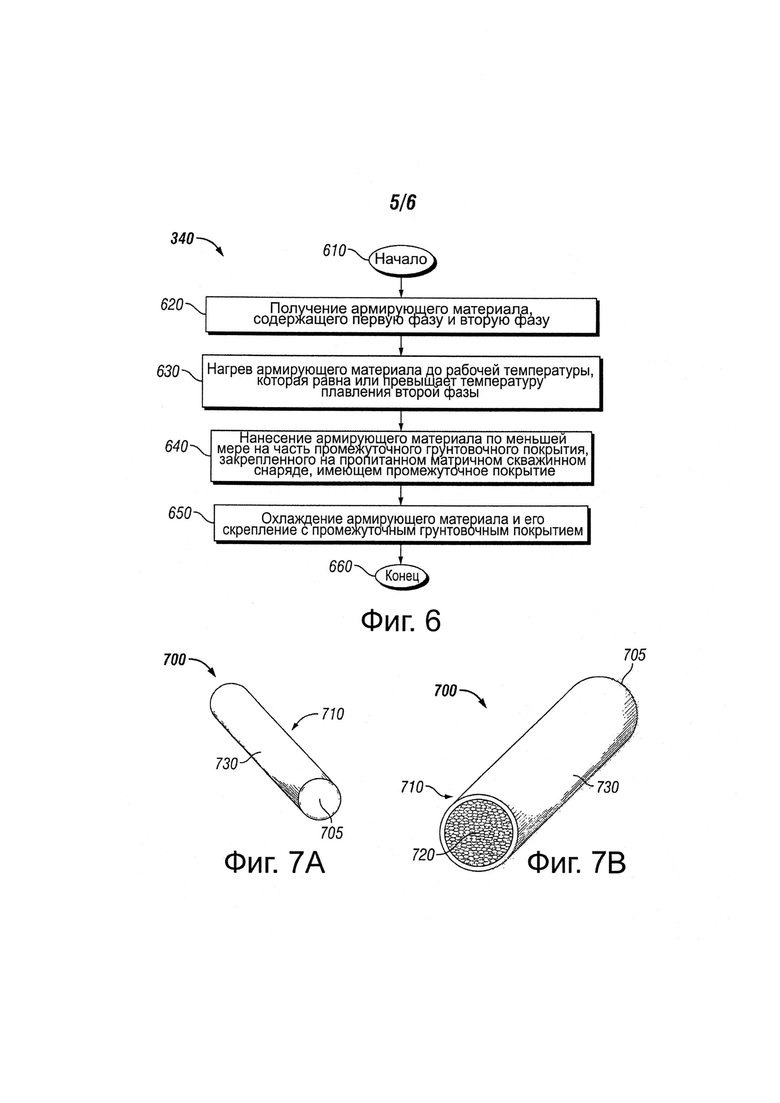
На фиг. 6 показана блок-схема, описывающая способ нанесения армирующего материала, при помощи которого по одному из типовых вариантов осуществления армирующий материал наносится на промежуточное грунтовочное покрытие пропитанного матричного бурового долота с промежуточным покрытием;
На фиг. 7А показан вид в перспективе трубчатого прутка, включающего в себя армирующий материал по одному из типовых вариантов осуществления;
На фиг. 7В показан другой вид в перспективе трубчатого прутка по фиг. 7А по одному из типовых вариантов осуществления; и
На фиг. 8 показан вид в перспективе армированного пропитанного матричного бурового долота по одному из типовых вариантов осуществления.
Подробное описание изобретения
Настоящее изобретение относится, в целом, к скважинным снарядам и способам изготовления подобных изделий. Более конкретно, настоящее изобретение относится к пропитанным матричным буровым изделиям, включая, но, не ограничиваясь, матричные буровые долота, бицентричные долота, керновые головки, а также скважинные расширители и стабилизаторы с матричным корпусом, а также к способам изготовления подобных изделий. Хотя предлагаемое ниже описание относится к пропитанному матричному буровому долоту, типовые варианты осуществления изобретения могут относиться к любым пропитанным матричным буровым изделиям.
На фиг. 3 показана блок-схема, описывающая способ 300 армирования по одному из типовых вариантов осуществления, при помощи которого армирующий материал наносится на пропитанный скважинный снаряд 100 (фиг. 1). Способ 300 начинается на стадии 310. После стадии 310, на стадии 320 получают пропитанный матричный скважинный снаряд. Одним из примеров пропитанного матричного скважинного снаряда является пропитанное матричное буровое долото 100 (фиг. 1), рассмотренное и изображенное со ссылкой на фигуры 1 и 2, хотя по другим типовым вариантам осуществления пропитанный матричный скважинный снаряд является другим типом скважинного снаряда, изготавливаемым за счет пропитки связующим материалом.
Поскольку пропитанное матричное буровое долото 100 уже было подробно рассмотрено выше, в целях упрощения восприятия повторное его описание будет опущено.
Хотя пропитанное матричное буровое долото 100 было подробно рассмотрено выше со ссылкой на фигуры 1 и 2, по другим вариантам осуществления изготовление и/или конструкция пропитанного матричного бурового долота 100 отличаются. Например, хотя корпус 110 долота изготавливают с использованием связующего материала 260, который пропитывает порошок 230 карбида вольфрама, вместо или в дополнение к порошку 230 карбида вольфрама могут использоваться другие подходящие материалы, известные специалистам, обладающим рядовыми знаниями с данной области техники. Подобные подходящие материалы включают в себя, но не ограничены только ими, другие карбиды из группы металлов IVA, VA или VIA, к числу которых относятся титан, цирконий, гафний, резерфордий, ванадий, ниобий, тантал, дубний, хром, молибден, вольфрам и сиборгий. Помимо этого, хотя ранее отмечалось, что связующий материал 260 изготавливают из меди, никеля или их сплавов, связующий материал 260 также может изготавливаться из других подходящих металлов, включая, но не ограничиваясь, все переходные металлы, металлы из основной группы металлов и их сплавы. Например, медь, никель, железо и кобальт могут использоваться в качестве основных составляющих элементов связующего материала 260. В связующем материале 260 также могут присутствовать другие элементы, такие как алюминий, марганец, хром, цинк, олово, кремний, серебро, бор и свинец.
Со ссылкой на фиг. 3, после стадии 320, промежуточное грунтовочное покрытие наносится по меньшей мере на часть поверхности пропитанного матричного скважинного снаряда и связывается с ней на стадии 330, которая также называется способом 330 нанесения промежуточного грунтовочного покрытия. После стадии 330, армирующий материал наносится по меньшей мере на часть промежуточного грунтовочного покрытия, скрепленного с пропитанным матричным скважинным снарядом, и связывается с ним на стадии 340, которая также именуется способом 340 нанесения армирующего материала. После стадии 340 способ 300 завершается на стадии 350.
На фиг. 4 показана блок-схема, описывающая способ 330 нанесения промежуточного грунтовочного покрытия по фиг. 3, при помощи которого, по одному из типовых вариантов осуществления, промежуточное грунтовочное покрытие наносится на пропитанный матричный скважинный снаряд 100 (фиг. 1). На фиг. 5 показан вид в перспективе пропитанного матричного бурового долота 500 с промежуточным покрытием по одному из типовых вариантов осуществления. Со ссылкой на фигуры 1, 4 и 5 способ 330 нанесения промежуточного грунтовочного покрытия начинается на стадии 410. После стадии 410 по меньшей мере часть пропитанного матричного скважинного снаряда 100 нагревают до первой температуры. По некоторым типовым вариантам осуществления пропитанный матричный скважинный снаряд 100 помещают в печь (не показана) или нагревательную камеру и нагревают до температуры примерно в 1000 градусов по Фаренгейту (538°С) или выше. Между тем, по другим типовым вариантам осуществления диапазон первых температур варьируется примерно от 900 градусов по Фаренгейту до примерно 1250 градусов по Фаренгейту (900°С-677°С). Хотя для нагрева пропитанного матричного скважинного снаряда 100 используется печь или нагревательная камера, также можно использовать другие нагревательные устройства для нагрева по меньшей мере некоторых частей пропитанного матричного скважинного снаряда 100. К числу подобных нагреваемых частей пропитанного матричного скважинного снаряда 100 относятся по меньшей мере части корпуса 110 долота.
После стадии 420, на стадии 430 промежуточное грунтовочное покрытие 510 наносят по меньшей мере на часть нагретого пропитанного матричного скважинного снаряда. По некоторым типовым вариантам осуществления промежуточное грунтовочное покрытие 510 представляет собой порошок карбида металла, который нанесен на части нагретого пропитанного матричного скважинного снаряда 100 при помощи пламенной напылительной горелки (не показана). Хотя для нанесения промежуточного грунтовочного покрытия 510 используется пламенная напылительная горелка, не выходя за объем и сущность типового варианта осуществления также можно использовать другие устройства и/или способы для нанесения промежуточного грунтовочного покрытия 510. Одним из примеров промежуточного грунтовочного покрытия 510 является материал ТРМВ 40 Technopowder® фирмы Technogenia Inc. Между тем, по другим типовым вариантам осуществления, не выходя за объем и сущность типового варианта осуществления, используются другие подходящие материалы, способные связываться как с поверхностью пропитанного матричного скважинного снаряда 100, так и с армирующим материалом, подробно рассматриваемым ниже. По отдельным типовым вариантам осуществления промежуточное грунтовочное покрытие 510 наносят по меньшей мере на части лопастей 130, которые включают в себя поверхности лопастей 130 и области лопастей 130 между резцами 140. Помимо этого, по некоторым типовым вариантам осуществления промежуточное грунтовочное покрытие 510 также наносится на другие части корпуса 110 долота, подверженные эрозийному износу во время буровых работ, такие как входная кромка 530 лопасти 130.
После стадии 430, на стадии 440 нагретый пропитанный матричный скважинный снаряд 100 охлаждают до второй температуры. По отдельным типовым вариантам осуществления нагретый пропитанный матричный скважинный снаряд 100 охлаждают до второй температуры во время нанесения промежуточного грунтовочного покрытия 510 на поверхность по меньшей мере некоторых частей нагретого пропитанного матричного скважинного снаряда 100. По отдельным типовым вариантам осуществления вторая температура составляет 600 градусов по Фаренгейту (316°С), однако диапазон вторых температур может варьироваться примерно от 400 градусов по Фаренгейту (204°С) до примерно 600 градусов по Фаренгейту (316°С). По альтернативным типовым вариантам осуществления нагретый пропитанный матричный скважинный снаряд 100 охлаждают до температуры окружающей среды после нанесения промежуточного грунтовочного покрытия 510 на поверхность по меньшей мере некоторых частей нагретого пропитанного матричного скважинного снаряда 100, а затем снова нагревают до температуры примерно от 400 градусов по Фаренгейту (204°С) до примерно 600 градусов по Фаренгейту (316°С).
После стадии 440, на стадии 450 промежуточное грунтовочное покрытие 510 закрепляется по меньшей мере на части охлажденного пропитанного матричного скважинного снаряда.. После скрепления промежуточного грунтовочного покрытия 510 с пропитанным матричным скважинным снарядом 100 образуется пропитанное матричное буровое долото 500 с промежуточным покрытием. Как показано на фиг. 5, пропитанное матричное буровое долото 500 с промежуточным покрытием аналогично пропитанному матричному буровому долоту 100 с той лишь разницей, что промежуточное грунтовочное покрытие 510 скреплено по меньшей мере с некоторыми частями корпуса 110 долота. В частности, промежуточное грунтовочное покрытие 510 скреплено с поверхностью 520 каждой лопасти 130. Поверхность 520 проходит от одного торца входной кромки 530 лопасти 130 до одного торца выходной кромки 540 лопасти 130. Помимо этого, по некоторым типовым вариантам осуществления промежуточное грунтовочное покрытие 510 также скреплено с входными кромками 530 каждой лопасти 130. По другим типовым вариантам осуществления, не выходя за объем и сущность типового варианта осуществления, промежуточное грунтовочное покрытие 510 скреплено с разными частями корпуса 110 долота. После стадии 450, на стадии 460 способ 330 нанесения промежуточного грунтовочного покрытия завершается.
По некоторым типовым вариантам осуществления промежуточное грунтовочное покрытие 510 предотвращает или уменьшает образование оксидов на поверхности базового металла или на поверхности бурового долота 500. По некоторым типовым вариантам осуществления промежуточное грунтовочное покрытие 510 предотвращает или уменьшает миграцию хрома к поверхности, что может приводить к налипанию. Кроме этого, по некоторым типовым вариантам осуществления промежуточное грунтовочное покрытие 510 упрощает осаждение армирующего материала. Помимо этого, по отдельным типовым вариантам осуществления промежуточное грунтовочное покрытие 510 позволяет более точно формировать толщину.
По некоторым типовым вариантам осуществления промежуточное грунтовочное покрытие 510 состоит преимущественно из четырех элементов, которые включают в себя никель, хром, кремний и бор. Также, наряду с этими четырьмя элементами, по некоторым типовым вариантам осуществления используются дополнительные компоненты. Кремний и бор являются восстанавливающими веществами, т.е. они восстанавливают оксиды никеля, кобальта, хрома и железа. Кроме этого, считается, что промежуточное грунтовочное покрытие 510 с добавлением кремния и бора является «самофлюсующимся». За счет восстановления оксидов можно лучше управлять поверхностным натяжением и текучестью. Для сварщика или армировщика это означает, что ему становится проще наносить армирующий материал, поскольку армирующий материал легко смачивает металлическую основу, не содержащую оксидов. Поэтому, вместо образования сфер металл ложиться и легко смачивает поверхность. В этом случае говорят «ложится ровно». Затем армирующий материал 710 (фиг. 7А), как это будет дополнительно рассмотрено ниже, образует металлургическую связь с промежуточным грунтовочным покрытием 510.
На фиг. 6 показана блок-схема, описывающая способ 340 нанесения армирующего материала по фиг. 3, при помощи которого по одному из типовых вариантов осуществления армирующий материал наносят на промежуточное грунтовочное покрытие 510 (фиг. 5). Со ссылкой на фиг. 6 способ 340 нанесения армирующего материала начинается на стадии 610. После стадии 610, на стадии 620 получают армирующий материал, который содержит первую фазу и вторую фазу. На фигурах 7А и 7В показаны виды в перспективе трубчатого прутка 700, содержащего армирующий материал 710 по одному из типовых вариантов осуществления. Хотя трубчатый пруток 700 описан и изображен в качестве средства для нанесения армирующего материала 710, по другим типовым вариантам осуществления можно использовать другие устройства и/или способы, такие как литые прутки, дуговую сварку и газопламенную кислородную сварку.
Со ссылкой на фигуры 7А и 7В трубчатый пруток 700 представляет собой пруток цилиндрической формы, изготовленный из армирующего материала 710. Армирующий материал 710 содержит первую фазу 720, которая обладает относительно высокой твердостью, и вторую фазу 730, которая обладает относительно высокой вязкостью разрушения. Первая фаза 720 образована из карбида вольфрама, однако также можно использовать другие подходящие материалы, включая, но не ограничиваясь, карбид титана, карбид тантала, диборид титана, карбиды хрома, нитрид титана, оксид алюминия, нитрид алюминия и карбид кремния. Для второй фазы 730 используют материал с металлической матрицей, образованный из кобальта или сплавов на основе кобальта; однако также можно использовать другие подходящие материалы, включая, но не ограничиваясь, сплавы на основе железа, сплавы на основе никеля, сплавы на основе железа и никеля, сплавы на основе кобальта и никеля, сплавы на основе железа и кобальта, сплавы на основе алюминия, сплавы на основе меди, сплавы на основе марганца и сплавы на основе титана. Вторая фаза 730 образует полую цилиндрическую часть трубчатого прутка 700, а первая фаза 720 заполняет полую часть и окружена второй фазой 730. По некоторым типовым вариантам осуществления по меньшей мере один торец полого цилиндрического трубчатого прутка 700 запечатан при помощи второй фазы 730. По отдельным типовым вариантам осуществления трубчатый пруток 700 представляет собой пруток Kennametal 5500 производства фирмы Kennametal, Inc., однако по другим типовым вариантам осуществления можно использовать другие трубчатые прутки.
Со ссылкой на фигуры 6, 7А и 7В, после стадии 620, на этапе 630 армирующий материал 710 нагревают до рабочей температуры, которая равна или превышает температуру плавления второй фазы 730. По отдельным типовым вариантам осуществления торец 705 трубчатого прутка 700 нагревают при помощи пламенной горелки (не показана), либо при помощи других известных устройств или способов, некоторые из которых уже упоминались выше. Пламенная горелка нагревает армирующий материал 710 до рабочей температуры, вызывая плавление второй фазы 730. По отдельным типовым вариантам осуществления диапазон рабочих температур варьируется примерно от 500 градусов по Фаренгейту (260°С) до примерно 600 градусов по Фаренгейту (316°С). Однако по другим типовым вариантам осуществления, в зависимости от используемого армирующего материала 710, диапазон рабочих температур варьируется примерно от 400 градусов по Фаренгейту (204°С) до примерно 600 градусов по Фаренгейту (316°С). По отдельным типовым вариантам осуществления пропитанный матричный скважинный снаряд 500 с промежуточным покрытием нагревают примерно до рабочей температуры.
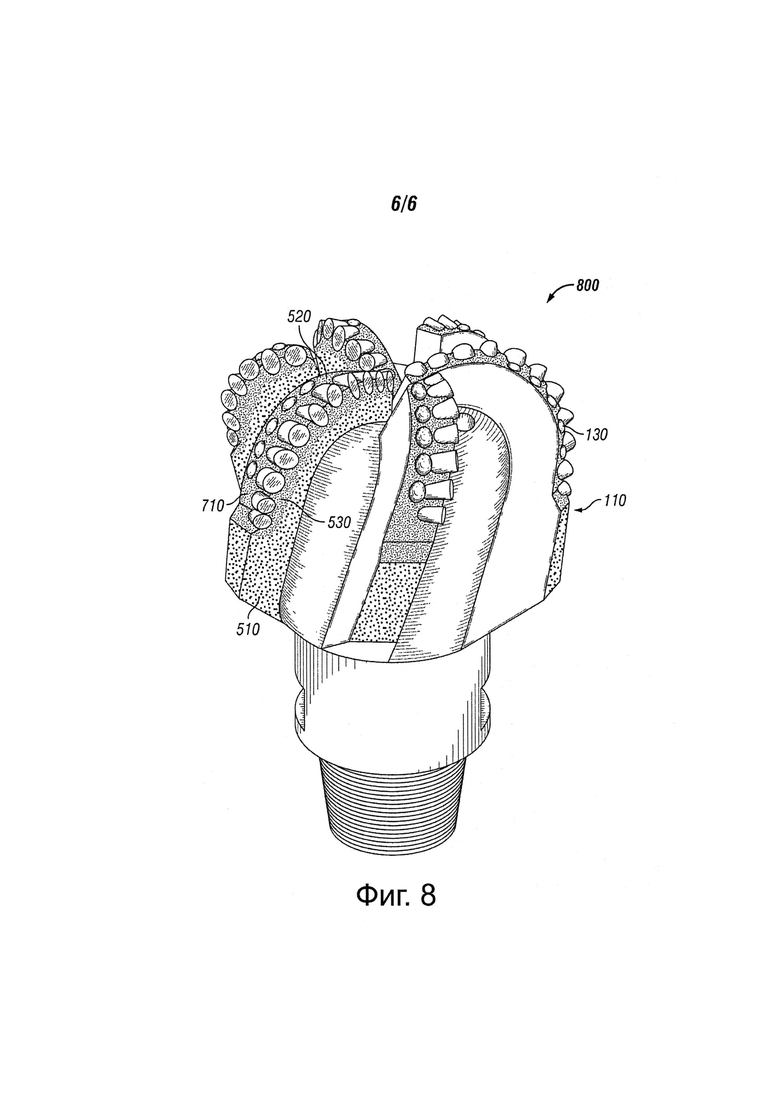
После стадии 630, на стадии 640 армирующий материал 710 наносят по меньшей мере на часть промежуточного грунтовочного покрытия 510, скрепленного с пропитанным матричным буровым долотом 500 (фиг. 5). На фиг. 8 показан вид в перспективе армированного пропитанного матричного бурового долота 800 по одному из типовых вариантов осуществления. Со ссылкой на фигуры 6, 7А и 7В торец 705 нагретого трубчатого прутка 700 соприкасается с промежуточным грунтовочным покрытием 510 и расплавляется по меньшей мере на части промежуточного грунтовочного покрытия 510. По отдельным типовым вариантам осуществления запаянный торец 705 расплавляется или приваривается по меньшей мере к части промежуточного грунтовочного покрытия 510. По мере оплавления трубки 700, первая фаза 720 или, по некоторым примерам, частицы карбида вольфрама внутри полой цилиндрической трубки 700 смешиваются с расплавленной второй фазой 730 или материалом расплавленной матрицы, находясь во взвешенном состоянии, по мере их нанесения на пропитанный матричный скважинный снаряд 500 с промежуточным покрытием (фиг. 5). По отдельным типовым вариантам осуществления для расплавления трубки 700 используется мундштук №4 газовой горелки, однако по другим типовым вариантам осуществления можно использовать другие устройства и способы, известные специалистам, обладающим рядовыми знаниями в данной области техники.
После стадия 640, на стадии 650 армирующий материал охлаждают и позволяют скрепиться с промежуточным грунтовочным покрытием. Как показано на фиг. 8, армированное пропитанное матричное буровое долото 800 аналогично пропитанному матричному буровому долоту 500 с промежуточным покрытием (фиг. 5), с той лишь разницей, что армирующий материал 710 скреплен по меньшей мере с частью промежуточного грунтовочного покрытия 510. В частности, армирующий материал 710 скреплен с поверхностью 520 каждой лопасти 130. Помимо этого, по некоторым типовым вариантам осуществления армирующий материал 710 также скреплен по меньшей мере с частью входной кромки 530 каждой лопасти 130. По другим типовым вариантам осуществления, не выходя за объем и сущность типового варианта осуществления, армирующий материал 710 скреплен с разными частями корпуса 110 долота. После стадии 650, способ 340 нанесения армирующего материала завершается на стадии 660.
Хотя изобретение было описано со ссылкой на конкретные варианты осуществления, подобное описание не следует рассматривать в качестве ограничения. После ознакомления с описанием изобретения специалистам в данной области техники станут очевидны различные модификации, которые могут быть внесены в раскрытые варианты осуществления, а также альтернативные варианты осуществления изобретения. Специалистам в данной области техники будет понятно, что раскрываемые концептуальные и конкретные варианты осуществления можно использовать в качестве основы для модифицирования или создания других конструкций, позволяющих достичь тех же целей изобретения. Специалисты в данной области техники также должны понимать, что подобные эквивалентные конструкции не выходят за объем и сущность изобретения, определяемые формулой изобретения. Поэтому считается, что формула изобретения охватывает подобные модификации или варианты осуществления, не выходящие за объем изобретения.
Группа изобретений относится к армированному пропитанному матричному скважинному снаряду, способу его армирования, а также к армированному пропитанному матричному буровому долоту. Технический результат заключается в уменьшении износа за счет наложения армирующего материала. Армированный пропитанный матричный скважинный снаряд содержит корпус, содержащий карбидный материал и пропитывающий связующий материал из меди или медного сплава; лопасть, образованную как одно целое с корпусом и выполненную из тех же материалов, что и корпус, и проходящую примерно от одного торца корпуса в направлении второго торца корпуса, при этом лопасть содержит входную кромку, выходную кромку и поверхность, проходящую от входной кромки до выходной кромки; по меньшей мере один резец, установленный на указанной поверхности; промежуточное грунтовочное покрытие, соединенное с входной кромкой и/или указанной поверхностью и являющееся хромоникелевым сплавом, содержащим одно или более восстанавливающих веществ; и армирующий материал, соединенный по меньшей мере с частью промежуточного грунтовочного покрытия, в котором промежуточное грунтовочное покрытие скреплено с лопастью и с армирующим материалом. 3 н. и 21 з.п. ф-лы, 8 ил.
1. Армированный пропитанный матричный скважинный снаряд, содержащий:
корпус, содержащий карбидный материал и пропитывающий связующий материал из меди или медного сплава;
лопасть, образованную как одно целое с корпусом и выполненную из тех же материалов, что и корпус, и проходящую примерно от одного торца корпуса в направлении второго торца корпуса, при этом лопасть содержит входную кромку, выходную кромку и поверхность, проходящую от входной кромки до выходной кромки,
по меньшей мере один резец, установленный на указанной поверхности;
промежуточное грунтовочное покрытие, соединенное с входной кромкой и/или указанной поверхностью и являющееся хромоникелевым сплавом, содержащим одно или более восстанавливающих веществ; и
армирующий материал, соединенный по меньшей мере с частью промежуточного грунтовочного покрытия,
в котором промежуточное грунтовочное покрытие скреплено с лопастью и с армирующим материалом.
2. Скважинный снаряд по п. 1, в котором корпус образует по меньшей мере часть одного из следующих элементов: пропитанного матричного бурового долота, пропитанного матричного бицентричного долота, пропитанной матричной керновой головки, пропитанного матричного скважинного расширителя или пропитанного матричного стабилизатора.
3. Скважинный снаряд по п. 1, в котором карбидный материал образован с использованием одного или нескольких металлов, выбранных из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена и вольфрама.
4. Скважинный снаряд по п. 1, в котором восстанавливающие вещества содержат кремний и бор.
5. Скважинный снаряд по п. 1, в котором армирующий материал содержит первую фазу, которая обладает твердостью, и вторую фазу, которая обладает вязкостью разрушения.
6. Скважинный снаряд по п. 5, в котором первая фаза содержит по меньшей мере одно из карбида вольфрама, карбида титана, карбида тантала, диборида титана, карбида хрома, нитрида титана, оксида алюминия, нитрида алюминия и карбида кремния.
7. Скважинный снаряд по п. 6, в котором вторая фаза содержит по меньшей мере одно из кобальта, железа, никеля, алюминия, меди, магния, титана и один или более сплавов на их основе.
8. Способ армирования пропитанного матричного скважинного снаряда, включающий в себя:
получение пропитанного матричного скважинного снаряда, изготовленного с использованием, по меньшей мере, карбидного материала и пропитывающего связующего материала из меди или медного сплава, при этом снаряд содержит лопасть, образованную как одно целое с корпусом и выполненную из тех же материалов, что и корпус, и проходящую примерно от одного торца корпуса в направлении второго торца корпуса, при этом лопасть содержит входную кромку, выходную кромку и поверхность, проходящую от входной кромки до выходной кромки, по меньшей мере один резец, установленный на указанной поверхности;
нанесение промежуточного грунтовочного покрытия на входную кромку и/или на указанную поверхность, являющегося хромоникелевым сплавом, содержащим одно или более восстанавливающих веществ;
закрепление промежуточного грунтовочного покрытия на лопасти;
нанесение армирующего материала по меньшей мере на часть промежуточного грунтовочного покрытия; и
закрепление армирующего материала по меньшей мере на части промежуточного грунтовочного покрытия.
9. Способ по п. 8, в котором нанесение промежуточного грунтовочного покрытия включает в себя:
нагрев по меньшей мере части пропитанного матричного скважинного снаряда до первой температуры с получением нагретого пропитанного матричного скважинного снаряда;
нанесение промежуточного грунтовочного покрытия на нагретый пропитанный матричный скважинный снаряд; и
охлаждение нагретого пропитанного матричного скважинного снаряда до второй температуры.
10. Способ по п. 9, в котором первая температура находится в диапазоне примерно от 482°С до примерно 677°С.
11. Способ по п. 9, в котором вторая температура находится в диапазоне примерно от 204°С до примерно 316°С.
12. Способ по п. 8, в котором армирующий материал содержит первую фазу и вторую фазу, при этом вторая фаза представляет собой материал с металлической матрицей.
13. Способ по п. 12, в котором нанесение армирующего материала включает в себя:
нагрев армирующего материала до рабочей температуры, которая равна или превышает температуру плавления второй фазы;
нанесение армирующего материала по меньшей мере на часть промежуточного грунтовочного покрытия, предварительно закрепленного на пропитанном матричном скважинном снаряде; и
охлаждение армирующего материала на промежуточном грунтовочном покрытии.
14. Способ по п. 8, в котором армирующий материал наносят на пропитанный матричный скважинный снаряд с использованием трубчатого прутка, который содержит первую фазу и вторую фазу, при этом вторая фаза, по существу, окружает первую фазу и расположена у одного из торцов трубчатого прутка.
15. Способ по п. 14, в котором первая фаза содержит по меньшей мере одно из карбида вольфрама, карбида титана, карбида тантала, диборида титана, карбида хрома, нитрида титана, нитрида алюминия, оксида алюминия и карбида кремния.
16. Способ по п. 14, в котором вторая фаза содержит по меньшей мере одно из кобальта, железа, никеля, алюминия, меди, марганца, титана либо один или несколько их сплавов.
17. Способ по п. 8, в котором карбидный материал образован с использованием одного или нескольких металлов, выбранных из группы, состоящей из титана, циркония, гафния, ванадия, ниобия, тантала, хрома, молибдена и вольфрама.
18. Способ по п. 8, в котором восстанавливающие вещества содержат кремний и бор.
19. Армированное пропитанное матричное буровое долото, содержащее:
корпус долота, изготовленный, по меньшей мере, из карбидного материала и пропитывающего связующего материала, способствующего скреплению карбидного материала;
хвостовик, соединенный с корпусом долота;
лопасть, образованную как одно целое с корпусом и выполненную из тех же материалов, что и корпус, и проходящую примерно от одного торца корпуса в направлении второго торца корпуса, при этом лопасть содержит входную кромку, выходную кромку и поверхность, проходящую от входной кромки до выходной кромки,
по меньшей мере один резец, установленный на указанной поверхности;
промежуточное грунтовочное покрытие, соединенное по меньшей мере с частью входной кромки и/или указанной поверхности и являющееся хромоникелевым сплавом, содержащим одно или более восстанавливающих веществ; и
армирующий материал, соединенный по меньшей мере с частью промежуточного грунтовочного покрытия,
в котором промежуточное грунтовочное покрытие скреплено с лопастью и армирующим материалом.
20. Долото по п. 19, в котором промежуточное грунтовочное покрытие соединено с указанной поверхностью.
21. Долото по п. 19, в котором восстанавливающие вещества содержат кремний и бор.
22. Долото по п. 19, в котором армирующий материал содержит первую фазу, которая обладает твердостью, и вторую фазу, которая обладает вязкостью разрушения.
23. Долото по п. 22, в котором первая фаза содержит по меньшей мере одно из карбида вольфрама, карбида титана, карбида тантала, диборида титана, карбида хрома, нитрида титана, оксида алюминия, нитрида алюминия и карбида кремния.
24. Долото по п. 23, в котором вторая фаза содержит по меньшей мере одно из кобальта, железа, никеля, алюминия, меди, магния, титана и один или более сплавов на их основе.
| Колосоуборка | 1923 |
|
SU2009A1 |
| НАПЛАВКА ТВЕРДЫМ СПЛАВОМ С ПОКРЫТЫМИ АЛМАЗНЫМИ ЧАСТИЦАМИ (ВАРИАНТЫ), ПРИСАДОЧНЫЙ ПРУТОК ДЛЯ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ, СПОСОБ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ (ВАРИАНТЫ), КОНИЧЕСКОЕ ШАРОШЕЧНОЕ ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ (ВАРИАНТЫ), КОНИЧЕСКАЯ ШАРОШКА | 1996 |
|
RU2167262C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2412326C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

