Область техники
Данное изобретение относится к высокопрочной стальной трубе и высокопрочному стальному листу, которые обладают превосходной деформируемостью и низкотемпературной ударной вязкостью и являются, в частности, подходящими для трубопровода для транспортировки неочищенной нефти и природного газа, и способу изготовления стального листа.
Эта заявка основана на и притязает на преимущество приоритета по предшествующей заявке на патент Японии №2011-287752 и предшествующей заявке на патент Японии №2011-287699, зарегистрированной 28 декабря 2011 г., все содержание которых включено в данный документ посредством ссылки.
Предшествующий уровень техники
В последние годы, в качестве средства для транспортировки на большие расстояния неочищенной нефти и природного газа, все в большей степени возрастает важность трубопроводов. При таких обстоятельствах, с целью повышения эффективности транспортировки неочищенной нефти и природного газа, изучалось увеличение внутреннего давления в стальной трубе для трубопровода. Вследствие этого, требовалось значительное упрочнение стальной трубы для трубопровода. Кроме того, также требуется, чтобы стальная труба для высокопрочного трубопровода обладала ударной вязкостью в зоне термического влияния (HAZ), ударной вязкостью базового материала (низкой динамикой роста трещин), деформируемостью и подобным. Поэтому, были предложены стальные листы и стальные трубы, который состоят в основном из бейнита и мартенсита и имеют сформированный в них тонкодисперсный феррит (например, Патентные документы с 1 по 3). Однако имеются высокопрочные стальные листы и стальные трубы из стали X100 (предел прочности на растяжение 760 МПа или более) по спецификации Американского нефтяного института (API).
Кроме того, требовалось также улучшить характеристики высокопрочных стальных труб из стали X70 по спецификации API (предел прочности на растяжение 570 МПа или более) и из стали X80 по спецификации API (предел прочности на растяжение 625 МПа или более), которые применяют на практике в качестве материала для транспортирующего трубопровода. В отношении этого, был предложен способ, в котором зону термического влияния (HAZ) стальной трубы, имеющей базовый материал с тонкодисперсным ферритом, сформированным в бейните, термообрабатывают, чтобы увеличить деформируемость и низкотемпературную ударную вязкость (например, Патентный документ 4). Кроме того, был предложен способ, в котором в базовой структуре стального листа, имеющей компонент, для которого затруднено вызывание превращение феррита и улучшение низкотемпературной ударной вязкости в зоне термического влияния (HAZ), формируют от 20 до 90% полигонального феррита, чтобы увеличить низкотемпературную ударную вязкость стального листа, являющегося базовым материалом (например, Патентный документ 5).
Был предложен способ дополнительного формирования феррита и улучшения свойств, таких как ударная вязкость базового материала и деформируемость, в отношении стального листа и стальной трубы, которые достигают как прочности, так и ударной вязкости и состоят в основном из бейнита и мартенсита. Однако, в последнее время, потребовалось увеличить толщину стальных труб для высокопрочного трубопровода из стали X70 или выше по спецификации API (на которую далее в данном документе будет делаться ссылка как на сталь X70) и даже из стали X80 или выше по спецификации API (на которую далее в данном документе будет делаться ссылка как на сталь X80), с тем, чтобы эффективность транспортировки могла быть улучшена, и могла быть проведена разработка в трудных условиях. Соответственно, все в большей степени возрастает потребность в низкотемпературной ударной вязкости и деформируемости для толстостенных стальных труб для высокопрочного трубопровода.
Кроме того, области бурения для неочищенной нефти и природного газа, согласно прогнозам, будут расширяться в чрезвычайно холодные районы, такие как Северный полярный круг, в будущем, так что прогнозируют, что потребуется, чтобы стальные трубы для высокопрочного толстостенного трубопровода обладали гарантированной низкотемпературной ударной вязкостью при -40°C или ниже и, более того, при -60°C или ниже. В частности, при изготовлении стальной трубы, толстый стальной лист формуют в виде трубы посредством UO-процесса, JCO-процесса или стадии вальцевания с изгибом и затем краевые участки состыковывают один с другим, и участок стыка сваривают посредством электродуговой сварки, однако, когда толщина листа увеличена, тепло, подводимое посредством сварки, становится высоким подводимым теплом, и размер зерен в зоне термического влияния (на зону термического влияния также делается ссылка как на HAZ) увеличен, и поэтому уменьшение низкотемпературной ударной вязкости становится критической проблемой.
Для разрешения вышеуказанной проблемы, в качестве технологии для улучшения низкотемпературной ударной вязкости в зоне термического влияния (HAZ) стальной трубы для высокопрочного толстостенного трубопровода был предложен способ, в котором количество C уменьшено в чрезвычайной степени, чтобы иметь основную структуру бейнита (например, Патентные документы 6 и 7). Кроме того, был предложен способ, в котором структура зоны термического влияния (HAZ) измельчается (иначе говоря «делается тонкой») посредством применения внутризеренного превращения (например, Патентные документы с 8 по 10). Кроме того, был предложен способ, в котором мартенсит-аустенитные составляющие (Мартенсит-Аустенитный компонент («M-A» далее в данном документе)), которые вредны для ударной вязкости, регулируют посредством оптимизации элементов сплава для бейнитной структуры, имеющей определенное отношение ориентации кристаллов (например, Патентный документ 11), и был предложен способ получения тонкой (измельченной) зоны термического влияния (HAZ) посредством применения внутризеренного бейнита в отношении бейнита также и в толстом стальном листе с увеличенной способностью к прокаливаемости (например, Патентные документы 12 и 13).
Вышеуказанные способы являются чрезвычайно эффективными для улучшения низкотемпературной ударной вязкости в зоне термического влияния (HAZ). Однако, в последнее время, потребности в дополнительном увеличении толщины и низкотемпературной ударной вязкости стальных труб для высокопрочного трубопровода существенно возросли, и поэтому требуется ударная вязкость в зоне термического влияния (HAZ) при условии увеличенной толщины, такой как толщина 20 мм или более, и чрезвычайно низкой температуры, такой как -60°C или ниже.
Документ предшествующего уровня техники
[Патентный документ]
Патентный документ 1: Публикация выложенной заявки на патент Японии №2003-293078
Патентный документ 2: Публикация выложенной заявки на патент Японии №2003-306749
Патентный документ 3: Публикация выложенной заявки на патент Японии №2005-146407
Патентный документ 4: Публикация выложенной заявки на патент Японии №2004-131799
Патентный документ 5: Публикация выложенной заявки на патент Японии №2009-270197
Патентный документ 6: Публикация патента №3602471
Патентный документ 7: Публикация выложенной заявки на патент Японии №2000-345239
Патентный документ 8: Публикация выложенной заявки на патент Японии №Хэйсэй 08-325635
Патентный документ 9: Публикация выложенной заявки на патент Японии №2001-355039
Патентный документ 10: Публикация выложенной заявки на патент Японии №2003-138340
Патентный документ 11: Публикация выложенной заявки на патент Японии №2007-239049
Патентный документ 12: Публикация выложенной заявки на патент Японии №2008-163456
Патентный документ 13: Публикация выложенной заявки на патент Японии №2009-149917
Сущность изобретения
Проблемы, подлежащие разрешению посредством данного изобретения
Для улучшения деформируемости в стальном листе, являющемся базовым материалом, и стальной трубе эффективно создавать структуру, состоящую совместно из мягкого феррита и твердого бейнита и мартенсита. Кроме того, для улучшения ударной вязкости базового материала, эффективно создавать тонкую металлическую структуру, состоящую из феррита + бейнита со сформированным в ней тонким ферритом.
В то же время, для улучшения ударной вязкости в зоне термического влияния (HAZ), эффективным является то, что регулируют углеродный эквивалент Ceq и параметр образования трещин Pcm, дополнительно добавляют B, Mo и подобное, чтобы тем самым увеличить способность к прокаливаемости, сдерживают формирование крупнозернистого феррита на межзеренных границах, и создают тонкую металлическую структуру, в основном состоящую из внутризеренных преобразованных структур, сформированных посредством применения оксидов Ti. Соответственно, принимая во внимание легкость формирования феррита, химический компонентный состав, подходящий для ударной вязкости в зоне термического влияния (HAZ), и химический компонентный состав, подходящий для ударной вязкости базового материала противоположны один другому.
В качестве способа решения этой проблемы, был предложен способ формирования феррита посредством низкотемпературной прокатки стали, содержащей B и Mo, совместно добавленные в ее состав, и обладающей высокой способностью к прокаливаемости на стадии горячей прокатки. Однако добавление Mo увеличивает стоимость сплава, а низкотемпературная прокатка увеличивает нагрузку на производственное оборудование, так что производительность к тому же снижается. Соответственно, для обеспечения как низкотемпературной ударной вязкости, так и деформируемости, требуются сплав с высокой стоимостью и высокими производственными затратами, что приводит к тому, что чрезвычайно затрудняется недорогое массовое производство высококачественных высокопрочных стальных листов и стальных труб, которые удовлетворяют этим требованиям.
Кроме того, для улучшения эффективности транспортировки у трубопровода для неочищенной нефти, природного газа и подобного, как описано выше, высокое упрочнение и увеличение толщины стальной трубы для высокопрочного трубопровода являются эффективными. Однако когда толщина стальной трубы увеличена, как указано выше, чтобы достигнуть увеличения внутреннего давления стальной трубы, затруднено обеспечение ударной вязкости в зоне термического влияния (HAZ) при низкой температуре. Когда, в частности, толстый материал, имеющий толщину 20 мм или более, сваривают дуговой сваркой, подводимое тепло становится высоким подводимым теплом, размер зерен в зоне термического влияния (HAZ) увеличивается, и количество мартенсит-аустенитного компонента (M-A) также увеличивается, так что чрезвычайно затруднено обеспечение ударной вязкости при чрезвычайно низких температурах -40°C и, более того, -60°C. В таком случае, вышеописанные обычные способы недостаточно хороши, чтобы обеспечить ударную вязкость в зоне термического влияния (HAZ) при условии увеличенной толщины, такой как толщина 20 мм или более, и чрезвычайно низкой температуре, такой как -60°C или ниже.
Настоящее изобретение создано с учетом таких обстоятельств, и регулируют углеродный эквивалент Ceq и параметр образования трещин Pcm, и дополнительно добавляют B, чтобы увеличить способность к прокаливаемости с целью сдерживания формирования феррита в зоне термического влияния (HAZ). Кроме того, в данном изобретении, в высокопрочном стальном листе, являющемся базовым материалом, полигональный феррит для улучшения деформируемости и низкотемпературной ударной вязкости формируют посредством регулирования условий охлаждения, выполняемого после горячей прокатки, без необходимости выполнения низкотемпературной прокатки. Целью данного изобретения является предоставление высокопрочного стального листа, обладающего превосходной деформируемостью и низкотемпературной ударной вязкостью, высокопрочной стальной трубы с применением этого высокопрочного стального листа в качестве базового материала, и способа изготовления стального листа, наряду с тем, что уменьшается стоимость сплава и производственные затраты для изготовления высокопрочного стального листа, в частности.
В связи с этим, в данном изобретении, на феррит, который не растягивается в направлении прокатки и имеет соотношение размеров 4 или менее, делается ссылка как на полигональный феррит. При этом соотношение размеров представляет собой величину, полученную делением длины зерна феррита на его ширину.
Средство для разрешения проблем
Обычно добавляли как B, так и Mo, и Ceq, являющийся показателем способности к прокаливаемости, и параметр образования трещин Pcm, являющийся показателем свариваемости, регулировали до нахождения в оптимальных интервалах для улучшения ударной вязкости в зоне термического влияния (HAZ). В таком случае, для улучшения ударной вязкости базового материала и деформируемости, требовалась низкотемпературная прокатка на стадии горячей прокатки, что приводило к тому, что было затруднено недорогое массовое производство стальных листов для высокопрочного трубопровода и стальных труб, которые обладают превосходными низкотемпературной ударной вязкостью и деформируемостью и являются, в частности, толстыми.
В данном изобретении, количество добавляемого Mo ограничивают и создают химический состав с высокой способностью к прокаливаемости, чтобы тем самым сдерживать формирование крупных зерен феррита на межзеренных границах в зоне термического влияния (HAZ). Кроме того, посредством оптимизации условий охлаждения, выполняемого после горячей прокатки стального листа, имеющего такой химический состав, композиционная структура из мягкого тонкозернистого полигонального феррита и твердого бейнита и мартенсита может быть образована в стальном листе, являющимся базовым материалом, даже если нагрузка на стадии горячей прокатки уменьшена.
Сущность данного изобретения заключается в следующем.
[1] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, является стальной трубой, полученной свариванием базового стального листа, сформованного в виде трубы, при этом базовый стальной лист содержит, в масс. %, C: от 0,010 до 0,080%, Si: от 0,01 до 0,50%, Mn: от 1,2 до 2,8%, S: от 0,0001 до 0,0050%, Ti: от 0,003 до 0,030%, B: от 0,0003 до 0,005%, N: от 0,0010 до 0,008%, O: от 0,0001 до 0,0080%, один или несколько элементов из Cr, Cu и Ni, P: при ограничении 0,050% или менее, Al: при ограничении 0,020% или менее, Mo: при ограничении 0,03% или менее, Ceq, полученный посредством (Выражения 1) ниже, составляет 0,30 до 0,53, и Pcm, полученный посредством (Выражения 2) ниже, составляет от 0,10 до 0,20, и остаток образован железом и сопутствующими примесями, и структура металла базового стального листа содержит от 27 до 90%, в расчете на долю площади, полигонального феррита и твердую фазу, состоящую из бейнита и/или мартенсита, в качестве ее остатка.
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo)/5 (Выражение 1)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+5B (Выражение 2)
В (Выражении 1) и (Выражении 2) выше, C, Si, Mn, Ni, Cu, Cr, Mo и B обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%.
[2] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [1], при этом базовый стальной лист дополнительно содержит один или несколько элементов из, в масс. %, W: от 0,01 до 0,50%, V: от 0,010 до 0,100%, Nb: от 0,001 до 0,200%, Zr: от 0,0001 до 0,0500%, Тa: от 0,0001 до 0,0500%, Mg: от 0,0001 до 0,0100%, Ca: от 0,0001 до 0,0050%, редкоземельные металлы (РЗМ): от 0,0001 до 0,0050%, Y: от 0,0001 до 0,0050%, Hf: от 0,0001 до 0,0050% и Re: от 0,0001 до 0,0050%, Ceq получен посредством (Выражения 1') ниже вместо (Выражения 1) выше, и Pcm получен посредством (Выражения 2') ниже вместо (Выражения 2).
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1′)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2′)
В (Выражении 1′) и (Выражении 2′) выше, C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo подсчитывают как 0, когда соответствующие величины их содержания равны 0%. V учитывают как 0, когда его содержание равно 0%, и когда его содержание меньше чем 0,010 масс. %.
[3] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [1], при этом в базовом стальном листе, в масс. %, содержание C составляет от 0,010 до 0,060%, и содержание Al составляет 0,008% или менее, температура начала γ/α превращения в зоне термического влияния, которая получена посредством (Выражения 3) ниже, составляет от 500 до 600°C, и внутризеренные преобразованные структуры содержатся в первичных γ-зернах в зоне термического влияния.
температура начала γ/α превращения = -2500Ceq2+1560Ceq+370 (Выражение 3)
[4] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [3], в которой мартенсит-аустенитный компонент в зоне термического влияния составляет 2,5% или менее, в расчете на долю площади.
[5] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [3], в которой размер зерна с высокоугловыми границами металлической структуры в зоне термического влияния составляет 80 мкм или менее.
[6] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [3], толщина базового стального листа для которой составляет от 20 до 40 мм.
[7] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [3], для которой предел прочности на растяжение базового стального листа составляет от 500 до 800 МПа, когда окружное направление стальной трубы установлено в направлении растяжения.
[8] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [3], базовый стальной лист для которой дополнительно содержит один или несколько элементов из, в масс. %, W: от 0,01 до 0,50%, V: от 0,010 до 0,100%, Nb: от 0,001 до 0,200%, Zr: от 0,0001 до 0,0500%, Тa: от 0,0001 до 0,0500%, Mg: от 0,0001 до 0,0100%, Ca: от 0,0001 до 0,0050%, редкоземельные металлы (РЗМ): от 0,0001 до 0,0050%, Y: от 0,0001 до 0,0050%, Hf: от 0,0001 до 0,0050% и Re: от 0,0001 до 0,0050%, Ceq получен посредством (Выражения 1′) ниже вместо (Выражения 1) выше, и Pcm получен посредством (Выражения 2′) ниже вместо (Выражения 2).
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1′)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2′)
В (Выражении 1′) и (Выражении 2′) выше, C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%. V учитывают как 0, когда его содержание равно 0%, и когда его содержание меньше чем 0,010 масс. %.
[9] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [8], в которой мартенсит-аустенитный компонент в зоне термического влияния составляет 2,5% или менее, в расчете на долю площади.
[10] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [8], в которой размер зерна с высокоугловыми границами металлической структуры в зоне термического влияния составляет 80 мкм или менее.
[11] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [8], толщина базового стального листа для которой составляет от 20 до 40 мм.
[12] Высокопрочная стальная труба, обладающая превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [8], для которой предел прочности на растяжение базового стального листа составляет от 500 до 800 МПа, когда окружное направление стальной трубы установлено в направлении растяжения.
[13] Высокопрочный стальной лист, обладающий превосходной деформируемостью и низкотемпературной ударной вязкостью, который содержит, в масс. %, C: от 0,010 до 0,080%; Si: от 0,01 до 0,50%; Mn: от 1,2 до 2,8%; S: от 0,0001 до 0,0050%; Ti: от 0,003 до 0,030%; B: от 0,0003 до 0,005%; N: от 0,0010 до 0,008%; O: от 0,0001 до 0,0080%; один или несколько элементов из Cr, Cu и Ni; P: при ограничении 0,050% или менее; Al: при ограничении 0,020% или менее; Mo: при ограничении 0,03% или менее; Ceq, полученный посредством (Выражения 1) ниже, составляет 0,30 до 0,53; и Pcm, полученный посредством (Выражения 2) ниже, составляет от 0,10 до 0,20; и остаток образован железом и сопутствующими примесями, в котором структура металла содержит от 27 до 90%, в расчете на долю площади, полигонального феррита и твердую фазу, состоящую из бейнита и/или мартенсита, в качестве ее остатка.
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo)/5 (Выражение 1)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+5B (Выражение 2)
В (Выражении 1) и (Выражении 2) выше, C, Si, Mn, Ni, Cu, Cr, Mo и B обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo подсчитывают как 0, когда соответствующие величины их содержания равны 0%.
[14] Высокопрочный стальной лист, обладающий превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [13], дополнительно содержит один или несколько элементов из, в масс. %, W: от 0,01 до 0,50%; V: от 0,010 до 0,100%; Nb: от 0,001 до 0,200%; Zr: от 0,0001 до 0,0500%; Тa: от 0,0001 до 0,0500%; Mg: от 0,0001 до 0,0100%; Ca: от 0,0001 до 0,0050%; редкоземельные металлы (РЗМ): от 0,0001 до 0,0050%; Y: от 0,0001 до 0,0050%; Hf: от 0,0001 до 0,0050% и Re: от 0,0001 до 0,0050%; при этом Ceq получен посредством (Выражения 1′) ниже вместо (Выражения 1) выше, и Pcm получен посредством (Выражения 2′) ниже вместо (Выражения 2).
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1′)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2′)
В (Выражении 1′) и (Выражении 2′) выше, C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%. V учитывают как 0, когда его содержание равно 0%, и когда его содержание меньше чем 0,010 масс. %.
[15] Высокопрочный стальной лист, обладающий превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [13], в котором, в масс. %, содержание C составляет от 0,010 до 0,060%, и содержание Al составляет 0,008% или менее, и температура начала γ/α превращения в зоне термического влияния, которая получена посредством (Выражения 3) ниже, составляет от 500 до 600°C.
температура начала γ/α превращения = -2500Ceq2+1560Ceq+370 (Выражение 3)
[16] Высокопрочный стальной лист, обладающий превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [15], дополнительно содержит один или несколько элементов из, в масс. %, W: от 0,01 до 0,50%; V: от 0,010 до 0,100%; Nb: от 0,001 до 0,200%; Zr: от 0,0001 до 0,0500%; Тa: от 0,0001 до 0,0500%; Mg: от 0,0001 до 0,0100%; Ca: от 0,0001 до 0,0050%; редкоземельные металлы (РЗМ): от 0,0001 до 0,0050%; Y: от 0,0001 до 0,0050%; Hf: от 0,0001 до 0,0050% и Re: от 0,0001 до 0,0050%; при этом Ceq получен посредством (Выражения 1′) ниже вместо (Выражения 1) выше, и Pcm получен посредством (Выражения 2′) ниже вместо (Выражения 2).
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1′)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2′)
В (Выражении 1') и (Выражении 2') выше, C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%. V учитывают как 0, когда его содержание равно 0%, и когда его содержание меньше чем 0,010 масс. %.
[17] Способ изготовления высокопрочного стального листа, обладающего превосходной деформируемостью и низкотемпературной ударной вязкостью, включает: в отношении стальной плоской заготовки, содержащей, в масс. %, C: от 0,010 до 0,080%, Si: от 0,01 до 0,50%, Mn: от 1,2 до 2,8%, S: от 0,0001 до 0,0050%, Ti: от 0,003 до 0,030%, B: от 0,0003 до 0,005%, N: от 0,0010 до 0,008%, O: от 0,0001 до 0,0080%, один или несколько элементов из Cr, Cu и Ni, P: при ограничении 0,050% или менее, Al: при ограничении 0,020% или менее, Mo: при ограничении 0,03% или менее, при этом Ceq, полученный посредством (Выражения 1) ниже, составляет от 0,30 до 0,53, и Pcm, полученный посредством (Выражения 2) ниже, составляет от 0,10 до 0,20, и остаток образован железом и сопутствующими примесями, выполнение нагревания до 950°C или выше; выполнение стадии горячей прокатки при Ar3 или выше; выполнение охлаждения при средней скорости охлаждения менее чем 10°C/с; и последующее выполнение ускоренного охлаждения при скорости охлаждения 10°C/с или более до температуры Bs или ниже, полученной посредством (Выражения 4) ниже, начиная от температуры в интервале от Ar3-100°C до Ar3-10°C.
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo)/5 (Выражение 1)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+5B (Выражение 2)
Bs (°C)=830-270C-90Mn-37Ni-70Cr-83Mo (Выражение 4)
В (Выражении 1), (Выражении 2) и (Выражении 5) выше, C, Si, Mn, Ni, Cu, Cr, Mo и B обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%.
[18] Способ изготовления высокопрочного стального листа, обладающего превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [17], в котором, на стадии горячей прокатки, прокатку нерекристаллизованной γ-области выполняют при начальной температуре прокатки, установленной от Ar3 до Ar3+100°C, и при коэффициенте обжатия, установленном при 1,5 или более.
[19] Способ изготовления высокопрочного стального листа, обладающего превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [15], в котором стальная плоская заготовка дополнительно содержит один или несколько элементов из, в масс. %, W: от 0,01 до 0,50%, V: от 0,010 до 0,100%, Nb: от 0,001 до 0,200%, Zr: от 0,0001 до 0,0500%, Тa: от 0,0001 до 0,0500%, Mg: от 0,0001 до 0,0100%, Ca: от 0,0001 до 0,0050%, редкоземельные металлы (РЗМ): от 0,0001 до 0,0050%, Y: от 0,0001 до 0,0050%, Hf: от 0,0001 до 0,0050% и Re: от 0,0001 до 0,0050%, Ceq получен посредством (Выражения 1′) ниже вместо (Выражения 1) выше, и Pcm получен посредством (Выражения 2′) ниже вместо (Выражения 2).
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1′)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2′)
В (Выражении 1′) и (Выражении 2′) выше, C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%. V учитывают как 0, когда его содержание равно 0%, и когда его содержание меньше чем 0,010 масс. %.
[20] Способ изготовления высокопрочного стального листа, обладающего превосходной деформируемостью и низкотемпературной ударной вязкостью, в соответствии с [19], в котором, на стадии горячей прокатки, прокатку нерекристаллизованной γ-области выполняют при начальной температуре прокатки, установленной от Ar3 до Ar3+100°C и при коэффициенте обжатия, установленном при 1,5 или более.
Эффект изобретения
В соответствии с изобретением, становится возможным сдерживать формирования крупных зерен феррита на межзеренных границах в зоне термического влияния (HAZ) и формирование полигонального феррита в стальном листе, являющемся базовым материалом, без необходимости выполнения низкотемпературной прокатки на стадии горячей прокатки. Посредством этого, возможно предоставление высокопрочного стального листа, обладающего улучшенной прочностью и ударной вязкостью в зоне термического влияния (HAZ) и обладающего превосходной деформируемостью низкотемпературной ударной вязкостью в качестве части базового материала, и высокопрочной стальной трубы при его применении в качестве базового материала.
Краткое описание чертежей
Фиг. 1 представляет собой график, показывающий зависимость между температурой горячей обработки и долей площади полигонального феррита;
Фиг. 2 представляет собой график, показывающий зависимость между начальной температурой ускоренного охлаждения и долей площади полигонального феррита;
Фиг. 3 представляет собой график, показывающий зависимость между долей площади полигонального феррита и деформируемостью и пределом прочности;
Фиг. 4 представляет собой график, показывающий зависимость между долей площади полигонального феррита и низкотемпературной ударной вязкостью базового материала;
Фиг. 5 представляет собой график, показывающий зависимость между Ceq и температурой начала γ/α превращения;
Фиг. 6 представляет собой график, показывающий зависимость между температурой начала γ/α превращения и размером зерен с высокоугловыми границами;
Фиг. 7 представляет собой график, показывающий зависимость между размером зерен с высокоугловыми границами и поглощенной энергией по Шарпи при -60°C
Фиг. 8 представляет собой оптическую микрофотографию базовой структуры в высокопрочной стальной трубе по данному изобретению;
Фиг. 9 представляет собой схематический вид базовой структуры в высокопрочной стальной трубе по данному изобретению;
Фиг. 10 представляет собой схематический вид структуры зоны термического влияния (HAZ) в высокопрочной стальной трубе по данному изобретению;
Фиг. 11 представляет собой фотографию, показывающую металлическую структуру зоны термического влияния (HAZ), когда температура начала γ/α превращения выше чем 600°C;
Фиг. 12 представляет собой фотографию, показывающую металлическую структуру зоны термического влияния (HAZ), когда температура начала γ/α превращения составляет от 500 до 600°C;
Фиг. 13 представляет собой фотографию, показывающую металлическую структуру зоны термического влияния (HAZ) когда доля площади мартенсит-аустенитного компонента (M-A) составляет 2,2%; и
Фиг. 14 представляет собой фотографию, показывающую металлическую структуру зоны термического влияния (HAZ) когда доля площади мартенсит-аустенитного компонента (M-A) составляет 3,0%.
Вариант осуществления изобретения
Далее в данном документе будет разъяснен вариант осуществления данного изобретения. Вначале будут разъяснены данные исследований, проведенных авторами изобретения, приводящие к созданию данного изобретения.
Обычно, формирование тонких кристаллических зерен является эффективным для улучшения низкотемпературной ударной вязкости и в особенности для обеспечения ударной вязкости при чрезвычайно низких температурах -40°C и, более того, -60°C. В металлической структуре зоны термического влияния (HAZ), в частности, для образования тонких кристаллических зерен чрезвычайно эффективно сдерживание образования крупных зерен феррита на межзеренных границах. Однако обнаружено, что химический состав компонентов с высокой способностью к прокаливаемости, обладающий эффектом сдерживания роста зерен феррита на межзеренных границах в зоне термического влияния (HAZ), затрудняет образование тонкого полигонального феррита, который улучшает деформируемость и низкотемпературную ударную вязкость базового материала.
Соответственно, авторы данного изобретения обратили свое внимание на способ изготовления высокопрочного стального листа, который не образует феррит посредством тепловой предыстории зоны термического влияния (HAZ), определенной в соответствии с теплом, подводимым при сварке, и толщиной листа для стальной трубы, однако способен к формированию полигонального феррита на стадии горячей прокатки. Однако, как описано выше, химический состав компонентов с высокой способностью к прокаливаемости, который содержит Mo и B, первоначально добавляемые для изготовления высокопрочного стального листа, в основном состоящего из структуры бейнита и мартенсита, затрудняет образование полигонального феррита в базовой структуре высокопрочного стального листа.
Mo известен как элемент, значительно улучшающий способность к прокаливаемости посредством совместного добавления с B. А именно, показано, что сталь с совместным добавлением Mo-B обладает эффектом дополнительного задерживания превращения феррита по сравнению со сталью с добавлением B, не содержащей Mo, которая имеет такой же Ceq. Авторы данного изобретения вначале проанализировали зависимость между условиями прокатки в температурном интервале, в котором структура металла состоит из аустенита, и не происходит рекристаллизация, а именно в нерекристаллизованной γ-области, и образованием феррита для стали с совместным добавлением Mo-B и стали с добавленным B со способностью к прокаливаемости, увеличенной посредством элементов, иных, чем Mo.
Вначале, в качестве стали с добавленным B со способностью к прокаливаемости, увеличенной посредством элементов, иных, чем Mo, сталь, содержащую, в масс. %, C: 0,010 до 0,080%, Si: от 0,01 до 0,50%, Mn: от 1,2 до 2,8%, S: от 0,0001 до 0,0050%, Ti: от 0,003 до 0,030%, B: от 0,0003 до 0,005%, N: от 0,0010 до 0,008% и O: от 0,0001 до 0,0080%, и содержащую один или несколько элементов из Cr, Cu и Ni, и содержащую P: при ограничении 0,050% или менее, Al: при ограничении 0,020% или менее, и Mo: при ограничении 0,03% или менее, и имеющую Ceq, являющийся показателем способности к прокаливаемости, от 0,30 до 0,53 и параметр образования трещин Pcm, являющийся показателем свариваемости, от 0,10 до 0,20, и содержащую остаток, образованный железом и сопутствующими примесями, плавили и отливали, чтобы изготовить стальную плоскую заготовку.
Кроме того, для сравнения, сталь с совместным добавлением Mo-B плавили и отливали, чтобы изготовить стальную плоскую заготовку.
Затем каждый образец для испытаний, имеющий высоту 12 мм и имеющий диаметр 8 мм, вырезали из полученной стальной плоской заготовки и подвергали обработке/термообработке, имитирующей горячую прокатку. В качестве обработки/термообработки, образец для испытаний подвергали однократно обработке при коэффициенте обжатия 1,5, подвергали охлаждению при 0,2°C/с, соответствующему воздушному охлаждению, и дополнительно подвергали ускоренному охлаждению при 15°C/с, соответствующему водяному охлаждению. В связи с этим, температура, при которой выполняют обработку, (температура обработки) была установлена при температуре Ar3 или выше, для того, чтобы избежать формирования обработанного и вытянутого феррита (обработанного феррит) и низкотемпературной прокатки, уменьшающей производительность. Температуру превращения Ar3 при охлаждении получали из кривой термического расширения.
После обработки/термообработки измеряли долю площади полигонального феррита в образцах для испытаний. При этом феррит, который не растягивается в направлении прокатки и имеет соотношение размеров от 1 до 4, определяли как полигональный феррит.
Авторы данного изобретения устанавливали температуру, при которой начинается ускоренное охлаждение, при 15°C/с, соответствующее водяному охлаждению, (начальную температуру ускоренного охлаждения) при Ar3-70°C и исследовали условие, предоставляющее возможность формирования полигонального феррита, наряду с изменением вышеописанной температуры обработки. Результаты представлены на Фиг. 1. В связи с этим, на Фиг. 1 доля площади полигонального феррита нанесена на график в зависимости от разности между температурой обработки и Ar3, и «◊» обозначает результат для стали с совместным добавлением Mo-B, и «○» обозначает результат для стали с добавленным B со способностью к прокаливаемости, увеличенной элементами, иными, чем Mo. Как показано на Фиг. 1, обнаружено, что в стали с совместным добавлением Mo-B, пока начальная температура прокатки при вышеописанной обработке/термообработке установлена равной Ar3+60°C или ниже, и низкотемпературную прокатку (деформационную прокатку) выполняют при коэффициенте обжатия 1,5 или более, может быть получено 27% или более, в расчете на долю площади, полигонального феррита. А именно, в случае стали с совместным добавлением Mo-B, температуру обработки строго регулируют, и прокатка должна выполняться при низкой температуре. С другой стороны, в стали с добавленным B со способностью к прокаливаемости, увеличенной посредством элементов, иных, чем Mo, обнаружено, что 27% или более, в расчете на долю площади, полигонального феррита образуется независимо от температуры обработки.
Кроме того, проанализировали зависимость между начальной температурой ускоренного охлаждения после горячей прокатки и долей площади полигонального феррита, зависимость между долей площади полигонального феррита и деформируемостью и зависимость между долей площади полигонального феррита и низкотемпературной ударной вязкостью. В отношении горячей прокатки, температуру повторного нагрева устанавливали при 1050°C, число проходов устанавливали при 20-33, прокатку завершали при Ar3 или выше, выполняли воздушное охлаждение и затем водяное охлаждение выполняли в качестве ускоренного охлаждения. В связи с этим, коэффициент обжатия в нерекристаллизованной γ-области устанавливали при 1,5 или более, выполняли воздушное охлаждение, и затем водяное охлаждение (ускоренное охлаждение) начинали от различных температур.
Долю площади полигонального феррита каждого стального листа, полученного посредством вышеописанной горячей прокатки, измеряли при применении оптического микроскопа, и стальной лист подвергали испытанию на растяжение и испытанию на ударный разрыв на копре с падающим грузом (на испытание на ударный разрыв на копре с падающим грузом делается ссылка как на DWTT), чтобы оценить способность к растяжению и низкотемпературную ударную вязкость.
Способность к растяжению оценивали посредством применения образца для испытаний по спецификации API, находили предел прочности на растяжение, предел текучести и соотношение предела текучести (YS) и предела прочности на растяжение (TS) (YS/TS называется отношением напряжения при пределе текучести к пределу прочности), и посредством этого выясняли долю площади полигонального феррита, необходимого для достижения как прочности, так и деформируемости.
Кроме того, испытание на ударный разрыв на копре с падающим грузом (DWTT) выполняли при -60°C, находили долю вязкой составляющей (на долю вязкой составляющей делается ссылка как на SA) излома, и оценивали низкотемпературную ударную вязкость.
Зависимость между начальной температурой ускоренного охлаждения и долей площади полигонального феррита представлена на Фиг. 2. На Фиг. 2, «○» обозначает результат для стали с добавленным B, и «◊» обозначает результат для стали с совместным добавлением Mo-B. Как видно из Фиг. 2, при условии, что начальная температура ускоренного охлаждения после горячей прокатки установлена в интервале от Ar3-100°C до Ar3-10°C для стали с добавленным B со способностью к прокаливаемости, увеличенной посредством элементов, иных, чем Mo, доля площади полигонального феррита в стальном листе составляет от 27 до 90%. А именно, при условии, что воздушное охлаждение выполняют до температуры в интервале от Ar3-100°C до Ar3-10°C от температуры Ar3 или выше после завершения горячей прокатки, полигональный феррит может быть сформирован при доле его площади от 27 до 90%.
Кроме того, в отношении стали с добавленным B со способностью к прокаливаемости, увеличенной посредством элементов, иных, чем Mo, зависимость между долей площади полигонального феррита и пределом прочности на растяжение и зависимость между долей площади полигонального феррита и отношением напряжения при пределе текучести к пределу прочности представлены на Фиг. 3. «○» обозначает зависимость между долей площади полигонального феррита и отношением напряжения при пределе текучести к пределу прочности, и «◇» обозначает зависимость между долей площади полигонального феррита и пределом прочности на растяжение. Как видно из Фиг. 3, при условии, что доля площади полигонального феррита составляет 27% или более, отношение напряжения при пределе текучести к пределу прочности составляет 80% или менее, и при условии, что доля площади полигонального феррита составляет 50% или более, может быть получена чрезвычайно хорошая деформируемость, которая представляет собой отношение напряжения при пределе текучести к пределу прочности 70% или менее.
Кроме того, как видно из Фиг. 3, для обеспечения предела прочности на растяжение 570 МПа или более, соответствующего X70, необходимо, чтобы доля площади полигонального феррита составляла 90% или менее. Кроме того, для обеспечения предела прочности на растяжение 625 МПа или более, соответствующего X80, долю площади полигонального феррита предпочтительно делают равной 75% или менее. В дополнение к этому, для более стабильного обеспечения предела прочности на растяжение 625 МПа или более, соответствующего X80, долю площади полигонального феррита более предпочтительно делают равной 70% или менее, и еще более предпочтительная величина составляет 60% или менее.
А именно, как видно из Фиг. 3, доля площади полигонального феррита становится равной от 27 до 90%, и посредством этого баланс между деформируемостью и прочностью улучшается.
Кроме того, зависимость между долей площади полигонального феррита и долей вязкой составляющей SA при -60°C представлена на Фиг. 4. Как видно из Фиг. 4, для получения доли вязкой составляющей 85% или более требуется, чтобы доля площади полигонального феррита составляла лишь 20%.
Как указано выше, авторы данного изобретения нашли, что для того, чтобы сформировать полигональный феррит в достаточной степени в стали с добавленным B, с тем, чтобы низкотемпературная ударная вязкость и деформируемость в зоне термического влияния (HAZ) и базовом материале могли быть улучшены, в качестве третьего элемента, добавляемого вместе с B, важно применение легирующих элементов, иных, чем Mo. Авторы данного изобретения выполнили дополнительное обстоятельное исследование и получили представленные ниже данные, чтобы закончить данное изобретение.
Для того, чтобы сформировать полигональный феррит в стали с добавленным B, чтобы увеличить ударную вязкость базового материала и деформируемость, важным является эффект от третьего элемента, добавляемого вместе с B, чтобы улучшить способность к прокаливаемости. К тому же, чтобы обеспечить ударную вязкость в зоне термического влияния (HAZ), необходимо создать химический состав компонентов с увеличенной способностью к прокаливаемости. Однако, когда совместное добавление B и Mo выполняют для того, чтобы увеличить способность к прокаливаемости, требуется строго регулировать условия прокатки, что вызывает проблему с увеличением производственных затрат и увеличением стоимости сплава. Соответственно, необходимо создавать химический состав компонентов, в котором элементы, улучшающие способность к прокаливаемости, иные, чем Mo, выбраны в качестве третьего элемента, добавляемого вместе с B.
Кроме того, чтобы улучшить способность к прокаливаемости, Ceq, являющийся показателем способности к прокаливаемости, устанавливают в пределах интервала 0,30-0,53, и также в качестве элемента для улучшения способности к прокаливаемости выбирают элементы, такие как Mn, Cr, Ni и Cu, в дополнение к C.
Кроме того, отсутствует необходимость в выполнении того, что называют деформационной прокаткой (прокаткой для формирования напряженного состояния), для того, чтобы сформировать полигональный феррит после горячей прокатки. Здесь, деформационная прокатка означает горячую прокатку, выполняемую при условии, что начальная температура прокатки составляет Ar3 + 60°C или ниже, и коэффициент обжатия составляет 1,5 или более. В данном изобретении, полигональный феррит, который улучшает деформируемость и низкотемпературную ударную вязкость, может быть сформирован лишь посредством регулирования условий охлаждения, выполняемого после горячей прокатки, без выполнения этой деформационной прокатки. Начальную температуру ускоренного охлаждения после горячей прокатки устанавливают в интервале от Ar3-100°C до Ar3-10°C, делая посредством этого возможным то, что доля площади полигонального феррита стального листа составляет от 27 до 90%. В связи с этим, охлаждение до начальной температуры ускоренного охлаждения может быть выполнено посредством воздушного охлаждения, или может быть также выполнено посредством медленного охлаждения при средней скорости охлаждения менее чем 10°C/с.
Кроме того, после горячей прокатки медленное охлаждение выполняют до вышеуказанной начальной температуры ускоренного охлаждения, чтобы сформировать таким образом полигональный феррит, и затем ускоренное охлаждение выполняют при средней скорости охлаждения 10°C /с или более для увеличения прочности посредством бейнитного превращения и мартенситного превращения. Кроме того, для обеспечения прочности, ускоренное охлаждение требуется останавливать при температуре Bs формирования бейнита или ниже.
Кроме того, для улучшения ударной вязкости в зоне термического влияния (HAZ) при низкой температуре, особенно для обеспечения ударной вязкости в зоне термического влияния (HAZ) при чрезвычайно низких температурах -40°C и, более того, -60°C, требуются уменьшение мартенсит-аустенитного компонента (M-A), являющегося твердой второй фазой, и формирование тонких кристаллических зерен. Однако в толстом материале, имеющем толщину 20 мм или более, тепло, подводимое при сварке, становится высоким подводимым теплом, размер зерен зоны термического влияния (HAZ) увеличивается, и мартенсит-аустенитный компонент (M-A), являющийся твердой второй фазой, вредный для ударной вязкости, также увеличивается. Поэтому, чрезвычайно трудно обеспечивать ударную вязкость в зоне термического влияния (HAZ) при чрезвычайно низких температурах -40°C и, более того, -60°C. Соответственно, авторы данного изобретения обратили далее свое внимание на способ сдерживания образования мартенсит-аустенитного компонента (M-A) при сварке и содействия сдерживанию формирования крупных зерен феррита на межзеренных границах. Кроме того, авторы данного изобретения обратили свое внимание на способ, в котором промотируется внутризеренное превращение, исходя из оксидов, и, кроме того, увеличивается способность к прокаливаемости, и посредством этого внутризеренные преобразованные структуры, формируемые во время сварки, делаются тонкими, размер зерна с высокоугловыми границами металлической структуры, состоящей из бейнита и внутризеренной преобразованной структуры, уменьшается, и низкотемпературная ударная вязкость в зоне термического влияния (HAZ) улучшается. В связи с этим, внутризеренная преобразованная структура в этом варианте осуществления означает внутризеренный феррит или внутризеренный бейнит, образованный в лепестковой форме (с радиальным расположением), начиная от тонко диспергированных включений.
Соответственно, авторы данного изобретения затем исследовали условия температуры, влияющей на компоненты, при которой внутризеренная преобразованная структура образуется в зоне термического влияния (HAZ).
Вначале, сталь, содержащую, в масс. %, C: 0,010 до 0,060%, Si: от 0,01 до 0,50%, Mn: от 1,2 до 2,8%, S: от 0,0001 до 0,0050%, Ti: от 0,003 до 0,030%, B: от 0,0003 до 0,005%, N: от 0,0010 до 0,008% и O: от 0,0001 до 0,0080%, и содержащую один или несколько элементов из Cr, Cu и Ni, и содержащую P: при ограничении 0,050% или менее, Al: при ограничении 0,008% или менее, и M: при ограничении 0,03% или менее, и имеющую Ceq, являющийся показателем способности к прокаливаемости, от 0,30 до 0,53 и параметр образования трещин Pcm, являющийся показателем свариваемости, от 0,10 до 0,20, и имеющую остаток, образованный железом и сопутствующими примесями, плавили и отливали, чтобы изготовить стальную плоскую заготовку.
Затем образец для испытаний, имеющий длину 10 мм и имеющий диаметр 3 мм, вырезали из полученной стальной плоской заготовки и подвергали термообработке, имитирующей зону термического влияния (HAZ) зоны сварки, чтобы измерить температуру начала γ/α превращения бейнита и внутризеренной преобразованной структуры посредством измерения термического расширения. Зависимость между Ceq и температурой начала γ/α превращения в это время представлена на Фиг. 5.
Кроме того, образец для испытаний с квадратным сечением 12 мм, имеющий длину 120 мм, вырезали из стальной плоской заготовки и подвергали вышеописанной термообработке, имитирующей зону термического влияния (HAZ) зоны сварки, чтобы затем измерить размер зерна с высокоугловыми границами металлической структуры, состоящей из бейнита и внутризеренной преобразованной структуры, методом с применением EBSP (дифрактограммы обратного рассеяния электронов). В связи с этим, границу раздела, имеющую угловой сдвиг 15° или более, между кристаллическими зернами определяли как высокоугловую границу зерна, и максимальный размер зерна из размеров кристаллических зерен, окруженных высокоугловой границей, определяли как размер зерна с высокоугловой границей, эффективный для ударной вязкости в зоне термического влияния (HAZ) (эффективный размер кристаллического зерна). Результаты представлены на Фиг. 6. При этом размер зерна означает радиус круга, имеющего такую же площадь, что и кристаллическое зерно.
Кроме того, образец для испытаний с квадратным сечением 12 мм, имеющий длину 120 мм, вырезали из стальной плоской заготовки и подвергали вышеописанной термообработке, имитирующей зону термического влияния (HAZ) зоны сварки, а затем подвергали испытанию на ударную вязкость по Шарпи, чтобы измерить поглощенную энергию при -60°C. Результаты представлены на Фиг. 7.
Как показано на Фиг. 5, обнаружено, что с увеличением Ceq, температура начала γ/α превращения снижается. А именно, посредством увеличения способности к прокаливаемости температура начала γ/α превращения внутризеренной преобразованной структуры может быть уменьшена.
Как показано на Фиг. 6, обнаружено, что при уменьшении температуры начала γ/α превращения размер зерна с высокоугловыми границами металлической структуры, состоящей из бейнита и внутризеренной преобразованной структуры, уменьшается, однако когда температура начала γ/α превращения уменьшается ниже, чем 500°C, размер зерен с высокоугловыми границами увеличивается. Это предположительно обусловлено тем, что уменьшение в размере зерен образуемой внутризеренной преобразованной структуры вносит значительный вклад в эффект формирования тонких кристаллических зерен, полученных посредством снижения температуры начала γ/α превращения, однако когда температура начала γ/α превращения становится слишком низкой, внутризеренные преобразованные структуры не возникают, и образуется структура, в основном состоящая из бейнита и мартенсита, что приводит к тому, что кристаллические зерна становятся крупными.
Эффект образования тонкой структуры, полученный посредством снижения температуры начала γ/α превращения, предположительно проистекает из того, что когда превращение вызывается при более низкой температуре, степень переохлаждения возрастает, частота формирования зародышей для внутризеренного превращения увеличивается, и это способствует внутризеренному превращению.
Фиг. 7 представляет собой график, показывающий зависимость между размером зерен с высокоугловыми границами металлической структуры, состоящей из бейнита и внутризеренной преобразованной структуры, и поглощенной энергией по Шарпи при -60°C. Как показано на Фиг. 7, обнаружено, что когда размер зерен с высокоугловыми границами уменьшается, поглощенная энергия по Шарпи при -60°C увеличивается, и когда размер зерен с высокоугловыми границами составляет 80 мкм или менее, поглощенная энергия при -60°C составляет 50 Дж или более. То есть обнаружено, что посредством образования тонкой металлической структуры, состоящей из бейнита и внутризеренной преобразованной структуры, превосходная ударная вязкость может быть получена даже при чрезвычайно низкой температуре -60°C.
Как указано выше, авторы данного изобретения нашли способ, в котором формирование мартенсит-аустенитного компонента (M-A) при сварке сдерживается, способность к прокаливаемости стали увеличивается, чтобы сдерживать формирование крупных зерен феррита на межзеренных границах, вызывается внутризеренное превращение, начиная от включений, и, кроме того, внутризеренное превращение промотируется регулированием температуры начала γ/α превращения, чтобы посредством этого уменьшить размер зерна с высокоугловыми границами металлической структуры, состоящей из бейнита и внутризеренной преобразованной структуры, и улучшить низкотемпературную ударную вязкость в зоне термического влияния (HAZ).
Для сдерживания формирования мартенсит-аустенитного компонента (M-A) при сварке эффективными являются уменьшение содержания C и ограничение содержания Mo. Мартенсит-аустенитный компонент (M-A) формируется вследствие того, что зона термического влияния (HAZ), подвергаемая воздействию высокой температуры посредством сварки, преобразуется в аустенитную фазу, и в процессе, в котором превращение прогрессирует во время последующего охлаждения, концентрация C по отношению к непреобразованной аустенитной фазе прогрессирует, и аустенитная фаза стабизируется. Поэтому, посредством уменьшения количества C, концентрация C по отношению к непреобразованной аустенитной фазе сдерживается, приводя к тому, что сдерживается формирование мартенсит-аустенитного компонента (M-A). Кроме того, посредством уменьшения количества C и также ограничения количества Mo, способствующего формированию мартенсит-аустенитного компонента (M-A), как указано выше, формирование мартенсит-аустенитного компонента (M-A) может дополнительно сдерживаться.
Помимо этого, для промотирования внутризеренного превращения эффективными являются уменьшение количества Al и добавление подходящего количества Ti. Когда оксиды Ti тонко диспергированы, они эффективным образом действуют в качестве зародышей формирования для внутризеренного превращения. Однако, когда Al добавлен в больших количествах, формирование оксидов Ti для их действия в качестве зародышей формирования для внутризеренного превращения сдерживается, так что в данном изобретении добавляют подходящее количество Ti, а количество Al уменьшают.
Кроме того, для сдерживания формирования крупных зерен феррита на межзеренных границах, которые ухудшают низкотемпературную ударную вязкость в зоне термического влияния (HAZ), повышение способности к прокаливаемости посредством добавления подходящего количества B является чрезвычайно эффективным.
Кроме того, обнаружено, что для дополнительного уменьшения размера зерен с высокоугловыми границами структуры, состоящей из бейнита и внутризеренной преобразованной структуры, чрезвычайно важно снижение температуры начала γ/α превращения. Соответственно, температуру начала γ/α превращения снижают посредством применения элементов, иных, чем Mo, увеличивающего содержание мартенсит-аустенитного компонента (M-A).
Кроме того, посредством добавления одного или двух или более элементов из Mn, Cr, Cu и Ni способность к прокаливаемости увеличивают, уменьшая температуру начала γ/α превращения. В таком случае, посредством тонких внутризеренных преобразованных структур, преобразованных при низкой температуре, структура металла в зоне термического влияния (HAZ) состоит из тонких зерен, образованных из бейнита и внутризеренных преобразованных структур, посредством чего становится возможным увеличение низкотемпературной ударной вязкости в зоне термического влияния (HAZ).
А именно, по сравнению со сталями с применением внутризеренной преобразованной структуры, о которых сообщалось до настоящего времени, посредством уменьшения содержания C и ограничения Mo дополнительно уменьшено формирование мартенсит-аустенитного компонента (M-A). В таком случае, посредством добавления Mn и одного или двух или более элементов из Cr, Cu и Ni способность к прокаливаемости увеличена, температура начала γ/α превращения внутризеренной преобразованной структуры уменьшена, и эффективный размер кристаллического зерна по отношению к ударной вязкости в зоне термического влияния (HAZ) дополнительно уменьшен.
(Химический состав)
Далее, будет разъяснен химический состав высокопрочной стальной трубы и высокопрочного стального листа по данному изобретению. В связи с этим, в отношении химического состава, % означают масс. %.
(C: от 0,01 до 0,080%)
C является элементом для улучшения прочности стали. Для того, чтобы сформировать твердую фазу из бейнита и/или мартенсита в металлической структуре, требуется, чтобы содержалось 0,01% или более C. Кроме того, в данном изобретении, для того, чтобы достигнуть как высокой прочности, так и высокой ударной вязкости, содержание C устанавливают при 0,080% или менее. Более того, для того, чтобы сдерживать формирования мартенсит-аустенитного компонента (M-A) в металлической структуре зоны термического влияния (HAZ), в частности, чтобы достигнуть как высокой прочности, так и высокой ударной вязкости, содержание C устанавливают при 0,060% или менее. В связи с этим, принимая во внимание баланс между прочностью и ударной вязкостью, содержание C предпочтительно устанавливают при 0,02 до 0,070%, и более предпочтительно устанавливают при 0,02 до 0,050%, когда дополнительно учитывается ударная вязкость в зоне термического влияния (HAZ).
(Si: от 0,01 до 0,50%)
Si является элементом, применимым для раскисления и увеличения прочности. Для того, чтобы в достаточной мере выполнить раскисление, в стали должно содержаться 0,01% или более Si. С другой стороны, когда более чем 0,50% Si содержится в стали, это вызывает риск того, что ударная вязкость зоны термического влияния (HAZ) ухудшается, так что верхний предел содержания Si устанавливают при 0,50%. В связи с этим, принимая во внимание баланс между прочностью и ударной вязкостью и выполнение раскисления более эффективным образом, содержание Si предпочтительно устанавливают при 0,05 до 0,3%, и более предпочтительно устанавливают при 0,1 до 0,25%.
(Mn: от 1,2 до 2,8% или менее)
Mn является недорогим элементом, и является важным элементом для увеличения Ceq, являющегося показателем способности к прокаливаемости, снижения температуры начала γ/α превращения бейнита и внутризеренной преобразованной структуры и уменьшения размеров зерен с высокоугловыми границами, чтобы увеличить ударную вязкость в зоне термического влияния (HAZ). Кроме того, даже при добавлении с B, Mn делает возможным формирование полигонального феррита в базовом материале без выполнения низкотемпературной прокатки и улучшение ударной вязкости базового материала. Для обеспечения прочности и ударной вязкости, в стали должно содержаться 1,2% или более Mn.
С другой стороны, при чрезмерном добавлении Mn температура начала γ/α превращения снижается чрезмерным образом, внутризеренные преобразованные структуры не могут быть получены, размер зерен увеличивается, и ударная вязкость в зоне термического влияния (HAZ) ухудшается, так что верхний предел устанавливают при 2,8%. Кроме того, принимая во внимание производительность при плавлении стали, верхний предел Mn устанавливают предпочтительно при 2,5%, и более предпочтительно устанавливают при 2,2%.
(S: от 0,0001 до 0,0050%)
S является примесью, и когда больше чем 0,0050% S содержится в стали, образуются крупные сульфиды, и ударная вязкость уменьшается, так что содержание S устанавливают при 0,0050 или менее. В связи с этим, для дополнительного сдерживания снижения ударной вязкости содержание S предпочтительно устанавливают при 0,003% или менее, и более предпочтительно устанавливают при 0,0025% или менее. Кроме того, когда оксиды Ti тонко диспергированы в стальном листе, MnS выделяются, вызывается внутризеренное превращение, и ударная вязкость базового стального листа и зоны термического влияния (HAZ) улучшается. Для того, чтобы получить этот эффект, в стали должно содержаться 0,0001% или более S. Соответственно, содержание S устанавливают при 0,0001 до 0,0050%.
(Ti: от 0,003 до 0,030%)
Ti является важным элементом для формирования нитридов Ti, чтобы способствовать уменьшению размера кристаллических зерен базового стального листа и зоны термического влияния (HAZ). Поэтому в стали должно содержаться 0,003% или более Ti. Для дополнительного уменьшения размеров кристаллических зерен зоны термического влияния (HAZ), содержание Ti составляет предпочтительно 0,005% или более, и более предпочтительно 0,008% или более.
С другой стороны, когда Ti содержится в стали в чрезмерном количестве, образуются крупные включения, что ухудшает ударную вязкость, так что верхний предел Ti устанавливают при 0,030%. Кроме того, для более тонкого диспергирования оксидов Ti, содержание Ti составляет предпочтительно 0,028% или менее, и более предпочтительно 0,025% или менее.
Когда оксиды Ti тонко диспергированы, они эффективным образом действуют в качестве зародышей формирования для внутризеренного превращения. В связи с этим, когда содержание кислорода большое в случае добавления Ti, образуются крупные оксиды Ti, так что при производстве стали, раскисление предпочтительно выполняют посредством Si и Mn, чтобы уменьшить содержание кислорода в стали. В этом случае, более вероятно образуются оксиды Al, чем оксиды Ti, так что не является целесообразным то, что чрезмерное количество Al будет добавлено к стали для раскисления.
(B: от 0,0003 до 0,005%)
B значительно увеличивает способность к прокаливаемости и является важным элементом для сдерживания формирования крупных зерен феррита на межзеренных границах в зоне термического влияния (HAZ). Для получения этого эффекта, в стали должно содержаться 0,0003% или более B. Кроме того, для более надежного увеличения способности к прокаливаемости содержание B составляет предпочтительно 0,0005% или более.
С другой стороны, когда B добавлен к стали в чрезмерном количестве, образуется крупный BN, и ударная вязкость зоны термического влияния (HAZ), в частности, уменьшается, так что верхний предел содержания B устанавливают при 0,005%.
(N: от 0,0010 до 0,008%)
N образует TiN и сдерживает укрупнение γ-зерен, когда плоскую заготовку повторно нагревают, и сдерживает укрупнение γ-зерен в зоне термического влияния (HAZ), что улучшает низкотемпературную ударную вязкость базового материала и зоны термического влияния (HAZ). Минимальное количество, необходимое для этого, составляет 0,0010%.
С другой стороны, когда N содержится в чрезмерном количестве, образуется BN, что снижает эффект улучшения способности к прокаливаемости посредством B, приводя к образованию крупных зерен феррита на межзеренных границах, что ухудшает ударную вязкость в зоне термического влияния (HAZ), или образуется крупный BN, что ухудшает ударную вязкость в зоне термического влияния (HAZ). Поэтому, верхний предел N устанавливают при 0,008%. В связи с этим, для стабильного получения эффекта посредством добавления N, содержание N предпочтительно устанавливают при 0,0020 до 0,007.
(O: от 0,0001 до 0,0080%)
O является примесью, и верхний предел содержания O должен быть установлен при 0,0080% для предотвращения снижения ударной вязкости, вызываемого формированием включений.
С другой стороны, для формирования оксидов Ti, чтобы содействовать внутризеренному превращению, содержание O, остающегося в стали во время литья устанавливают при 0,0001% или более.
В связи с этим, когда принимают во внимание баланс между обеспечением ударной вязкости и формированием оксидов Ti, содержание O предпочтительно устанавливают при 0,0010 до 0,0050%.
(P: 0,050% или менее)
P является примесью, и когда больше чем 0,050% P содержится в стали, ударная вязкость базового стального листа значительно уменьшается. Соответственно, содержание P ограничивают 0,050% или менее. Для улучшения ударной вязкости зоны термического влияния (HAZ), содержание P предпочтительно ограничивают 0,020% или менее. В связи с этим, нижней величины предела содержания P не устанавливают особым образом, однако установление нижней предельной величины менее чем 0,0001% является невыгодным с экономической точки зрения, так что эту величину устанавливают предпочтительно при данной нижней предельной величине.
(Al: 0,020% или менее)
Al является раскислителем, однако для увеличения ударной вязкости стального листа и зоны термического влияния (HAZ) посредством сдерживания формирования включений, требуется, чтобы верхний предел Al был установлен при 0,020%. Содержание Al ограничивают, как указано выше, посредством чего делают возможным тонкое диспергирование оксидов Ti, что способствует внутризеренному превращению. В частности, для формирования в достаточной мере оксидов Ti, которые способствуют внутризеренному превращению, верхний предел Al устанавливают при 0,008%. Для тонкого диспергирования оксидов Ti верхний предел Al составляет предпочтительно 0,005%, и для более стабильного получения оксидов Ti верхний предел Al более предпочтительно составляет 0,003%. В связи с этим, нижнюю величину предела содержания Al не устанавливают особым образом, однако она может составлять более чем 0%.
(Mo: 0,03% или менее)
Mo в значительной степени увеличивает способность к прокаливаемости, в особенности посредством совместного добавления с B, и является элементом, эффективным для достижения высокой прочности базового стального листа и улучшения ударной вязкости в зоне термического влияния (HAZ), однако добавление Mo затрудняет формирование полигонального феррита в базовом стальном листе, что вызывает тем самым риск, что низкотемпературная ударная вязкость и деформируемость базового материала не могут быть обеспечены в достаточной мере. Поэтому для улучшения ударной вязкости базового материала и деформируемости количество Mo ограничивают 0,03% или менее. Кроме того, Mo является дорогим элементом, и предпочтительно, чтобы Mo не добавлялся, принимая во внимание стоимость сплава.
(Cr, Cu и Ni)
Кроме того, высокопрочная стальная труба и высокопрочный стальной лист по данному изобретению содержат один или несколько элементов из Cr, Cu и Ni в дополнение к вышеописанным элементам. Cr образует полигональный феррит в базовом стальном листе без выполнения низкотемпературной прокатки даже при добавлении с B и является элементом, способным к улучшению ударной вязкости базового материала. Кроме того, Cr является недорогим элементом, и является важным элементом для увеличения Ceq, являющегося показателем способности к прокаливаемости, снижения температуры начала γ/α превращения и уменьшения размеров зерен с высокоугловыми границами, чтобы увеличить ударную вязкость в зоне термического влияния (HAZ). Кроме того, Cu и Ni являются эффективными элементами, которые увеличивают прочность без ухудшения ударной вязкости и увеличивают Ceq, являющийся показателем способности к прокаливаемости, и улучшают ударную вязкость в зоне термического влияния (HAZ). Кроме того, Cu и Ni формируют полигональный феррит в базовом материале без выполнения низкотемпературной прокатки даже при добавлении с B, и улучшают ударную вязкость базового материала. Кроме того, Cu и Ni являются элементами, которые снижают температуру начала γ/α превращения, что уменьшает размер зерен с высокоугловыми границами. В связи с этим, Cu и Ni предпочтительно содержатся совместным образом для сдерживания возникновения поверхностных дефектов.
Как будет описано далее, величины содержания Cr, Cu и Ni ограничиваются таким образом, чтобы Ceq, получаемый посредством (Выражения 1) (или (Выражения 1′)), составлял от 0,30 до 0,53, и ограничиваются таким образом, чтобы Pcm, получаемый посредством (Выражения 2) (или (Выражения 2′)), составлял от 0,10 до 0,20. Кроме того, для сдерживания формирования мартенсит-аустенитного компонента (M-A) в металлической структуре зоны термического влияния (HAZ), в частности, чтобы достигнуть как высокой прочности, так и высокой ударной вязкости, величины содержания Cr, Cu и Ni ограничивают таким образом, чтобы температура начала γ/α превращения, получаемая посредством (Выражения 3), составляла от 500 до 600°C.
Кроме того, к высокопрочной стальной трубе и высокопрочному стальному листу по данному изобретению, один или два или более элементов из W, V, Nb, Zr и Тa могут также быть добавлены в качестве элемента для улучшения прочности и ударной вязкости, в дополнение к вышеописанным элементам. Кроме того, эти элементы могут рассматриваться как примеси, поскольку они не вызывают неблагоприятных эффектов, в частности, когда величины их содержания составляют для каждого меньше предпочтительного нижнего предела.
(W, V, Nb, Zr, Тa, Mg, Ca, РЗМ, Y, Hf и Re)
Кроме того, в данном изобретении один или два или более элементов из W, V, Nb, Zr, Тa, Mg, Ca, РЗМ, Y, Hf и Re могут также содержаться в качестве элемента для улучшения прочности и ударной вязкости, в дополнение к вышеописанным элементам. Кроме того, эти элементы могут рассматриваться как примеси, поскольку они не вызывают неблагоприятных эффектов, в частности, когда величины их содержания составляют для каждого меньше предпочтительного нижнего предела.
Каждый из W, V, Nb, Zr и Тa образует карбиды и нитриды и является элементом для улучшения прочности стали посредством дисперсионного упрочнения, и к тому же может содержаться один элемент или два или более из них. Для эффективного увеличения прочности, нижний предел количества W предпочтительно устанавливают при 0,01%, нижний предел количества V предпочтительно устанавливают при 0,010%, нижний предел количества Nb предпочтительно устанавливают при 0,001%, и нижние пределы количества Zr и количества Тa устанавливают для обоих предпочтительно при 0,0001%.
С другой стороны, при чрезмерном добавлении W прочность иногда увеличивается избыточным образом вследствие увеличения способности к прокаливаемости, что ухудшает ударную вязкость, так что верхний предел количества W предпочтительно устанавливают при 0,50%. Кроме того, когда V, Nb, Zr и Тa добавлены избыточным образом, карбиды и нитриды иногда становятся крупными, что ухудшает ударную вязкость, так что верхний предел количества V предпочтительно устанавливают при 0,100%, верхний предел количества Nb предпочтительно устанавливают при 0,200%, и верхний предел как количества Zr, так и количества Тa предпочтительно устанавливают при 0,0500%.
Каждый из Mg, Ca, РЗМ, Y, Hf и Re является элементом для регулирования формирования включений, чтобы достигнуть улучшения ударной вязкости, и к тому же может содержаться один элемент или два или более из них.
Mg является элементом, проявляющим эффект образования тонких оксидов и сдерживания формирования сульфидов. В частности, тонкие оксиды Mg действуют в качестве зародышей формирования для внутризеренного превращения и обладают эффектом сдерживания увеличения размера зерен в качестве закрепляющих частиц. Для получения этих эффектов, содержание Mg предпочтительно составляет 0,0001% или более. С другой стороны, при содержании Mg более чем 0,0100% иногда образуются крупные оксиды, что уменьшает ударную вязкость зоны термического влияния (HAZ), так что верхний предел количества Mg предпочтительно устанавливают при 0,0100%.
Ca и редкоземельные металлы (РЗМ) являются элементами, применимыми для регулирования формы сульфидов, и являются элементами, которые образуют сульфиды, чтобы сдерживать формирование MnS, вытянутого в направлении прокатки, и улучшают свойства стального материала в направлении толщины листа, в частности сопротивление образованию продольных трещин. Для получения этих эффектов, нижние пределы как количества Ca, так и количества редкоземельных металлов (РЗМ) предпочтительно устанавливают при 0,0001% или более. С другой стороны, когда количество Ca и количество редкоземельных металлов (РЗМ) превышает 0,0050%, количество оксидов возрастает, количество тонких оксидов, содержащих Ti, уменьшается, и протекание внутризеренного превращения иногда ингибируется, так что как количество Ca, так и количество редкоземельных металлов (РЗМ) предпочтительно устанавливают при 0,0050% или менее.
Y, Hf и Re являются также элементами, проявляющими эффекты, сходные с эффектами Ca и редкоземельных металлов (РЗМ), и когда их добавляют в чрезмерном количетве, протекание внутризеренного превращения иногда ингибируется. Поэтому предпочтительными интервалами для количества Y, количества Hf и количества Re являются в каждом случае от 0,0001 до 0,0050%.
Кроме того, остаток иных, чем вышеописанные, элементов практически состоит из Fe, и элементы, которые не ухудшают функции и эффекты по данному изобретению, такие как сопутствующие примеси, могут присутствовать в незначительных количествах.
(Углеродный эквивалент Ceq)
В данном изобретении, для обеспечения низкотемпературной ударной вязкости стального листа и зоны термического влияния (HAZ), углеродный эквивалент Ceq по (Выражению 1) ниже, который рассчитывают из соответствующих величин содержания [масс. %] C, Mn, Ni, Cu, Cr, Mo и V, являющихся элементами, вносящими вклад в улучшение способность к прокаливаемости, устанавливают при 0,30 до 0,53. Углеродный эквивалент Ceq, как известно, взаимосвязан с максимальной твердостью зоны сварки и представляет собой величину, являющуюся показателем способности к прокаливаемости и свариваемости.
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo)/5 (Выражение 1)
При этом C, Mn, Ni, Cu, Cr и Mo в (Выражении 1) выше обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%.
В связи с этим, в данном изобретении, когда дополнительно содержится V, Ceq получают посредством (Выражения 1') ниже вместо (Выражения 1) выше.
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1')
При этом C, Mn, Ni, Cu, Cr и Mo и V в (Выражении 1') выше обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%. V учитывают как 0, когда его содержание меньше чем 0,010 масс. %
(Параметр образования трещин Pcm)
Кроме того, для обеспечения низкотемпературной ударной вязкости стального листа и зоны термического влияния (HAZ), параметр образования трещин Pcm по (Выражению 2) ниже, который рассчитывают из величин содержания [масс. %] C, Si, Mn, Cu, Cr, Ni, Mo, V и B, устанавливают при 0,10 до 0,20. Параметр образования трещин Pcm известен как коэффициент, предоставляющий возможность оценки низкотемпературной чувствительности к образованию трещин при сварке, и представляет собой величину, являющуюся показателем способности к прокаливаемости и свариваемости.
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+5B (Выражение 2)
При этом C, Si, Mn, Ni, Cu, Cr, Mo и B в (Выражении 2) выше обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%.
В связи с этим, в данном изобретении, когда дополнительно содержится V, Pcm получают посредством (Выражения 2') ниже вместо (Выражения 2) выше.
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2′)
При этом C, Si, Mn, Ni, Cu, Cr, Mo, V и B в (Выражении 2′) выше обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%. V учитывают как 0, когда его содержание меньше чем 0,010 масс. %
Кроме того, для получения хорошей ударной вязкости в зоне термического влияния (HAZ) при чрезвычайно низкой температуре -60°C, в частности, необходимо сформировать микроструктуру, в которой размер зерна с высокоугловыми границами металлической структуры, состоящей из бейнита и внутризеренной преобразованной структуры, составляет 80 мкм или менее. Для достижения этого, в дополнение к ограничению Ceq и Pcm, температуру начала γ/α превращения в зоне термического влияния (HAZ), полученную посредством (Выражения 3) ниже дополнительно устанавливают при 500 до 600°C.
температура начала γ/α превращения = -2500Ceq2+1560Ceq+370 (Выражение 3)
(Металлографическая структура)
Металлографическая структура базового стального листа высокопрочной стальной трубы по данному изобретению и структура высокопрочного стального листа по данному изобретению в обоих случаях в основном состоит из полигонального феррита и содержит твердую фазу в качестве ее остатка. При этом Фиг. 8 представляет собой фотографию, показывающую структуру базового стального листа. Фиг. 9 представляет собой схематический вид для пояснения структуры базового стального листа. Полигональный феррит является ферритом, формируемым при относительно высокой температуре во время воздушного охлаждения после горячей прокатки. Полигональный феррит имеет соотношение размеров 1 к 4 и отличается от феррита, растянутого прокаткой, (обработанного феррита) и игольчатого феррита (игольчатого феррита) и феррита с видманштеттовой структурой, которые образуются при сравнительно низкой температуре во время ускоренного охлаждения после горячей прокатки. При этом соотношение размеров представляет собой величину, полученную делением длины зерна феррита на ширину.
Кроме того, полигональный феррит наблюдается в виде белой, круглой и массивной структуры, не содержащей выделений, таких как крупный цементит и мартенсит-аустенитные составляющие (называемые как M-A), в зерне при помощи оптического микроскопа.
Кроме того, вышеописанная твердая фаза является структурой, которая состоит из бейнита и/или мартенсита. В связи с этим, в структуре, наблюдаемой с помощью оптического микроскопа, в качестве остатка, иного, чем полигональный феррит, бейнит и мартенсит, иногда содержатся остаточный аустенит и мартенсит-аустенитный компонент (M-A). Доля мартенсит-аустенитного компонента (M-A) в базовом материале желательно составляет 8,0% или менее.
Как показано на Фиг. 9, в металлической структуре базового стального листа, в противоположность белому, круглому и массивному полигональному ферриту 1, твердая фаза 2, такая как бейнит, проявляется, например, в реечной форме и пластинчатой форме, и мартенсит-аустенитный компонент (M-A) 3 проявляется с внешней стороны полигонального феррита 1.
Доля площади полигонального феррита в стальном листе сделана равной 27% или более. Как описано выше, в стальном листе, имеющем химический состав с увеличенной способностью к прокаливаемости, формируется полигональный феррит, при этом остаток состоит из твердой фазы бейнита и мартенсита, и посредством этого улучшается баланс между прочностью и деформируемостью. Когда доля площади полигонального феррита составляет 27% или более, отношение напряжения при пределе текучести к пределу прочности, являющееся индексом деформируемости (YS/TS), становится равным 80% или менее, и когда доля площади полигонального феррита составляет 50% или более, отношение напряжения при пределе текучести к пределу прочности становится равным 70% или менее, приводя к тому, что может быть получена хорошая деформируемость.
С другой стороны, для обеспечения прочности необходимо, чтобы доля площади полигонального феррита составляла 90% или менее. Как показано на Фиг. 3, доля площади полигонального феррита сделана равной 90% или менее, посредством чего становится возможным обеспечение предела прочности на растяжение, соответствующее X70 или выше. Кроме того, для увеличения прочности, чтобы обеспечить предел прочности на растяжение, соответствующий X80 или выше, долю площади полигонального феррита предпочтительно делают равной 80% или менее. Кроме того, для более стабильного обеспечения предела прочности на растяжение, соответствующего X80, долю площади полигонального феррита более предпочтительно делают равной 70% или менее, и еще более предпочтительная величина доли площади составляет 60% или менее.
Кроме того, долю площади полигонального феррита делают равной от 27 до 90%, улучшая посредством этого баланс между прочностью и ударной вязкостью стального листа. Долю площади полигонального феррита делают равной 20% или более, и посредством этого, как показано на Фиг. 4, низкотемпературная ударная вязкость стального листа значительно улучшается, что делает возможным получение доли вязкой составляющей при испытании на ударный разрыв на копре с падающим грузом (DWTT) при -60°C, равной 85% или более.
Кроме того, в металлической структуре стального листа остатком, иным, чем полигональный феррит, является твердая фаза, состоящая из бейнита и/или мартенсита. Доля площади твердой фазы становится равной от 10 до 73%, поскольку доля площади полигонального феррита составляет от 27 до 90%.
Бейнит определяют как структуру, в которой карбиды, остаточный аустенит и мартенсит-аустенитный компонент (M-A) расположены между реечными, пластинчатыми или массивными бейнитными ферритами или в бейнитном феррите. Мартенсит является структурой, состоящей из реечного или пластинчатого феррита, в которой углерод растворен в виде пересыщенного твердого раствора, из которого не выделяются карбиды. Остаточный аустенит является таким аустенитом, сформированным при высокой температуре, который не претерпел γ/α превращение и сохраняется при комнатной температуре.
В связи с этим, толщина высокопрочного стального листа по данному изобретению не ограничивается, однако особенно эффективно, когда толщина листа составляет от 20 до 40 мм. Аналогичным образом, толщина базового стального листа высокопрочной стальной трубы по данному изобретению не ограничивается, однако особенно эффективно, когда толщина листа составляет от 20 до 40 мм.
(Структура металла зоны термического влияния (HAZ))
Кроме того, для получения хорошей ударной вязкости в зоне термического влияния (HAZ) при чрезвычайно низкой температуре -60°C, в частности, в высокопрочной стальной трубе по данному изобретению, важно что структура металла в первичных γ-зернах в зоне термического влияния (HAZ) содержит внутризеренную преобразованную структуру.
Фиг. 10(a) и Фиг. 10(b) представляют собой схематические виды для пояснения структуры зоны термического влияния (HAZ) в высокопрочной стальной трубе по данному изобретению и являются видами для пояснения внутризеренной преобразованной структуры. Фиг. 10(a) показывает, что состояние, в котором внутризеренные преобразованные структуры 12 не содержатся в первичных γ-зернах, и Фиг. 10(b) показывает состояние, в котором внутризеренные преобразованные структуры 12 содержатся в первичных γ-зернах. Как будет описано далее, высокопрочную стальную трубу по данному изобретению изготавливают таким образом, что, например, высокопрочный стальной лист (базовый материал) формуют в виде трубы, состыкованные участки сваривают, и экспандируют трубу. При этом интервал от расплавленного металла до определенного расстояния становится зоной термического влияния (HAZ).
На Фиг. 10(a) и Фиг. 10(b), каждый символ 11 обозначает межзеренную границу первичного γ-аустенита, и область, окруженная этой межзеренной границей 11 первичного γ-зерна, соответствует внутренней области первичного γ-зерна. Межзеренная граница первичного γ-зерна является границей зерна аустенита, сформированного, когда базовая структура, подвергаемая воздействию высокой температуры посредством сварки, превращается в аустенит. Внутренняя область первичного γ-зерна подвергается γ/α превращению во время процесса охлаждения после сварки и является структурой, содержащей внутризеренные преобразованные структуры 12.
Каждая из Фиг. 10(a) и Фиг. 10(b) показывает металлическую структуру двух первичных γ-зерен G1 и G2, находящихся в контакте друг с другом в зоне термического влияния (HAZ). Металлическая структура, показанная на Фиг. 10(a) и Фиг. 10(b), может быть обследована таким образом, что зону термического влияния (HAZ) травят ниталем или подобным, и увеличивают примерно в 100-500 раз посредством применения оптического микроскопа или сканирующего электронного микроскопа.
В высокопрочной стальной трубе по данному изобретению, в частности, содержание Al устанавливают при 0,005% или менее, посредством чего делают возможным тонкое диспергирование оксидов Ti в стали и формирование внутризеренной преобразованной структуры в первичных γ-зернах в зоне термического влияния (HAZ) исходя из оксида Ti (включений).
При этом, как показано на Фиг. 10(a), в состоянии, в котором внутризеренные преобразованные структуры 12 не содержатся в первичных γ-зернах, зерна бейнита и зерна мартенсита 14, сформированные в первичных γ-зернах, не разделены, и размер кристаллических зерен в первичных γ-зернах не уменьшается.
В противоположность этому, как показано на Фиг. 10(b), в первичных γ-зернах в зоне термического влияния (HAZ), образовано состояние, в котором оксиды Ti 12 тонко диспергированы, поскольку количество Al уменьшено, и добавлено подходящее количество Ti. (В связи с этим, оксиды Ti 12 являются чрезвычайно тонкими).
При этом структура металла базового материала, нагретая вплоть до γ-области посредством сварки, превращена в аустенит, и в процессе охлаждения аустенита феррит или бейнитный феррит образуется в форме с радиальным расположением (лепестковой форме), при использовании оксида Ti 12, тонко диспергированного в стали, в качестве зародыша. Феррит, сформированный в лепестковой форме, называют внутризеренным ферритом, и бейнит в лепестковой форме называют внутризеренным бейнитом. В данном изобретении, внутризеренный феррит и внутризеренный бейнит совместно называют внутризеренной преобразованной структурой 13. Внутризеренные преобразованные структуры 13 имеют ориентации кристаллов, отличающиеся от ориентации зерен бейнита и зерен мартенсита, получаемых обычным образом, которые обозначены символом 14, что, соответственно, разделяет эти зерна бейнита и зерна мартенсита 14, приводя к тому, что размеры кристаллических зерен в первичном γ-зерне уменьшаются.
Как показано на Фиг. 10(b), в высокопрочной стальной трубе по данному изобретению внутризеренные преобразованные структуры 13 разделяют крупные бейнитные структуры и мартенситную структуру (зерна бейнита и зерна мартенсита 14) в первичном γ-зерне, делая посредством этого структуру зоны термического влияния (HAZ) тонкой в целом. В связи с этим, на Фиг. 10(b), с одной стороны, лишь в первичном γ-зерне G1, показано состояние, в котором зерна бейнита и зерна мартенсита 14 разделены внутризеренными преобразованными структурами 13, однако, с другой стороны, в первичном γ-зерне G2 также аналогичным образом образовано состояние, в котором внутризеренные преобразованные структуры 13 сформированы, чтобы разделять зерна бейнита и зерна мартенсита 14.
А именно, в высокопрочной стальной трубе по данному изобретению, в которой Al ограничивают 0,008% или менее, добавлено подходящее количество Ti, и посредством этого оксиды Ti тонко диспергированы, множество внутризеренных преобразованных структур сформировано в первичных γ-зернах зоны термического влияния (HAZ), чтобы разделять крупный бейнит (или мартенсит), сформированный в первичных γ-зернах, и посредством этого структура зоны термического влияния (HAZ) в целом сделана тонкой, и ударная вязкость в зоне термического влияния (HAZ) улучшена.
Как указано выше, множество внутризеренных преобразованных структур желательно формируют таким образом, что размер зерна с высокоугловыми границами металлической структуры в зоне термического влияния (HAZ) может составлять 80 мкм или менее. Для дополнительного увеличения ударной вязкости в зоне термического влияния (HAZ) при чрезвычайно низкой температуре размер зерна с высокоугловыми границами металлической структуры в зоне термического влияния (HAZ) предпочтительно делают равным 70 мкм или менее, и более предпочтительно делают равным 60 мкм или менее. В связи с этим, как описано выше, размер зерна с высокоугловыми границами является размером кристаллического зерна, относящимся к границе раздела, имеющей угловой сдвиг 15° или более, в качестве границы зерна и измеряется методом с применением EBSP. В металлической структуре зоны термического влияния (HAZ), границу раздела, имеющую угловой сдвиг (границу зерна) определяют как высокоугловую границу зерна, и максимальный размер зерна из размеров кристаллических зерен, окруженных высокоугловой границей, определяют как размер зерна с высокоугловой границей, эффективный для ударной вязкости в зоне термического влияния (HAZ) (эффективный размер кристаллического зерна).
В данном изобретении температуру начала γ/α превращения в зоне термического влияния (HAZ), полученную посредством (Выражения 3) выше устанавливают от 500 до 600°C, и посредством этого промотируется формирование внутризеренных преобразованных структур, и размер зерна с высокоугловыми границами металлической структуры в зоне термического влияния (HAZ) становится равным 80 мкм или менее. При этом Фиг. 11 представляет собой фотографию, показывающую металлическую структуру зоны термического влияния (HAZ), когда температура начала γ/α превращения выше, чем 600°C. Кроме того, Фиг. 12 представляет собой фотографию, показывающую металлическую структуру зоны термического влияния (HAZ), когда температура начала γ/α превращения составляет от 500 до 600°C. В каждом месте, указанном стрелкой на рисунках, имеется оксид Ti, являющийся зародышем формирования для внутризеренной преобразованной структуры. Возможно, что металлические структуры на Фиг. 11 и Фиг. 12 являются по существу одинаковыми в отношении количества Al, количества Ti и количества кислорода, несмотря на разные температуры начала γ/α превращения, так что они являются одинаковыми также в отношении состояния дисперсии оксидов Ti. Однако, как показано на Фиг. 11, когда температура начала γ/α превращения выше чем 600°C, число сформированных внутризеренных преобразованных структур уменьшено и размер зерна с высокоугловыми границами превышает 80 мкм. В связи с этим, когда температура начала γ/α превращения уменьшается до менее чем 500°C, размер зерна с высокоугловыми границами превышает 80 мкм аналогичным образом. В противоположность этому, как показано на Фиг. 12, когда температура начала γ/α превращения составляет от 500 до 600°C, промотируется внутризеренное превращение с формированием множества внутризеренных преобразованных структур, так что размер зерен с высокоугловыми границами становится равным 80 мкм или менее.
Кроме того, в высокопрочной стальной трубе по данному изобретению, мартенсит-аустенитный компонент (M-A) является структурой, вредной для ударной вязкости в зоне термического влияния (HAZ). Поэтому, долю мартенсит-аустенитного компонента (M-A) в зоне термического влияния (HAZ) делают равной 2,5% или менее в расчете на долю площади. В связи с этим, для стабильного получения высокой ударной вязкости в зоне термического влияния (HAZ), доля мартенсит-аустенитного компонента (M-A) предпочтительно делают равной 2,2 % или менее в расчете на долю площади, и для получения более высокой ударной вязкости в зоне термического влияния (HAZ), долю мартенсит-аустенитного компонента (M-A) предпочтительно делают равной 1,7% или менее, и более предпочтительно делают равной 1,3% или менее.
При этом Фиг. 13 представляет собой фотографию, показывающую металлическую структуру зоны термического влияния (HAZ) когда доля площади мартенсит-аустенитного компонента (M-A) составляет 2,2%. Кроме того, Фиг. 14 представляет собой фотографию, показывающую металлическую структуру зоны термического влияния (HAZ) когда доля площади мартенсит-аустенитного компонента (M-A) составляет 3,0%. На Фиг. 13 и Фиг. 14, мартенсит-аустенитный компонент (M-A) имеет вид белого участка. Как показано на Фиг. 13, когда доля площади мартенсит-аустенитного компонента (M-A) составляет 2,2%, vTrs (температура порога хладноломкости с образованием трещин) становится равной -65°C, и обеспечивается низкотемпературная ударная вязкость при -60°C или ниже. В противоположность этому, как показано на Фиг. 14, когда доля площади мартенсит-аустенитного компонента (M-A) составляет 3,0%, vTrs (температура порога хладноломкости с образованием трещин) становится равной -55°C, и низкотемпературная ударная вязкость при -60°C или ниже больше не обеспечивается.
В связи с этим, на Фиг. 13 и Фиг. 14, измерение доли мартенсит-аустенитных компонентов (M-An) выполняют на основании долей площади, полученных, когда металлическую структуру зоны термического влияния (HAZ) обследуют при увеличении 500 посредством применения оптического микроскопа.
В связи с этим, когда предел прочности на растяжение базового стального листа составляет от 500 до 800 МПа при условии, что окружное направление высокопрочной стальной трубы по данному изобретению установлено в направлении растяжения, эффект по данному изобретению может быть увеличен.
(Способ изготовления)
Далее, будут разъяснены способы изготовления высокопрочного стального листа и высокопрочной стальной трубы по данному изобретению. Вначале, стальную плоскую заготовку, имеющую вышеописанный химический состав, нагревают до 950°C или выше, подвергают горячей прокатке при Ar3 или выше, и затем медленно охлаждают, после чего подвергают ускоренному охлаждению до температуры Bs или ниже, полученной посредством (Выражения 4) ниже, начиная от температуры в интервале от Ar3-100°C до Ar3-10°C, при средней скорости охлаждения 10°C/с или более.
Bs (°C)=830-270C-90Mn-37Ni-70Cr-83Mo (Выражение 4)
При этом C, Mn, Ni, Cr и Mo в (Выражении 4) выше обозначают содержание соответствующих элементов [масс. %]. Ni, Cu, Cr, и Mo подсчитывают как 0, когда величины их содержания равны 0%.
Вышеописанный химический состав, содержащий B, создают и посредством этого способность к прокаливаемости увеличивают, чтобы сдерживать формирование феррита в зоне термического влияния (HAZ), однако полигональный феррит для улучшения деформируемости и низкотемпературной ударной вязкости может быть сформирован в высокопрочном стальном листе, являющемся базовым материалом. В соответствии с данным изобретением, в частности, посредством выбора элементов, улучшающих способность к прокаливаемости, иных, чем Mo, в качестве третьего элемента, добавляемого вместе с B, прокатка при низкой температуре, при которой прикладывается нагрузка на стадии прокатки, не требуется, и лишь посредством установления начальной температуры ускоренного охлаждения, выполняемого после горячей прокатки, в интервале от Ar3-100°C до Ar3-10°C, доля площади полигонального феррита в стальном листе становится равной от 27 до 90%.
В способе изготовления сталь, изготовленную при вышеописанном химическом составе, первоначально плавят на стадии производства стали и затем отливают, чтобы сформировать стальную плоскую заготовку. На стадии производства стали, сталь содержит Si и Mn, добавленные к ней, чтобы подвергнуть слабому раскислению, и кроме того содержит Ti, добавленный к ней, чтобы расплавить таким образом, чтобы иметь вышеописанный химический состав, и затем ее отливают, чтобы сформировать стальную плоскую заготовку. Плавление и литье стали могут быть выполнены обычными способами, однако непрерывное литье является предпочтительным, с точки зрения производительности. Затем стальную плоскую заготовку повторно нагревают для горячей прокатки.
Температуру повторного нагрева при горячей прокатке устанавливают при 950°C или выше. Это обусловлено тем, что горячую прокатку выполняют при температуре, при которой структура стали становится одиночной фазой аустенита, а именно, аустенитной областью, что уменьшает размер кристаллических зерен базового стального листа.
Верхний предел температуры нагревания не предписывается особым образом, однако для сдерживания увеличения эффективного размера кристаллических зерен температуру нагревания устанавливают предпочтительно при 1250°C или ниже. В связи с этим, для увеличения доли площади полигонального феррита, верхний предел температуры нагревания устанавливают предпочтительно при 1100°C или ниже, и более предпочтительно устанавливают при 1050°C или ниже.
Затем нагретую стальную плоскую заготовку подвергают горячей прокатке посредством нескольких проходов при регулировании температуры и коэффициента обжатия, и после завершения выполняют воздушное охлаждение и подвергают ускоренному охлаждению. Для уменьшения размеров кристаллических зерен базового стального листа коэффициент обжатия при горячей прокатке в области рекристаллизации выше чем 900°C устанавливают предпочтительно при 2,0 или более. Коэффициент обжатия в области рекристаллизации означает отношение толщины листа стальной плоской заготовки и толщины листа при 900°C. Кроме того, горячую прокатку требуется завершать при температуре Ar3 или выше, при которой структура базового материала становится одиночной фазой аустенита. Когда горячую прокатку выполняют при более низкой температуре, чем Ar3, производительность уменьшается. Кроме того, формируется обработанный феррит, имеющий соотношение размеров более чем 4, образуется излом в форме, называемой разделением, и поглощенная энергия при испытании на ударную вязкость по Шарпи уменьшается.
В связи с этим, в данном изобретении также возможно, что в конце стадии горячей прокатки, начальную температуру прокатки устанавливают в интервале от Ar3 до Ar3+100°C и выполняют прокатку нерекристаллизованной γ-области, осуществляемую в нерекристаллизованной γ-области при 900°C или ниже. В этом случае, когда принимается во внимание производительность, начальную температуру прокатки устанавливают предпочтительно в интервале от Ar3+60 до Ar3+100°C. Для уменьшения эффективного размера кристаллических зерен базового стального листа, коэффициент обжатия при горячей прокатке в нерекристаллизованной γ-области устанавливают предпочтительно при 2,5 или более, и для дополнительного уменьшения эффективного размера кристаллических зерен коэффициент обжатия устанавливают предпочтительно при 3,0 или более. В связи с этим, в данном изобретении коэффициент обжатия при прокатке нерекристаллизованной γ-области представляет собой величину, полученную делением толщины листа при 900°C на толщину листа, полученную после завершения горячей прокатки.
В связи с этим, верхние пределы коэффициентов обжатия в нерекристаллизованной γ-области и области рекристаллизации не предписываются, однако, когда учитываются толщина листа стальной плоской заготовки перед горячей прокаткой и толщина стального листа после горячей прокатки, верхние пределы обычно составляют 12,0 или менее.
В данном изобретении, в качестве третьего элемента, добавляемого вместе с B, выбор элементов, улучшающих способность к прокаливаемости, иных, чем Mo, является чрезвычайно важным. Это обусловлено тем, что в стали с совместным добавлением Mo-B, эффект способности к прокаливаемости которой значительно улучшается посредством совместного добавления B и Mo, превращение феррита существенно замедляется.
В таком случае, при условии, что выбраны элементы, иные, чем Mo, чтобы таким образом увеличить способность к прокаливаемости, формирование зерен феррита на межзеренных границах в зоне термического влияния (HAZ) сдерживается, и формирование полигонального феррита в базовом материале облегчается. При этом легирующие элементы, иные, чем Mo, применяют, чтобы привести Ceq, являющийся показателем способности к прокаливаемости, к интервалу от 0,30 до 0,53. Для достижения этого, в дополнение к C, могут также быть выбраны такие элементы как Mn, Cr, Ni и Cu.
Для формирования полигонального феррита в базовом материале начальную температуру горячей прокатки устанавливают при низкой температура Ar3+60°C или ниже, и не требуется деформационная прокатка (низкотемпературная прокатка) при коэффициенте обжатия 1,5 или более. Однако ускоренное охлаждение после горячей прокатки требуется для начала в интервале от Ar3-100°C до Ar3-10°C. Посредством этого доля площади полигонального феррита стального листа, являющегося базовым материалом, становится равным от 27 до 90%. В связи с этим, начальную температуру ускоренного охлаждения устанавливают предпочтительно в интервале от Ar3-70°C до Ar3-20°C.
В связи с этим, перед прокаткой вышеописанной нерекристаллизованной γ-области может быть также выполнена рекристаллизационная прокатка. Рекристаллизационная прокатка является прокаткой в области рекристаллизации при температуре выше чем 900°C, и прокатка нерекристаллизованной области является прокаткой в нерекристаллизованной области при 900°C или ниже. Рекристаллизационная прокатка может также быть начата сразу же после того, как стальная плоская заготовка извлечена из нагревательной печи, так что ее начальная температура не предписывается особым образом. Кроме того, прокатка с несколькими проходами может также быть выполнена при одновременном регулировании температуры и коэффициента обжатия.
Кроме того, для уменьшения эффективного размера кристаллических зерен стального листа, коэффициенты обжатия при рекристаллизационной прокатке и прокатке нерекристаллизованной γ-области предпочтительно устанавливают при 1,5 или более.
Кроме того, после завершения горячей прокатки выполняют медленное охлаждение и затем выполняют ускоренное охлаждение. Для формирования от 27 до 90%, в расчете на долю площади, полигонального феррита, медленное охлаждение требуется выполнять до температуры ниже чем Ar3 после того, как завершена прокатка нерекристаллизованной γ-области. Соответственно, необходимо начинать вышеописанное ускоренное охлаждение при температуре в интервале от Ar3-100°C до Ar3-10°C.
Кроме того, для подавления образования перлита, крупного цементита и крупного мартенсит-аустенитного компонента (M-A), чтобы обеспечить предел прочности на растяжение и ударную вязкость, требуется, чтобы средняя скорость вышеописанного ускоренного охлаждения была установлена при 10°C/с или более. Как указано выше, медленное охлаждение выполняют до начальной температуры ускоренного охлаждения, чтобы сформировать полигональный феррит, и затем выполняют ускоренное охлаждение, посредством чего делают возможным вызывание бейнитного превращения и мартенситного превращения и улучшение прочности и ударной вязкости. В связи с этим, среднюю скорость охлаждения ускоренного охлаждения устанавливают предпочтительно при 20°C/с или более.
В связи с этим, определенный период воздушного охлаждения обычно продолжается до тех пор, пока не начинают ускоренное охлаждение после горячей прокатки. Охлаждение (медленное охлаждение) до начальной температуры ускоренного охлаждения после горячей прокатки может также быть выполнено во время этого периода воздушного охлаждения. Это охлаждение определяют как медленное охлаждение при средней скорости охлаждения менее чем 10°C/с. Как указано выше, охлаждение до тех пор, пока не начинают ускоренное охлаждение, определяют как медленное охлаждение (при средней скорости охлаждения менее чем 10°C/с), посредством чего делают возможным формирование полигонального феррита эффективным образом.
При этом каждую скорость охлаждения определяют как среднюю скорость в центре по толщине листа стальной плоской заготовки, и каждую температуру определяют как среднюю температуру стальной плоской заготовки.
Кроме того, в отношении вышеописанного ускоренного охлаждения, для обеспечения прочности посредством сдерживания формирования перлита, крупного цементита и крупного мартенсит-аустенитного компонента (M-A) и формирования твердой фазы, состоящей из бейнита и/или мартенсита, температуру прекращения ускоренного охлаждения требуется устанавливать при Bs или ниже, которую получают посредством (Выражения 4) ниже. В связи с этим, Bs является начальной температурой бейнитного превращения, и известно, что она уменьшается посредством добавления легирующих элементов, как показано в (Выражении 4) ниже. При условии, что ускоренное охлаждение выполняют до температуры Bs или ниже, может быть сформирован бейнит.
Bs (°C)=830-270C-90Mn-37Ni-70Cr-83Mo (Выражение 4)
Кроме того, нижний предел температуры прекращения ускоренного охлаждения не предписывается, и ускоренное охлаждение может также быть выполнено до комнатной температуры. Однако, если принимать во внимание производительность и водородные дефекты, то температура прекращения составляет предпочтительно 150°C или выше.
Кроме того, высокопрочная стальная труба по данному изобретению может быть изготовлена таким образом, что высокопрочный стальной лист, изготовленный вышеописанным способом, применяют в качестве базового материала для формования в виде трубы посредством UO-процесса, JCO-процесса или стадии вальцевания с изгибом, состыкованные участки сваривают электродуговой сваркой изнутри и снаружи и затем трубу экспандируют.
Что касается вышеописанной электродуговой сварки, предпочтительно применяют электродуговую сварку под флюсом, принимая во внимание ударную вязкость металла сварного шва и производительность. Когда высокопрочный стальной лист, имеющий толщину от 20 до 40 мм, используют в качестве базового материала для изготовления сварной стальной трубы, в частности, тепло, подводимое электродуговой сваркой под флюсом, выполняемой изнутри и снаружи, устанавливают предпочтительно в интервале от 3,0 до 10,0 кДж/мм. При условии, что подводимое тепло находится в этом интервале, в стальной трубе по данному изобретению, имеющей вышеописанный химический состав, размер зерен с высокоугловыми границами зоны термического влияния (HAZ), который является эффективным размером кристаллических зерен, становится равным 80 мкм или менее и может быть получена превосходная низкотемпературная ударная вязкость.
Кроме того, когда электродуговую сварку под флюсом выполняют изнутри и снаружи для каждого прохода, тепло, подводимое сваркой изнутри, и тепло, подводимое сваркой снаружи, не обязательно должны быть одинаковыми, и тепло, подводимое изнутри и снаружи, может также быть до некоторой степени различным.
После электродуговой сварки труба может также быть экспандирована для улучшения круглости стальной трубы. Когда круглость стальной трубы увеличивают посредством экспандирования трубы, стальную трубу требуется деформировать до пластической области, так что степень экспандирования предпочтительно устанавливают при 0,7% или более. В связи с этим, степень экспандирования является величиной разности между длиной внешней окружности стальной трубы после экспандирования и длиной внешней окружности стальной трубы перед экспандированием, деленной на длину внешней окружности стальной трубы перед экспандированием, выраженной в процентах. Когда степень экспандирования установлена при величине более чем 2%, имеется опасность того, что ударная вязкость как базового материала, так и зоны сварки будет уменьшена вследствие пластической деформации. Соответственно, степень экспандирования предпочтительно устанавливают в интервале от 0,7 до 2,0%.
Кроме того, для зоны сварки и зоны термического влияния (HAZ) полученной стальной трубы может быть также выполнена термообработка. Когда зону сварки и зону термического влияния (HAZ) нагревают до температуры от 300 до 600°C, в частности, крупный мартенсит-аустенитный компонент (M-A), сформированный вдоль межзеренных границ первичного аустенита разлагается на бейнита и тонкий цементит, так что ударная вязкость улучшается. В связи с этим, когда температура нагревания ниже чем 300°C, разложение крупного мартенсит-аустенитного компонента (M-A) становится иногда неполным, что делает невозможным получение эффекта улучшения ударной вязкости в достаточной мере, так что нижний предел устанавливают предпочтительно при 300°C или выше. С другой стороны, когда зона сварки нагревают до выше чем 600°C, иногда формируются преципитаты, что ухудшает ударную вязкость металла сварного шва, так что верхний предел устанавливают предпочтительно при 600°C или ниже. Когда мартенсит-аустенитный компонент (M-A), сформированный в зоне термического влияния (HAZ), разлагается на бейнит и цементит, образуется результирующий продукт, имеющий такую же форму, что и мартенсит-аустенитный компонент (M-A), и содержащий тонкие белые преципитаты, и он может быть отличен от мартенсит-аустенитного компонента (M-A) посредством обследования с помощью сканирующего электронного микроскопа (SEM).
Что касается термообработки, зона сварки и зона термического влияния (HAZ) могут быть нагреты горелкой снаружи или могут быть также подвергнуты высокочастотному нагреву. Труба может быть охлаждена сразу же после того, как ее внешняя поверхность достигает температуры термообработки, однако ее предпочтительно выдерживают в течение от 1 до 600 с для поддержания разложения мартенсит-аустенитного компонента (M-A). Однако, когда принимаются во внимание затраты на оборудование и производительность, время выдерживания устанавливают предпочтительно при 300 с или менее.
Высокопрочный стальной лист в соответствии с данным изобретением, разъясненный выше, имеет компонент стали с высокой способностью к прокаливаемости, в котором добавлен B, количество добавляемого Mo ограничено, и, кроме того, углеродный эквивалент Ceq и параметр образования трещин Pcm находятся в вышеописанных интервалах. Помимо этого, структура металла является композиционной структурой, состоящей из мягкого и тонкого полигонального феррита и твердой фазы, состоящей из бейнита и/или мартенсита. Поэтому структура металла делает возможным сдерживание формирования крупных зерен феррита на межзеренных границах и улучшение низкотемпературной ударной вязкости в зоне термического влияния (HAZ) и также улучшение низкотемпературной ударной вязкости базового материала. Кроме того, структура металла является композиционной структурой из полигонального феррита бейнита и/или мартенсита, так что отношение напряжения при пределе текучести к пределу прочности может быть сдержано, и может быть получена превосходная деформируемость.
Кроме того, для высокопрочной стальной трубы в соответствии с данным изобретением применяют вышеописанный высокопрочный стальной лист в качестве базового материала, так что ударная вязкость базового материала, ударная вязкость в зоне термического влияния (HAZ) и деформируемость при чрезвычайно низкой температуре могут быть все улучшены. Что касается химического состава высокопрочного стального листа, являющегося базовым материалом, содержание C уменьшают, и, кроме того, содержание Mo ограничивают, и посредством этого уменьшают формирование мартенсит-аустенитного компонента (M-A), вредного для низкотемпературной ударной вязкости. Кроме того, посредством уменьшения содержания Al и добавления подходящего количества Ti, промотируют внутризеренное превращение, и посредством добавления подходящего количества B, увеличивают способность к прокаливаемости и сдерживают формирование грубого феррита на межзеренных границах. Кроме того, посредством добавления одного или двух или более элементов из Cr, Cu и Ni увеличивают способность к прокаливаемости, и посредством тонких внутризеренных преобразованных структур, преобразованных при низкой температуре, структура металла в зоне термического влияния (HAZ) состоит из тонких зерен бейнита и внутризеренной преобразованной структуры.
Кроме того, даже если высокопрочная стальная труба в соответствии с данным изобретением имеет, в частности, толщину 20 мм или более и, кроме того, имеет толщину 30 мм или более, может быть обеспечена превосходная низкотемпературная ударная вязкость зоны термического влияния (HAZ) при чрезвычайно низких температурах -40°C и, более того, -60°C. Поэтому высокопрочная стальная труба в соответствии с данным изобретением может быть применена в качестве стальной трубы для трубопровода, особенно в качестве стальной трубы для толстостенного высокопрочного трубопровода.
Кроме того, в соответствии со способом изготовления высокопрочного стального листа по данному изобретению, регулирование условий охлаждения, выполняемого после горячей прокатки, делает возможным формирование полигонального феррита без необходимости выполнения низкотемпературной прокатки на стадии горячей прокатки. Посредством этого, становится возможным изготовление высокопрочного стального листа, обладающего улучшенными прочностью и ударной вязкостью в зоне термического влияния (HAZ) и обладающего крайне превосходной деформируемостью и низкотемпературной ударной вязкостью в качестве части базового материала.
Кроме того, в соответствии со способом изготовления высокопрочного стального листа по данному изобретению, возможно сделать химический состав, который способен в достаточной мере обеспечивать способность к прокаливаемости, даже если количество добавляемого дорогого Mo ограничено, и сформировать полигональный феррит без выполнения низкотемпературной прокатки, которую обычно выполняли. Поэтому становится возможным сдерживание стоимости сплава и производственных затрат.
Кроме того, в соответствии со способом изготовления высокопрочной стальной трубы по данному изобретению, используют стальной лист, имеющий химический состав, в достаточной мере вносящий вклад в способность к прокаливаемости, так что, когда стальной лист сваривают, чтобы изготовить стальную трубу, формирование крупных зерен феррита на межзеренных границах в зоне термического влияния (HAZ) может быть сдержано, и может быть обеспечена превосходная низкотемпературная ударная вязкость.
Пример
Далее в данном документе, осуществление данного изобретения будет разъяснено посредством Примеров, однако данное изобретение не ограничивается условиями, использованными для Примеров ниже.
(Пример 1)
Стали, имеющие химические составы, представленные в Таблице 1, плавили, чтобы сформировать стальные плоские заготовки, каждая из которых имеет толщину от 240 до 300 мм, посредством обычного литья в соответствии с обычным способом. Толщина листа каждой стальной плоской заготовки при этом представлена в Таблице 2.
Затем, каждую из этих стальных плоских заготовок нагревали до температуры повторного нагрева, представленной в Таблице 2, и затем подвергали горячей прокатке при условиях, представленных в Таблице 2, и охлаждали, чтобы изготовить стальные листы, каждый из которых имеет конечную толщину листа, представленную в Таблице 2. В связи с этим, условия прокатки нерекристаллизованной γ-области, являющейся заключительным этапом горячей прокатки этого примера, представлены в Таблице 2.
Кроме того, в этом примере, каждый из стальных листов, полученных после горячей прокатки, медленно охлаждали до начальной температуры ускоренного охлаждения, представленной в Таблице 2, (при средней скорости охлаждения менее чем 10°C/с) и затем охлаждали посредством водяного охлаждения при условиях ускоренного охлаждения, представленных в Таблице 2. Кроме того, Ar3 каждого вида стали получали таким образом, что каждый образец для испытаний, имеющий высоту 12 мм и имеющий диаметр 8 мм, вырезали из изготовленных стальных плоских заготовок и подвергали обработке/термообработке, имитирующей горячую прокатку, чтобы затем подвергнуть измерению термического расширения.
В связи с этим, в отношении химических составов и условий изготовления, представленных в Таблице 1 и Таблице 2, подчёркивающая линия добавлена к каждому численному значению, находящемуся вне интервалов по данному изобретению. Кроме того, каждое численное значение начальной температуры прокатки нерекристаллизованной γ-области и каждое численное значение начальной температуры ускоренного охлаждения означают отличие от Ar3.
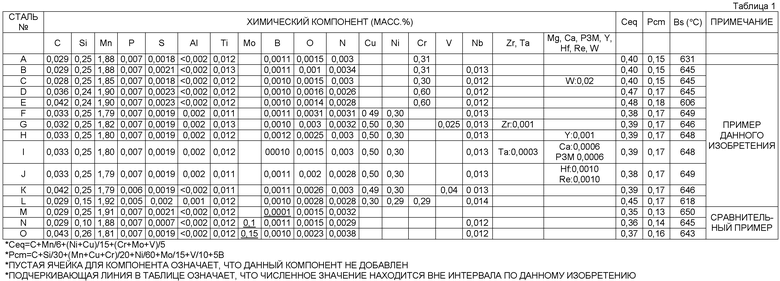
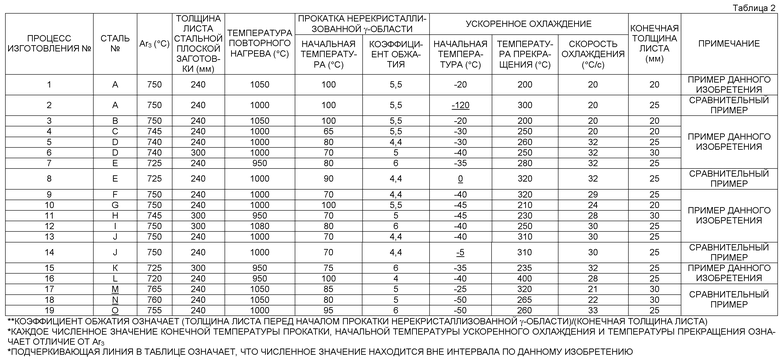
Микроструктуры участков в центре по толщине стальных листов, изготовленных, как указано выше, обследовали с помощью оптического микроскопа, чтобы измерить их доли площади полигонального феррита и их доли площади твердой фазы, состоящей из бейнита и мартенсита, в качестве остатка.
Кроме того, из каждого стального листа изготавливали образец с прессованным надрезом для испытаний, имеющий сформированный в нем надрез, параллельный направлению толщины листа, при направлении ширины листа, установленной в качестве продольного направления, в соответствии с API, 5L3, ASTM и E436, и подвергали испытанию на ударный разрыв на копре с падающим грузом (DWTT). Испытание на ударный разрыв на копре с падающим грузом (DWTT) выполняли при -60°C, и в каждом случае получали долю вязкой составляющей (SA) и оценивали низкотемпературную ударную вязкость. Кроме того, в каждом случае оценивали способность к растяжению таким образом, что образец для испытаний по спецификации API использовали, чтобы подвергнуть испытанию на растяжение для получения предела прочности на растяжение. Кроме того, на основании результата, полученного посредством испытания на растяжение, в каждом случае вычисляли отношение напряжения при пределе текучести к пределу прочности (предел текучести/предел прочности на растяжение), чтобы оценить деформируемость.
В связи с этим, способность к растяжению оценивали как хорошую в случае X70 или выше (предел прочности на растяжение 570 МПа или более), деформируемость оценивали как хорошую в случае отношения напряжения при пределе текучести к пределу прочности 80% или менее, и низкотемпературную ударную вязкость оценивали как хорошую в случае SA, составляющей 85% или более.
Результаты представлены в Таблице 3.
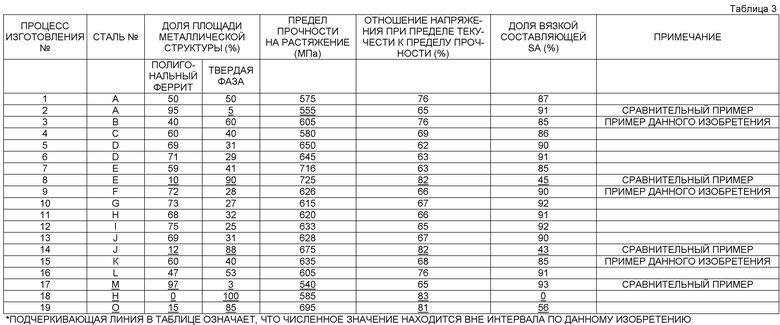
Процессы изготовления №1, 3-7, 9-13, 15 и 16, представленные в Таблице 3 являются примерами данного изобретения, где полигональный феррит, имеющий соотношение размеров от 1 до 4, составляет от 27 до 90%, в расчете на долю площади. Имеются стальные листы, обладающие превосходной деформируемостью и низкотемпературной ударной вязкостью, в которых пределы прочности на растяжение, удовлетворяющие X70 или выше и даже X80 или выше, доля площади полигонального феррита составляет 27% или более, отношение напряжения при пределе текучести к пределу прочности составляет 80% или менее, и SA при испытании на ударный разрыв на копре с падающим грузом (DWTT) составляет 85% или более. Кроме того, имеются стальные листы, обладающие превосходной деформируемостью и низкотемпературной ударной вязкостью, в которых доля площади полигонального феррита составляет 50% или более, и отношение напряжения при пределе текучести к пределу прочности составляет 70% или менее.
Каждый из этих стальных листов формовали в виде трубы посредством UO-процесса, состыкованные участки каждой из труб сваривали электродуговой сваркой под флюсом изнутри и снаружи, каждую из труб экспандировали, и тем самым изготавливали стальные трубы. В этих стальных трубах, каждая структура металла была такой же, что и структура каждого из стальных листов, каждый предел прочности на растяжение был таким же, что и для каждого из стальных листов, или был выше, чем для каждого из стальных листов, на 5-20 МПа, и каждая низкотемпературная ударная вязкость была такой же, что и для каждого из стальных листов. Каждое отношение напряжения при пределе текучести к пределу прочности стальные трубы становилось выше, чем для каждого из стальных листов, на 6-17% вследствие деформационного упрочнения в то время, когда формовали трубу, однако могло сдерживаться при 72-85%, что было ниже величины 93%, являющейся максимальным отношением напряжения при пределе текучести к пределу прочности, предписанным для X70 по X80 по спецификации API, и в отношении деформируемости также могли быть получены хорошие результаты.
С другой стороны, Процесс изготовления №2, представленный в Таблице 3, является примером, в котором начальная температура ускоренного охлаждения низкая, доля площади полигонального феррита чрезмерно увеличивается, и прочность уменьшается до менее чем X70.
Каждый из Процессов изготовления №8 и 14 является примером, в котором начальная температура ускоренного охлаждения высокая, доля площади полигонального феррита уменьшается, отношение напряжения при пределе текучести к пределу прочности увеличивается, и доля вязкой составляющей уменьшается.
Кроме того, каждый из Процессов изготовления №№17-19, представленных в Таблице 3, является сравнительным примером, в котором химический состав находится вне интервала по данному изобретению. Процесс изготовления 17 является примером, в котором количество B небольшое, полигональный феррит увеличивается, и предел прочности на растяжение уменьшается. Каждый из Процессов изготовления №18 и 19 является примером, в котором количество Mo большое, содержание полигонального феррита уменьшается, и деформируемость и низкотемпературная ударная вязкость уменьшаются.
(Пример 2)
Концентрацию кислорода в добавляемом Ti регулировали до нахождения в интервале 0,00l-0,003%, и каждую из сталей, имеющих химические составы, представленные в Таблице 4 и Таблице 5, плавили на стадии производства стали и затем отливали, чтобы сформировать стальные плоские заготовки. Плавление и литье стали могут быть выполнены обычными способами, или могут быть также выполнены посредством обычного литья, с учетом производительности. В этом примере, плавление и литье стали выполняли посредством обычного литья.
Затем каждую из полученных стальных плоских заготовок повторно нагревали до 950°C или выше для горячей прокатки, чтобы затем подвергнуть горячей прокатке при 700°C или выше, и после этого охлаждали водой при средней скорости охлаждения 10°C/с или более, чтобы изготовить стальные листы. В связи с этим, при горячей прокатке этого примера коэффициент обжатия при прокатке в области рекристаллизации устанавливали в интервале 0-3, и коэффициент обжатия при прокатке в нерекристаллизованной области устанавливали в интервале 2-9.
В связи с этим, в отношении химических составов, представленных в Таблице 4 и Таблице 5, подчеркивающая линия добавлена к каждому численному значению, находящемуся вне интервалов по данному изобретению.
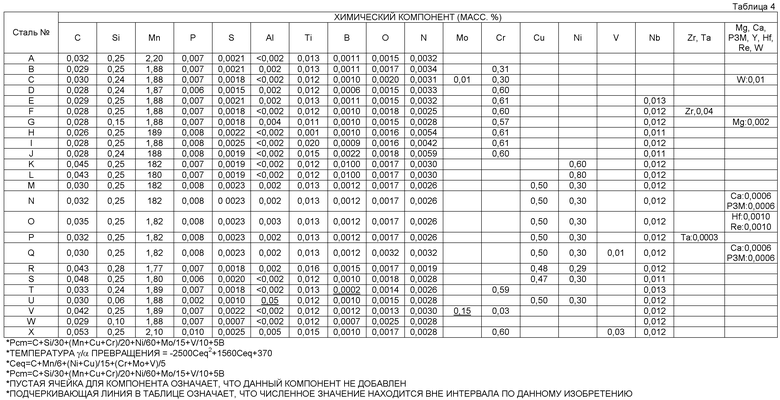
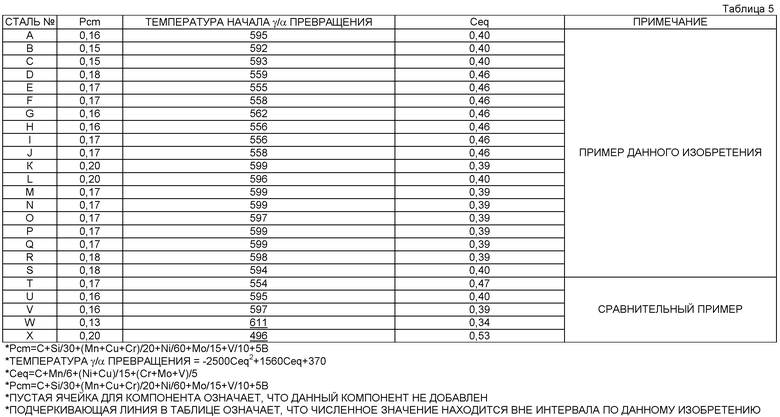
Затем кусочек стали с квадратным сечением 12 мм, имеющий длину 120 мм, вырезали из каждого из полученных стальных листов и подвергали циклической термической обработке, моделирующей зону термического влияния (HAZ), которая подвергалась свариванию электродуговой сваркой под флюсом, при том, что толщину листа изменяли в интервале 20-40 мм и подводимую теплоту при сварке изменяли в интервале 3,0-10,0 кДж/мм. Нагревание может быть выполнено посредством диэлектрического нагрева, индукционного нагрева или высокочастотного нагрева, и охлаждение может быть выполнено при применении воды, газообразного He, газообразного азота или т.п. В этом примере, циклическую термическую обработку, моделирующую нагревание в зоне термического влияния (HAZ), выполняли нагреванием при 1400°C, и охлаждение выполняли посредством газообразного He или газообразного азота.
В связи с этим, в Процессах изготовления №6, 10, 11, 12, 18 и 19, представленных в Таблице 6, отпуск при температурах термообработки, представленных в Таблице 6, установленных в качестве максимума, выполняли после циклической термической обработки, моделирующей зону термического влияния (HAZ).
Из каждого куска стали, подвергнутого циклической термической обработке, моделирующей зону термического влияния (HAZ), делали образец для испытаний для обследования микроструктуры, травили его и обследовали его структуру посредством применения оптического микроскопа или сканирующего электронного микроскопа (SEM) для определения доли площади мартенсит-аустенитного компонента (M-A) в зоне термического влияния (HAZ). При этом, внутризеренную преобразованную структуру определяли как феррит или бейнит, формируемый в лепестковой форме, начиная от включения.
Кроме того, посредством метода с применением EBSP (дифрактограммы обратно-рассеянных электронов), границу раздела, имеющую угловой сдвиг 15° определяли как границу высокоуглового зерна, и измеряли размер зерен с высокоугловыми границами. Кроме того, из каждого куска стали, подвергнутой циклической термической обработке, моделирующей зону термического влияния (HAZ), делали образец для испытания на ударную вязкость по Шарпи с V-образной канавкой и подвергали испытанию на ударную вязкость по Шарпи при -60°C. Поглощенную энергию по Шарпи измеряли на основании JIS Z 2242.
Результаты, полученные, как указано выше, представлены в Таблице 6.
В связи с этим, в Таблице 6 предел прочности на растяжение базового стального листа является пределом прочности на растяжение, полученным, когда направление ширины стального листа установлено при направлении растяжения, и предел прочности на растяжение базовой стальной трубы является пределом прочности на растяжение, полученным, когда окружное направление стальной трубы установлено в направлении растяжения. Кроме того, отношение напряжения при пределе текучести к пределу прочности стальной трубы является отношением напряжения при пределе текучести к пределу прочности (соотношением предела текучести и предела прочности на растяжение), полученным, когда продольное направление (направление прокатки) стальной трубы установлено при направлении растяжения. В каждом из Процессов изготовления №№1-24, представленных в Таблице 6, прочность соответствовала X70 или выше (предел прочности на растяжение составлял 570 МПа или более). Кроме того, также в каждом из Процессов изготовления №№1-24, представленных в Таблице 6, отношение напряжения при пределе текучести к пределу прочности составляло от 72 до 85%, что было меньше чем 93%.
Кроме того, что касается оценки низкотемпературной ударной вязкости в зоне термического влияния (HAZ), низкотемпературную ударную вязкость в зоне термического влияния (HAZ) оценивали как хорошую в случае поглощенной энергии по Шарпи (vE-60) 50 Дж или более.
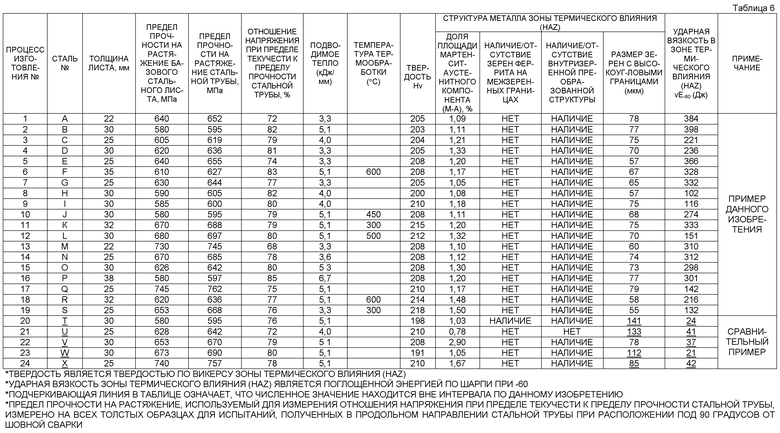
Процессы изготовления №1-19, представленные в Таблице 6, являются примерами данного изобретения, в которых структура металла зоны термического влияния (HAZ) является микроструктурой, состоящей из бейнита и внутризеренной преобразованной структуры, имеющей размер зерен с высокоугловыми границами 80 мкм или менее, в которой сдерживается образование мартенсит-аустенитного компонента (M-A) и крупных зерен феррита на межзеренных границах и установлено наличие внутризеренных преобразованных структур. Что касается поглощенной энергии по Шарпи для образцов, величина 50 Дж или более проявляется даже при чрезвычайно низкой температуре -60°C во всех случаях.
С другой стороны, в Процессах изготовления №№20-24, представленных в Таблице 6, химический состав базового стального листа или температура начала γ/α превращения находятся вне интервала по данному изобретению, и они являются сравнительными примерами.
Процесс изготовления №20 является примером, в котором количество B небольшое, и способность к прокаливаемости уменьшается, и в результате формируются зерна феррита на межзеренных границах, размер зерен с высокоугловыми границами увеличивается, и ударная вязкость в зоне термического влияния (HAZ) уменьшается.
Процесс изготовления №21 является примером, в котором количество Al большое, и не происходит формирование внутризеренных преобразованных структур посредством оксидов Ti, и в результате, размер зерен с высокоугловыми границами увеличивается, и ударная вязкость в зоне термического влияния (HAZ) уменьшается.
Кроме того, Процесс изготовления №22, представленной в Таблице 6, является примером, в котором химический состав находится в интервале Патентного документа 7, формирование зерен феррита на межзеренных границах сдерживается, и внутризеренные преобразованные структуры получают, однако количество добавляемого Mo является чрезмерным, и соответственно доля площади мартенсит-аустенитного компонента (M-A), являющегося твердой фазой, превышает 2,5%, и поглощенная энергия уменьшается.
В Процессах изготовления №№23 и 24 применяют химический состав, используемый в Патентном документе 8, формирование зерен феррита на межзеренных границах сдерживается, и доля площади мартенсит-аустенитного компонента (M-A) является низкой, и Процесс изготовления №23 является примером, в котором температура начала γ/α превращения высокая, и соответственно образуется меньше внутризеренных преобразованных структур по сравнению с данным изобретением, размер зерен с высокоугловыми границами увеличивается, и ударная вязкость в зоне термического влияния (HAZ) уменьшается. Процесс изготовления №24 является примером, в котором температура начала γ/α превращения низкая, и соответственно не образуются внутризеренные преобразованные структуры, и ударная вязкость в зоне термического влияния (HAZ) уменьшается.
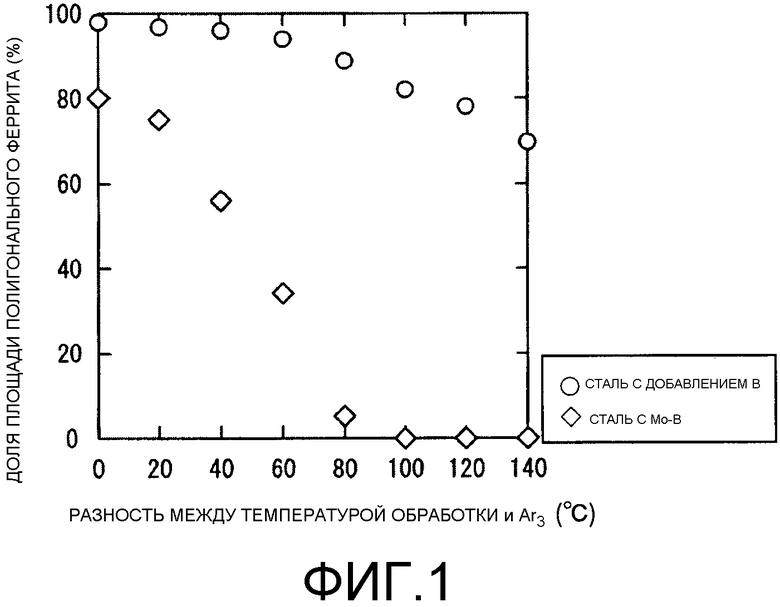
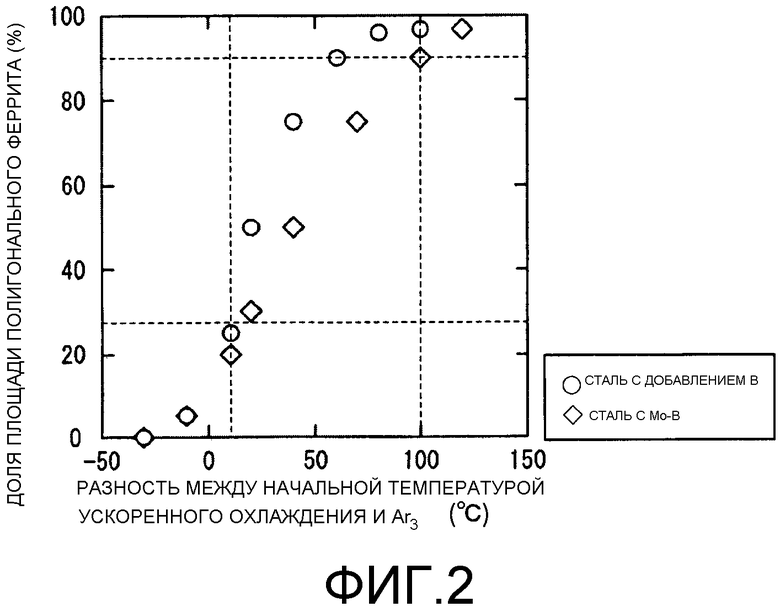
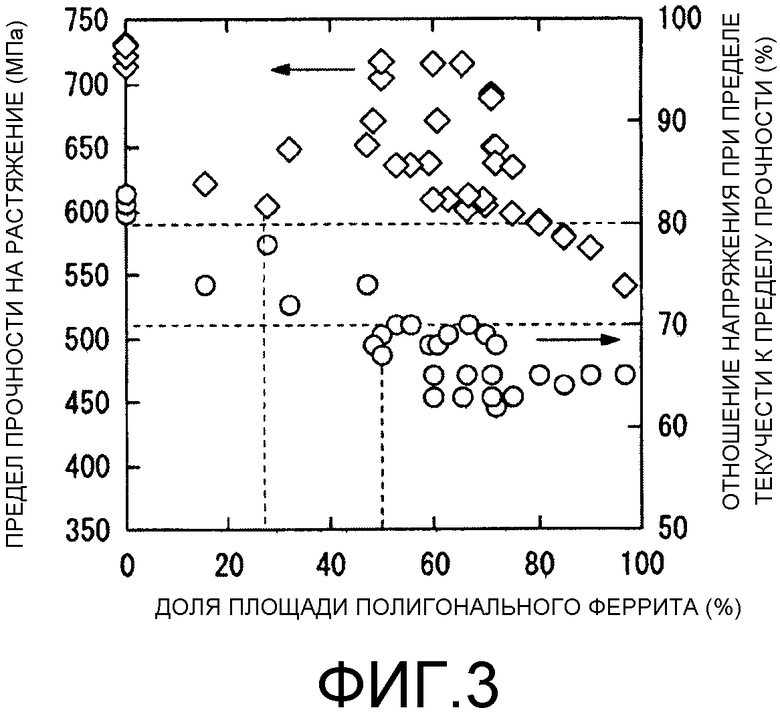
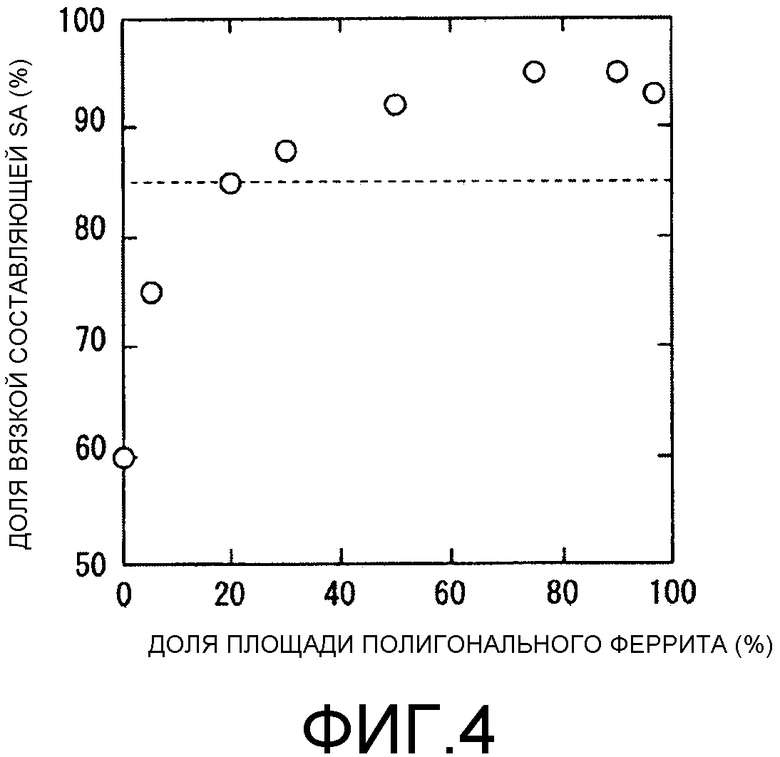
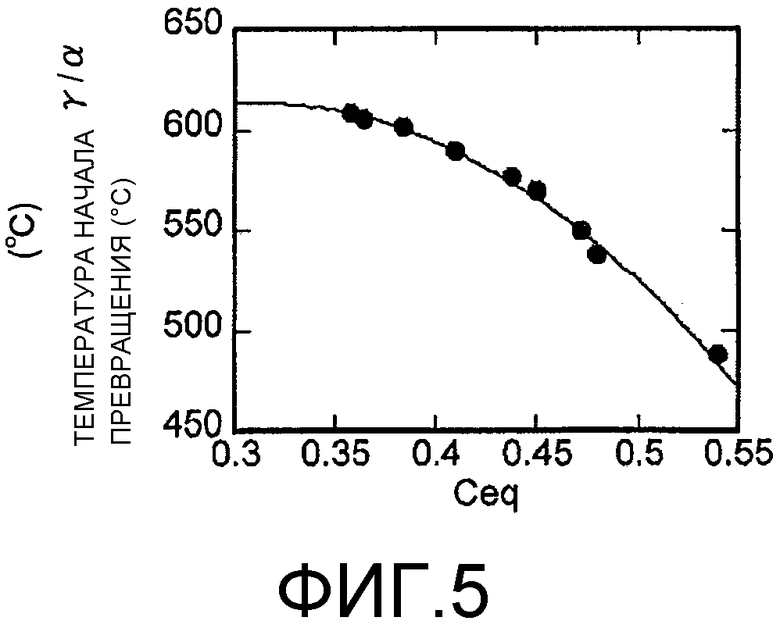
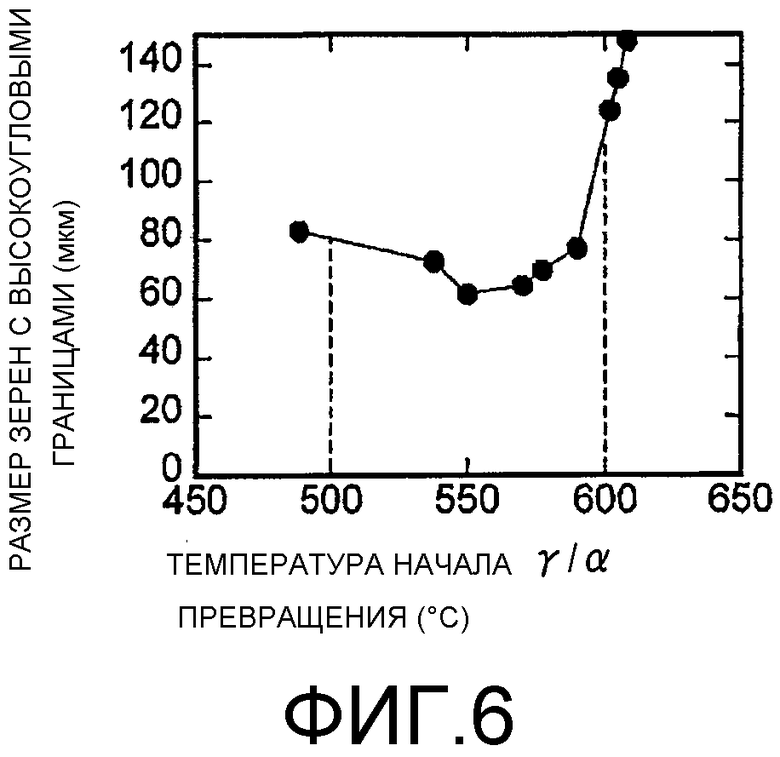
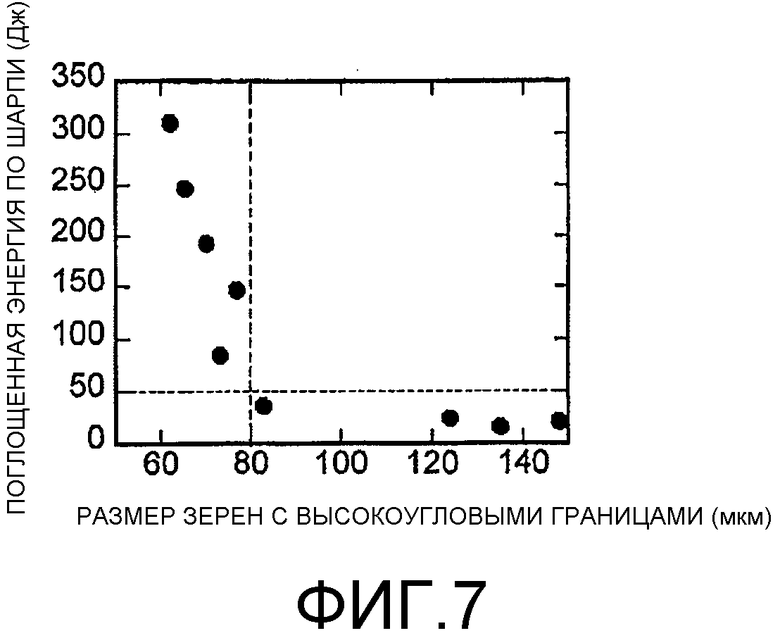
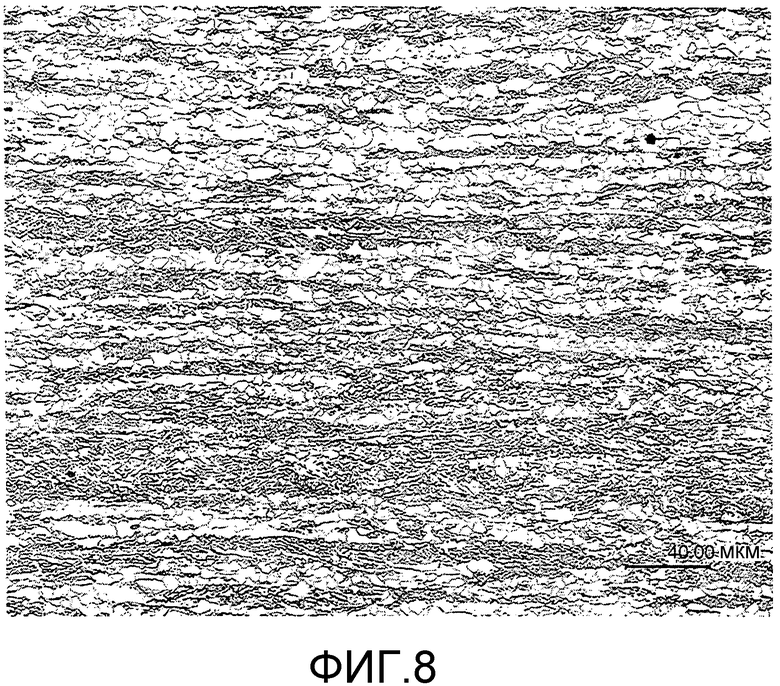
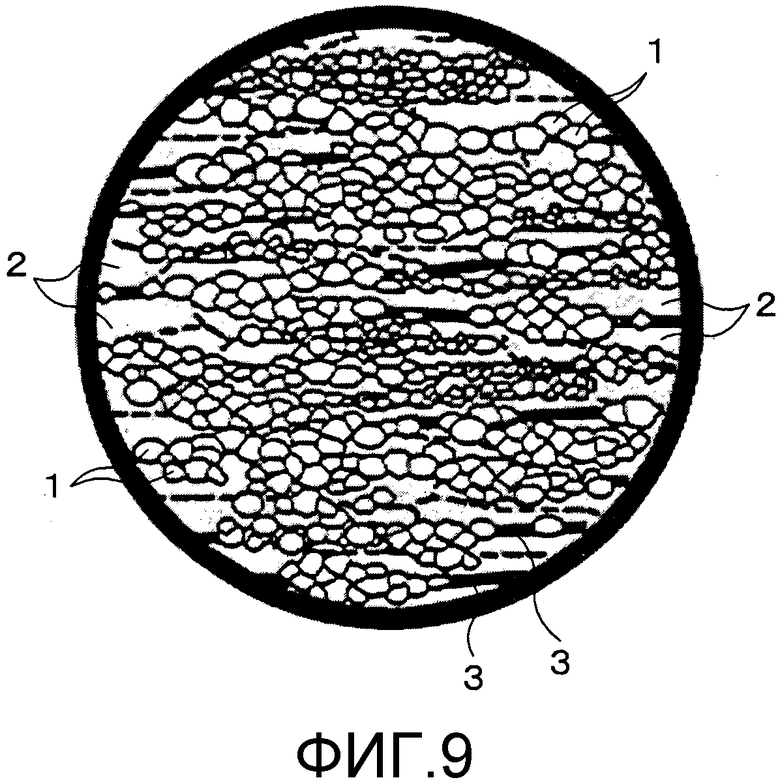
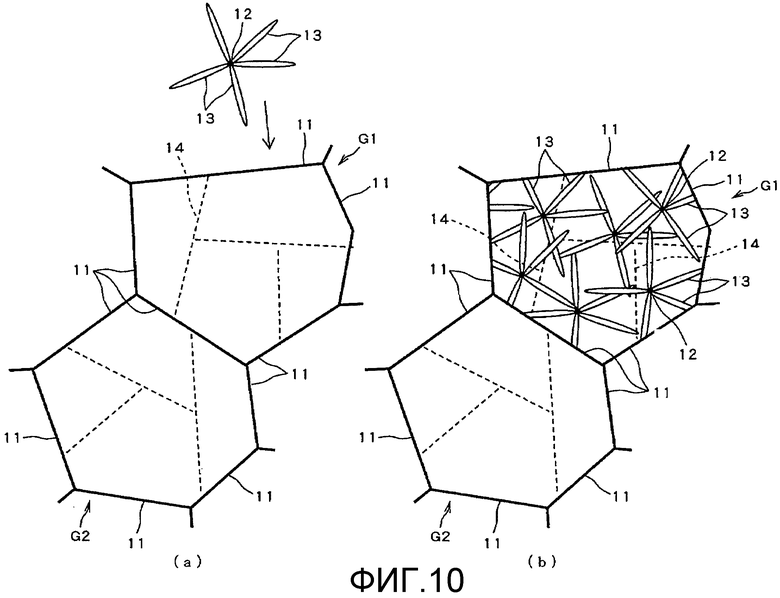
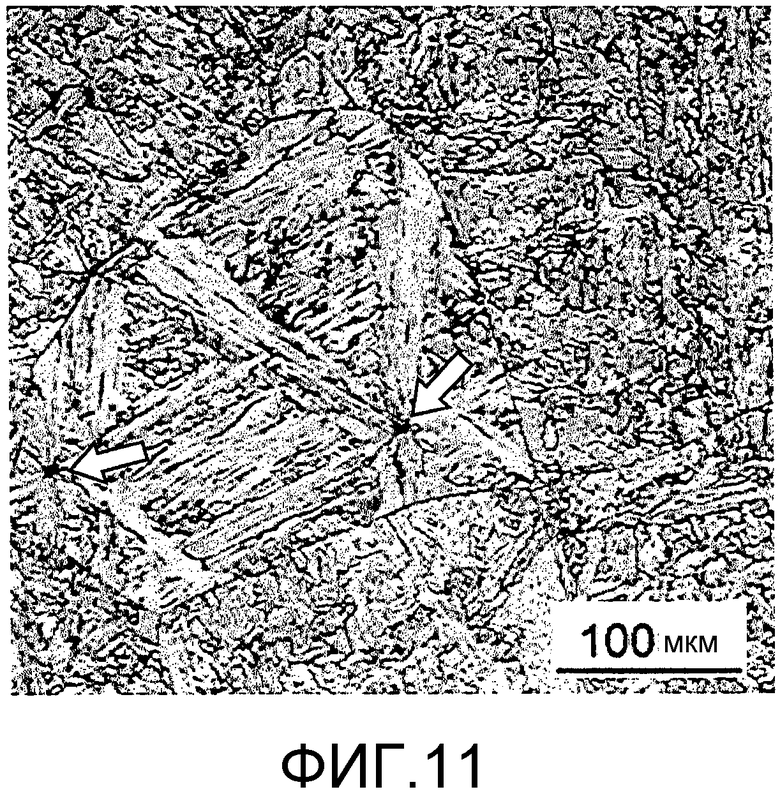
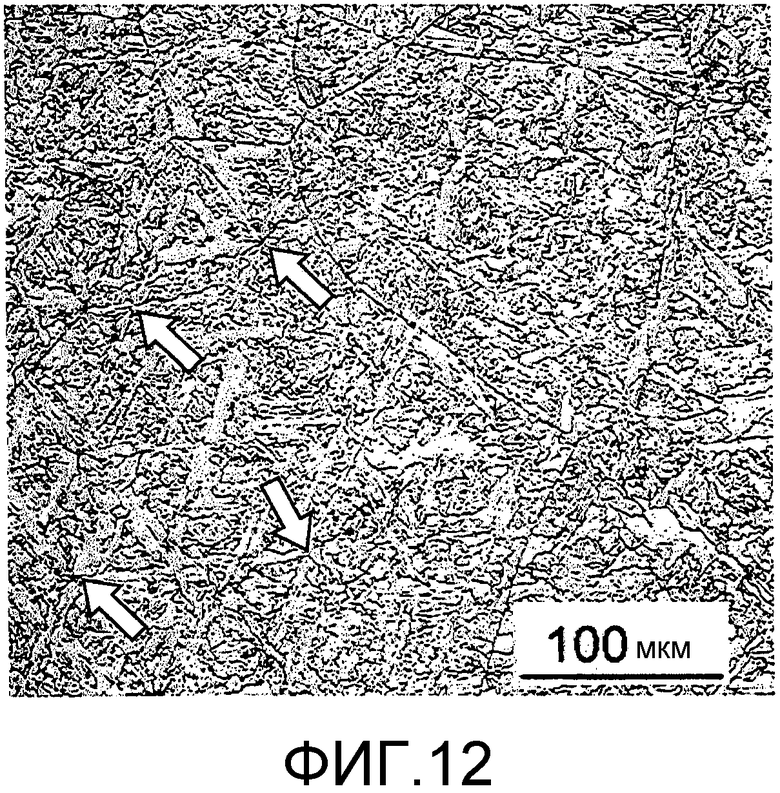
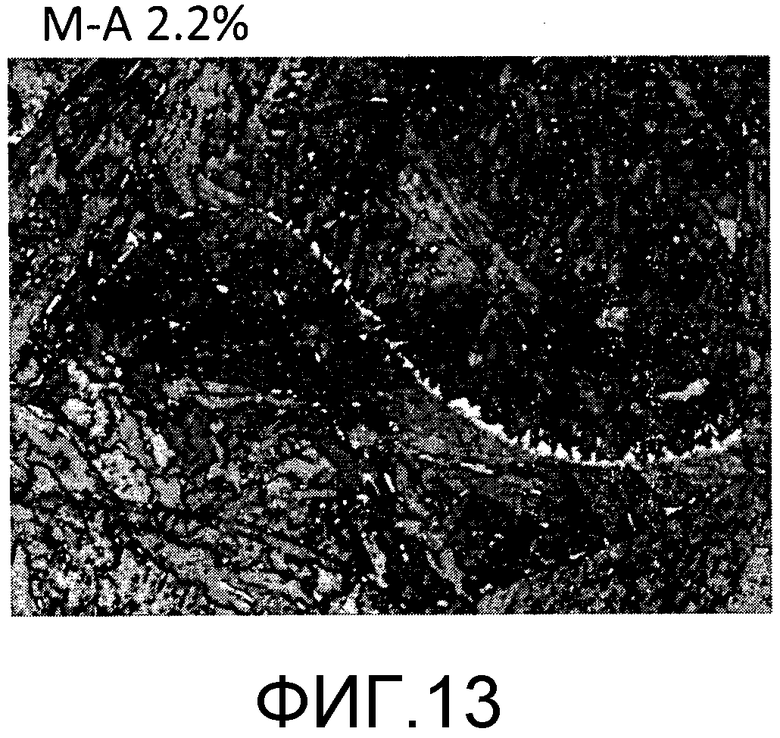
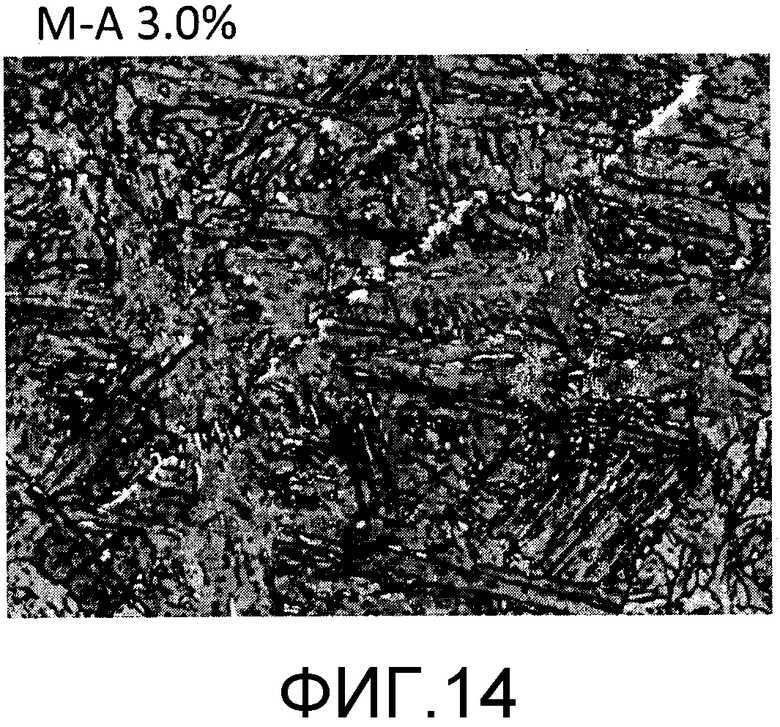
Изобретение относится к области металлургии. Для обеспечения высокой прочности, повышенной деформируемости и низкотемпературной ударной вязкости стальную трубу получают свариванием базового стального листа, сформованного в виде трубы, при этом базовый стальной лист содержит, мас.%: C от 0,010 до 0,080, Si от 0,01 до 0,50, Mn от 1,2 до 2,8, S от 0,0001 до 0,0050, Ti от 0,003 до 0,030, B от 0,0003 до 0,005, N от 0,0010 до 0,008, O от 0,0001 до 0,0080, P 0,050 или менее, Al 0,020 или менее, Mo 0,03 или менее, необязательно один или несколько элементов из Cr, Cu и Ni, железо и сопутствующие примеси - остальное, при этом Ceq, полученный посредством определенного выражения, составляет от 0,30 до 0,53, а Pcm, полученный посредством определенного выражения, составляет от 0,10 до 0,20, структура металла базового стального листа содержит от 27 до 90%, в расчете на долю площади, полигонального феррита и твердую фазу, состоящую из бейнита и/или мартенсита, в качестве ее остатка. 3 н. и 17 з.п. ф-лы, 6 табл., 14 ил.
1. Высокопрочная стальная труба, обладающая повышенной деформируемостью и низкотемпературной ударной вязкостью, полученная свариванием базового стального листа, сформованного в виде трубы, причем
базовый стальной лист содержит, мас.%:
C от 0,010 до 0,080
Si от 0,01 до 0,50
Mn от 1,2 до 2,8
S от 0,0001 до 0,0050
Ti от 0,003 до 0,030
B от 0,0003 до 0,005
N от 0,0010 до 0,008
O от 0,0001 до 0,0080
один или несколько элементов из Cr, Cu, Ni и P 0,050 или менее
Al 0,020 или менее
Mo 0,03 или менее
железо и
сопутствующие примеси - остальное,
при этом
Ceq, полученный посредством (Выражения 1), составляет от 0,30 до 0,53, и Pcm, полученный посредством (Выражения 2), составляет от 0,10 до 0,20, а
структура металла базового стального листа содержит от 27 до 90%, в расчете на долю площади, полигонального феррита и твердую фазу, состоящую из бейнита и/или мартенсита, в качестве ее остатка,
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo)/5 (Выражение 1),
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+5B (Выражение 2), где
C, Si, Mn, Ni, Cu, Cr, Mo и B обозначают содержание соответствующих элементов [мас.%], при этом Ni, Cu, Cr и Mo учитываются как 0, когда соответствующие величины их содержания равны 0%.
2. Высокопрочная стальная труба по п. 1, в которой
базовый стальной лист дополнительно содержит один или несколько следующих элементов, мас.%:
W от 0,01 до 0,50
V от 0,010 до 0,100
Nb от 0,001 до 0,200
Zr от 0,0001 до 0,0500
Тa от 0,0001 до 0,0500
Mg от 0,0001 до 0,0100
Ca от 0,0001 до 0,0050
РЗМ от 0,0001 до 0,0050
Y от 0,0001 до 0,0050
Hf от 0,0001 до 0,0050
Re от 0,0001 до 0,0050,
при этом Ceq получен посредством (Выражения 1'), и
Pcm получен посредством (Выражения 2'):
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1'),
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2'), где
C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [мас.%], при этом Ni, Cu, Cr и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%, а V учитывают как 0, когда его содержание равно 0% и когда его содержание меньше чем 0,010 мас.%.
3. Высокопрочная стальная труба по п. 1, в которой
в базовом стальном листе, в мас.%, содержание C составляет от 0,010 до 0,060, а содержание Al составляет 0,008 или менее, а
температура начала γ/α превращения в зоне термического влияния, которая получена посредством (Выражения 3), составляет от 500 до 600°C, и
внутризеренные преобразованные структуры содержатся в первичных γ-зернах в зоне термического влияния, при этом
температура начала γ/α превращения = -2500Ceq2+1560Ceq+370 (Выражение 3).
4. Высокопрочная стальная труба по п. 3, в которой
мартенсито-аустенитная структура металла в зоне термического влияния составляет 2,5% или менее в расчете на долю площади.
5. Высокопрочная стальная труба по п. 3, в которой
размер зерен с высокоугловыми границами металлической структуры в зоне термического влияния составляет 80 мкм или менее.
6. Высокопрочная стальная труба по п. 3, в которой
толщина базового стального листа составляет от 20 до 40 мм.
7. Высокопрочная стальная труба по п. 3, в которой
предел прочности на растяжение базового стального листа составляет от 500 до 800 МПа, когда окружное направление стальной трубы установлено в направлении растяжения.
8. Высокопрочная стальная труба по п. 3, в которой
базовый стальной лист дополнительно содержит один или несколько следующих элементов, мас.%:
W от 0,01 до 0,50
V от 0,010 до 0,100
Nb от 0,001 до 0,200
Zr от 0,0001 до 0,0500
Тa от 0,0001 до 0,0500
Mg от 0,0001 до 0,0100
Ca от 0,0001 до 0,0050
РЗМ от 0,0001 до 0,0050
Y от 0,0001 до 0,0050
Hf от 0,0001 до 0,0050
Re от 0,0001 до 0,0050,
Ceq получен посредством (Выражения 1'), и
Pcm получен посредством (Выражения 2'):
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1'),
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2'), где
C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [мас.%], при этом Ni, Cu, Cr и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%, а V учитывают как 0, когда его содержание равно 0% и когда его содержание меньше чем 0,010 мас.%.
9. Высокопрочная стальная труба по п. 8, в которой
мартенсито-аустенитная структура металла в зоне термического влияния составляет 2,5% или менее в расчете на долю площади.
10. Высокопрочная стальная труба по п. 8, в которой
размер зерен с высокоугловыми границами металлической структуры в зоне термического влияния составляет 80 мкм или менее.
11. Высокопрочная стальная труба по п. 8, в которой
толщина базового стального листа составляет от 20 до 40 мм.
12. Высокопрочная стальная труба по п. 8, в которой
предел прочности на растяжение базового стального листа составляет от 500 до 800 МПа, когда окружное направление стальной трубы установлено в направлении растяжения.
13. Высокопрочный стальной лист, обладающий превосходной деформируемостью и низкотемпературной ударной вязкостью, содержащий, мас.%:
C от 0,010 до 0,080
Si от 0,01 до 0,50
Mn от 1,2 до 2,8
S от 0,0001 до 0,0050
Ti от 0,003 до 0,030
B от 0,0003 до 0,005
N от 0,0010 до 0,008
O от 0,0001 до 0,0080
один или несколько элементов из Cr, Cu, Ni и P 0,050 или менее
Al 0,020 или менее
Mo 0,03 или менее
железо и
сопутствующие примеси - остальное,
при этом
Ceq, полученный посредством (Выражения 1), составляет от 0,30 до 0,53, и Pcm, полученный посредством (Выражения 2), составляет от 0,10 до 0,20, а
структура металла содержит от 27 до 90%, в расчете на долю площади, полигонального феррита и твердую фазу, состоящую из бейнита и/или мартенсита, в качестве ее остатка, причем
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo)/5 (Выражение 1),
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+5B (Выражение 2), где
C, Si, Mn, Ni, Cu, Cr, Mo и B обозначают содержание соответствующих элементов [мас.%], при этом Ni, Cu, Cr и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%.
14. Высокопрочный стальной лист по п. 13, который дополнительно содержит
один или несколько следующих элементов, мас.%:
W от 0,01 до 0,50
V от 0,010 до 0,100
Nb от 0,001 до 0,200
Zr от 0,0001 до 0,0500
Тa от 0,0001 до 0,0500
Mg от 0,0001 до 0,0100
Ca от 0,0001 до 0,0050
РЗМ от 0,0001 до 0,0050
Y от 0,0001 до 0,0050
Hf от 0,0001 до 0,0050
Re от 0,0001 до 0,0050,
причем
Ceq получен посредством (Выражения 1'), и
Pcm получен посредством (Выражения 2'):
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1'),
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2'), где
C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [мас.%], Ni, Cu, Cr и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%, а V учитывают как 0, когда его содержание равно 0% и когда его содержание меньше чем 0,010 мас.%.
15. Высокопрочный стальной лист по п. 13, который содержит, мас.%: C от 0,010 до 0,060 и Al 0,008 или менее, а температура начала γ/α превращения в зоне термического влияния, которая получена посредством (Выражения 3), составляет от 500 до 600°C:
температура начала γ/α превращения = -2500Ceq2+1560Ceq+370 (Выражение 3).
16. Высокопрочный стальной лист по п. 15, который дополнительно содержит
один или несколько следующих элементов, мас.%:
W от 0,01 до 0,50
V от 0,010 до 0,100
Nb от 0,001 до 0,200
Zr от 0,0001 до 0,0500
Тa от 0,0001 до 0,0500
Mg от 0,0001 до 0,0100
Ca от 0,0001 до 0,0050
РЗМ от 0,0001 до 0,0050
Y от 0,0001 до 0,0050
Hf от 0,0001 до 0,0050 и
Re от 0,0001 до 0,0050,
причем
Ceq получен посредством (Выражения 1'), и
Pcm получен посредством (Выражения 2'):
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1'),
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2'), где
C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [мас.%], Ni, Cu, Cr и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%, а V учитывают как 0, когда его содержание равно 0% и когда его содержание меньше чем 0,010 мас.%.
17. Способ изготовления высокопрочного стального листа, обладающего повышенной деформируемостью и низкотемпературной ударной вязкостью, включающий формирование стальной плоской заготовки, содержащей, мас.%:
C от 0,010 до 0,080
Si от 0,01 до 0,50
Mn от 1,2 до 2,8
S от 0,0001 до 0,0050
Ti от 0,003 до 0,030
B от 0,0003 до 0,005
N от 0,0010 до 0,008
O от 0,0001 до 0,0080
один или несколько элементов из Cr, Cu, Ni и P 0,050 или менее
Al 0,020 или менее
Mo 0,03 или менее
железо и
сопутствующие примеси - остальное,
при этом
Ceq, полученный посредством (Выражения 1), составляет от 0,30 до 0,53, и Pcm, полученный посредством (Выражения 2), составляет от 0,10 до 0,20, нагрев заготовки до 950°C или выше, стадию горячей прокатки при Ar3 или выше, охлаждение при средней скорости охлаждения менее чем 10°C/с и последующее ускоренное охлаждение при скорости охлаждения 10°C/с или более до температуры Bs или ниже, полученной посредством (Выражения 4), начиная от температуры в интервале от Ar3-100°C до Ar3-10°C:
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo)/5 (Выражение 1),
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+5B (Выражение 2),
Bs (°C)=830-270C-90Mn-37Ni-70Cr-83Mo (Выражение 4), где
C, Si, Mn, Ni, Cu, Cr, Mo и B обозначают содержание соответствующих элементов [мас.%], Ni, Cu, Cr и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%.
18. Способ по п. 17, в котором
на стадии горячей прокатки прокатку нерекристаллизованной γ-области выполняют при начальной температуре прокатки, установленной от Ar3 до Ar3+100°C, и при коэффициенте обжатия, установленном при 1,5 или более.
19. Способ по п. 17, в котором
стальная плоская заготовка дополнительно содержит один или несколько следующих элементов, мас.%:
W от 0,01 до 0,50
V от 0,010 до 0,100
Nb от 0,001 до 0,200
Zr от 0,0001 до 0,0500
Тa от 0,0001 до 0,0500
Mg от 0,0001 до 0,0100
Ca от 0,0001 до 0,0050
РЗМ от 0,0001 до 0,0050
Y от 0,0001 до 0,0050
Hf от 0,0001 до 0,0050
Re от 0,0001 до 0,0050,
Ceq получен посредством (Выражения 1'), и
Pcm получен посредством (Выражения 2'):
Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (Выражение 1'),
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (Выражение 2'), где
C, Si, Mn, Ni, Cu, Cr, Mo, V и B обозначают содержание соответствующих элементов [мас.%], Ni, Cu, Cr и Mo учитывают как 0, когда соответствующие величины их содержания равны 0%, а V учитывают как 0, когда его содержание равно 0% и когда его содержание меньше чем 0,010 мас.%.
20. Способ по п. 19, в котором
на стадии горячей прокатки прокатку нерекристаллизованной γ-области выполняют при начальной температуре прокатки, установленной от Ar3 до Ar3+100°C, и при коэффициенте обжатия, установленном при 1,5 или более.
| СТАЛЬНЫЕ ЛИСТЫ ДЛЯ СВЕРХВЫСОКОПРОЧНЫХ МАГИСТРАЛЬНЫХ ТРУБ И СВЕРХВЫСОКОПРОЧНЫЕ МАГИСТРАЛЬНЫЕ ТРУБЫ, ОБЛАДАЮЩИЕ ПРЕКРАСНОЙ НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2331698C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| JP 2006233263 A, 07.09.2006 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 5755895 A, 26.05.1998. | |||

