Изобретение относится к способу формования волокнистой вязкотекучей пищевой массы, в частности «Pasta Filata» (сыры группы «Паста Филата»), как например сыр моцарелла, причем пищевая масса сначала непрерывно подается в предписанном количестве в гомогенизирующее устройство, имеющее емкость, причем выходящая из выпускной щели емкости пищевая масса на следующем этапе подается в расположенное ниже емкости формующее и/или охлаждающее устройство, которое между двумя вальцами, каждый из которых, в частности, покрыт лентой, образует приемную щель и формует пищевую массу в ленту пищевого продукта, причем выпускная щель емкости расположена, по меньшей мере, по существу параллельно приемной щели.
Вообще способы формования бесконечной ленты пищевой массы известны из производства плавленого сыра. Как показано в DE 10328905 А1, горячая сырная масса подводится по трубопроводу к прокатывающему и охлаждающему устройству, в котором масса формуется по возможности в равномерную ленту. При этом толщину ленты можно регулировать посредством приемной щели. Соответствующее родовому понятию устройство, в котором текучая расплавленная сырная масса подается в приемную щель вальцовой пары посредством питающей воронки, показано также в DE 2219629 С2. Питающая воронка, со своей стороны, наполняется плавильным устройством. В последующем бесконечная лента разрезается на отдельные полоски.
Важным показателем качества в производственном процессе считается равномерное формование и гомогенность внутри ленты и тем самым готового продукта. Так, уже небольшие неоднородности отрицательно сказываются в последующем на поверхности и тем самым на представлении о качестве продукта. Все без исключения известные способы относятся к переработке плавленого сыра, который подводится в жидком состоянии и в процессе переработки охлаждается. Как известно, такой плавленый сыр имеет высокую гомогенность и может благодаря своей зависящей от температуры вязкости относительно легко перерабатываться. При этом консистенция относительно жирных плавленых сыров может быть сравнима с консистенцией сбивного теста.
Однако выяснилось, что известные способы только условно пригодны для того, чтобы сыры Pasta-Filata, как например сыр моцарелла, формовать в однородную ленту. Сыр Pasta-Filata является волокнистым, водянистым и имеет резиноподобную консистенцию. Как известно, масса Pasta-Filata в нагретом состоянии ведет себя не так как сбивное тесто, а скорее как дрожжевое тесто, которое имеет волокнистую структуру и только ограниченную текучесть. Эти свойства приводят к проблемам с гомогенностью и в нагретом состоянии и, тем самым, к неоднородностям в готовом продукте.
Задачей настоящего изобретения является создание такого способа изготовления ленты ограниченно текучей в расплавленном состоянии пищевой, такой как Pasta-Filata, массы, в частности сыра моцарелла, при котором пищевая масса может простым и недорогим образом формоваться в гомогенную ленту. Одновременно задачей изобретения является создание соответствующего устройства.
Эти задачи решаются за счет способа с признаками пункта 1 и устройства с признаками пункта 4 формулы изобретения. Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы изобретения.
Важная основная идея изобретения состоит в том, чтобы во время непрерывно происходящего процесса обеспечить возможность гомогенизации особой пищевой массы, чтобы именно в случае массы Pasta-Filata перед формированием ленты ориентировать волокна в направлении переработки. Для этого до формования ленты подключается емкость для гомогенизации, из выпускной щели которой пищевая масса в виде предварительно сформированной ленты направляется в имеющуюся между вальцами приемную щель. Для этого ширина открытия выпускной щели и/или поступающее в емкость для гомогенизации количество массы устанавливаются такими, что находящаяся в емкости пищевая масса с целью гомогенизации может оседать таким образом, что обычно поступившая колбасообразная пищевая масса превращается в гомогенный пастообразный пищевой продукт. В нем волокна, в частности у дна, могут ориентироваться, поэтому волокна вышедшей из выпускной щели пищевой массы по существу ориентированы в направлении переработки. За счет такой гомогенизации в емкости всегда находится необходимое для этого количество массы. Пищевая масса во время обработки медленно движется в направлении выпускной щели и при этом может ориентировать волокнистую структуру в направлении потока.
Обеспеченная таким образом равномерная волокнистая структура пищевой массы является большим преимуществом при дальнейшей обработке массы «Паста Филата». В конечном счете, продольно ориентированная волокнистая структура сохраняется при формовании ленты и охлаждении, поэтому последующее разрезание ленты продукта на маленькие кубики или «палочки» может происходить точно вдоль волокон и/или поперек их. Посредством режущих устройств соответствующей конструкции могут обеспечиваться чистые срезы, поэтому получается высокоценный конечный продукт.
Относящаяся к этому важная основная идея состоит в том, чтобы можно было регулировать приток лишь ограниченно текучей пищевой массы в приемную щель. Такая регулировка позволяет поддерживать количество находящейся в приемной щели пищевой массы в заданном диапазоне. Устройство для гомогенизации имеет для этого направленную на приемную щель между вращаемыми в противоположных направлениях вальцами выпускную щель, ширина открытия которой может регулироваться. Регулирование происходит, в частности, посредством автоматической установки выпускного поперечника выпускной щели. Для регулировки определяется и используется, по меньшей мере, один рабочий параметр способа или устройства. Чтобы добиться точного формования, предпочтительно согласовывается ширина открытия выпускной щели с шириной открытия приемной щели («вальцовой щели»). Преимущественно ширина открытия выпускной щели устанавливается такой, чтобы подведенная пищевая масса распределялась по всей ширине емкости над выпускной щелью.
Благодаря изобретению, поданная на вальцовую щель пищевая масса равномерно попадает в вальцовую щель и имеет упорядоченную структуру и направление волокон. Направление волокон и структура поверхности именно массы «Паста Филата» при прохождении вальцов отображаются в образующейся ленте и сохраняются также в дальнейшем процессе обработки. Это способствует согласно изобретению получению гомогенного готового продукта, что особенно предпочтительно, если конечный продукт представлен маленькими полосками или кубиками. После соответствующей изобретению обработки они имеют гладкие поверхности и аккуратные обрезные кромки.
Другое преимущество заключается в том, что такую емкость для гомогенизации легко обслуживать и чистить. При неполадке с остановкой работы большую открытую сверху емкость легко опорожнять и чистить вручную. Кроме того, она может подвергаться СИП-мойке, что еще больше упрощает тщательную чистку.
Кроме того, благодаря емкости для гомогенизации могут также смягчаться последствия временных неполадок в производственном процессе, потому что может компенсироваться остановка машин, находящихся в технологической цепочке до процесса формования. Предпочтительно объем емкости для гомогенизации должен быть рассчитан на то, чтобы можно было компенсировать прекращение производственного процесса на 5 минут. Емкость является, следовательно, достаточно большой, чтобы можно было компенсировать обычные неполадки.
Предпочтительно для обеспечения максимально возможного качества гомогенизации температуру нагретой пищевой массы в емкости поддерживают, по крайней мере, почти неизменной. В простейшем случае это достигается при хорошей изоляции емкости, выполненной предпочтительно толстостенной из пластмассы с гладкими внутренними стенками. Пластмасса по сравнению с металлической поверхностью обладает лучшим изолирующим действием. Тем самым уменьшается отличие температур движущихся во внутренней или во внешней зонах емкости масс, что способствует тем самым постоянству консистенции массы у выпускной щели. Внутренние стенки предпочтительно выполнены полностью из пластмассы и не имеют проходящих наружу тепловых мостиков. Внутри пластмассовых стенок для увеличения устойчивости формы емкости может быть предусмотрено металлическое усиление, в частности в форме труб из высококачественной стали.
Процесс формования моцареллы лучше всего происходит при температуре массы от 65 до 72°С. При хорошей изоляции емкости для гомогенизации обеспечивается постоянная температура массы при поступлении в приемную щель и тем самым облегчает регулирование температуры сырной массы.
Кроме того, предпочтительно выполнять емкость сужающейся в направлении выпускной щели («выпускного отверстия»). Пищевая масса непрерывно подается через всю площадь поперечного сечения емкости для гомогенизации, поэтому время пребывания массы не зависит от ее местоположения в емкости для гомогенизации. Благодаря этому появляются мертвые пространства, в которых масса может останавливаться, что опять-таки способствует простой чистке. При этом сужение поперечного сечения емкости для гомогенизации гарантирует равномерное прохождение массы, а также ее полный выход. Одинаковое время пребывания массы в емкости также способствует установлению постоянной температуры, которая обеспечивает постоянство консистенции на выходе из щели. Для улучшения процесса течения угол обеих боковых стенок предпочтительно асимметричен по отношению к отвесной линии.
Из выпускной щели выходит, следовательно, уже предварительно сформованная лента, толщину которой можно регулировать исходя из зарегистрированного рабочего параметра. Количество выходящей за единицу времени массы устанавливается таким, чтобы оно соответствовало количеству массы, проходящей за то же время через вальцовую щель. Предварительно сформованная лента может затем подаваться непосредственно в вальцовую щель. Здесь она захватывается, окончательно формуется между вальцами и затем направляется для дальнейшей обработки.
Предпочтительно при этом внутренние стороны емкости для гомогенизации выполнять по возможности гладкими. С этой целью, если имеются швы, их на внутренних сторонах сошлифовывают. Гладкая поверхность внутренних сторон предотвращает прилипание продукта к стенам и обусловленные этим различия по времени пребывания сырной массы в емкости для гомогенизации.
Особенно предпочтительно использовать в качестве рабочего параметра количество находящейся в емкости для гомогенизации пищевой массы. В емкости для гомогенизации от уровня загрузки зависит давление пищевой массы на выходную щель. Вследствие повышения уровня загрузки увеличивается давление и тем самым скорость выхода пищевой массы из выходной щели. Если в качестве рабочего параметра используется уровень загрузки емкости для гомогенизации, то тогда можно поддерживать постоянным или целенаправленно изменять количество выходящей в единицу времени из емкости для гомогенизации пищевой массы и при изменении уровня загрузки. В другом варианте осуществления для определения количества массы емкость для гомогенизации взвешивается. Если определяется вес наполненной массой емкости для гомогенизации, известным простым способом можно определить вес ее содержимого.
Согласно еще одному особенно предпочтительному варианту осуществления уровень загрузки пищевой массы определяется посредством датчика в приемной щели между вальцами. Благодаря измерению уровня загрузки в приемной щели согласуется количество выпускаемой из выпускного отверстия массы с количеством пропущенной при формировании ленты в вальцовой щели массой. В частности, может устанавливаться равновесие, при котором в приемную воронку соответственно поступает ровно столько пищевой массы, сколько проходит через вальцовую щель. Это предотвращает как опорожнение питающей воронки, так и скопление массы, и вызванное им складывание сырной массы на вальцовой щели.
Предпочтительно для регулирования ширины открытия отверстия используют один или несколько зависимых от изготавливаемого продукта параметров. Например, толщина ленты выбирается в соответствии с желаемой формой изготавливаемого продукта. Так, изготовление сырных дисков требует иной толщины ленты, чем изготовление сырных кубиков или полосок. Другим параметром воздействия и тем самым соответствующим рабочим параметром является требуемая скорость подачи. Оба параметра определяют пропускную способность вальцовой щели по сыру Pasta-Filiata и могут использоваться для регулирования выпускного отверстия.
Также целесообразно определять соответствующий рабочий режим и использовать его для регулирования ширины открытия отверстия. Такими рабочими режимами наряду с номинальным режимом являются, например, ввод в действие, холостой ход, остановка или чистка установки. В зависимости от рабочего режима может выбираться соответствующая ширина открытия выпускного отверстия.
В частности, ширина открытия отверстия выпускной щели и/или подаваемое количество массы может определяться по описанному, например в ЕР 1635630 В1, калибровочному методу «Free-Slice» («нарезочного») - производства.
Вместо описанного здесь формирования ленты вращающимися в противоположных направлениях вальцами для формования массы Pasta-Filata могут использоваться также движущиеся в противоположных направлениях приводные ремни. Описанные в данной заявке признаки и преимущества для формующих вальцов переносимы, следовательно, на применение приводных ремней для формирования ленты.
После формования лента пищевого продукта охлаждается и подается для разделения на части. Охлаждение предпочтительно происходит с обеих сторон ленты посредством охлаждающих приводных ремней или охлаждающих вальцов. При этом не следует допускать повреждения поверхности в результате ее прилипания к направляющим продукт поверхностям. Чтобы предотвратить это, в известных способах используются отделяющие устройства, посредством которых отделяют ленту на выходе, например скребок. Необходимое для этого прикасание к поверхности может, однако, привести к повреждениям или царапинам на поверхности ленты.
Далее с использованием чертежа описывается вариант осуществления изобретения. Чертеж показывает частичный разрез через наполненную массой 1 Pasta-Filata емкость 2 для гомогенизации. Объем емкости 2 для гомогенизации рассчитан на установку производительностью примерно 1800 кг сырной массы/ч. Для обеспечения рабочего процесса в течение 5 минут емкость должна, следовательно, иметь вместимость около 150 кг. Изображенная на чертеже емкость 2 для гомогенизации имеет брутто-объем 250 л и является достаточно большой.
Стенки 3 емкости 2 для гомогенизации изготовлены из пластмассы и упрочнены стальными брусьями 4. Это предотвращает деформацию емкости 2 для гомогенизации в наполненном состоянии. Емкость 2 для гомогенизации имеет прямоугольное поперечное сечение, сужающееся в нижней области. Для этого соответствующие стенки 3 сходятся книзу, причем угол уклона у каждой из обеих стенок относительно отвесной линии разный.
Относительно оси сужающаяся воронкообразно емкость 2 для гомогенизации заканчивается по существу горизонтально расположенной выпускной щелью 5, закрытой задвижкой 6. Масса 1 Pasta-Filata опирается, если можно так сказать, на выпускную щель 5 и удерживается от выхода только лишь подвижно закрепленной у выпускной щели задвижкой 6. Задвижка 6 соединена с бесступенчато регулируемым приводом 7, который поворачивает задвижку 6 вдоль выпускной щели 5. Расположенный снаружи брус 8 упрочняет задвижку 6. Достигнутая таким образом торсионная жесткость задвижки обеспечивает также при полностью наполненной емкости 2 для гомогенизации точнуюрегулировку ширины открытия выпускной щели 5.
Емкость 2 для гомогенизации крепится в раме 9, опирающейся на весовые элементы 10. Датчики весовых элементов 10 регистрируют показатель веса емкости 2 для гомогенизации и передают его не показанному на чертеже регулировочному устройству.
Выпускная щель 5 емкости 2 для гомогенизации определяет ширину ленты продукта и направлена на образующуюся между двумя вальцами 11 и 12 приемную щель 13. Вальцы 11 и 12 приводятся во вращение по направлению стрелок 14, 15 в противоположных направлениях, поэтому поступившая в приемную щель 13 масса Pasta-Filata захватывается вращающимися вальцами 11 и 12, вводится в вальцевую щель 16 и там формуется в ленту. Ширина вальцов 11, 12 и ширина открытия выпускного отверстия 5 согласованы друг с другом, поэтому выходящая из выпускного отверстия 5 лента массы Pasta-Filata на всю ширину тел вальцов подается в приемную щель 13. Вальцовая щель 16 в показанном варианте осуществления имеет ширину 1100 мм. Толщину выходящей ленты Pasta-Filata определяет заданная над задвижкой 6 ширина открытия щели у выходного отверстия 5.
Приемная щель 13 снабжена датчиком 17, посредством которого измеряется уровень наполнения подаваемой массой Pasta-Filata. Датчик 17 соединен с регулирующим устройством и передает ему зарегистрированный параметр. Определенные и переданные весовыми элементами 10 и датчиком 17 уровня наполнения параметры обрабатываются в регулирующем устройстве. Регулирующее устройство, исходя из них, рассчитывает управляющие сигналы, которые оно направляет соединенному с приводом 7, также не показанному устройству управления. Привод 7 передвигает задвижку 6 в выпускное отверстие вдоль него и устанавливает нужную ширину открытия выпускной щели.
Масса выходит из вальцовой щели 16 в виде формованной ленты 18 с заданной волокнистой структурой, и лента подается для дальнейшей обработки, в частности для продольного разрезания и последующего поперечного разрезания с целью получения кубиков или полосок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства вытяжного сычужного сыра | 2022 |
|
RU2812427C1 |
| Способ приготовления волокнистого сыра | 2023 |
|
RU2818579C1 |
| Устройство для формования вытяжных сыров с начинкой | 2023 |
|
RU2824393C1 |
| СИСТЕМА И СПОСОБ ПОЛУЧЕНИЯ НЕМОЛОЧНОГО СЫРНОГО ПРОДУКТА | 2018 |
|
RU2741811C1 |
| Способ производства рассольного сыра с высоким уровнем молочнокислого брожения | 2018 |
|
RU2717994C1 |
| СПОСОБ ПРОИЗВОДСТВА МОЛОЧНОГО ПРОДУКТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2140744C1 |
| СПОСОБ СЫРОДЕЛИЯ И ПРОИЗВЕДЁННЫЙ СЫР | 2014 |
|
RU2689549C2 |
| ФИЗИЧЕСКИ УСТОЙЧИВАЯ РАЗМЯГЧЕННАЯ СЫРНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2015 |
|
RU2694045C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВЗБИВАНИЯ И РАСКАТЫВАНИЯ ЛЕНТЫ ПИЩЕВОГО ТЕСТА | 2003 |
|
RU2268594C2 |
| ФИЗИЧЕСКИ УСТОЙЧИВАЯ РАЗЖИЖЕННАЯ КОМПОЗИЦИЯ НА ОСНОВЕ ГОЛУБОГО СЫРА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2017 |
|
RU2733443C2 |
Изобретение относится к способу и системе для формования сырной массы. Способ предусматривает направление сырной массы (1) в емкость (2) для гомогенизации, затем выходящую из выпускной щели (5) емкости для гомогенизации сырную массу (1) направляют в приемную щель (13) формующего устройства, образованную между двумя вальцами (11, 12), каждый из которых покрыт конвейерной лентой, формуют сырную массу (1) в ленту, причем выпускная щель (5) емкости расположена, по меньшей мере, по существу параллельно приемной щели, оседание сырной массы, находящейся в емкости (2) для гомогенизации, обеспечивают установлением ширины открытия выпускной щели (5) и/или подаваемого в емкость для гомогенизации количества сырной массы, причем волокна поступающей в приемную щель сырной массы ориентируют в направлении обработки. Кроме того, выпускная щель емкости для гомогенизации регулируется задвижкой (6), также в системе для формования предусмотрено регулирующее и управляющее устройство для регулировки ширины открытия выпускной щели, причем по меньшей мере один датчик (10, 17)регистрирует показатель количества находящейся в емкости (2) для гомогенизации сырной массы (1) и сообщает его регулирующему и управляющему устройству, которое с учетом его определяет и устанавливает ширину открытия выпускной щели. 2 н. и 9 з.п. ф-лы, 1 ил.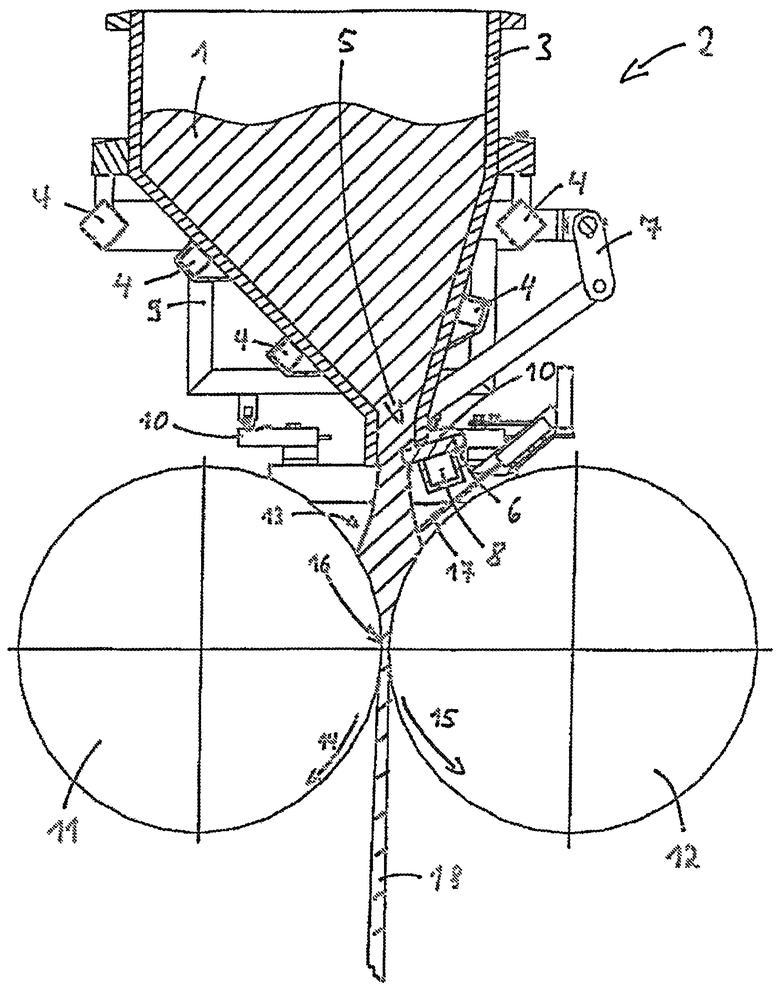
1. Способ формования волокнистой, вязкотекучей сырной массы (1), при котором сырную массу (1) в подаваемом количестве непрерывно направляют сначала в емкость для гомогенизации, затем выходящую из выпускной щели (5) емкости для гомогенизации сырную массу (1) направляют на следующем этапе в приемную щель (13) формующего устройства, расположенного ниже емкости для гомогенизации, причем приемная щель (13) образуется между двумя вальцами (11, 12), каждый из которых, в частности, покрыт конвейерной лентой, и формуют сырную массу (1) в ленту, причем выпускная щель емкости расположена, по меньшей мере, по существу параллельно приемной щели, отличающийся тем, что оседание сырной массы, находящейся в емкости для гомогенизации, обеспечивают установлением ширины открытия выпускной щели (5) и/или подаваемого в емкость для гомогенизации количества сырной массы, причем волокна поступающей в приемную щель сырной массы по существу ориентируют в направлении обработки.
2. Способ по п. 1, отличающийся тем, что ширину открытия выпускной щели (5) устанавливают такой, что поступившая сырная масса (1) распределяется по всей ширине емкости для гомогенизации над выпускной щелью.
3. Способ по п. 1 или 2, отличающийся тем, что температуру нагретой сырной массы (1) в емкости для гомогенизации поддерживают в интервале от 65 до 72°C.
4. Способ по п. 1 или 2, отличающийся тем, что количество находящейся в емкости для гомогенизации сырной массы (1) устанавливают таким, чтобы находящегося в буферном накопителе запаса было достаточно для последующей обработки в течение заданного периода времени.
5. Способ по п. 3, отличающийся тем, что количество находящейся в емкости для гомогенизации сырной массы (1) устанавливают таким, чтобы находящегося в буферном накопителе запаса было достаточно для последующей обработки в течение заданного периода времени.
6. Система для формования вязкотекучей сырной массы в непрерывном потоке, в частности, для осуществления способа по любому из пп. 1-5, имеющая формующее устройство и заполняемую сверху емкость для гомогенизации, отличающаяся тем, что емкость для гомогенизации на своей нижней стороне имеет регулируемую по ширине задвижкой (6) выпускную щель, причем предусмотрено регулирующее и управляющее устройство для регулировки ширины открытия выпускной щели, при этом по меньшей мере один датчик (10, 17) регистрирует показатель количества находящейся в емкости (2) для гомогенизации сырной массы (1) и сообщает его регулирующему и управляющему устройству, которое с учетом его определяет и устанавливает ширину открытия выпускной щели.
7. Система по п. 6, отличающаяся тем, что емкость для гомогенизации является прямоугольной и выпускная щель проходит по всей ширине емкости для гомогенизации.
8. Система по п. 6 или 7, отличающаяся тем, что емкость для гомогенизации изготовлена из пластмассы и имеет гладкие внутренние стенки, причем внутренние стенки покрыты пластмассой на всем своем протяжении.
9. Система по п. 8, отличающаяся тем, что в пластмассовых стенках емкости предусмотрены металлические упрочнения, в частности, из высококачественной стали.
10. Система по любому из пп. 6, 7 или 9, отличающаяся тем, что по меньшей мере один датчик является весами.
11. Система по п. 8, отличающаяся тем, что по меньшей мере один датчик является весами.
| УСТРОЙСТВО для ДЕЛЕНИЯ И ФОРМОВКИ ВЯЗКОЙ ТЕСТООБРАЗНОЙ МАССЫ | 0 |
|
SU258759A1 |
| Устройство для дозирования сырной массы | 1989 |
|
SU1667755A1 |
| Установка для производства мягких сыров | 1985 |
|
SU1242070A2 |
| US 5527551 A, 18.06.1996 | |||
| СПОСОБ ПРОИЗВОДСТВА ВОССТАНОВЛЕННОГО ТАБАКА | 2008 |
|
RU2352210C1 |
| US 5529795 A, 25.06.1996 | |||
| WO 9953749 A1, 28.10.1999 | |||
| US 2004173936 A1, 09.09.2004 | |||
| ШИЛЛЕР Г | |||
| Г | |||
| и др | |||
| Оборудование для производства сыра и переработки сыворотки, М., Агропромиздат, 1990, с | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |

