Предлагаемое изобретение относится к металлургии и литейному производству, в частности, к производству крупногабаритных изделий
Процессы литья находят широкое применение при формировании изделий. В целом процессы литья могут быть представлены как любой процесс, в котором текучий материал вводят в форму, позволяют ему затвердеть в ней и затем извлекают его в твердой форме.
Известен способ изготовления и упрочнения деталей из чугунов и сталей (патент РФ №2440869, МПК B22L 27/18, опубл. 27.01.2012), в котором на поверхность газифицируемой модели наносят предварительно разведенную в жидкости до пастообразного состояния обмазку и производят сушку на воздухе до получения твердой корки. Высушенную газифицируемую модель формуют в опоке, засыпая сухим кварцевым песком, заливают расплав и получают отливу с диффузионным слоем. В известном способе обеспечивается повышение размерной точности деталей, износостойкости и коррозионной стойкости и уменьшение шероховатости поверхности.
Недостатком способа по патенту РФ №2440869 является недостаточная равномерность распределения расплава в форме и, как следствие, недостаточная однородность материала готовой детали, что приводит к снижению ее прочности.
Наиболее близким к предлагаемому является способ заливки крупногабаритных форм (авторское свидетельство СССР №777982, МПК B22D23/02, опубл. 23.07.84, Бюл. №27), включающий подвод расплава сверху плоской струей под стабилизированным напором расплава.
Способ по авторскому свидетельству №777982 позволяет увеличить скорость заливки, предотвращая тем самым пораженность отливки с пелевыми засорами, заворотами и спаями.
Недостатком данного способа, как и способа по патенту РФ №2440869, является недостаточная равномерность распределения расплава в форме и, как следствие, недостаточная однородность материала готовой детали, что приводит к снижению ее прочности.
Известна установка для последовательно-направленного заполнения литейной формы по авторскому свидетельству СССР №343766, МПК B22D39/00, опубл. 07.07.72, Бюлл. №21. Данная установка выбрана в качестве прототипа предлагаемого устройства для заливки крупногабаритных форм.
Установка по авторскому свидетельству №343766 включает установленную на подвижных опорах металлическую литниковую чашу и литейную форму. В данной установке литейная форма установлена неподвижно, а литниковую чашу подводят к литейной форме и производят заливку металла.
Недостатком установки по авторскому свидетельству №343766 является невозможность заливки расплавленного металла в литейную форму послойно, что приводит к неравномерности распределения металла в литейной форме и неоднородности материала полученной детали.
Техническая задача, решаемая предлагаемым изобретением, заключается в повышении однородности материала готовой детали путем обеспечения равномерного расплава в литейной форме при упрощении процесса изготовления крупногабаритных деталей.
Поставленная задача решается тем, что в способе заливки крупногабаритных форм, включающем подвод расплава сверху плоской струей и заполнение литейной формы, к литейной форме постоянно прикладывают вибрирующую нагрузку, расплав подводят в одной фиксированной точке, а литейную форму перемещают в трех координатах таким образом, чтобы заполнение литейной формы осуществлялось послойно.
Послойное заполнение литейной формы в совокупности с приложением вибрирующей нагрузки обеспечат наиболее равномерное распределение металла, что позволит получить однородную структуру материала готового изделия.
Для исключения образования воздушных раковин литейную форму целесообразно предварительно прогревать.
В зависимости от применяемого расплава, массы и габаритов изготавливаемого изделия целесообразно прогревать литейную форму до температуры, составляющей 30-60% от температуры плавления металла. Это позволит сохранить текучесть расплава и предотвратить задерживание отдельных капель расплава на стенках литейной формы, что исключит образование раковин в металле.
Поставленная техническая задача решается тем, что устройство для реализации способа заливки крупногабаритных форм, включающее, по меньшей мере, одну заливочную чашу и литейную форму, снабжено подвижной платформой, выполненной с возможностью перемещения по трем координатам по траектории, обеспечивающей послойное заполнение литейной формы, размещенным на подвижной платформе ложементом для установки литейной формы, вибратором, установленным на платформе и взаимодействующим с литейной формой, заливочная чаша установлена неподвижно, литейная форма установлена на подвижной платформе посредством, по меньшей мере, четырех фиксаторов, при этом платформа состоит из трех частей, выполненных в виде параллелепипедов, причем в верхней части и нижней части платформы выполнены продольные пазы, на нижней плоскости средней части платформы закреплены парные ролики, расположенные в продольных пазах нижней части, а в верхней ее части выполнены продольные пазы, перпендикулярные продольным пазам нижней части платформы, на нижней плоскости верхней части платформы закреплены парные ролики, размещенные в продольных пазах средней части платформы, при этом на противоположных торцах нижней и средней частей установлены двигатели с редукторами для горизонтального перемещения ложемента с литейной формой, на верхней плоскости верхней части платформы установлены, по меньшей мере, четыре жестких фиксатора, по меньшей мере, четыре скользящих фиксатора, четыре двигателя с редукторами для вертикального перемещения литейной формы, а ложемент выполнен в виде параллелепипеда, на торцах ложемента установлены фиксаторы для движущихся частей двигателя с редукторами, установленными на верхней части подвижной платформы, а на нижней и верхней плоскостях установлены, по меньшей мере, по четыре фиксатора.
Установка литейной формы с возможностью перемещения в трех координатах обеспечит возможность перемещения литейной формы под заливочной чащей по траектории, обеспечивающей послойное заполнение литейной формы. В сочетании с приложением вибрирующей нагрузки это обеспечит максимально возможную однородность материала готовой детали.
Для изготовления форм, например, корпусов, когда наружная и внутренняя части литейной формы не соприкасаются, целесообразно литейную форму выполнить в виде двух частей. В этом случае внутренняя часть размещена в наружной части с зазором, равным толщине стенок отливаемого изделия, а соединение внутренней и наружной частей выполнено посредством парных разъемных фиксаторов.
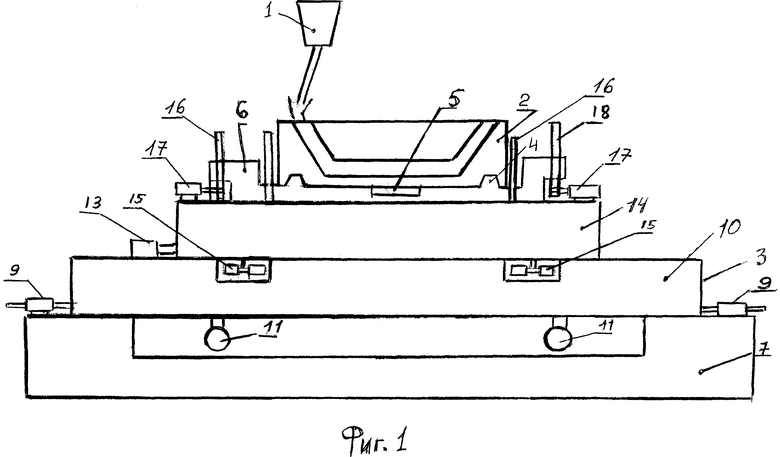
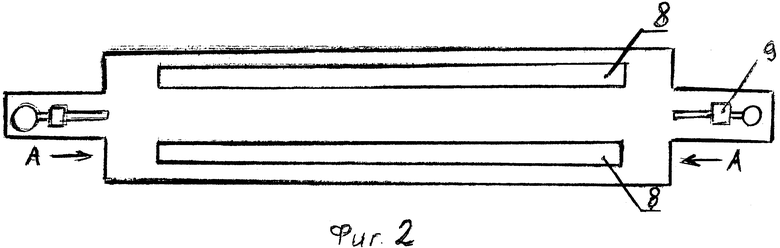
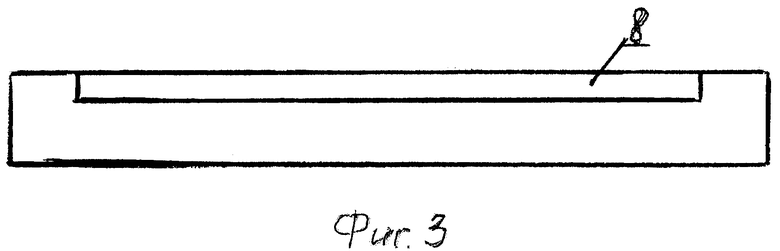
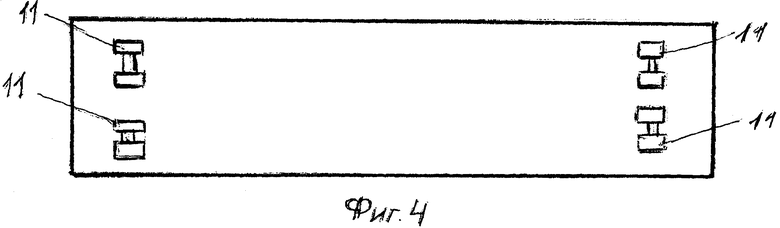
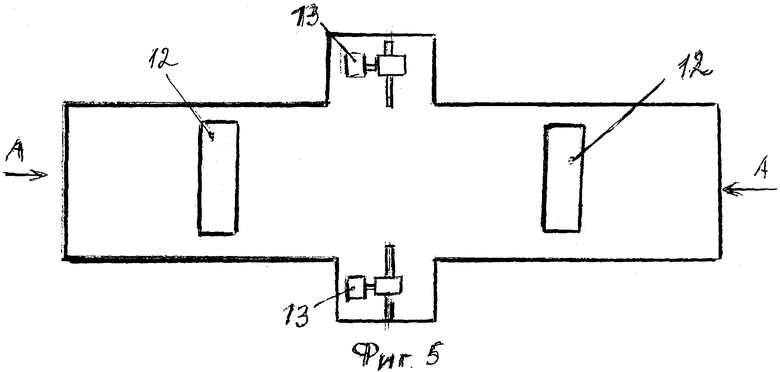
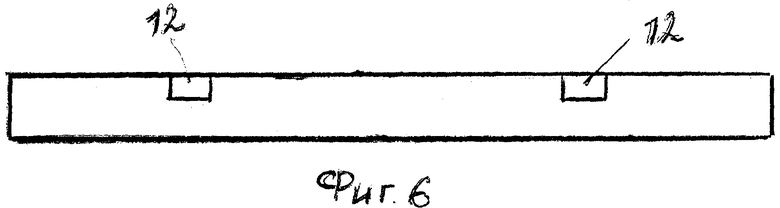
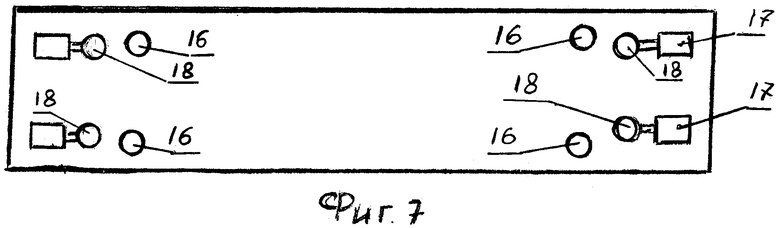
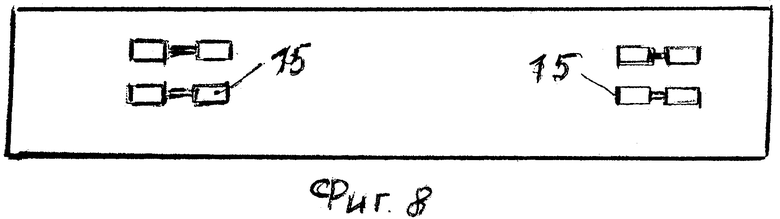
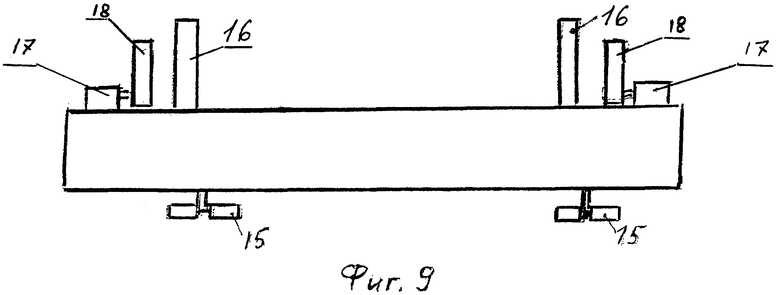
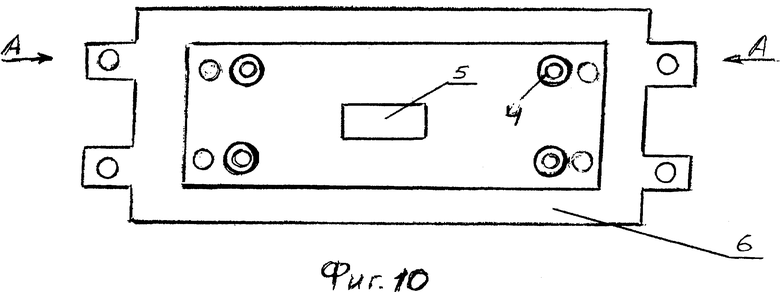
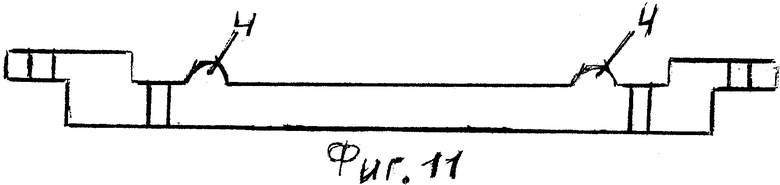
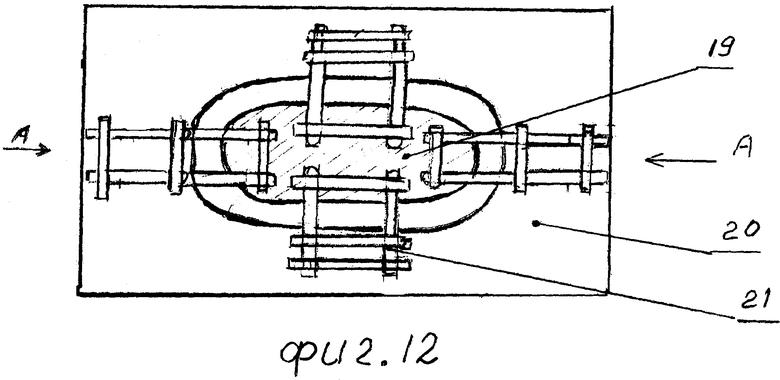
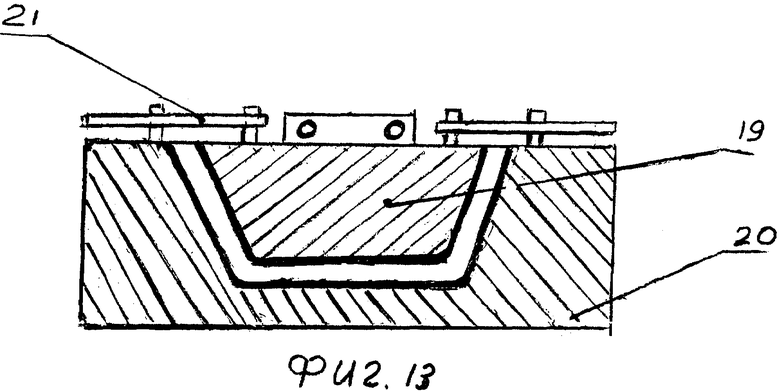
Предлагаемое изобретение поясняется чертежами, где на фиг. 1 представлено устройство по п. 4, вид сбоку; на фиг. 2 - нижняя часть подвижной платформы устройства по п. 4, вид сверху; на фиг. 3 - разрез по А-А фиг. 2; на фиг. 4 - средняя часть подвижной платформы устройства по п. 4, вид снизу; на фиг. 5 - средняя часть подвижной платформы устройства по п. 4, вид сверху; на фиг. 6 - разрез по А-А фиг. 5; на фиг. 7 - верхняя часть подвижной платформы устройства по п. 4, вид сверху; на фиг. 8 - верхняя часть подвижной платформы устройства по п. 4, вид снизу; на фиг. 9 - верхняя часть подвижной платформы устройства по п. 4, вид сбоку; на фиг. 10 - ложемент устройства по п. 4, вид сверху; на фиг. 11 - разрез по А-А фиг. 10; на фиг. 12 -литейная форма по п. 5, вид сверху; на фиг. 13 - разрез по А-А фиг. 12.
Предлагаемое устройство включает, по меньшей мере, одну заливочную чашу 1 и литейную форму 2, подвижную платформу 3, на которой посредством, по меньшей мере, четырех фиксаторов 4 установлена литейная форма 2. На платформе 3 установлен, по меньшей мере, один вибратор 5, взаимодействующий с литейной формой 2. Заливочная чаша 1 установлена неподвижно, а литейная форма 2 установлена на платформе 3 с возможностью перемещения в трех координатах.
Устройство снабжено ложементом 6 для установки литейной формы 2, а подвижная платформа 3 выполнена в виде трех частей. Нижняя часть 7 платформы 3 выполнена в виде параллелепипеда, в верхней части которого выполнены продольные пазы 8, а на противоположных торцах установлен, по меньшей мере, один двигатель-редуктор 9 горизонтального перемещения. Средняя часть 10 платформы 3 выполнена в виде параллелепипеда с парными роликами 11 на нижней плоскости, установленными в продольных пазах 8 нижней части 7 платформы 3, в верхней части выполнены продольные пазы 12, перпендикулярные пазам 8 в нижней части 7 платформы 3, а на противоположных торцах установлен, по меньшей мере, один двигатель-редуктор 13 горизонтального перемещения. Верхняя часть 14 платформы 3 выполнена в виде параллелепипеда, с парными роликами 15 на нижней плоскости, установленными в продольных пазах 12 средней части 10 платформы 3, на верхней поверхности установлены, по меньшей мере, четыре фиксатора 16, по меньшей мере, четыре двигателя-редуктора 17 вертикального перемещения. Ложемент 6 для установки литейной формы 2 выполнен в виде параллелепипеда с установленными на торцах фиксаторами 18 движущихся частей двигателя-редуктора 17 верхней части 14 подвижной платформы 3, а в нижней и верхней плоскостях ложемента 6 выполнены, по меньшей мере, по четыре фиксатора 4.
Литейная форма 2 для корпусных изделий выполнена в виде двух несоприкасающихся частей. Внутренняя часть 19 размещена в наружной части 20 с зазором, равным толщине стенок отливаемого изделия, а соединение внутренней и наружной частей выполнено посредством парных разъемных фиксаторов 21.
Предлагаемый способ реализуется, а устройство работает следующим образом.
На подвижной платформе 3 устанавливают ложемент 6, который фиксируется на платформе 14 посредством фиксаторов 16. На ложементе 6 - литейную форму 2, которая центрируется посредством фиксаторов 4, входящих в паз литейной формы 2. Устройство размещают под заливочной чашей 1 таким образом, чтобы выпускное отверстие заливочной чаши 1 размещалось напротив одной из точек зазора между внутренней 19 и наружной 20 частями литейной формы 2. Управляя двигателями-редукторами 9 и 13, перемещают ложемент 6 с установленной на нем литейной формой 2 в плоскости по траектории контура литейной формы 2. При этом фиксаторы 16 обеспечивают стабильное положение литейной формы 2 в процессе заливки. В устройстве с продольными пазами 8 и 12 возможно перемещение в различных направлениях по более сложным линиям контура литейной формы 2. При этом в случае использования разъемной литейной формы 2 с несоприкасающимися частями 19 и 20 фиксаторы 21 поочередно разъединяют при подходе к ним выпускного отверстия заливочной чаши 1, а после заливки металла на данном участке контура литейной формы 2 - снова соединяют. Во время разъединения одного из фиксаторов 21 внутренняя часть 19 фиксируется с заданным зазором внутри наружной части 20 с помощью трех фиксаторов 21. В процессе заливки к литейной форме 2 прикладывают вибрационную нагрузку посредством вибратора 5.
После того, как подвижная платформа 3 с ложементом 6 и литейной формой 2 совершит полный круг перемещения по заданному контуру, производят вертикальное перемещение литейной формы 2 вниз на заданную величину посредством двигателей-редукторов 17 вертикального перемещения. Далее цикл повторяют, осуществляя заливку следующего слоя металла. Заливку слоев повторяют до заполнения литейной формы на заданную величину.
При необходимости заливки в форму слоев из разных металлов используют несколько заливочных чаш 1. В этом случае после заливки первого слоя перекрывают выпускное отверстие в первой заливочной чаше 1, открывают выпускное отверстие в следующей заливочной чаше 1 и осуществляют заливку следующего слоя в литейную форму 2.
Внедрение предлагаемой технологии позволит резко увеличить производительность труда, снизить трудоемкость и потери металла при изготовлении крупногабаритных форм по сравнению с использующимися сегодня способами. При изготовлении деталей по заявляемому способу с использованием заявляемого устройства исключаются такие технологические процессы, как резка, сварка, исключается применение проката. При этом готовая деталь получается однородной по составу, более качественной и надежной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2597799C2 |
| Устройство для заливки расплава в формы | 1988 |
|
SU1533832A1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| Устройство для заливки расплава в формы | 1984 |
|
SU1225684A1 |
| Устройство для заливки форм на конвейерных линиях | 1985 |
|
SU1397171A1 |
| Литниковая система для заливки крупногабаритных лопаток из жаропрочных сплавов для газотурбинного двигателя | 2023 |
|
RU2836000C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| ПЛАТФОРМА-ТРАНСФОРМЕР | 2014 |
|
RU2585110C1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
Предлагаемое изобретение относится к литейному производству. Крупногабаритные формы заливают расплавом сверху плоской струей. К литейной форме постоянно прикладывают вибрирующую нагрузку. Расплав подводят в одной фиксированной точке. Литейную форму перемещают в трех координатах, обеспечивая послойное заполнение литейной формы. Обеспечивается повышение однородности материала готовой детали. 2 н. и 3 з.п. ф-лы, 13 ил.
1. Способ заливки крупногабаритных форм, включающий подвод расплава сверху плоской струей и заполнение литейной формы, отличающийся тем, что к литейной форме прикладывают вибрирующую нагрузку, а струю расплава подводят в одной фиксированной точке, при этом литейную форму перемещают в трех координатах с обеспечением послойного заполнения расплавом литейной формы.
2. Способ по п. 1, отличающийся тем, что литейную форму предварительно прогревают.
3. Способ по п. 2, отличающийся тем, что литейную форму прогревают до температуры, составляющей 30-60% от температуры плавления расплава.
4. Устройство для заливки крупногабаритных форм, содержащее, по меньшей мере, одну заливочную чашу и литейную форму, отличающееся тем, что оно снабжено подвижной платформой, выполненной с возможностью перемещения по трем координатам по траектории, обеспечивающей послойное заполнение расплавом литейной формы, размещенным на подвижной платформе ложементом для установки литейной формы, вибратором, установленным на платформе и взаимодействующим с литейной формой, при этом заливочная чаша установлена неподвижно, а литейная форма установлена на подвижной платформе посредством, по меньшей мере, четырех фиксаторов, при этом платформа состоит из трех частей, выполненных в виде параллелепипедов, причем в верхней части и нижней части платформы выполнены продольные пазы, на нижней плоскости средней части платформы закреплены парные ролики, расположенные в продольных пазах нижней части, а в верхней ее части выполнены продольные пазы, перпендикулярные продольным пазам нижней части платформы, при этом на нижней плоскости верхней части платформы закреплены парные ролики, размещенные в продольных пазах средней части платформы, а на противоположных торцах нижней и средней частей установлены двигатели с редукторами для горизонтального перемещения ложемента с литейной формой, причем на верхней плоскости верхней части платформы установлены, по меньшей мере, четыре фиксатора, четыре двигателя с редукторами для вертикального перемещения литейной формы, ложемент выполнен в виде параллелепипеда, а на торцах ложемента установлены фиксаторы для движущихся частей двигателя с редукторами, установленными на верхней части подвижной платформы, а на нижней и верхней плоскостях установлены, по меньшей мере, по четыре фиксатора.
5. Устройство по п. 4, отличающееся тем, что литейная форма состоит из наружной части и внутренней части, размещенной в наружной части с зазором, равным толщине стенок отливаемого крупногабаритного изделия, при этом внутренняя и наружная части соединены посредством парных разъемных фиксаторов.
| Способ заливки крупногабаритных форм "Каскад | 1978 |
|
SU777982A1 |
| Огнеупорный стакан | 1972 |
|
SU503629A1 |
| 0 |
|
SU343766A1 |

