Предлагаемое изобретение относится к металлургии и литейному производству, в частности к производству осесимметричных изделий.
Центробежное литье применяют в массовом серийном и индивидуальном производстве отливок из различных сплавов в металлических и песчаных формах. Этим способом отливают осесимметричные изделия - цилиндровые втулки, шестерни, шкивы, орудийные стволы и т.д.
Известен способ центробежного литья (Багров Н.М., Трофимов Г.А., Андреев В.В. Основы отраслевых технологий. Издательство Санкт-Петербургского государственного университета экономики и финансов. Санкт-Петербург, 2010 г.), в котором жидкий металл заливают во вращающуюся литейную форму. Форма вращается до застывания металла отливки. При этом металл центробежной силой прижимается к стенкам формы, что обеспечивает получение плотных, с повышенной прочностью отливок, так как газы и неметаллические включения, обладающие меньшей плотностью, вытесняются во внутренние полости отливки и затем их удаляют механической обработкой.
Ось вращения формы может быть горизонтальной, вертикальной и наклонной. Если диаметр отливки значительно меньше ее длины (трубы, гильзы, втулки), то ось вращения формы размещают горизонтально. Если же диаметр отливки больше, чем ее высота (колеса, шкивы, шестерни), то ось вращения располагают вертикально.
Недостатком известного способа является невозможность его применения для изготовления тонкостенных отливок с большим диаметром и длиной отливки.
Наиболее близким к предлагаемому является способ центробежного литья (авторское свидетельство СССР №607644, МПК B22D 13/00, опубл. 25.05.78, бюл. №19), включающий подачу жидкого расплава в полость между торцом вращаемой формы и поршнем и перемещение поршня и формы относительно друг друга. При этом подачу жидкого расплава осуществляют порционно, а относительное перемещение поршня и формы проводят с периодическими остановками для полной кристаллизации залитых порций расплава, при этом внутренние диаметры получаемых отливок последовательно увеличиваются в течение цикла.
Способ по авторскому свидетельству №607644 позволяет получать одновременно в одной форме большое количество отливок с последовательно увеличивающимися внутренними диаметрами.
Недостатком данного способа является невозможность получения конструктивной толщины стенок изделия по всей его длине и, как следствие, необходимость отливки деталей с большими допусками и проведения последующей механической обработки изделия. Это не только увеличивает трудоемкость его изготовления, но и приводит к увеличению материалоемкости ее изготовления.
Наиболее близким к предлагаемому устройству является установка для цетробежного литья (Багров Н.М., Трофимов Г.А., Андреев В.В. Основы отраслевых технологий. Издательство Санкт-Петербургского государственного университета экономики и финансов. Санкт-Петербург, 2010 г., с. 107), включающая корпус с размещенным на нем электродвигателем и форму для заливки с приемным литником.
Недостатком данной установки, также как и способа по авторскому свидетельству №607644, является невозможность изготовления изделий с заданной толщиной стенок по всей длине.
Техническая задача, решаемая предлагаемым изобретением, заключается в снижении трудоемкости изготовления деталей при уменьшении материалоемкости и расширении области применения.
Поставленная задача решается тем, что в способе заливки крупногабаритных форм, включающем заливку жидкого металла во вращающуюся литейную форму с вертикальной осью вращения и вращение литейной формы до застывания металла, после распределения металла по поверхности литейной формы дополнительно осуществляют уплотнение распределенного по поверхности литейной формы расплавленного металла посредством формообразователя, который одновременно с вращением формы перемещает вдоль внутренней стенки формы с заданным зазором, соответствующим толщине стенок отливаемого изделия.
Формообразование в совокупности с центробежным литьем обеспечит получение заданной толщины стенок по всей длине изделия. В результате не потребуется механическая обработка готовой детали, что существенно снизит трудоемкость ее изготовления и уменьшит материалоемкость за счет уменьшения непроизводительных отходов при механической обработке.
Кроме того, формообразование обеспечит дополнительное уплотнение расплава.
Поставленная задача решается тем, что устройство для центробежного литья, включающее корпус с размещенным на нем двигателем и форму для заливки с литниковой чашей, дополнительно снабжено формообразователем, установленным в упомянутой форме с заданным зазором, соответствующим толщине стенок отливаемого изделия, и с возможностью перемещения вдоль внутренней стенки формы.
Установка формообразователя с заданным зазором между его наружной частью и внутренней стенкой формы для заливки обеспечит изготовление деталей с заданной толщиной стенки изделия по всей его длине.
Устройство может быть выполнено в виде платформы с ложементом для установки литейной формы, двигателем вертикального перемещения и двигателем вращения. При этом ложемент установлен с возможностью вращения в горизонтальной плоскости относительно платформы, платформа выполнена из двух частей - подвижной и неподвижной, подвижная часть платформы установлена в неподвижной части с возможностью вертикального перемещения, двигатель вертикального перемещения соединен с подвижной частью платформы, а двигатель вращения - с ложементом.
Выполнение платформы из двух частей с размещенным на подвижной части двигателем вертикального перемещения в совокупности с вращающимся относительно платформы ложементом обеспечит возможность как центробежной, так и послойной заливки.
Формообразователь может быть выполнен в виде стержня с формообразующим элементом на нижнем конце.
Формообразователь может быть выполнен в виде стержня, на нижнем конце которого установлен с возможностью вращения вокруг своей оси бочкообразный ролик.
Для изготовления полых форм, например корпусов, послойной заливкой целесообразно литейную форму выполнить в виде двух частей. В этом случае внутренняя часть размещена в наружной части с зазором, равным толщине стенок отливаемого изделия, а соединение внутренней и наружной частей выполнено посредством парных разъемных фиксаторов.
Такая конструкция обеспечит возможность заливки деталей как методом центробежного литья, так и послойной заливкой.
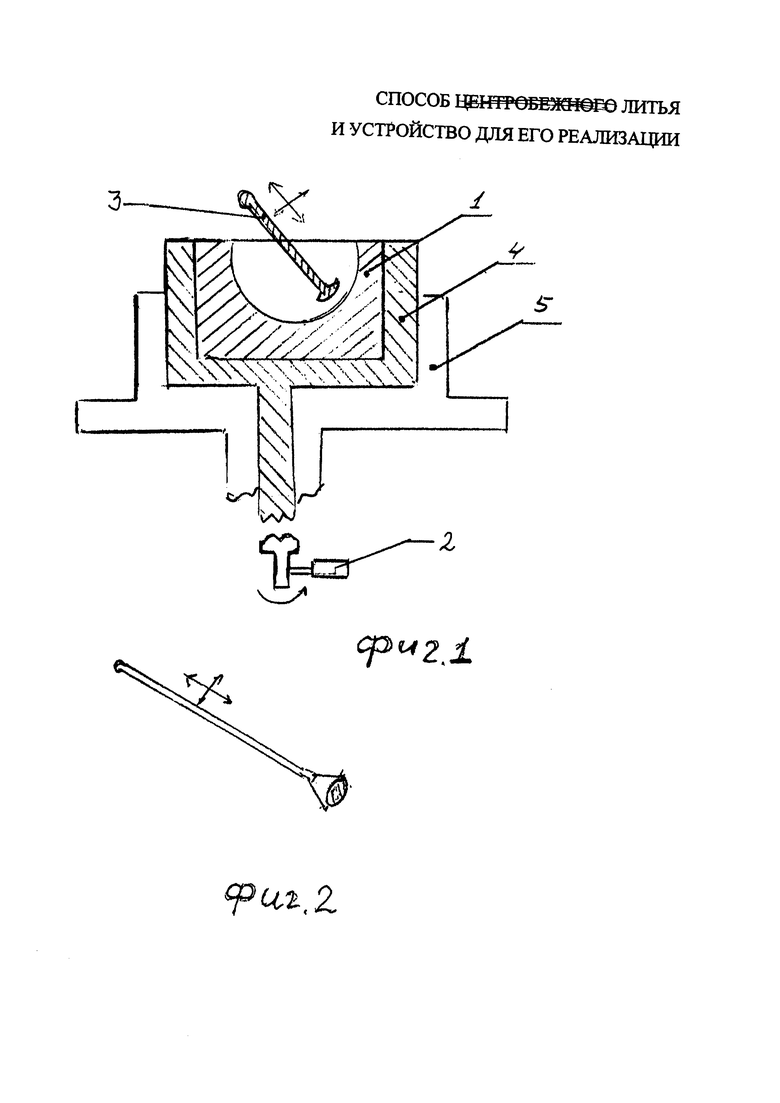
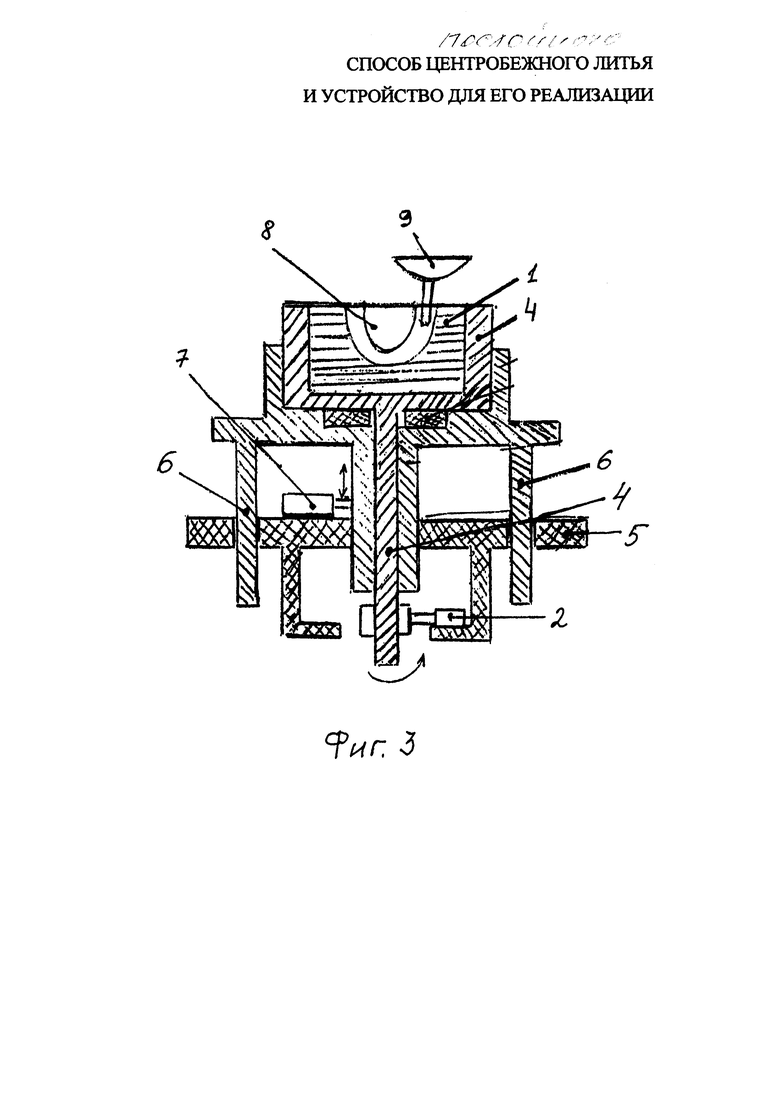
Предлагаемое изобретение поясняется чертежами, где на фиг. 1 представлено предлагаемое устройство для центробежного литья с установленным внутри литейной формы формообразователем в виде стержня с формообразующим элементом на нижнем конце, вид сбоку; на фиг. 2 - формообразователь в виде стержня с подвижным бочкообразным роликом; на фиг. 3 - предлагаемое устройство с подвижной и неподвижной частями платформы и составной литейной формой.
Предлагаемое устройство включает форму для заливки 1, двигатель 2 и формообразователь 3.
Предлагаемое устройство может включать литейную форму 1, установленную в ложементе 4, платформу, выполненную из двух частей - неподвижной части 5, в которой с возможностью вертикального перемещения установлена подвижная часть 6. Ложемент 4 установлен на подвижной части 6 платформы с возможностью вращения в горизонтальной плоскости. К подвижной части 6 платформы присоединен установленный на неподвижной части 5 платформы двигатель вертикального перемещения 7, а к ложементу 4 - двигатель вращения 2.
Литейная форма 1 для корпусных изделий может быть выполнена в виде двух несоприкасающихся частей. Внутренняя часть 8 размещена в наружной части 1 с зазором, равным толщине стенок отливаемого изделия, а соединение внутренней и наружной частей выполнено посредством парных разъемных фиксаторов (на фиг. не показано).
Предлагаемый способ реализуется, а устройство работает следующим образом.
Форму для заливки 1 устанавливают на ложементе 4. Заливают в форму 1 расплавленный материал. Посредством двигателя 2 вращают ложемент 4 с установленной на нем формой для заливки 1. Центробежной силой расплавленный материал прижимается к внутренним стенкам формы 1. После распределения материала по всей поверхности формы для заливки 1 осуществляют формообразование изделия. Для этого формообразователь 3 перемещают вдоль внутренней стенки формы 1 с заданным зазором, продолжая вращение ложемента 4 с установленной на нем формой для заливки 1. При этом формообразователь 3 прижимает расплавленный материал к стенкам формы 1, тем самым уплотняя распределенный материал и обеспечивая конструктивную толщину стенок изготавливаемой детали.
При послойной заливке устройство работает следующим образом.
На подвижной части 6 платформы устанавливают ложемент 4. На ложементе 4 устанавливают литейную форму 1. Устройство размещают под литниковой чашей 9 таким образом, чтобы выпускное отверстие литниковой чаши 9 размещалось внутри литейной формы 1 или напротив одной из точек зазора между внутренней 8 и наружной 1 частями литейной формы в ее нижней части. Управляя двигателем 2, вращают ложемент 4 с установленной на нем литейной формой 1 в горизонтальной плоскости, обеспечивая тем самым заливку по траектории контура литейной формы 1. При этом в случае использования составной литейной формы 1 с несоприкасающимися частями 8 и 1 парные разъемные фиксаторы (на фиг. не показано) поочередно разъединяют при подходе к ним выпускного отверстия литниковой чаши 9, а после заливки металла на данном участке контура литейной формы 1 - снова соединяют. Во время разъединения одного из фиксаторов внутренняя часть 8 фиксируется с заданным зазором внутри наружной части 1 с помощью фиксаторов, оставшихся соединенными.
После того как подвижная часть 6 платформы с ложементом 4 и литейной формой 1 совершит полный круг перемещения по заданному контуру, посредством двигателя 7 производят перемещение подвижной части 6 платформы относительно неподвижной части 5 вниз на заданную величину. При этом на эту же величину вниз перемещается ложемент 4 с установленной на нем литейной формой 1. Далее цикл повторяют, осуществляя заливку следующего слоя металла. Заливку слоев повторяют до заполнения литейной формы на заданную величину до конструктивного размера.
При необходимости заливки в форму нескольких слоев, в том числе из разных металлов, используют несколько литниковых чаш 9. В этом случае после заливки первого слоя перекрывают выпускное отверстие в первой литниковой чаше 9, открывают выпускное отверстие в следующей литниковой чаше 9 и осуществляют заливку следующего слоя в литейную форму 1. Для ускорения заливки и поддержания температурного режима при заливке крупногабаритных изделий также можно использовать несколько литниковых чаш 9.
Увеличивая скорость вращения ложемента 4 посредством двигателя 2 осуществляют центробежную заливку. Для центробежной заливки используют литейную форму 1 с чашей в виде наружной части 1 без внутренней части 8.
Предлагаемое устройство может быть использовано также для послойной заливки не осесимметричных изделий, в том числе крупногабаритных. В этом случае необходимые перемещения в горизонтальной плоскости по двум координатам выполняют с помощью дополнительного оборудования - воздушной подушки, шарового поля, по меньшей мере двух мостовых кранов и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФОРМ | 2014 |
|
RU2564513C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1991 |
|
RU2014946C1 |
| ЦЕНТРОБЕЖНОЕ ЛИТЬЕ МЕТОДОМ ПРОТИВОДАВЛЕНИЯ | 2002 |
|
RU2278765C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| Устройство для центробежного литья фасонных деталей "Верба | 1989 |
|
SU1665871A3 |
| Способ центробежного литья с вертикальной осью вращения и форма для его осуществления | 1985 |
|
SU1338968A1 |
| Машина для центробежного литья роторовэлЕКТРОдВигАТЕлЕй | 1979 |
|
SU831301A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
Изобретение относится к литейному производству, в частности к производству осесимметричных изделий. Устройство содержит литейную форму 1 для заливки жидкого металла с литниковой чашей, установленную в ложементе 4, двигатель 2 вращения ложемента, формообразователь 3, установленный в форме с заданным зазором относительно внутренней стенки формы. Жидкий металл заливают во вращающуюся вокруг вертикальной оси литейную форму 1. При вращении формы металл распределяется по поверхности литейной формы. Распределенный металл уплотняют посредством формообразователя 3, установленного с зазором, соответствующим толщине стенки отличаемого изделия. Формообразователь перемещают вдоль внутренней стенки формы одновременно с вращением литейной формы. Обеспечивается снижение трудоемкости изготовления деталей, повышение точности изделий. 2 н. и 4 з.п. ф-лы, 3 ил.
1. Способ центробежного литья, включающий заливку расплавленного металла в литейную форму, вращающуюся вокруг вертикальной оси, распределение по поверхности литейной формы расплавленного металла и затвердевание металла, отличающийся тем, что осуществляют уплотнение распределенного по поверхности литейной формы расплавленного металла посредством формообразователя, который одновременно с вращением формы перемещают вдоль внутренней стенки формы с заданным зазором, соответствующим толщине стенок отливаемого изделия.
2. Устройство для центробежного литья, содержащее литейную форму для заливки расплавленного металла, установленную в ложементе, двигатель вращения ложемента и литниковую чашу, отличающееся тем, что оно снабжено формообразователем, установленным в упомянутой форме с заданным зазором, соответствующим толщине стенок отливаемого изделия, и с возможностью перемещения вдоль внутренней стенки литейной формы.
3. Устройство по п. 2, отличающееся тем, что оно снабжено платформой с ложементом для установки литейной формы, двигателем вертикального перемещения и двигателем вращения, при этом ложемент установлен с возможностью вращения в горизонтальной плоскости относительно платформы, а платформа состоит из двух частей - подвижной и неподвижной, при этом подвижная часть платформы установлена в неподвижной части с возможностью вертикального перемещения, двигатель вертикального перемещения соединен с подвижной частью платформы, а двигатель вращения - с ложементом.
4. Устройство по п. 2 или 3, отличающееся тем, что формообразователь выполнен в виде стержня с формообразующим элементом на нижнем конце.
5. Устройство по п. 2 или 3, отличающееся тем, что формообразователь выполнен в виде стержня, на нижнем конце которого установлен с возможностью вращения вокруг своей оси бочкообразный ролик.
6. Устройство по п. 2 или 3, отличающееся тем, что литейная форма выполнена в виде двух частей, причем внутренняя часть размещена в наружной части с зазором, равным толщине стенок отливаемого изделия, а соединение внутренней и наружной частей выполнено посредством парных разъемных фиксаторов.
| Степанов ю.а | |||
| и др | |||
| Технология литейного производства | |||
| Специальные виды литья.М., машиностроение, 1983, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
| Вертикальная центробежная машина | 1983 |
|
SU1138236A1 |
| Способ деметилирования толуола | 1960 |
|
SU136374A1 |
| Центробежная литейная машина с вертикальной осью вращения | 1978 |
|
SU700279A1 |

