ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0001] Это изобретение относится к установке формования и способу для формования горячего листа стекла с поперечной кривизной, имеющего улучшенные оптические характеристики.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Патент США 4661141 на имя Nitschke и др. раскрывает систему гибки прессованием листа стекла для гибки горячего листа стекла посредством подачи горячих листов стекла ниже верхней пресс-формы, которую перемещают вниз для приема горячего листа стекла и обеспечения его поддержки направленными вверх газовыми струями, подаваемыми снизу плоскости подачи роликового конвейера, и вакуумом, создаваемым на верхней пресс-форме, и при этом верхнюю пресс-форму затем перемещают вверх с листом стекла, поддерживаемым на ней посредством контакта двумя третями или более направленной вниз поверхности вдоль длины листа стекла. Когда листы стекла формуют с поперечной кривизной, т.е. с кривизной в направлениях, которые пересекают друг друга без каких-либо прямолинейных элементов, периферическая часть стекла содержит излишнее стекло, что может вызвать избыточное давление между пресс-формой и листом стекла в центре листа стекла и тем самым привести к неприемлемым оптическим характеристикам отражения и передачи в центральной смотровой части стекла.
[0003] В связи с типом системы, раскрытым вышеуказанным патентом США 4661141, смотрите также патенты США: 5900034 на имя Mumford и др.; 5906668 на имя Mumford и др.; 5917107 на имя Ducat и др.; 5925162 на имя Nitschke и др.; 6032491 на имя Nitschke и др.; 6079094 на имя Ducat и др.; 6173587 на имя Mumford и др.; 6418754 на имя Nitschke и др.; 6718798 на имя Nitschke и др.; и 6729160 на имя Nitschke и др.
Краткое описание изобретения
[0004] Целью настоящего изобретения является создание улучшенной установки формования для формования горячего листа стекла с поперечной кривизной.
[0005] При осуществлении указанной выше цели, установка формования, выполненная в соответствии с изобретением, формует горячий лист стекла, который имеет пару расположенных на расстоянии концевых частей с дистальными концами и также имеет промежуточную часть, проходящую между его концевыми частями, и при этом установка формования содержит корпус, имеющий нагревательную камеру, и также содержит роликовый конвейер для подачи горячего листа стекла в ее нагревательную камеру вдоль плоскости подачи. Верхняя пресс-форма установки формования расположена внутри нагревательной камеры выше роликового конвейера и имеет направленную вниз поверхность, которая имеет выгнутую вниз форму с кривизной в поперечных направлениях, и при этом верхняя пресс-форма является перемещаемой между верхним положением, расположенным на расстоянии выше роликового конвейера, и нижним положением, близлежащим к роликовому конвейеру. Источник вакуума установки формования является приводимым в действие для создания вакуума на направленной вниз поверхности верхней пресс-формы, а массив струй поднимающего газа, расположенный ниже роликового конвейера в установке формования, подает направленные вверх струи поднимающего газа, что обеспечивает одиночный импульс для поднятия листа стекла вверх от роликового конвейера к верхней пресс-форме в ее нижнем положении и контакт промежуточной части поднятого листа стекла с направленной вниз поверхностью верхней пресс-формы на менее чем 50% расстояния между дистальными концами концевых частей листа стекла, после чего верхнюю пресс-форму и лист стекла перемещают вверх в верхнее положение верхней пресс-формы. Нижняя пресс-форма установки формирования имеет кольцеобразную форму, которая направлена вверх, с формой, вогнутой в поперечных направлениях, комплементарной с выгнутой вниз формой направленной вниз поверхности верхней пресс-формы, и при этом нижняя пресс-форма является перемещаемой горизонтально внутри нагревательной камеры установки формования в месте выше роликового конвейера и ниже верхней пресс-формы в ее верхнем положении с листом стекла, поддерживаемым на верхней пресс-форме массивом струй поднимающего газа, после чего верхнюю пресс-форму перемещают вниз, и при этом источник вакуума приводят в действие для создания вакуума на направленной вниз поверхности верхней пресс-формы, и прессуют лист стекла между верхней и нижней пресс-формами для создания кривизны листа стекла в поперечных направлениях, а верхнюю пресс-форму затем перемещают вверх в ее верхнее положение с прессованным листом стекла, поддерживаемым на верхней пресс-форме вакуумом, созданным на ее направленной вниз поверхности. Пресс-форму выдачи установки формования затем перемещают под прессованный лист стекла на верхней пресс-форме в ее верхнем положении, после чего прекращают действие вакуума, создаваемого на верхней пресс-форме источником вакуума, для освобождения листа стекла с верхней пресс-формы на пресс-форму выдачи, которую затем перемещают из установки формования для выдачи прессованного листа стекла. Управляющее устройство установки формования приводит в действие роликовый конвейер, верхнюю пресс-форму, источник вакуума, массив струй поднимающего газа, нижнюю пресс-форму и пресс-форму выдачи для обеспечения процесса прессового формования листа стекла и его выдачи.
[0006] Как описано, управляющее устройство установки формования прекращает работу массива струй поднимающего газа, подающего направленные вверх струи поднимающего газа, перед завершением прессового формования листа стекла между верхней и нижней пресс-формами, и предпочтительно управляющее устройство прекращает работу массива струй поднимающего газа, подающего направленные вверх струи поднимающего газа, как только перемещением вниз верхней пресс-формы с листом стекла, поддерживаемым на ней, начинают прессовое формование листа стекла между верхней и нижней пресс-формами.
[0007] Как описано массив струй поднимающего газа содержит пару концевых частей для поднятия концевых частей листа стекла и центральную часть для поднятия промежуточной части листа стекла, и при этом массив струй поднимающего газа также содержит управляющее устройство для управления давлением газа, подаваемого на концевые части и на центральную часть массива струй поднимающего газа.
[0008] В альтернативном варианте осуществления установка формования содержит пару позиционеров, перемещаемых под управлением управляющего устройства в положения блокировки ниже верхней пресс-формы перед действием массива струй поднимающего газа, для ограничения перемещения вверх концевых частей листа стекла в направлении направленной вниз поверхности верхней пресс-формы, и таким образом ограничения протяженности промежуточной части листа стекла, которая контактирует с направленной вниз поверхностью верхней пресс-формы, и при этом управляющее устройство в дальнейшем перемещает пару позиционеров из их положений блокировки в положения разблокировки, делая возможным последующее прессовое формование листа стекла между верхней и нижней пресс-формами. Как описано, пара позиционеров имеет соответствующие шарнирные соединения, обеспечивающие их поддержку на верхней пресс-форме для их перемещения между положениями блокировки и разблокировки под управлением управляющего устройства.
[0009] Описанную установку формования применяют с системой, имеющей установку охлаждения, к которой пресс-форма выдачи перемещает прессованный лист стекла для охлаждения под управлением управляющего устройства.
[0010] Другой целью настоящего изобретения является обеспечение улучшенного способа формования горячего листа стекла с поперечной кривизной.
[0011] При осуществлении непосредственно предшествующей цели способ выполняют на горячем листе стекла, имеющем пару расположенных на расстоянии концевых частей с дистальными концами и также имеющем промежуточную часть, проходящую между его концевыми частями, и при этом способ начинается с подачи горячего листа стекла на конвейере в нагревательную камеру установки формования ниже верхней пресс-формы, которая расположена выше конвейера и имеет направленную вниз поверхность, которая имеет выгнутую вниз форму с кривизной в поперечных направлениях. Затем перемещают верхнюю пресс-форму вниз из верхнего положения в нижнее положение, близлежащее к листу стекла на конвейере, и приводят в действие массив струй поднимающего газа, подающий направленные вверх струи поднимающего газа в качестве одиночного импульса для поднятия листа стекла от конвейера и создания контакта промежуточной части листа стекла с направленной вниз поверхностью верхней пресс-формы на менее чем 50% расстояния между дистальными концами концевых частей листа стекла, после чего перемещают верхнюю пресс-форму и лист стекла вверх в верхнее положение верхней пресс-формы. Нижнюю пресс-форму, имеющую кольцеобразную форму, которая направлена вверх с формой, вогнутой в поперечных направлениях, комплементарной с выгнутой вниз формой направленной вниз поверхности верхней пресс-формы, затем перемещают горизонтально внутри нагревательной камеры в место выше конвейера и ниже верхней пресс-формы в ее верхнем положении с листом стекла, поддерживаемым на верхней пресс-форме, и затем перемещают верхнюю пресс-форму вниз, и создают вакуум на направленной вниз поверхности верхней пресс-формы для прессового формования листа стекла между верхней и нижней пресс-формами и создают кривизну листа стекла в поперечных направлениях, после чего верхнюю пресс-форму перемещают вверх в ее верхнее положение с прессованным листом стекла, поддерживаемым на верхней пресс-форме вакуумом, созданным на ее направленной вниз поверхности. Затем пресс-форму выдачи перемещают под прессованный лист стекла на верхней пресс-форме в ее верхнем положении, после чего прекращают действие вакуума, создаваемого на верхней пресс-форме, для освобождения листа стекла с верхней пресс-формы на пресс-форму выдачи, которую затем перемещают из установки формования для выдачи прессованного листа стекла.
[0012] Как описано, способ выполняют путем прекращения действия массива струй подъемного газа перед завершением прессового формования листа стекла между верхней и нижней пресс-формами, и предпочтительно действие массива струй подъемного газа прекращают, как только перемещением вниз верхней пресс-формы с листом стекла, поддерживаемым на ней, начинают прессовое формование листа стекла между верхней и нижней пресс-формами.
[0013] Как описано, давления газа являются соответственно подаваемыми к концевым частям и к промежуточной части листа стекла и являются управляемыми для ограничения протяженности промежуточной части листа стекла, которая контактирует с направленной вниз поверхностью верхней пресс-формы. Более точно, меньшее давление газа описывают как подаваемое к концевым частям листа стекла, в отличие от подаваемого к промежуточной части листа стекла, при этом давление газа, подаваемое к концевым частям листа стекла, составляет от 50 до 75% давления газа, подаваемого к промежуточной части листа стекла.
[0014] В альтернативном осуществлении способа пару позиционеров перемещают в положение блокировки ниже верхней пресс-формы перед действием массива струй поднимающего газа для ограничения перемещения вверх концевых частей листа стекла в направлении направленной вниз поверхности верхней пресс-формы и, таким образом, ограничивают протяженность промежуточной части листа стекла, которая изначально контактирует с направленной вниз поверхностью верхней пресс-формы, и при этом пару позиционеров в дальнейшем перемещают из их положений блокировки в положения разблокировки, делая возможным последующее прессовое формование листа стекла между верхней и нижней пресс-формами. Как описано, пару позиционеров перемещают между положениями блокировки и разблокировки относительно их соответствующих шарнирных соединений на верхней пресс-форме.
[0015] После выполнения прессового формования между верхней и нижней пресс-формами прессованный лист стекла описывается как перемещаемый на пресс-форме выдачи из установки формования в установку охлаждения для охлаждения.
[0016] При выполнении предпочтительного осуществления способа действие массива струй подъемного газа прекращают, как только перемещением вниз верхней пресс-формы с листом стекла, поддерживаемым на ней, начинают прессовое формование листа стекла между верхней и нижней пресс-формами, и при этом прессованный лист стекла перемещают на пресс-форме выдачи из установки формования в установку охлаждения для охлаждения.
[0017] Цели, отличительные признаки и преимущества настоящего изобретения очевидны из нижеследующего подробного описания предпочтительных вариантов осуществления, приведенного в связи со ссылочными графическими материалами.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
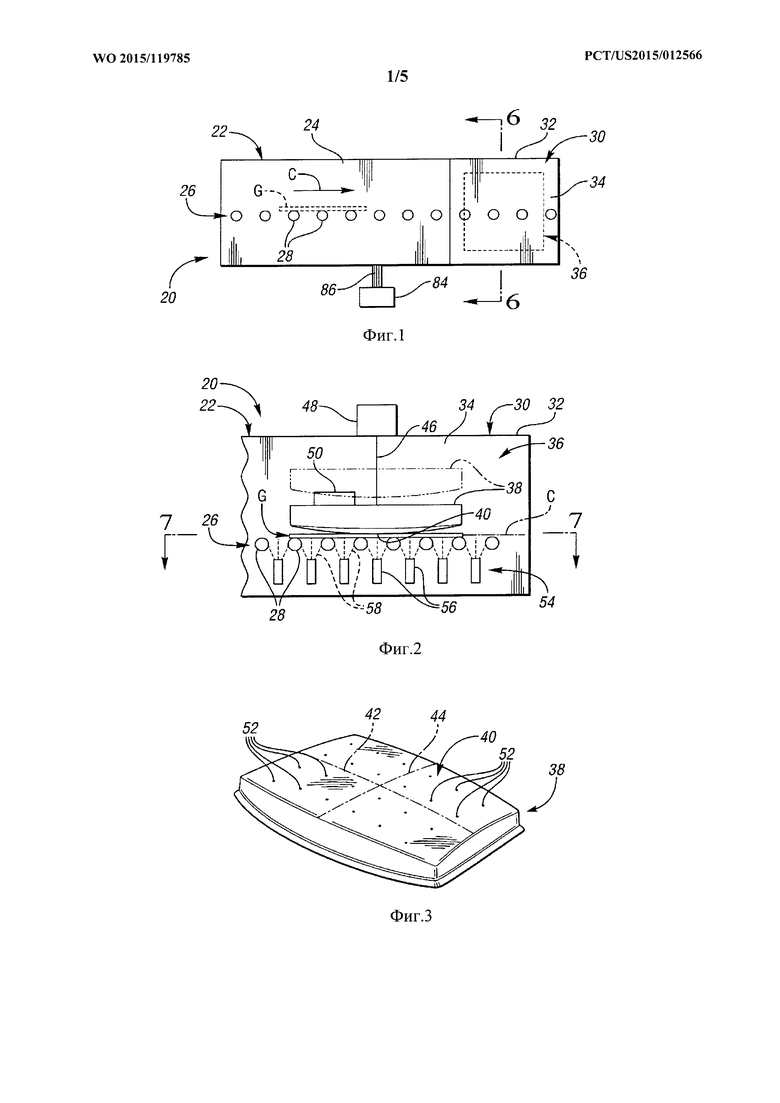
[0018] Фигура 1 представляет собой схематический вид сбоку системы обработки листа стекла, содержащей установку формования, которая осуществляет настоящее изобретение и выполняет способ по изобретению.
[0019] Фигура 2 представляет собой схематический вид в разрезе, проходящем через установку формования в том же направлении, что и на фигуре 1 и показывает верхнюю пресс-форму, которая является перемещаемой между положением, показанным штрихпунктирной линией, отображающей верхнее положение, и положением, показанным сплошной линией, отображающей нижнее положение, для приема горячего листа стекла для формования поперечной кривизны.
[0020] Фигура 3 представляет собой вид в перспективе верхней пресс-формы с ее нижней выгнутой вниз поверхностью, показанной в целом обращенной вверх в целях иллюстрации.
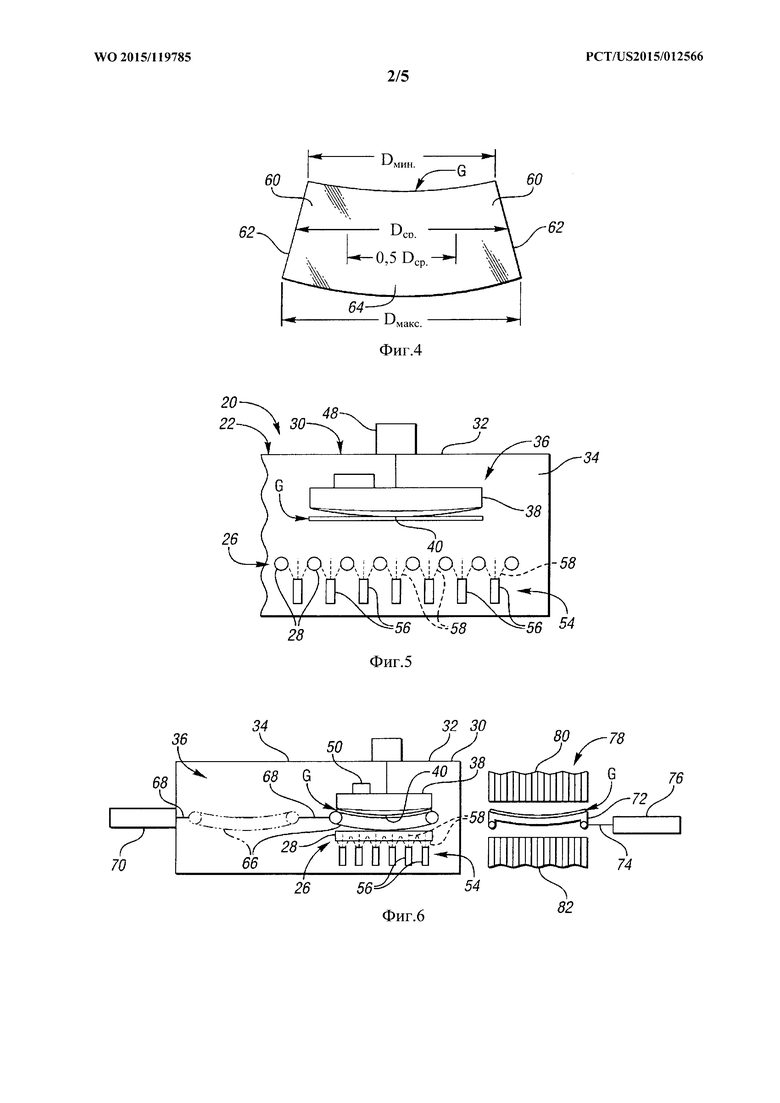
[0021] Фигура 4 представляет собой вид сверху листа стекла, обрабатываемого системой, и который имеет пару расположенных на расстоянии концевых частей и промежуточную часть, проходящую между его концевыми частями.
[0022] Фигура 5 представлена в том же направлении, что и фигура 2, но показывает лист стекла, поддерживаемый на его промежуточной части, с его концевыми частями, расположенными на расстоянии от направленной вниз поверхности верхней пресс-формы, для того чтобы изначально ограничить формование листа стекла промежуточной частью листа стекла, расположенной ближе к центру, способом, который обеспечивает улучшенные оптические характеристики в центральной части окончательно прессованного листа стекла.
[0023] Фигура 6 представляет собой вид в разрезе, проходящем через установку формования вдоль направления линии 6-6 на фигуре 1, и показывает нижнюю пресс-форму, которая является перемещаемой из положения, обозначенного штрихпунктирной линией, отображающей нерабочее положение, до положения, обозначенного сплошной линией, отображающей положение применения, ниже верхней пресс-формы, перемещение которой вниз из положения, изображенного на фигуре 5, с листом стекла на ней обеспечивает прессовое формование листа стекла с поперечной кривизной, после которого верхнюю пресс-форму и лист стекла перемещают вверх, а пресс-форму выдачи перемещают ниже верхней пресс-формы, и затем пресс-форма выдачи принимает прессованный лист стекла, который перемещают из установки формования для выдачи, например, в показанную установку охлаждения для охлаждения.
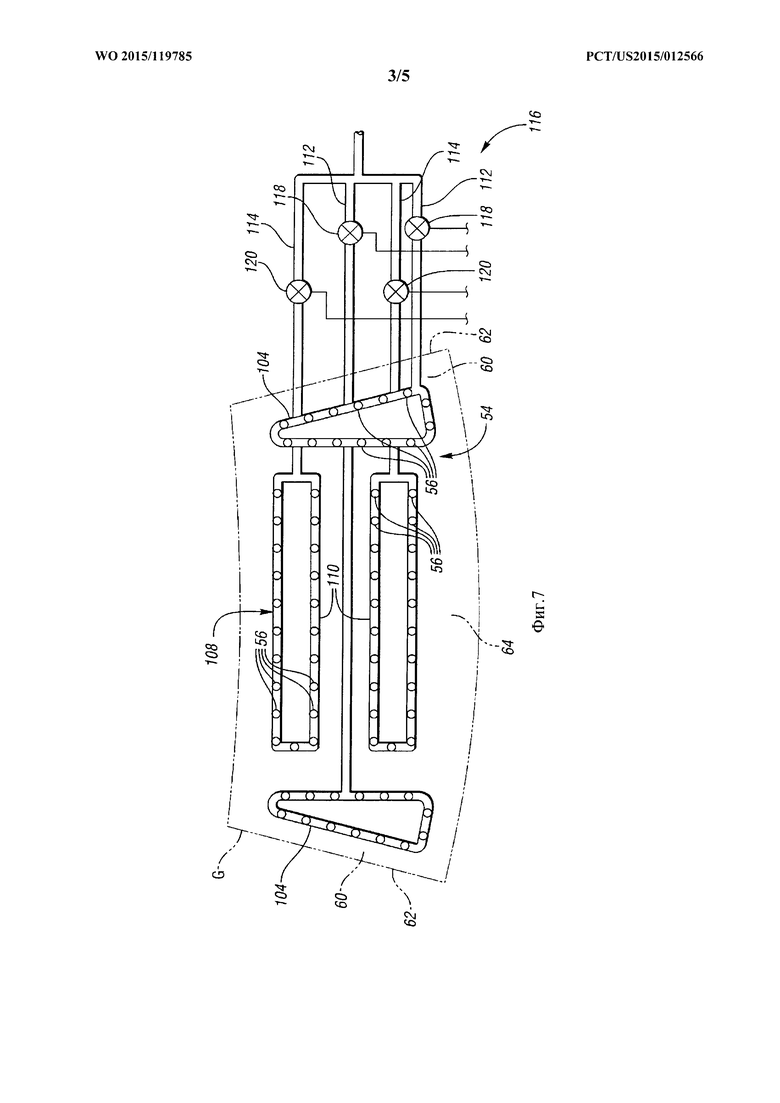
[0024] Фигура 7 представляет собой вид сверху, взятый вдоль направления линии 7-7 по фигуре 2 для иллюстрации массива струй поднимающего газа, применяемого для поднятия листа стекла от роликового конвейера к верхней пресс-форме.
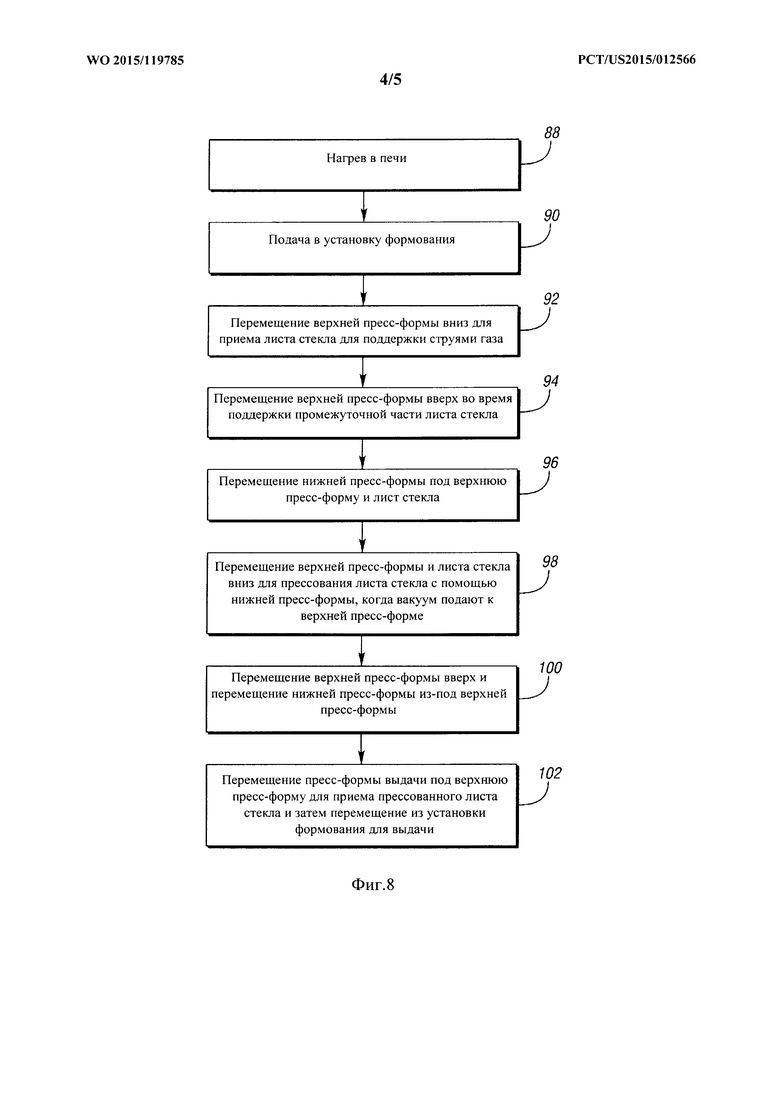
[0025] Фигура 8 представляет собой блок-схему, которая показывает процесс прессового формования.
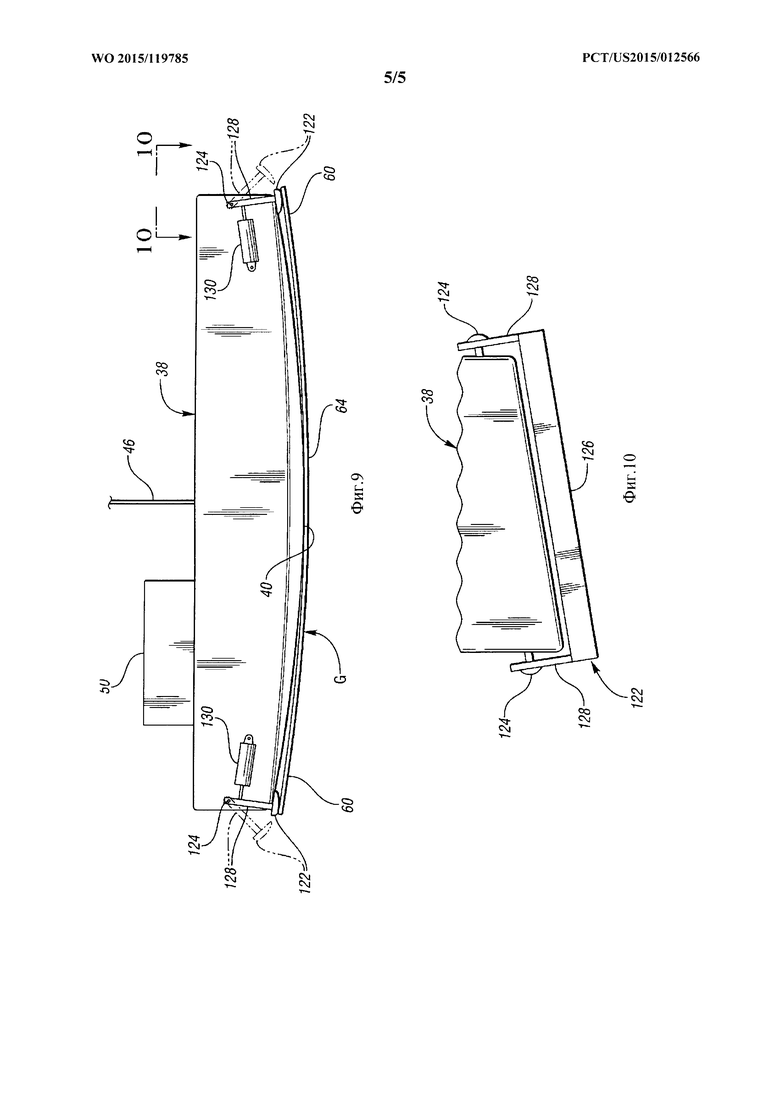
[0026] Фигура 9 представляет собой частный вид, взятый в том же направлении, что и фигура 5 для иллюстрации альтернативного варианта осуществления, который содержит позиционеры, выполненные с возможностью перемещения до положений блокировки, обозначенных сплошной линией, для ограничения начального контакта листа стекла с направленной вниз поверхностью верхней пресс-формы перед процессом прессового формования, при этом позиционеры выполнены с возможностью последующего перемещения до положений разблокировки, обозначенных штрихпунктирной линией, для выполнения прессового формования листа стекла между верхней и нижней пресс-формами.
[0027] Фигура 10 представляет собой вид сверху, взятый вдоль направления линии 10-10 по фигуре 9 для дополнительной иллюстрации конструкции позиционеров.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0028] В соответствии с требованиями, подробные варианты осуществления настоящего изобретения описаны в настоящем документе; тем не менее, следует понимать, что раскрытые варианты осуществления являются только иллюстративными, что изобретение может быть воплощено в различных и альтернативных формах. Фигуры не обязательно выполнены в масштабе; некоторые отличительные признаки могут быть увеличены или минимизированы, чтобы показать детали конкретных компонентов. Таким образом, конкретные конструкционные и функциональные детали, раскрытые в данном документе, не следует интерпретировать как ограничивающие, а только в качестве репрезентативной основы для обучения специалистов в данной области техники для осуществления настоящего изобретения.
[0029] Со ссылкой на фигуру 1, система, формующая лист стекла, в целом обозначенная позицией 20, реализовывает настоящее изобретение и содержит печь 22, имеющую нагревательную камеру 24 для обеспечения нагретой внешней среды для нагрева листов стекла. Конвейер 26 системы подает нагретый лист стекла в целом горизонтально проходящей ориентации и является преимущественно конвейером роликового типа, содержащим ролики 28, которые являются приводимыми в действие за счет трения, способом, раскрытым патентами США №№: 3806312 на имя McMaster; 3934970 на имя McMaster и др.; 3947242 на имя McMaster и др.; и 3994711 на имя McMaster и др. Установка 30 прессового формования системы 20 сконструирована согласно изобретению и выполняет способ согласно ему, таким образом, и установка прессового формования, и способ описаны обобщенным образом для упрощения понимания различных аспектов изобретения. Установка 30 прессового формования имеет конструкцию несколько похожую на раскрытие указанного выше патента США №4661141 и других патентов США, указанных в вышеизложенном разделе «предпосылки создания изобретения» этой заявки. Кроме того, установка 30 прессового формования имеет изолированный корпус 32, определяющий нагревательную камеру 34, в которой расположено устройство 36 для прессового формования установки прессового формования, как также показано на фигуре 6.
[0030] Как показано на фигурах 2 и 3, устройство для прессового формования содержит верхнюю пресс-форму 38, расположенную внутри нагревательной камеры 34 выше роликового конвейера 26 и имеющую направленную вниз поверхность 40 с выгнутой вниз формой, имеющей кривизну в поперечных направлениях, в частности, как показано на фигуре 3, главную кривизну, показанную штрихпунктирной линией 42, и перекрестную кривизну, показанную штрихпунктирной линией 44, таким образом, без каких-либо прямых линейных элементов, таких как присутствуют в цилиндрической или конической формах. Эту верхнюю пресс-форму 38 поддерживают и перемещают посредством соединения 46 с приводом 48, показанного на фигуре 2, для перемещения между положением, обозначенным штрихпунктирной линией, отображающей верхнее положение выше роликового конвейера 24 и положением, обозначенным сплошной линией, отображающей нижнее положение, близлежащее к роликовому конвейеру.
[0031] Схематически обозначенный источник 50 вакуума показан на фигуре 2 как установленный на верхней пресс-форме 38 и при этом обеспечивает вакуум через массив вакуумных отверстий 50, показанных на фигуре 3 на направленной вниз поверхности 40 верхней пресс-формы. Более конкретно, источник 50 вакуума предпочтительно имеет тип, раскрытый патентами США №4202681 на имя McMaster и №4222763 на имя McMaster, и имеет возможность создавать вакуум большей или меньшей протяженности, а также обеспечивать положительное давление воздуха для обеспечения освобождения листа стекла, как это в полной мере описано ниже в данном документе.
[0032] Как схематически показано на фигуре 2, установка формования 30 также содержит массив 54 струй поднимающего газа, который расположен ниже плоскости С подачи листа G стекла на роликовом конвейере 26 и содержит газоструйные насосы 56, которые подают направленные вверх струи 58 поднимающего газа для создания одиночного импульса для поднятия листа G стекла вверх от роликового конвейера к верхней пресс-форме 38 в ее нижнем положении. Это поднятие листа стекла, как описано далее, ограничивает протяженность контакта листа стекла с верхней пресс-формой и давление между ними способом, который обеспечивает улучшенные оптические характеристики центральной смотровой части листа стекла. Газоструйные насосы имеют тип, раскрытый в патентах США №4204854 на имя McMaster и др. и №4356018 на имя McMaster, таким образом, первичный поток газа из них вызывает вторичный поток газа, во много раз превосходящий первичный поток газа, для того, чтобы обеспечить подъем.
[0033] Как показано на фигуре 4, формуемый лист G стекла имеет пару расположенных на расстоянии концевых частей 60 с дистальными концами 62 и также имеет промежуточную часть 64, проходящую между его концевыми частями. Листы стекла, сформованные для боковых и задних окон транспортных средств, условно имеют минимальное расстояние Dмин. и максимальное расстояние Dмакс., что дает в результате среднее расстояние Dcp. между дистальными концами 62 концевых частей 60. Это среднее расстояние Dcp. для целей описания в этой заявке в дальнейшем именуется как «расстояние между дистальными концами концевых частей».
[0034] Перед поднятием листа стекла от роликового конвейера 26, как показано на фигуре 2, промежуточная часть листа стекла контактирует с направленной вниз поверхностью 40 верхней пресс-формы 38 на менее чем 50% расстояния между дистальными концами 62 концевых частей 60 листа стекла, и при этом верхнюю пресс-форму затем перемещают вверх, как показано на фигуре 5, с концевыми частями 60, расположенными на расстоянии вниз от направленной вниз поверхности 40 верхней пресс-формы. Массив 54 струй поднимающего газа продолжает обеспечивать одиночную поддержку для листа стекла на верхней пресс-форме, без вакуума, который затем создает источник 50 вакуума на поверхности 40 пресс-формы. Ограниченная протяженность контакта листа стекла с направленной вниз поверхностью 40 верхней пресс-формы 38 ограничивает перекрестную кривизну, таким образом, избыточная периферическая часть стекла изначально ограничена. Это предотвращает резкое искривление и результирующее искажение в отношении передачи и отражения в промежуточной части листа стекла, где важны оптические характеристики.
[0035] Нижняя пресс-форма 66 установки формования 30 имеет кольцеобразную форму, как показано на фигуре 7, направленную вверх, с вогнутой формой в поперечных направлениях, комплементарной с выгнутой вниз формой направленной вниз поверхности 40 верхней пресс-формы 38, показанной на фигуре 3. Эта нижняя пресс-форма 66 является перемещаемой горизонтально, как показано на фигуре 6, посредством соединения 68 с приводом 70 для перемещения горизонтально внутри нагревательной камеры 34 от нерабочего положения, показанного штрихпунктирной линией, в положение применения, показанное сплошной линией, на высоте выше роликового конвейера 26 и ниже верхней пресс-формы 38 в ее верхнем положении, показанном на фигуре 5, с листом G стекла, поддерживаемым на верхней пресс-форме массивом 54 струй поднимающего газа. Верхнюю пресс-форму 38 затем перемещают вниз в ее нижнее положение, показанное на фигуре 6, а источник 50 вакуума затем создает вакуум на направленной вниз поверхности 40 верхней пресс-формы для обеспечения прессового формования листа стекла между верхней и нижней пресс-формами 38 и 66 и результирующей кривизны листа стекла в поперечных направлениях. Верхнюю пресс-форму 38 затем перемещают вверх с прессованным листом стекла, поддерживаемым на верхней пресс-форме вакуумом, создаваемым на ее направленной вниз поверхности источником 50 вакуума, и пресс-форму 72 выдачи затем перемещают посредством соединения 74 с приводом 76 ниже верхней пресс-формы в ее верхнем положении, после чего вакуум, создаваемый на верхней пресс-форме источником вакуума, прекращает свое действие для освобождения листа стекла с верхней пресс-формы на пресс-форму выдачи. За прекращением действия вакуума на верхней пресс-форме может следовать подача воздуха с положительным давлением к верхней пресс-форме для освобождения листа стекла на нижнюю пресс-форму, которую затем перемещают из установки формования для выдачи прессованного листа стекла, который, как описано, перемещают в установку 78 охлаждения, содержащую верхнюю и нижнюю охлаждающие головки 80 и 82, что обеспечивает охлаждение листа стекла для термического упрочнения и закаливания.
[0036] Управляющее устройство 84, показанное на фигуре 1, имеет жгут управляющих соединений 86 с приводимыми в действие компонентами, описанными выше, для приведения в действие системы и установки формования, для обеспечения приведения в действие роликового конвейера 26, верхней пресс-формы 38, источника 50 вакуума, массива 54 струй поднимающего газа, нижней пресс-формы 66, пресс-формы 72 выдачи и установки 78 охлаждения для обеспечения прессового формования листа стекла и его выдачи.
[0037] Со ссылкой на блок-схему на фигуре 8, процесс прессового формования начинают нагревом 88 листа G стекла в печи и его последующей подачей 90 после нагрева в установку формования для начала процесса прессового формования. Затем перемещение вниз верхней пресс-формы, как показано на этапе 92, и прием ею листа G стекла для поддержки струями поднимающего газа продолжают перемещением 94 вверх верхней пресс-формы для поддержки промежуточной части листа стекла для ограниченной протяженности, как описано, продолжают перемещением 96 нижней пресс-формы ниже верхней пресс-формы и листа стекла при подготовке к прессовому формованию. Перемещением вниз верхней пресс-формы, показанным этапом 98, начинают прессовое формование листа стекла с помощью нижней пресс-формой, как только вакуум подают к верхней пресс-форме, как описано ранее, для обеспечения прессового формования в поперечных направлениях с оптическими характеристиками, которые являются улучшенными посредством изначально ограниченного контакта листа стекла и ограниченной поперечной кривизны, перед изначальным подъемом стекла от конвейера. Соответственно, этап 100 перемещения вверх верхней пресс-формы и перемещения нижней пресс-формы из-под верхней пресс-формы продолжают перемещением 102 пресс-формы выдачи ниже верхней пресс-формы для приема прессованного листа и дальнейшего перемещения пресс-формы выдачи из установки прессового формования для выдачи.
[0038] В предпочтительном осуществлении процесса прессового формования, описанного выше, приведение в действие массива 54 струй поднимающего газа, подающего направленные вверх струи 58 поднимающего газа, показанное на фигуре 2, прекращают перед завершением прессового формования листа стекла между верхней и нижней пресс-формами, и более предпочтительно, прекращают, как только перемещением вниз верхней пресс-формы 38 с листом стекла, поддерживаемым на ней, начинают прессовое формование листа стекла между верхней и нижней пресс-формами 38 и 66, как описано ранее.
[0039] Со ссылкой на фигуру 7, раскрытый массив 54 струй поднимающего газа содержит пару концевых частей 104, которые находятся на одной линии с концевыми частями 60 листа стекла для изначального их подъема и поддержки, при этом массив струй поднимающего газа также содержит центральную часть 108, имеющую пару отводов 110 для обеспечения поддержки и подъема промежуточной части листа стекла, как описано выше. Газ, подаваемый под давлением, который нагревается во время его течения внутри, а затем через нагреваемый путь в нагревательной камере, питает трубопроводы 112, которые подают газ, подаваемый под давлением, к концевым частям 104, и трубопроводы 114, которые подают газ, подаваемый под давлением, к центральной части 108 в оба ее отвода 110. Устройство управления, в целом обозначенное позицией 116, содержит клапаны 118, которые регулируемо управляют давлением, подаваемым к трубопроводам 112, питающим концевые части 104, и при этом устройство 116 управления также содержит клапаны 120, которые регулируемо управляют давлением газа, подаваемым трубопроводами 114 к отводам 110 центральной части 108. Конечно, клапанное управление и устройство управления для питания концевых частей 104 массива газа и центральной части 108 также могут быть сконструированы способами, отличающимися от конкретного способа, показанного для регулируемого управления величиной подъема и поддержки на концевых частях и промежуточной части листа стекла. Это действие имеет место во время этапа перемещения вниз верхней пресс-формы, обозначенного позицией 92 на фигуре 8, и во время перемещения вверх верхней пресс-формы, показанного на этапе 94, а также во время перемещения нижней пресс-формы под верхней пресс-формой, как показано этапом 96, и посредством перемещения вниз верхней пресс-формы для начала прессового формования, показанного этапом 98. Более конкретно, зачастую давление газа, подаваемое к концевым частям 60 листа стекла будет меньшим, чем подаваемое к его промежуточной части, при этом давление, подаваемое на концевые части будет в норме находиться в пределах от примерно 50% до примерно 75% давления газа, подаваемого к промежуточной части для многих процессов прессового формования на обычных стеклах с поперечной кривизной.
[0040] Со ссылкой на фигуру 9, альтернативный вариант осуществления установки формования имеет пару позиционеров 122, которые выполнены с возможностью перемещения в положения блокировки, обозначенные сплошной линией, ниже верхней пресс-формы 38, перед приведением в действие массива струй поднимающего газа, как описано ранее, для ограничения перемещения вверх концевых частей 60 листа G стекла в направлении направленной вниз поверхности 40 верхней пресс-формы. Позиционеры 122 таким образом действуют для ограничения протяженности промежуточной части 64 листа стекла, которая контактирует с направленной вниз поверхностью 40 верхней пресс-формы 38 сразу после начального подъема с роликового конвейера, как описано выше, и сразу после перемещения вверх при подготовке к прессовому формованию. Пару позиционеров 122 в дальнейшем перемещают из их положения блокировки в положения разблокировки, показанное штрихпунктирной линией, для выполнения последующего прессового формования листа стекла между верхней пресс-формой 38 и нижней пресс-формой 66, как описано ранее.
[0041] Как раскрыто, блокирующие элементы 122 имеют шарнирные соединения 124 с верхней пресс-формой 38 и, более конкретно, как показано на фигуре 10, каждый имеет позиционирующую часть 126 с противоположными концами, поддерживаемыми стойками 128, которые соединены с верхней пресс-формой шарнирными соединениями 124. Приводы 130 проходят между верхней пресс-формой 38 и позиционирующими стойками 128 и под управлением управляющего устройства 84 обеспечивают перемещение между положениями блокировки и разблокировки, как описано ранее.
[0042] Все ранее упомянутые патенты принадлежат заявителю настоящей заявки и включены в данное описание в качестве ссылки.
[0043] В то время как примерные варианты осуществления описаны выше, не предполагается, что эти варианты осуществления описывают все возможные формы изобретения. Наоборот, слова, используемые в описании, являются словами описания, а не ограничения, и следует понимать, что различные изменения могут быть сделаны без отступления от сущности и объема настоящего изобретения. Кроме того, особенности различных исполнений вариантов осуществления могут быть объединены, чтобы сформировать дополнительные варианты осуществления изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Челночная система вакуумной формы для формования горячего листа стекла и трехступенчатая станция формования для формования горячего листа стекла (варианты) | 2020 |
|
RU2799352C1 |
| Челночная система позиционирования формы для системы формирования листов стекла | 2016 |
|
RU2729662C2 |
| ТРЕХСТАДИЙНОЕ ФОРМОВАНИЕ ЛИСТА СТЕКЛА С ПОПЕРЕЧНОЙ КРИВИЗНОЙ | 2015 |
|
RU2680547C2 |
| Система формования листов стекла | 2015 |
|
RU2706278C1 |
| СПОСОБ, СТАНЦИЯ И СИСТЕМА ДЛЯ ПРЕССОВОГО ФОРМОВАНИЯ ЛИСТОВ СТЕКЛА | 2011 |
|
RU2565704C2 |
| Способ и устройство для позиционирования листов стекла с целью формования | 2012 |
|
RU2613657C2 |
| Устройство и способ формования листов стекла | 2016 |
|
RU2719872C2 |
| Подъемное устройство для системы обработки стекла | 2016 |
|
RU2730155C2 |
| ПРИСПОСОБЛЕНИЕ С ШАРНИРНОЙ ФОРМОЙ ДЛЯ СИСТЕМЫ ОБРАБОТКИ СТЕКЛА | 2021 |
|
RU2839106C1 |
| Система обработки листов стекла, имеющая охлаждение концов роликов конвейера | 2016 |
|
RU2695914C1 |
Изобретение относится к формованию горячего листа стекла с поперечной кривизной. Установка формования горячего листа стекла содержит корпус, имеющий нагревательную камеру, верхнюю пресс-форму, нижнюю пресс-форму, источник вакуума, массив струй поднимающего газа, пресс-форму выдачи. Массив струй расположен ниже плоскости подачи листа стекла и предназначен для подачи направленных вверх струй поднимающего газа, которые обеспечивают одиночный импульс для поднятия листа стекла вверх от роликового конвейера к верхней пресс-форме в ее нижнем положении и контакт промежуточной части поднятого листа стекла с направленной вниз поверхностью верхней пресс-формы на менее чем 50% расстояния между дистальными концами концевых частей листа стекла. Технический результат – улучшение оптических характеристик промежуточной части стекла. 2 н. и 15 з.п. ф-лы, 10 ил.
1. Установка формования для формования горячего листа стекла,
имеющего пару расположенных на расстоянии концевых частей с дистальными концами, а также имеющего промежуточную часть, проходящую между его концевыми частями, при этом установка формования содержит:
корпус, имеющий нагревательную камеру;
роликовый конвейер для подачи горячего листа стекла в нагревательную камеру установки формования вдоль плоскости подачи;
верхнюю пресс-форму, расположенную внутри нагревательной камеры установки формования выше роликового конвейера и имеющую направленную вниз поверхность, которая имеет выгнутую вниз форму с кривизной в поперечных направлениях, и при этом верхняя пресс-форма выполнена с возможностью перемещения между верхним положением, расположенным на расстоянии выше роликового конвейера, и нижним положением, близлежащим к роликовому конвейеру;
источник вакуума для создания вакуума на направленной вниз поверхности верхней пресс-формы;
массив струй поднимающего газа, расположенный в установке формования ниже плоскости подачи листа стекла для подачи направленных вверх струй поднимающего газа, которые обеспечивают одиночный импульс для поднятия листа стекла вверх от роликового конвейера к верхней пресс-форме в ее нижнем положении и контакт промежуточной части поднятого листа стекла с направленной вниз поверхностью верхней пресс-формы на менее чем 50% расстояния между дистальными концами концевых частей листа стекла, после чего верхнюю пресс-форму и лист стекла перемещают вверх в верхнее положение верхней пресс-формы;
нижнюю пресс-форму, имеющую кольцеобразную форму, которая направлена вверх, с формой, вогнутой в поперечных направлениях, комплементарной с выгнутой вниз формой направленной вниз поверхности верхней пресс-формы, при этом нижняя пресс-форма выполнена с возможностью горизонтального перемещения внутри нагревательной камеры установки формования в месте выше роликового конвейера и ниже верхней пресс-формы в ее верхнем положении с листом стекла, поддерживаемым на верхней пресс-форме массивом струй поднимающего газа, после чего верхнюю пресс-форму перемещают вниз, и при этом источник вакуума приводят в действие для создания вакуума на направленной вниз поверхности верхней пресс-формы и прессуют лист стекла между верхней и нижней пресс-формами для создания кривизны листа стекла в поперечных направлениях, и затем верхнюю пресс-форму перемещают вверх в ее верхнее положение с прессованным листом стекла, поддерживаемым на верхней пресс-форме вакуумом, созданным на ее направленной вниз поверхности;
пресс-форму выдачи, которую затем перемещают под прессованный лист стекла на верхней пресс-форме в ее верхнем положении, после чего прекращают действие вакуума, создаваемого на верхней пресс-форме источником вакуума, для освобождения листа стекла с верхней пресс-формы на пресс-форму выдачи, которую затем перемещают из установки формования для выдачи прессованного листа стекла; и
управляющее устройство для приведения в действие роликового конвейера, верхней пресс-формы, источника вакуума, массива струй поднимающего газа, нижней пресс-формы и пресс-формы выдачи для обеспечения прессового формования листа стекла и его выдачи.
2. Установка формования по п. 1, где управляющее устройство прекращает работу массива струй поднимающего газа, подающего направленные вверх струи поднимающего газа, перед завершением прессового формования листа стекла между верхней и нижней пресс-формами.
3. Установка формования по п. 2, где управляющее устройство прекращает работу массива струй поднимающего газа, подающего направленные вверх струи поднимающего газа, как только перемещением вниз верхней пресс-формы с листом стекла, поддерживаемым на ней, начинается прессовое формование листа стекла между верхней и нижней пресс-формами.
4. Установка формования по п. 1, где массив струй поднимающего газа содержит пару концевых частей для поднятия концевых частей листа стекла и центральную часть для поднятия промежуточной части листа стекла, и при этом массив струй поднимающего газа также содержит устройство управления для управления давлением газа, подаваемого на концевые части и на центральную часть массива струй поднимающего газа.
5. Установка формования по п. 1, дополнительно содержащая пару позиционеров, выполненных с возможностью перемещения под управлением управляющего устройства в положения блокировки ниже верхней пресс-формы перед действием массива струй поднимающего газа для ограничения перемещения вверх концевых частей листа стекла в направлении направленной вниз поверхности верхней пресс-формы и, таким образом, ограничения степени контакта промежуточной части листа стекла с направленной вниз поверхностью верхней пресс-формы, и при этом управляющее устройство в дальнейшем перемещает пару позиционеров из их положений блокировки в положения разблокировки, делая возможным последующее прессовое формование листа стекла между верхней и нижней пресс-формами.
6. Установка формования по п. 4, где пара позиционеров имеет соответствующие шарнирные соединения, обеспечивающие их поддержку на верхней пресс-форме для их перемещения между положениями блокировки и разблокировки под управлением управляющего устройства.
7. Установка формования по п. 1, где выполнена с возможностью применения с системой, имеющей установку охлаждения, к которой пресс-форма выдачи перемещает прессованный лист стекла для охлаждения под управлением управляющего устройства.
8. Способ формования горячего листа стекла, имеющего пару расположенных на расстоянии концевых частей с дистальными концами и также имеющего промежуточную часть, проходящую между его концевыми частями, при этом способ включает:
подачу горячего листа стекла на конвейере в нагревательную камеру установки формования ниже верхней пресс-формы, которая расположена выше конвейера и имеет направленную вниз поверхность, которая имеет выгнутую вниз форму с кривизной в поперечных направлениях;
перемещение верхней пресс-формы вниз из верхнего положения в нижнее положение, близлежащее к листу стекла на конвейере, и приведение в действие массива струй поднимающего газа для подачи направленных вверх струй поднимающего газа в качестве одиночного импульса для поднятия листа стекла от конвейера и создания контакта промежуточной части листа стекла с направленной вниз поверхностью верхней пресс-формы на менее чем 50% расстояния между дистальными концами концевых частей листа стекла, и затем перемещение верхней пресс-формы и листа стекла вверх в верхнее положение верхней пресс-формы;
последующее перемещение нижней пресс-формы, имеющей кольцеобразную форму, которая направлена вверх, с формой, вогнутой в поперечных направлениях, комплементарной с выгнутой вниз формой направленной вниз поверхности верхней пресс-формы, горизонтально внутри нагревательной камеры в место выше конвейера и ниже верхней пресс-формы в ее верхнем положении с листом стекла, поддерживаемым на верхней пресс-форме, и последующее перемещение верхней пресс-формы вниз, и создание вакуума на направленной вниз поверхности верхней пресс-формы для прессового формования листа стекла между верхней и нижней пресс-формами и создание кривизны листа стекла в поперечных направлениях, после чего верхнюю пресс-форму перемещают вверх в ее верхнее положение с прессованным листом стекла, поддерживаемым на верхней пресс-форме вакуумом, созданным на ее направленной вниз поверхности; и
затем перемещение пресс-формы выдачи под прессованный лист стекла на верхней пресс-форме в ее верхнем положении, после чего прекращают действие вакуума, создаваемого на верхней пресс-форме, для освобождения листа стекла с верхней пресс-формы на пресс-форму выдачи, которую затем перемещают из установки формования для выдачи прессованного листа стекла.
9. Способ формования горячего листа стекла по п. 8, где действие массива струй поднимающего газа прекращают перед завершением прессового формования листа стекла между верхней и нижней пресс-формами.
10. Способ формования горячего листа стекла по п. 8, где действие массива струй поднимающего газа прекращают, как только перемещением вниз верхней пресс-формы с листом стекла, поддерживаемым на ней, начинают прессовое формование листа стекла между верхней и нижней пресс-формами.
11. Способ формования горячего листа стекла по п. 8, где давления газа соответственно подают к концевым частям и к промежуточной части листа стекла и управляют ими для ограничения степени контакта промежуточной части листа стекла с направленной вниз поверхностью верхней пресс-формы.
12. Способ формования горячего листа стекла по п. 11, где давление газа, подаваемое к концевым частям листа стекла меньше, чем подаваемое к промежуточной части листа стекла.
13. Способ формования горячего листа стекла по п. 12, где давление газа, подаваемое к концевым частям листа стекла составляет от 50 до 75% давления газа, подаваемого к промежуточной части листа стекла.
14. Способ формования горячего листа стекла по п. 8, где пару позиционеров перемещают в положения блокировки ниже верхней пресс-формы перед действием массива струй поднимающего газа для ограничения перемещения вверх концевых частей листа стекла в направлении направленной вниз поверхности верхней пресс-формы и, таким образом, ограничивают степень изначального контакта промежуточной части листа стекла с направленной вниз поверхностью верхней пресс-формы, и пару позиционеров в дальнейшем перемещают из их положений блокировки в положения разблокировки, делая возможным последующее прессовое формование листа стекла между верхней и нижней пресс-формами.
15. Способ формования горячего листа стекла по п. 14, где пару позиционеров перемещают между положениями блокировки и разблокировки вокруг их соответствующих шарнирных соединений на верхней пресс-форме.
16. Способ формования горячего листа стекла по п. 8, где прессованный лист стекла перемещают на пресс-форме выдачи из установки формования в установку охлаждения для охлаждения.
17. Способ формования горячего листа стекла по п. 8, где давления газа соответственно подают к концевым частям и к промежуточной части листа стекла и управляют ими для ограничения степени контакта промежуточной части листа стекла с направленной вниз поверхностью верхней пресс-формы, при этом давление газа, подаваемое к концевым частям листа стекла меньше, чем к промежуточной части листа стекла, при этом действие массива струй поднимающего газа прекращают, как только перемещением вниз верхней пресс-формы с листом стекла, поддерживаемым на ней, начинают прессовое формование листа стекла между верхней и нижней пресс-формами, и где после прессованный лист стекла перемещают на пресс-форме выдачи из установки формования в установку охлаждения для охлаждения.
| US 4661141 A1, 28.04.1987 | |||
| ПЕРЕМЕЩЕНИЕ СТЕКЛЯННЫХ ЛИСТОВ ПОДЪЕМНЫМ СТРУЙНЫМ СОПЛОМ И ПЕРЕКЛЮЧЕНИЕ ОПЕРАЦИЙ | 2005 |
|
RU2393123C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2081067C1 |
| WO 2000007948 A1, 17.02.2000 | |||
| US 4204854 A1, 27.05.1980. | |||

