ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет предварительной заявки на патент США №62/790 976, поданной 10 января 2019 г., содержание которой полностью включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к закалочной установке для закалки листов стекла.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0003] Формованные листы стекла могут быть закалены для улучшения их механических свойств. Такие формованные листы стекла могут использоваться в качестве боковых и задних стекол транспортных средств, а также в других применениях, например архитектурных применениях. Иллюстративный способ и устройство для закалки раскрыты в патенте США №8074473, содержание которого полностью включено в настоящее описание посредством ссылки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Согласно настоящему изобретению закалочная установка для закалки листов стекла может содержать главную закалочную станцию, имеющую верхнюю и нижнюю главные закалочные головки, первую нижнюю вспомогательную закалочную головку, расположенную ниже по потоку относительно главной закалочной станции, вторую нижнюю вспомогательную закалочную головку, расположенную ниже по потоку относительно первой нижней вспомогательной закалочной головки, и верхнюю вспомогательную закалочную систему, расположенную над первой и второй нижними вспомогательными закалочными головками. Закалочная установка может дополнительно содержать конвейер, расположенный над второй нижней вспомогательной закалочной головкой, закалочное кольцо для приема листов стекла и привод, выполненный с возможностью размещения закалочного кольца между верхней и нижней закалочными головками главной закалочной станции и перемещения закалочного кольца в положение над первой нижней вспомогательной закалочной головкой. Главная закалочная станция может использоваться для охлаждения листа стекла, когда лист стекла расположен на закалочном кольце и находится между верхней и нижней главными закалочными головками. Затем привод может использоваться для перемещения закалочного кольца в положение над первой нижней вспомогательной закалочной головкой так, чтобы дальнейшее охлаждение листа стекла могло происходить между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой. Закалочная установка может использоваться для размещения листа стекла над второй нижней вспомогательной закалочной головкой так, чтобы дальнейшее охлаждение листа стекла могло происходить между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой. Конвейер может использоваться затем для перемещения листа стекла от второй нижней вспомогательной закалочной головки. Кроме того, по меньшей мере одно из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы может быть выполнено с возможностью перемещения в боковом направлении к главной закалочной станции и от нее на основании размера листа стекла или размера главных закалочных головок, чтобы способствовать охлаждению листа стекла ниже по потоку относительно главной закалочной станции.
[0005] Согласно настоящему изобретению способ закалки формованных листов стекла в закалочной установке может включать перемещение закалочного кольца в гибочную станцию для приема нагретого и формованного листа стекла, перемещение листа стекла на закалочном кольце из гибочной станции в главную закалочную станцию так, чтобы лист стекла был расположен между верхней и нижней главными закалочными головками главной закалочной станции, и подачу охлаждающей текучей среды через верхнюю и нижнюю главные закалочные головки для охлаждения листа стекла. Способ может дополнительно включать перемещение листа стекла на закалочном кольце в положение между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, при этом первая нижняя вспомогательная закалочная головка находится ниже по потоку относительно главной закалочной станции, и подачу охлаждающей текучей среды через первую нижнюю вспомогательную закалочную головку и верхнюю вспомогательную закалочную систему для дальнейшего охлаждения листа стекла. Кроме того, способ может включать перемещение листа стекла в положение между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, при этом вторая нижняя вспомогательная закалочная головка находится ниже по потоку относительно первой нижней вспомогательной закалочной головки, и подачу охлаждающей текучей среды через вторую нижнюю вспомогательную закалочную головку и верхнюю вспомогательную закалочную систему для дальнейшего охлаждения листа стекла. Способ также может включать перемещение листа стекла от второй нижней вспомогательной закалочной головки посредством передаточного конвейера. Кроме того, по меньшей мере одно из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы может быть выполнено с возможностью перемещения в боковом направлении к главной закалочной станции и от нее на основании размера листа стекла или размера главных закалочных головок, чтобы способствовать охлаждению листа стекла ниже по потоку относительно главной закалочной станции.
[0006] Хотя изображены и раскрыты иллюстративные варианты осуществления, такое раскрытие не должно быть истолковано как ограничивающее формулу изобретения. Предполагается, что различные модификации и альтернативные конструкции могут быть выполнены без отступления от объема настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
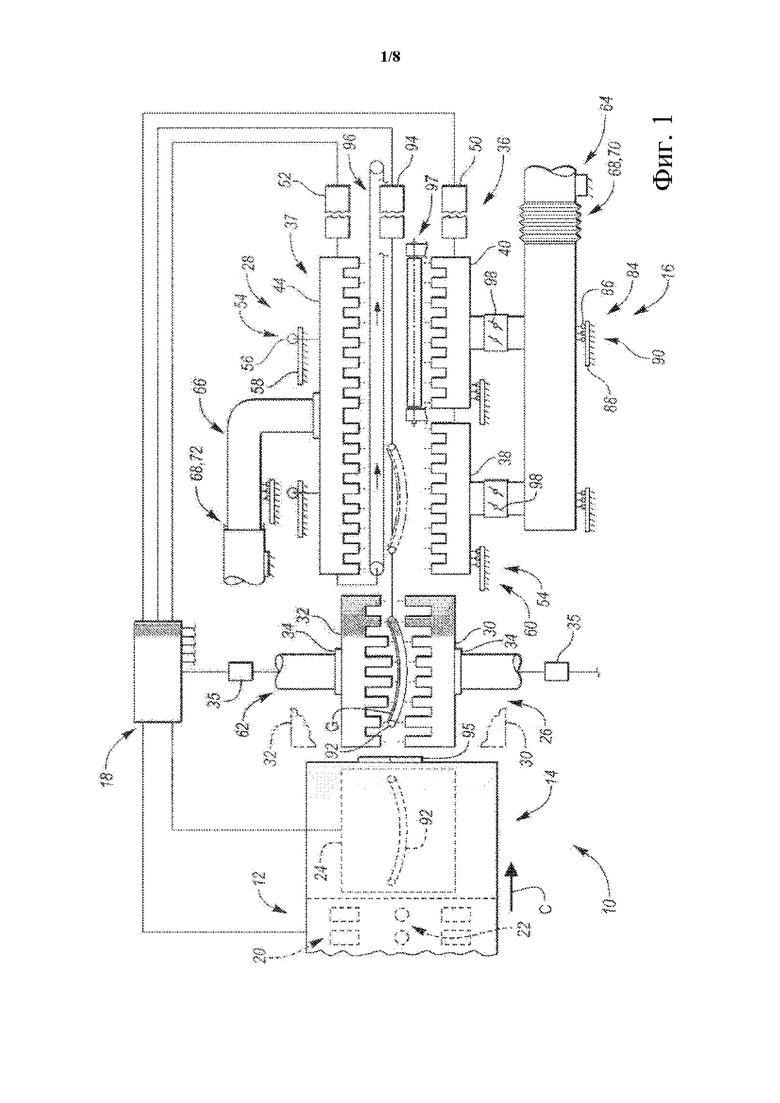
[0007] На фиг. 1 представлен схематический вид системы обработки стекла, содержащей нагревательную станцию для нагревания листов стекла, гибочную станцию для гибки листов стекла и закалочную установку согласно настоящему изобретению для закалки нагретых и формованных листов стекла, при этом закалочная установка содержит главную закалочную станцию и вспомогательную закалочную станцию, находящуюся ниже по потоку относительно главной закалочной станции в направлении транспортировки листов стекла, и при этом главная закалочная станция показана с верхней и нижней главными закалочными головками первого размера;
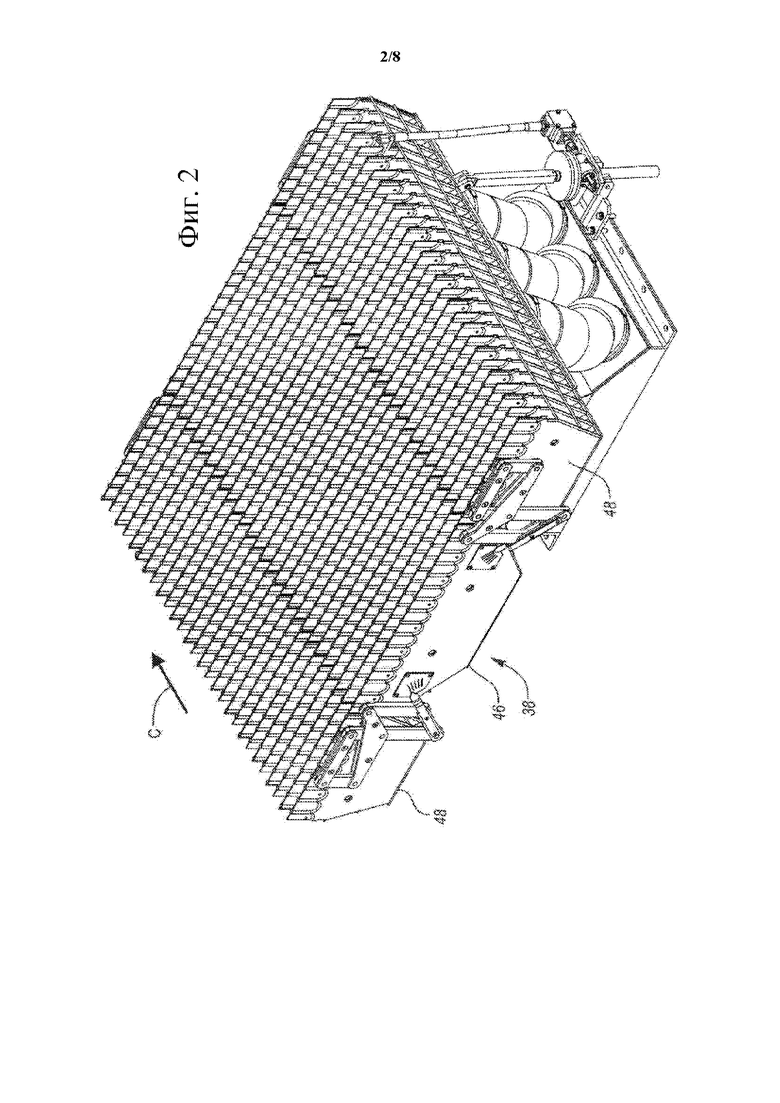
[0008] на фиг. 2 представлен вид в перспективе первой нижней вспомогательной закалочной головки вспомогательной закалочной станции, при этом первая нижняя вспомогательная закалочная головка содержит корпус первой нижней вспомогательной закалочной головки и два крыла, расположенные на противоположных сторонах корпуса первой нижней вспомогательной закалочной головки;
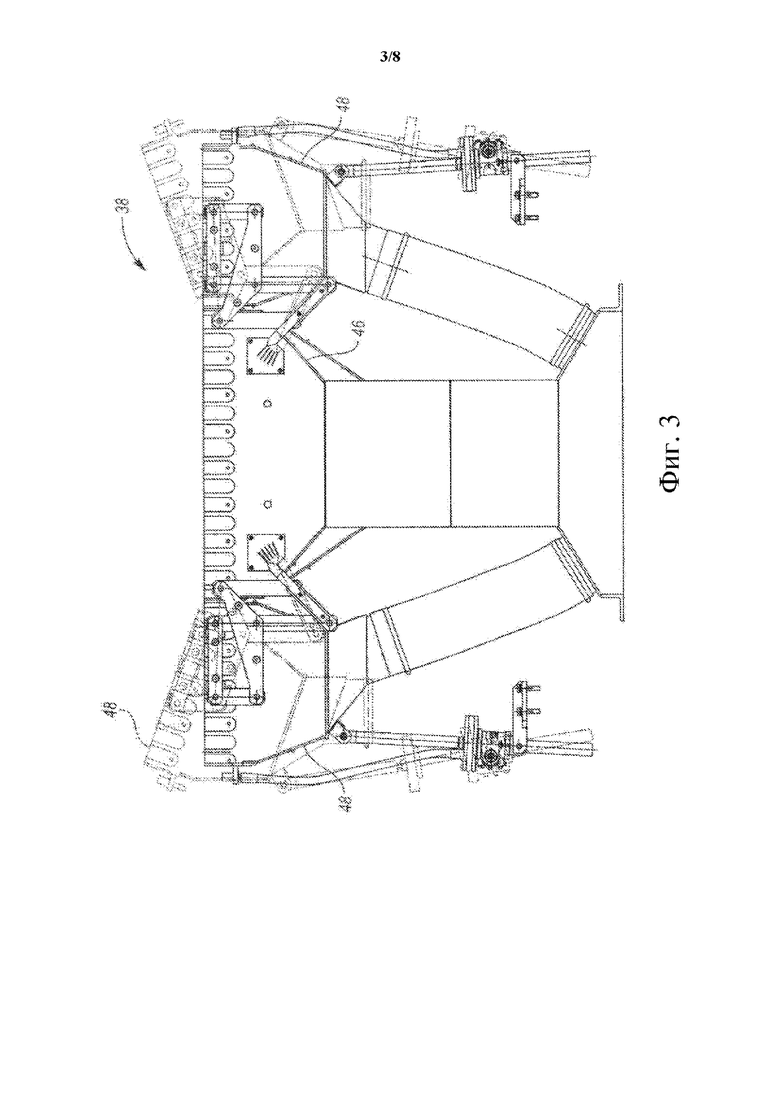
[0009] на фиг. 3 представлен вид в вертикальном разрезе первой нижней вспомогательной закалочной головки, показанной на фиг. 2, при этом каждое крыло может перемещаться из плоского положения, показанного сплошными линиями, в поднятое положение, показанное пунктирными линиями;
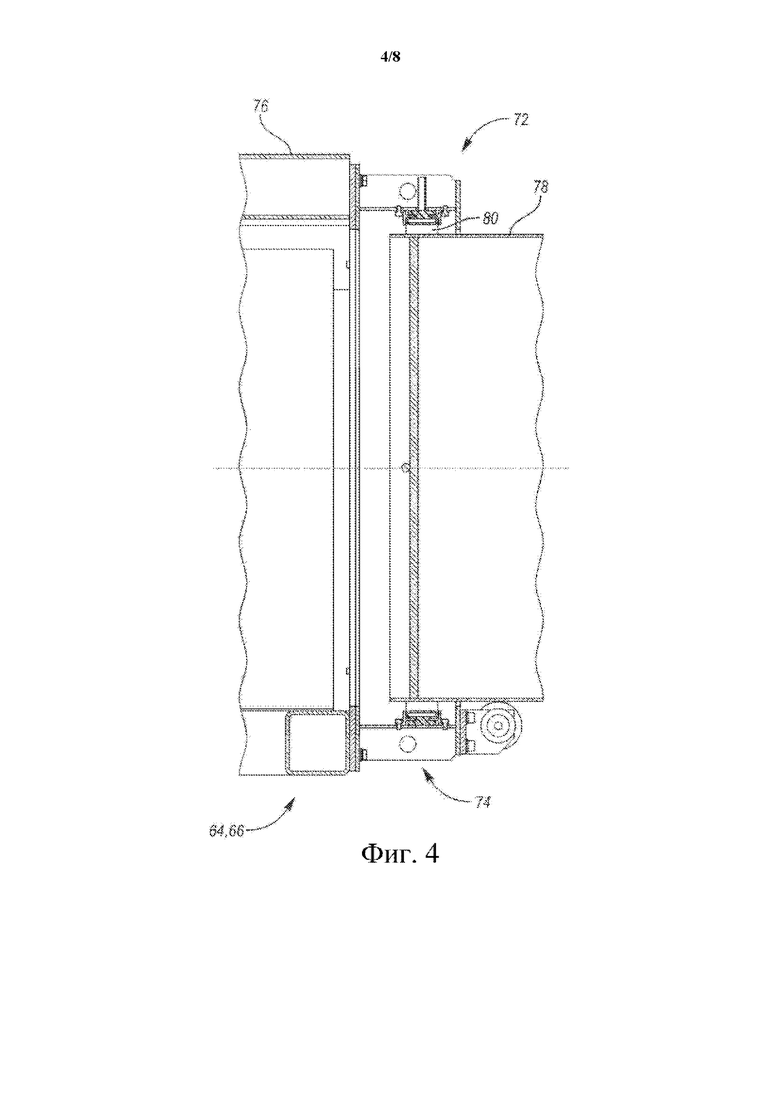
[0010] на фиг. 4 представлен вид в поперечном разрезе части системы подачи текучей среды закалочной установки, содержащей подвижную телескопическую часть;
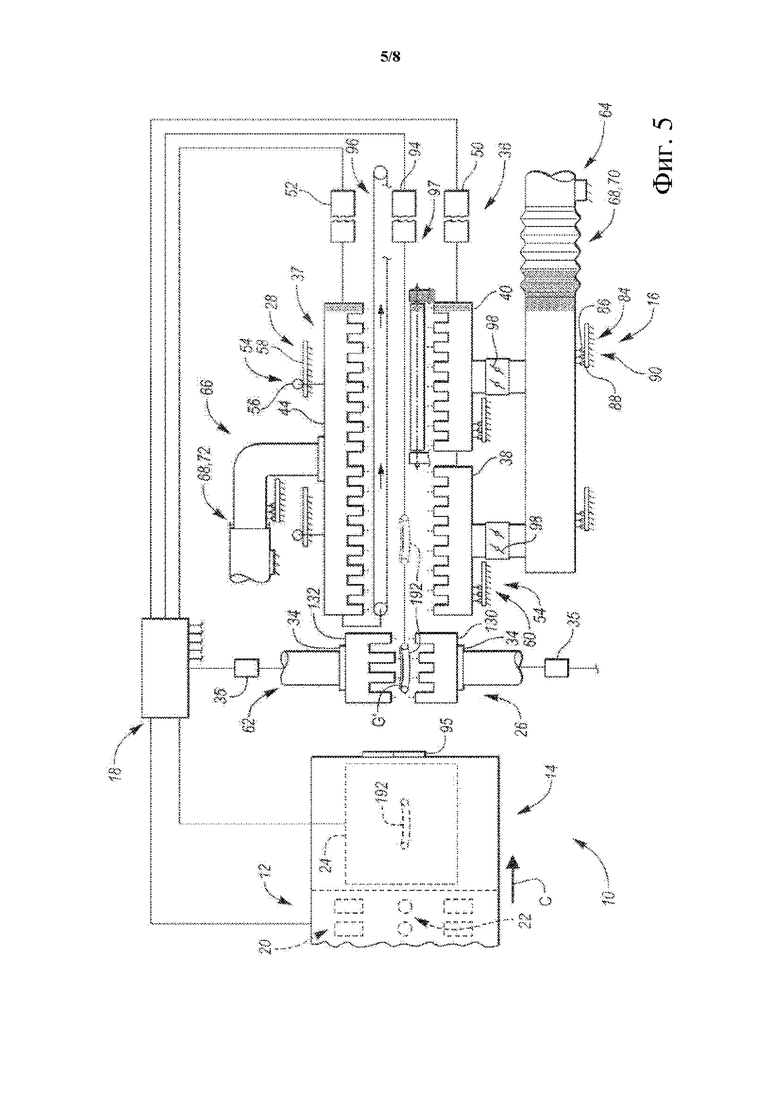
[0011] на фиг. 5 представлен схематический вид системы обработки стекла, показанной на фиг. 1, но с главной закалочной станцией, содержащей верхнюю и нижнюю главные закалочные головки второго размера, который меньше первого размера, для закалки листов стекла, имеющих размерность в направлении транспортировки, которая меньше соответствующей размерности листов стекла, закаливаемых главной закалочной станцией, показанной на фиг. 1, при этом вспомогательная закалочная станция показана перемещенной к гибочной станции для компенсации меньшего размера главных закалочных головок;
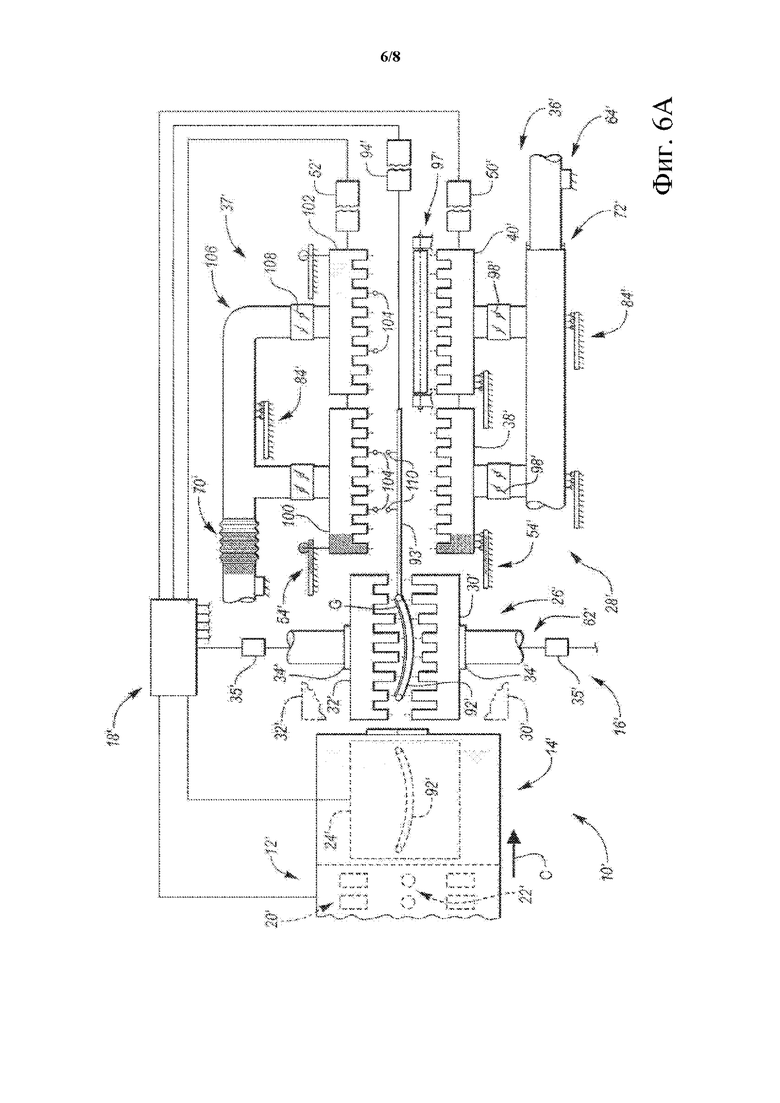
[0012] на фиг. 6А представлен схематический вид системы обработки стекла, содержащей нагревательную станцию для нагревания листов стекла, гибочную станцию для гибки листов стекла и второй вариант осуществления закалочной установки согласно настоящему изобретению для закалки нагретых и формованных листов стекла, при этом закалочная установка содержит главную закалочную станцию и вспомогательную закалочную станцию, находящуюся ниже по потоку относительно главной закалочной станции в направлении транспортировки листов стекла, и при этом главная закалочная станция показана с верхней и нижней главными закалочными головками первого размера;
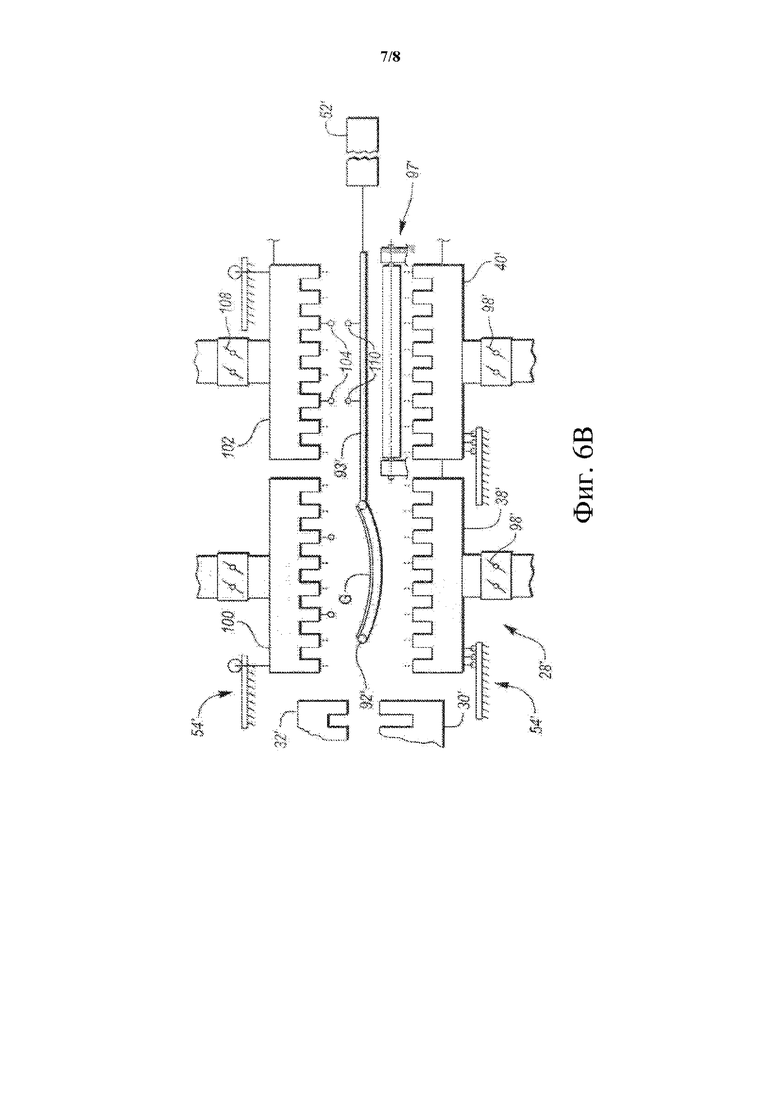
[0013] на фиг. 6В представлена увеличенная часть системы обработки стекла, показанной на фиг. 6А, на которой показаны закалочное кольцо и соответствующий закалочный челнок, смещенные вниз по потоку по сравнению с положениями этих компонентов, показанными на фиг. 6А; и
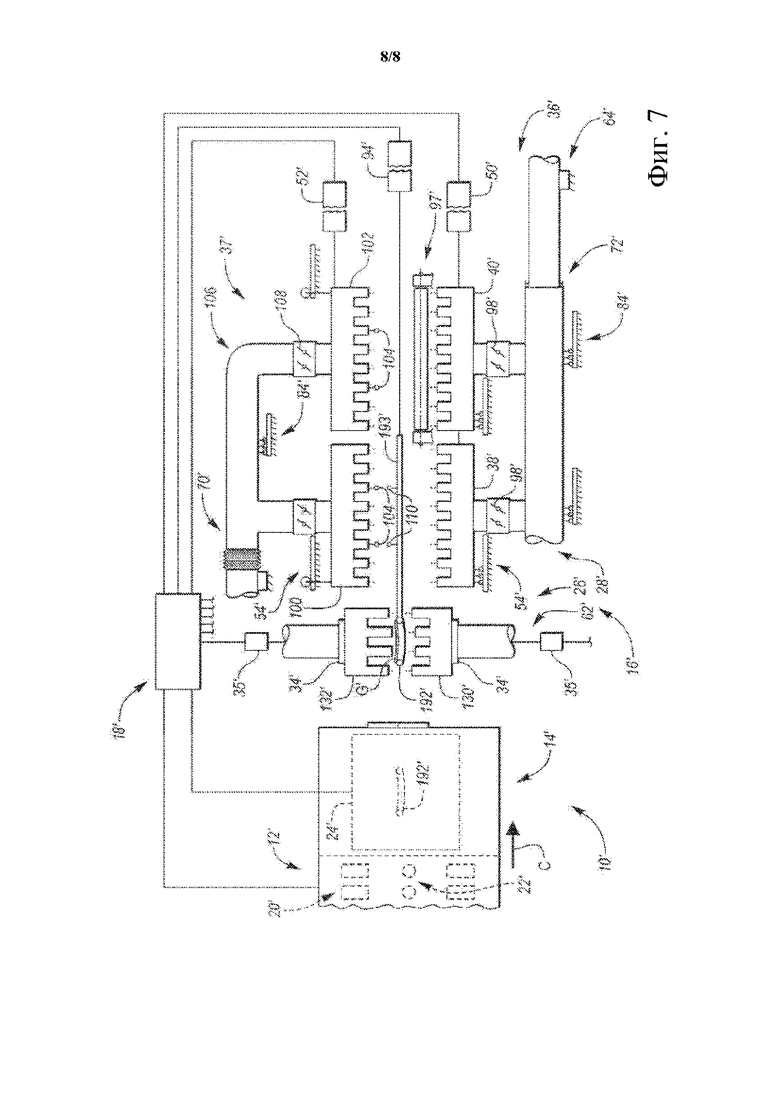
[0014] на фиг. 7 представлен схематический вид системы обработки стекла, показанной на фиг. 6А, но с главной закалочной станцией, содержащей верхнюю и нижнюю главные закалочные головки второго размера, который меньше первого размера, для закалки листов стекла, имеющих размерность в направлении транспортировки, которая меньше соответствующей размерности листов стекла, закаливаемых главной закалочной станцией, показанной на фиг. 6А, при этом вспомогательная закалочная станция показана перемещенной к гибочной станции для компенсации меньшего размера главных закалочных головок;
ПОДРОБНОЕ ОПИСАНИЕ
[0015] Согласно требованиям в данном документе раскрыты подробные варианты осуществления; однако следует понимать, что раскрытые варианты осуществления являются всего лишь иллюстративными и что могут применяться различные альтернативные формы. Фигуры не обязательно приведены в масштабе; некоторые признаки могут быть увеличены или уменьшены, чтобы показать подробности конкретных компонентов. Следовательно, конкретные структурные и функциональные подробности, раскрытые в данном документе, не следует интерпретировать как ограничивающие, но всего лишь как представляющую основу для ознакомления с ними специалиста в данной области техники.
[0016] При изготовлении изделия из листа стекла, такого как стеклянная зеркальная панель для применения для сбора солнечной энергии, заднее стекло транспортного средства, боковое стекло, или любого другого подходящего изделия, может быть желательно закаливать нагретые листы стекла для улучшения механических свойств. Например, листы стекла могут быть закалены для обеспечения закаливания или упрочнения. В настоящем изобретении предоставлены способы и устройства для эффективной закалки листов стекла с целью улучшения обработки стекла.
[0017] Если обратиться к фиг. 1, показана система 10 обработки стекла для обработки листов стекла G. Система 10 содержит нагревательное устройство или станцию, такую как печь 12, для нагревания листов стекла G; формовочную или гибочную станцию 14 для формования или гибки каждого листа стекла G в желаемую форму; охлаждающую установку, такую как закалочная система или установка 16, выполненную с возможностью охлаждения каждого листа стекла G; и систему 18 управления для управления работой печи 12, гибочной станции 14 и закалочной установки 16.
[0018] Печь 12 может иметь любую подходящую конфигурацию для нагревания листов стекла G. Например, печь 12 может содержать любые подходящие нагревательные элементы 20, расположенные над и/или под конвейером 22 (например, роликовой конвейерной системой), который может использоваться для транспортировки листов стекла G в направлении транспортировки С через печь 12. В качестве более подробного примера, нагревательные элементы 20 могут включать нагревательные элементы для нагревания излучением, такие как электрические нагреватели, и/или конвективные нагревательные элементы, такие как устройства распределения горячего газа или горячего воздуха.
[0019] Аналогичным образом гибочная станция 14 может иметь любую подходящую конфигурацию для формования или гибки каждого листа стекла G с приданием ему определенной формы. Например, гибочная станция 14 может иметь конвейер (не показан), который может представлять собой отдельную конвейерную систему или часть конвейера 22, для приема нагретого листа стекла G; и гибочное устройство 24, показанное схематически на фиг. 1, для гибки листа стекла G. Гибочное устройство 24 может содержать одну или несколько подходящих форм, таких как верхняя пресс-форма и нижнее периферийное прижимное кольцо. Гибочное устройство 24 может дополнительно содержать один или несколько приводов для вертикального перемещения пресс-формы относительно прижимного кольца и/или для вертикального перемещения прижимного кольца относительно пресс-формы, когда пресс-форму и прижимное кольцо выравнивают друг с другом. С помощью такой конфигурации лист стекла G можно сгибать посредством сжатия, например, между искривленной поверхностью верхней пресс-формы и прижимного кольца. Дополнительные подробности примерных формовочных или гибочных станций раскрыты в патентах США №4282026, 4661141, 7958750, 8132428 и 9452948, содержание которых полностью включено в настоящую заявку посредством ссылки.
[0020] Закалочная установка 16 выполнена с возможностью приема каждого листа стекла G с гибочной станции 14 и закаливания каждого листа стекла G для термического упрочнения или закаливания или, например, с возможностью простого охлаждения каждого листа стекла G. В варианте осуществления, показанном на фиг.1, закалочная установка 16 содержит основную или главную закалочную станцию 26 и вспомогательную закалочную станцию 28, которая находится ниже по потоку относительно главной закалочной станции 26 в направлении транспортировки С.
[0021] Главная закалочная станция 26 содержит нижнюю и верхнюю главные закалочные головки 30 и 32 соответственно, установленные на креплениях 34 для закалочных головок, подвижно прикрепленных к опорной конструкции, так что главные закалочные головки 30, 32 могут перемещаться между закрытым положением, показанным сплошными линиями, и открытым положением, частично изображенным пунктирными линиями. Например, каждая главная закалочная головка 30, 32 может быть соединена с приводом 35 для перемещения главной закалочной головки 30, 32 к другой главной закалочной головке 30, 32 и от нее. Кроме того, в изображенном варианте осуществления каждая главная закалочная головка 30, 32 имеет такую же общую форму, что и каждый лист стекла G, подлежащий закалке, и каждая главная закалочная головка 30, 32 имеет несколько выпускных отверстий для подачи охлаждающей текучей среды на лист стекла G.
[0022] Вспомогательная закалочная станция 28 содержит нижнюю и верхнюю вспомогательные закалочные системы 36 и 37 соответственно. Нижняя вспомогательная закалочная система 36 содержит первую нижнюю вспомогательную закалочную головку 38, такую как первая нижняя обдувающая головка, расположенную ниже по потоку относительно главной закалочной станции 26 в направлении транспортировки С, и вторую нижнюю вспомогательную закалочную головку 40, такую как вторая нижняя обдувающая головка, расположенную ниже по потоку относительно первой нижней вспомогательной закалочной головки 38 в направлении транспортировки С. Верхняя вспомогательная закалочная система 37 расположена над первой и второй нижними вспомогательными закалочными головками 38 и 40 соответственно, и верхняя вспомогательная закалочная система 37 выполнена с возможностью взаимодействия с нижними вспомогательными закалочными головками 38 и 40 для дальнейшего охлаждения каждого листа стекла G. В варианте осуществления, показанном на фиг. 1, верхняя вспомогательная закалочная система 37 содержит одну верхнюю вспомогательную закалочную головку 44, проходящую над нижними вспомогательными закалочными головками 38, 40, и каждая вспомогательная закалочная головка 38, 40, 44 имеет несколько выпускных отверстий для подачи охлаждающей текучей среды на каждый лист стекла G. Кроме того, каждая вспомогательная закалочная головка 38, 40, 44 может иметь в общем плоскую закалочную поверхность, обращенную к листу стекла G, подлежащему закалке, и верхняя вспомогательная закалочная головка 44 может отстоять от нижних вспомогательных закалочных головок 38 и 40 приблизительно на 19 23 см (например, 21,6 см). В качестве другого примера, одна или несколько вспомогательных закалочных головок 38, 40, 44 могут иметь искривленную закалочную поверхность, имеющую такую же общую форму, что и лист стекла G, подлежащий закалке.
[0023] Если обратиться к фиг. 2 и 3, одна или несколько вспомогательных закалочных головок 38, 40, 44 могут содержать подвижные крылья для изменения формы соответствующей закалочной поверхности. В варианте осуществления, показанном на фиг. 2 и 3, первая нижняя вспомогательная закалочная головка 38 содержит корпус 46 первой нижней вспомогательной закалочной головки и подвижные крылья 48, прикрепленные с возможностью поворота к противоположным сторонам корпуса 46 первой нижней вспомогательной закалочной головки и проходящие в направлении транспортировки С.Если обратиться к фиг. 3, каждое крыло 48 может поворачиваться вокруг оси, проходящей в направлении транспортировки С, из плоского положения, показанного сплошными линиями, в поднятое положение, показанное пунктирными линиями, для изменения формы закалочной поверхности первой нижней вспомогательной закалочной головки 38 в направлении, перпендикулярном направлению транспортировки С.Например, когда каждое крыло 48 находится в поднятом положении, первая нижняя вспомогательная закалочная головка 38 может иметь плоскую основную часть и наклонные боковые части. Вторая нижняя вспомогательная закалочная головка 40 и/или верхняя вспомогательная закалочная головка 44 могут аналогичным образом иметь схожую конфигурацию.
[0024] Если вернуться к фиг. 1, по меньшей мере одно из первой нижней вспомогательной закалочной головки 38, второй нижней вспомогательной закалочной головки 40 или верхней вспомогательной закалочной системы 37 (например, верхней вспомогательной закалочной головки 44) может быть выполнено с возможностью перемещения в боковом направлении к главной закалочной станции 26 и от нее на основании размера листов стекла G, подлежащих закалке, и/или размера главных закалочных головок 30 и 32, чтобы способствовать охлаждению листов стекла G ниже по потоку относительно главной закалочной станции 26. В изображенном варианте осуществления все вспомогательные закалочные головки 38, 40 и 44 подвижно установлены на одной или нескольких опорных конструкциях так, чтобы вспомогательные закалочные головки 30, 40 и 44 могли перемещаться к главной закалочной станции 26 и от нее. Например, нижние вспомогательные закалочные головки 38 и 40 могут быть неподвижно соединены друг с другом и с приводом 50 для перемещения обеих нижних вспомогательных закалочных головок 38 и 40 вместе относительно опорной конструкции к главной закалочной станции 26 и от нее. Кроме того, верхняя вспомогательная закалочная головка 44 может быть соединена с приводом 52 для перемещения верхней вспомогательной закалочной головки 44 относительно опорной конструкции к главной закалочной станции 26 и от нее. В другом варианте осуществления один или несколько приводов могут использоваться для перемещения вспомогательных закалочных головок 38, 40 и 44 вместе в качестве одного узла.
[0025] Закалочная установка 16 дополнительно содержит одну или несколько систем, способствующих перемещению, таких как системы скольжения на подшипниках или системы роликов, для перемещения по меньшей мере одного из первой нижней вспомогательной закалочной головки 38, второй нижней вспомогательной закалочной головки 40 или верхней вспомогательной закалочной системы 37 (например, верхней вспомогательной закалочной головки 44) в боковом направлении к главной закалочной станции 26 и от нее. В изображенном варианте осуществления закалочная установка 16 содержит одну или несколько систем 54 роликов для каждой из нижних вспомогательных закалочных головок 38, 40 и верхней вспомогательной закалочной головки 44 для обеспечения движения вспомогательных закалочных головок 38, 40, 44 к главной закалочной станции 26 и от нее. В качестве более конкретного примера каждая система 54 роликов может содержать один или несколько роликов 56, прикрепленных с возможностью вращения к вспомогательной закалочной головке 38, 40, 44, и соответствующую направляющую 58, такую как рельс или канавка, прикрепленную к неподвижной опорной конструкции 60 для направления движения роликов 56. В другом варианте осуществления каждая система 54 роликов может содержать один или несколько роликов, прикрепленных к опорной конструкции, и соответствующую направляющую, прикрепленную к вспомогательной закалочной головке 38, 40, 44 и выполненную с возможностью перемещения относительно роликов.
[0026] Кроме того, закалочная установка 16 содержит одну или несколько систем подачи текучей среды для подачи охлаждающей текучей среды, такой как воздух, на главную закалочную станцию 26 и вспомогательную закалочную станцию 28. В изображенном варианте осуществления закалочная установка 16 содержит главную систему 62 подачи текучей среды для подачи охлаждающей текучей среды на каждую из главных закалочных головок 30, 32, нижнюю вспомогательную систему 64 подачи текучей среды для подачи охлаждающей текучей среды на нижние вспомогательные закалочные головки 38 и 40, и верхнюю вспомогательную систему 66 подачи текучей среды для подачи охлаждающей текучей среды на верхнюю вспомогательную закалочную головку 44.
[0027] По меньшей мере одно из нижней вспомогательной системы 64 подачи текучей среды или верхней вспомогательной системы 66 подачи текучей среды может содержать подвижную часть 68, выполненную с возможностью регулировки конфигурации системы 64, 66 подачи текучей среды для компенсации движения соответствующей вспомогательной закалочной головки или головок 38, 40, 44. В изображенном варианте осуществления каждая из нижней вспомогательной системы 64 подачи текучей среды и верхней вспомогательной системы 66 подачи текучей среды содержит подвижную часть 68, выполненную с возможностью регулировки длины соответствующей вспомогательной системы 64, 66 подачи текучей среды для обеспечения движения нижних вспомогательных закалочных головок 38, 40 и верхней вспомогательной закалочной головки 44.
[0028] Каждая подвижная часть 68 может иметь любую подходящую конфигурацию, такую как сильфонная часть или телескопическая часть. В варианте осуществления, показанном на фиг. 1, нижняя вспомогательная система 64 подачи текучей среды содержит сильфонную часть 70, и верхняя вспомогательная система 66 подачи текучей среды содержит телескопическую часть 72. В другом варианте осуществления каждая из нижней вспомогательной системы 64 подачи текучей среды и верхней вспомогательной системы 66 подачи текучей среды может содержать или сильфонную часть 70, или телескопическую часть 72.
[0029] Пример телескопической части 72 более подробно показан на фиг. 4. В этом варианте осуществления телескопическая часть 72 содержит перекрывающую секцию 74, соединенную с первой секцией 76 (например, первой секцией трубопровода) конкретной вспомогательной системы 64, 66 подачи текучей среды, и перекрывающая секция 74 выполнена с возможностью перекрытия второй секции 78 (например, второй секции трубопровода) вспомогательной системы 64, 66 подачи текучей среды, имеющей меньший размер (например, диаметр или периметр), чем первая секция 76 вспомогательной системы 64, 66 подачи текучей среды. Телескопическая часть 72 также содержит пневматическое уплотнение 80, прикрепленное к перекрывающей секции 74. Пневматическое уплотнение 80 соединено с источником подачи текучей среды (не показан), который используется для надувания пневматического уплотнения 80, когда первая и вторая секции 76 и 78 соответственно вспомогательной системы 64, 66 подачи текучей среды находятся в желаемом положении относительно друг друга, и для выпуска газа из пневматического уплотнения 80 для того, чтобы позволить одной из секций 76, 78 перемещаться относительно другой секции 76, 78 для регулировки длины вспомогательной системы 64, 66 подачи текучей среды. В изображенном варианте осуществления вторая секция 78 вспомогательной системы 64, 66 подачи текучей среды телескопически размещается в первой секции 76 вспомогательной системы 64, 66 подачи текучей среды.
[0030] Если вернуться к фиг. 1, закалочная установка 16 может дополнительно содержать одну или несколько систем, способствующих перемещению, таких как системы скольжения на подшипниках или системы роликов, чтобы способствовать перемещению вспомогательных систем 64, 66 подачи текучей среды. В изображенном варианте осуществления закалочная установка 16 содержит систему 84 роликов для каждой из нижней вспомогательной системы 64 подачи текучей среды и верхней вспомогательной системы 66 подачи текучей среды для обеспечения перемещения вспомогательной системы 64, 66 подачи текучей среды. В качестве более конкретного примера каждая система 84 роликов может содержать один или несколько роликов 86, прикрепленных с возможностью вращения к секции (например, секции трубопровода) конкретной вспомогательной системы 64, 66 подачи текучей среды, и одну или несколько соответствующих направляющих 88, таких как рельсы, прикрепленных к неподвижной опорной конструкции 90 для направления движения роликов 86. В другом варианте осуществления каждая система 84 роликов может содержать один или несколько роликов, прикрепленных к опорной конструкции, и соответствующую направляющую, прикрепленную к секции (например, секции трубопровода) конкретной вспомогательной системы 64, 66 подачи текучей среды и выполненную с возможностью перемещения относительно роликов. Кроме того, часть каждой вспомогательной системы 64, 66 подачи текучей среды может быть выполнена с возможностью перемещения в зависимости от перемещения соответствующей вспомогательной закалочной головки 38, 40, 44. В другом варианте осуществления закалочная установка 16 может содержать один или несколько дополнительных приводов, выполненных с возможностью перемещения одной части каждой вспомогательной системы 64, 66 подачи текучей среды относительно другой части вспомогательной системы 64, 66 подачи текучей среды.
[0031] Закалочная установка 16 дополнительно содержит закалочное кольцо 92 для приема листов стекла G у гибочной станции 14 и привод 94, соединенный или иным образом связанный с закалочным кольцом 92 и выполненный с возможностью перемещения закалочного кольца 92 между гибочной станцией 14, главной закалочной станцией 26 и вспомогательной закалочной станцией 28. Например, привод 94 может быть соединен с челноком закалочного кольца, который поддерживает закалочное кольцо 92, и привод 94 может использоваться для размещения закалочного кольца 92 (положение, обозначенное штрихпунктирной линией) под пресс-формой гибочного устройства 24 для приема листа стекла G после операции гибки. Привод 94 затем может перемещать закалочное кольцо 92 с листом стекла G, опирающимся на него, через отверстие (которое на фиг. 1 показано закрытым дверцами 95) в стенке гибочной станции 14 и в положение между нижней и верхней главными закалочными головками 30 и 32 соответственно главной закалочной станции 26 для начальной операции закалки. Затем привод 94 может перемещать закалочное кольцо 92 с листом стекла G, опирающимся на него, в положение (показанное пунктирными линиями) над первой нижней вспомогательной закалочной головкой 38 так, чтобы дальнейшее охлаждение листа стекла G могло происходить между первой нижней вспомогательной закалочной головкой 38 и верхней вспомогательной закалочной системой 37 (например, верхней вспомогательной закалочной головкой 44).
[0032] Кроме того, закалочная установка 16 содержит верхний конвейер 96, расположенный между верхней вспомогательной закалочной головкой 44 и первой и второй нижними вспомогательными закалочными головками 38 и 40 соответственно, и нижний конвейер 97, расположенный над второй нижней вспомогательной закалочной головкой 40. Верхний конвейер 96 выполнен с возможностью перемещения листа стекла G из положения над первой нижней вспомогательной закалочной головкой 38 в положение над второй нижней вспомогательной закалочной головкой 40, как более подробно поясняется ниже, чтобы дальнейшее охлаждение листа стекла G могло происходить между второй нижней вспомогательной закалочной головкой 40 и верхней вспомогательной закалочной головкой 44. Затем нижний конвейер 97 используется для перемещения листа стекла G от второй нижней вспомогательной закалочной головки 40 для дальнейшего охлаждения или для того, чтобы лист стекла G можно было выгрузить с нижнего конвейера 97, например, для хранения или дальнейшей обработки.
[0033] В изображенном варианте осуществления верхний конвейер 96 представляет собой перфорированный ленточный конвейер, выполненный с возможностью перемещения листа стекла G в направлении транспортировки С, и верхний конвейер 96 прикреплен к верхней вспомогательной закалочной системе 37 (например, верхней вспомогательной закалочной головке 44) или иным образом опирается на нее. Кроме того, нижний конвейер 97 представляет собой роликовый конвейер, выполненный с возможностью перемещения листов стекла G в направлении, перпендикулярном направлению транспортировки С (например, в плоскость чертежа или из нее в варианте осуществления, показанном на фиг. 1), и нижний конвейер 97 прикреплен ко второй нижней вспомогательной закалочной головке 40 или иным образом опирается на нее. В другом варианте осуществления каждый из верхнего конвейера 96 и нижнего конвейера 97 могут представлять собой любую подходящую конвейерную систему (например, роликовый конвейер или ленточный конвейер). Кроме того, нижний конвейер 97 может быть выполнен с возможностью перемещения листов стекла G в любом подходящем направлении (например, в направлении, параллельном направлению транспортировки С).
[0034] Каждая из нижней и верхней вспомогательных закалочных систем 36 и 37 соответственно может содержать соответствующие вспомогательные закалочные головки, а также все связанные компоненты. Например, нижняя вспомогательная закалочная система 36 может содержать нижние вспомогательные закалочные головки 38 и 40, системы 54 роликов, нижнюю вспомогательную систему 64 подачи текучей среды, связанные системы 84 роликов и нижний конвейер 97. Аналогичным образом, верхняя вспомогательная закалочная система 37 может содержать верхнюю вспомогательную закалочную головку 44, связанные системы 54 роликов, верхнюю вспомогательную систему 66 подачи текучей среды, связанные системы 84 роликов и верхний конвейер 96.
[0035] Система 18 управления, упомянутая выше, может содержать группу соединений для соединения с различными компонентами системы 10 обработки стекла, такими как печь 12 (например, нагревательные элементы 20 и конвейер 22), гибочная станция 14 (например, гибочное устройство 24 и связанные приводы и челноки) и закалочная установка 16 (например, приводы 35, 50, 52 и 94, системы 62, 64 и 66 подачи текучей среды, конвейеры 96 и 97 и т.д.). Кроме того, система 18 управления может содержать любой подходящее аппаратное обеспечение и/или программное обеспечение для управления работой вышеуказанных компонентов с целью выполнения прессования и закалки каждого листа стекла G (например, для выполнения конкретных алгоритмов, представленных функциями, описанными в настоящем документе). Например, система 18 управления может содержать один или несколько процессоров, сообщающихся с одним или несколькими устройствами хранения или запоминающими устройствами, которые содержат машиночитаемые программные команды, исполняемые одним или несколькими процессорами, так что система 18 управления может управлять работой печи 12, гибочной станции 14, закалочной установки 16 и т.д. Система 18 управления может также или альтернативно содержать одну или несколько специализированных интегральных схем, программируемых вентильных матриц, программируемых логических устройств и/или цифровых сигнальных процессоров. Вместо соединений система 18 управления альтернативно может быть соединена с помощью беспроводной связи с одним или несколькими из вышеуказанных компонентов.
[0036] Далее будет более подробно описана работа системы 10 обработки стекла. Сначала, на основании размера каждого листа стекла G (например, высоты или размерности в направлении транспортировки С каждого листа стекла G), подлежащего закалке в закалочной установке 16, нижняя и верхняя главные закалочные головки 30 и 32 соответственно, имеющие соответствующие размеры, могут быть выбраны и установлены на креплениях 34 главной закалочной станции 26, показанной на фиг. 1. В этом отношении каждая из главных закалочных головок 30, 32 может иметь определенные размер и форму, соответствующие размеру и форме каждого листа стекла G, подлежащего закалке.
[0037] Во время установки главных закалочных головок 30, 32 вспомогательную закалочную станцию 28 можно переместить в сторону от главной закалочной станции 26. После того, как главные закалочные головки 30 и 32 установлены на креплениях 34, вспомогательную закалочную станцию 28 можно переместить к главной закалочной станции 26 так, чтобы первая нижняя вспомогательная закалочная головка 38 и верхняя вспомогательная закалочная головка 44 были расположены вблизи нижней главной закалочной головки 30 и верхней главной закалочной головки 32 соответственно (например, на расстоянии приблизительно 5 7,5 см от соответствующей главной закалочной головки 30, 32). Например, нижние вспомогательные закалочные головки 38 и 40 и верхнюю вспомогательную закалочную головку 44 можно переместить к главной закалочной станции 26 или в сторону от нее, используя приводы 50 и 52 и системы 54 роликов. Как было упомянуто выше, системы 64, 66 подачи текучей среды также могут быть выполнены так, чтобы способствовать такому перемещению. Например, подвижная часть 70, 72 каждой системы 64, 66 подачи текучей среды может позволить регулировать длину системы 64, 66 подачи текучей среды в зависимости от перемещения связанной вспомогательной закалочной головки 38, 40, 44, и системы 84 роликов могут содействовать перемещению одной секции конкретной системы 64, 66 подачи текучей среды относительно другой секции системы 64, 66 подачи текучей среды.
[0038] Обработка листов стекла G может включать последовательную погрузку листов стекла G на конвейер 22 печи 12 и нагревание листов стекла G по мере их транспортировки сквозь печь 12 в направлении транспортировки С.Затем соответствующий лист стекла G может быть передан в гибочную станцию 14, где он может быть подвергнут прессованию или формованию с приданием желаемой формы путем закрывания гибочного устройства 24. Когда гибочное устройство 24 впоследствии открывают (например, верхнюю пресс-форму и нижнее прижимное кольцо отдаляют друг от друга), лист стекла G может удерживаться на верхней пресс-форме, например, вакуумом, приложенным к верхней пресс-форме. Закалочное кольцо 92 затем можно переместить между верхней пресс-формой и нижним прижимным кольцом (см. обозначенное штрихпунктирной линией положение закалочного кольца 92), и вакуум можно уменьшить для того, чтобы позволить переместить лист стекла G с верхней пресс-формы на закалочное кольцо 92.
[0039] Затем закалочное кольцо 92 может быть перемещено приводом 94 в положение между главными закалочными головками 30 и 32, и главные закалочные головки 30 и 32 могут быть перемещены друг к другу, чтобы каждая главная закалочная головка 30, 32 была расположена на расстоянии приблизительно 40-60 мм (например, 50 мм) от листа стекла G с целью выполнения основной операции закаливания. Например, если лист стекла G имеет толщину 3,8 мм и начальную температуру 643°С после выхода из гибочной станции 14, воздух при температуре в диапазоне 26-45°С (например, окружающий воздух установки) и начальным давлением в диапазоне 25-30 дюймов водного столба (IWC) может подаваться на каждую из главных закалочных головок 30, 32 соответствующей главной системой 62 подачи текучей среды, так что главные закалочные головки 30 и 32 могут направлять воздух к листу стекла G в течение приблизительно 0,5 1 секунды (например, приблизительно 0,75 секунд) для того, чтобы выполнить начальное охлаждение листа стекла G. Начальное давление воздуха может быть выбрано таким образом, чтобы поддерживать временное поверхностное натяжение листа стекла в диапазоне приблизительно 14-20 МПа, поскольку давление воздуха, превышающее необходимое, может отрицательно повлиять на производительность закалочной установки 16 в виде повышенной ломкости стекла и, возможно, более выраженной радужности листа стекла G. Это начальное охлаждение может называться первым этапом закалки.
[0040] Затем давление воздуха в главных закалочных головках 30 и 32 и на выходе из них может быть увеличено на 20-100% (например, на 50-100%) в течение 2-2,75 секунд (например, 2,2-2,5 секунд) для того, чтобы повысить скорость охлаждения листа стекла G для уменьшения времени закалки без негативного влияния на производительность закалочной установки 16 в виде повышенной ломкости стекла и, возможно, более выраженной радужности листа стекла G. Например, если лист стекла G имеет толщину 3,8 мм, давление воздуха на выходе из главных закалочных головок 30 и 32 может быть увеличено до значения давления в диапазоне 40-60 IWC. Это дальнейшее охлаждение в главной закалочной станции 26 может называться вторым этапом закалки.
[0041] Главные закалочные головки 30 и 32 затем могут быть переведены в открытое положение, и закалочное кольцо 92 с листом стекла G, опирающимся на него, может быть перемещено в положение (показанное пунктирными линиями) между первой нижней вспомогательной закалочной головкой 38 и верхней вспомогательной закалочной головкой 44, так что дальнейшее охлаждение листа стекла G может происходить между первой нижней вспомогательной закалочной головкой 38 и верхней вспомогательной закалочной системой 37. Например, лист стекла G может охлаждаться в течение 2,4-3,4 секунд, так что лист стекла G продолжает непрерывно охлаждаться, как более подробно описано ниже.
[0042] Затем закалочную установку 16 используют для размещения листа стекла G над второй нижней вспомогательной закалочной головкой 40 вспомогательной закалочной станции 28, так что дальнейшее охлаждение листа стекла G может происходить между второй нижней вспомогательной закалочной головкой 40 и верхней вспомогательной закалочной системой 37. Например, лист стекла G может охлаждаться между второй нижней вспомогательной закалочной головкой 40 и верхней вспомогательной закалочной головкой 44 в течение 2,7-7,3 секунд, так что лист стекла G достигает температуры ниже 400°С, как более подробно описано ниже.
[0043] В варианте осуществления, показанном на фиг. 1, нижняя вспомогательная система 64 подачи текучей среды и верхняя вспомогательная система 66 подачи текучей среды выполнены с возможностью взаимодействия для того, чтобы способствовать переносу листа стекла G с закалочного кольца 92 на верхний конвейер 96, когда закалочное кольцо 92 расположено над первой нижней вспомогательной закалочной головкой 38, так что верхний конвейер 96 затем может использоваться для перемещения листа стекла G в положение между второй нижней вспомогательной закалочной головкой 40 и верхней вспомогательной закалочной головкой 44 для дальнейшего охлаждения. Нижняя вспомогательная система 64 подачи текучей среды и верхняя вспомогательная система 66 подачи текучей среды также выполнены с возможностью взаимодействия для того, чтобы способствовать переносу листа стекла G с верхнего конвейера 96 на нижний конвейер 97 после того, как лист стекла G был перемещен в положение над второй нижней вспомогательной закалочной головкой 40 так, чтобы нижний конвейер 97 затем мог перемещать лист стекла G от второй нижней вспомогательной закалочной головки 40 для дальнейшего охлаждения или чтобы лист стекла G мог быть выгружен с нижнего конвейера 97 для хранения или дальнейшей обработки.
[0044] В качестве более конкретного примера, давление текучей среды, подаваемой к верхней вспомогательной закалочной головке 44 верхней вспомогательной системой 66 подачи текучей среды, можно поддерживать постоянным. Например, давление текучей среды в верхней вспомогательной закалочной головке 44 может находиться в диапазоне 5-7 IWC, например составлять 6 IWC. Тем не менее, нижняя вспомогательная система 64 подачи текучей среды может регулировать давление текучей среды в нижних вспомогательных закалочных головках 38 и 40 на разные значения давления, например, используя задвижки 98. В изображенном варианте осуществления нижняя вспомогательная система 64 подачи текучей среды содержит первую и вторую секции подачи текучей среды, соединенные с первой и второй нижними вспомогательными закалочными головками 38 и 40 соответственно, и каждая секция подачи текучей среды содержит одну или несколько задвижек 98 для регулирования давления текучей среды для соответствующей нижней вспомогательной закалочной головки 38, 40. В этом отношении давление текучей среды в нижней вспомогательной системе 64 подачи текучей среды может составлять, например, от 20 до 35 IWC (например, от 26 до 30 IWC), но задвижки 98 можно приводить в разные открытые положения или закрытые положения для того, чтобы менять или варьировать значения давления в нижних вспомогательных закалочных головках 38 и 40. В одном варианте осуществления давление текучей среды в первой нижней вспомогательной закалочной головке 38 может варьироваться, например, от 4 IWC до 35 IWC (например, от 6 IWC до 30 IWC), и давление текучей среды во второй нижней вспомогательной закалочной головке 40 может варьироваться от 0 IWC до 35 IWC (например, от 0 IWC до 30 IWC). Когда лист стекла G на закалочном кольце 92 осуществляет пошаговое перемещение в положение над первой нижней вспомогательной закалочной головкой 38, давление в верхней вспомогательной закалочной головке 44 и на выходе из нее может составлять 5 7 IWC (например, 6 IWC), и давление в первой нижней вспомогательной закалочной головке 38 и на выходе из нее также может составлять 5-7 IWC (например, 6 IWC), чтобы лист стекла G оставался на закалочном кольце 92. После того, как лист стекла G полностью размещен над первой нижней вспомогательной закалочной головкой 38, давление текучей среды в первой нижней вспомогательной закалочной головке 38 и на выходе из нее может быть увеличено, например, до 26-30 IWC, чтобы лист стекла G можно было поднять с закалочного кольца 92 на верхний конвейер 96 для того, чтобы позволить закалочному кольцу 92 вернуться в гибочную станцию 14 для получения следующего листа стекла. Эта разница давления является достаточной для того, чтобы поднять лист стекла G на верхний конвейер 96 и продолжить охлаждение как на верхней, так и на нижней поверхностях листа стекла G. Лист стекла G может оставаться в местоположении над первой нижней вспомогательной закалочной головкой 38 до 3,2 секунд для того, чтобы обеспечить возможность передачи расположенного ниже по потоку листа стекла, при наличии такового, с верхнего конвейера 96 на нижний конвейер 97 и его транспортировки от места над второй нижней вспомогательной закалочной головкой 40. Давление текучей среды во второй нижней вспомогательной закалочной головке 40 и на выходе из нее затем можно повысить, например, до 26-30 IWC, чтобы верхний конвейер 96 мог передать лист стекла G в положение над второй нижней вспомогательной закалочной головкой 40 для дальнейшего охлаждения между второй нижней вспомогательной закалочной головкой 40 и верхней вспомогательной закалочной головкой 44. Когда лист стекла G перемещен в сторону от первой нижней вспомогательной закалочной головки 38, давление текучей среды в первой нижней вспомогательной закалочной головке 38 и на выходе из нее можно уменьшить до 5-7 IWC (например, 6 IWC) для того, чтобы принять следующий лист стекла, поступающий во вспомогательную закалочную станцию 28. Кроме того, после того, как произошло достаточное охлаждение листа стекла G между второй нижней вспомогательной закалочной головкой 40 и верхней вспомогательной закалочной головкой 44, давление текучей среды во второй нижней вспомогательной закалочной головке 40 и на выходе из нее можно уменьшить (например, до 0 IWC или значения вблизи него) с целью передачи листа стекла G с верхнего конвейера 96 на нижний конвейер 97, чтобы нижний конвейер 97 мог транспортировать лист стекла G от второй нижней вспомогательной закалочной головки 40.
[0045] Все дальнейшее охлаждение во вспомогательной закалочной станции 28 может называться третьим этапом закалки. Кроме того, текучая среда (например, воздух), подаваемая каждой из вспомогательных систем 64, 66 подачи текучей среды, может представлять собой текучую среду с температурой окружающей среды или с отрегулированной температурой. Например, каждая вспомогательная система 64, 66 подачи текучей среды может подавать воздух с температурой в диапазоне 26-45°С. Кроме того, нижняя вспомогательная система 64 подачи текучей среды может содержать любые подходящие средства для обеспечения разных значений давления текучей среды для нижних вспомогательных закалочных головок 38 и 40. Например, нижняя вспомогательная система 64 подачи текучей среды может содержать отдельный источник подачи текучей среды для каждой нижней вспомогательной закалочной головки 38, 40.
[0046] Если обратиться к фиг. 5, когда желательно обработать листы стекла С, имеющие меньший размер (например, меньшую высоту или размерность в направлении транспортировки С) по сравнению с листом стекла G, показанным на фиг. 1, главная закалочная станция 26 может быть снабжена нижней и верхней главными закалочными головками 130 и 132 соответственно, имеющими подходящий размер для листов стекла G'. Для того, чтобы заменить главные закалочные головки, вспомогательные закалочные головки 38, 40 и 44 сначала могут быть перемещены в сторону от закалочной станции 26. После того, как главные закалочные головки 130 и 132 установлены на креплениях 34, вспомогательную закалочную станцию 28 можно переместить к главной закалочной станции 26 так, чтобы первая нижняя вспомогательная закалочная головка 38 и верхняя вспомогательная закалочная головка 44 были расположены вблизи нижней главной закалочной головки 130 и верхней главной закалочной головки 132 соответственно (например, на расстоянии приблизительно 5-7,5 см от соответствующей главной закалочной головки 130, 132).
[0047] Как показано на фиг. 5, меньшее закалочное кольцо 192 также может использоваться для транспортировки листов стекла G' между гибочной станцией 14, главной закалочной станцией 26 и вспомогательной закалочной станцией 28. Работа системы 10 обработки стекла затем может продолжаться аналогично тому, что описано выше в отношении фиг. 1.
[0048] При использовании закалочной установки 16 согласно настоящему изобретению можно поддерживать неизменный интервал между главной закалочной станцией 26 и вспомогательной закалочной станцией 28 независимо от размера главных закалочных головок, используемых в главной закалочной станции 26. Поэтому можно продуктивно и эффективно осуществлять операции закалки независимо от размера листов стекла, подвергающихся закалке, без повышения температур стекла во время переноса листов стекла между главной закалочной станцией 26 и вспомогательной закалочной станцией 28. В результате, непрерывное охлаждение листов стекла может происходить в закалочных станциях 26 и 28 и между ними таким образом, чтобы могло происходить улучшенное закаливание (например, могли быть достигнуты достаточные результаты испытаний с подсчетом количества частиц). Кроме того, с помощью вышеописанной конфигурации, в которой процесс закаливания может быть инициирован в главной закалочной станции 26 и завершен во вспомогательной закалочной станции 28, с непрерывным охлаждением в закалочных станциях 26 и 28 и без прерывания охлаждения между закалочными станциями 26 и 28, время закалки для достижения полного закаливания может быть уменьшено по сравнению с типичным временем закалки. Например, длительность процесса закаливания конкретного листа стекла может быть уменьшена с 12 секунд до 10 секунд.
[0049] Второй вариант осуществления системы 10' обработки стекла согласно настоящему изобретению показан на фиг. 6А и 6В. Система 10' обработки стекла содержит нагревательную станцию, такую как печь 12', которая может быть одинаковой с вышеописанной печью 12 или схожей с ней, гибочную станцию 14', которая может быть одинаковой с вышеописанной гибочной станцией 14 или схожей с ней, второй вариант осуществления закалочной установки 16' согласно настоящему изобретению и систему 18' управления, которая может быть одинаковой с вышеописанной системой 18 управления или схожей с ней, для управления работой печи 12', гибочной станции 14' и закалочной установки 16'.
[0050] Закалочная установка 16' содержит основную или главную закалочную станцию 26' и вспомогательную закалочную станцию 28', находящуюся ниже по потоку относительно главной закалочной станции 26' в направлении транспортировки С. Главная закалочная станция 26' является одинаковой с главной закалочной станцией 26, описанной выше применительно к закалочной установке 16, или схожей с ней, и схожие компоненты обозначены схожими ссылочными номерами, но каждый из этих схожих ссылочных номеров содержит штрих на фиг. 6А и 6В.
[0051] Вспомогательная закалочная станция 28' содержит нижнюю и верхнюю вспомогательные закалочные системы 36' и 37' соответственно. Нижняя вспомогательная закалочная система 36' может быть одинаковой с нижней вспомогательной закалочной системой 36, описанной выше применительно к закалочной установке 16, или схожей с ней, и схожие компоненты обозначены схожими ссылочными номерами, но каждый из этих схожих ссылочных номеров содержит штрих на фиг. 6А и 6В. Однако в варианте осуществления, показанном на фиг. 6А, нижняя вспомогательная система 64' подачи текучей среды содержит подвижную часть, выполненную в виде телескопической части 72', а не сильфонной части 70, как показано на фиг. 1.
[0052] Верхняя вспомогательная закалочная система 37' содержит некоторые схожие компоненты, как верхняя вспомогательная закалочная система 37', и эти схожие компоненты обозначены одинаковыми ссылочными номерами, каждый из которых содержит штрих на фиг. 6А и 6В. В варианте осуществления, показанном на фиг. 6А и 6 В, верхняя вспомогательная закалочная система 37' содержит первую и вторую верхние вспомогательные закалочные головки 100 и 102 соответственно, которые могут быть неподвижно соединены друг с другом так, чтобы они могли перемещаться вместе с помощью привода 52'. Первая и вторая верхние вспомогательные закалочные головки 100 и 102 соответственно могут быть удалены от первой и второй нижних вспомогательных закалочных головок 38' и 40' соответственно на расстояние приблизительно 9-20 см (например, 17 см). Кроме того, верхняя вспомогательная закалочная система 37' содержит один или несколько верхних опорных элементов 104, таких как опорные трубы или перекладины, расположенных между каждой верхней вспомогательной закалочной головкой 100, 102 и соответствующей нижней вспомогательной закалочной головкой 38', 40' для приема листов стекла G, как более подробно описано ниже. Например, несколько верхних опорных элементов 104 могут быть прикреплены к каждой верхней вспомогательной закалочной головке 100, 102, так что верхние опорные элементы 104 проходят под соответствующей закалочной поверхностью верхней вспомогательной закалочной головки 100, 102.
[0053] Верхняя вспомогательная закалочная система 37' также содержит верхнюю вспомогательную систему 106 подачи текучей среды для подачи текучей среды на верхние вспомогательные закалочные головки 100, 102. Подобно нижней вспомогательной системе 64' подачи текучей среды, верхняя вспомогательная система 106 подачи текучей среды может регулировать давление текучей среды в верхних вспомогательных закалочных головках 100, 102 на разные значения давления, используя задвижки 108 или любые другие подходящие средства. В изображенном варианте осуществления верхняя вспомогательная система 106 подачи текучей среды содержит первую и вторую секции подачи текучей среды, соединенные с первой и второй верхними вспомогательными закалочными головками 100 и 102 соответственно, и каждая секция подачи текучей среды содержит одну или несколько задвижек 108 для регулирования давления текучей среды для соответствующей верхней вспомогательной закалочной головки 100, 102.
[0054] Закалочная установка 16' также содержит закалочное кольцо 92', установленное на закалочном челноке 93', соединенном с приводом 94'. В варианте осуществления, показанном на фиг. 6А и 6В, закалочный челнок 93' содержит один или несколько нижних опорных элементов ПО, таких как опорные трубы или перекладины, прикрепленных к части челнока 93', находящейся ниже по потоку относительно закалочного кольца 92', для приема листов стекла G, как более подробно описано ниже.
[0055] Работа системы 10' обработки стекла будет более подробно описана далее со ссылкой на фиг. 6А и 6В. Листы стекла G могут быть вначале обработаны аналогично описанному выше применительно к системе 10 обработки стекла. После выполнения основной операции закалки первого листа стекла G в главной закалочной станции 26' первый лист стекла G может быть перемещен закалочным кольцом 92' в положение над первой нижней вспомогательной закалочной головкой 38' для дальнейшего охлаждения, как показано на фиг. 6В. Первый лист стекла G затем может быть перемещен с помощью нагнетания или поднят вверх с закалочного кольца 92' на верхние опорные элементы 104 на первой верхней вспомогательной закалочной головке 100. Затем закалочное кольцо 92' может вернуться в гибочную станцию 14' для приема второго листа стекла. После перемещения второго листа стекла на закалочном кольце 92' в положение закалки между главными закалочными головками 30' и 32' первый лист стекла G может быть перемещен вниз с помощью нагнетания или опущен на нижние опорные элементы ПО на закалочном челноке 93'. Затем в то время, как закалочное кольцо 92' переносит второй лист стекла с главной закалочной станции 26' в положение над первой нижней вспомогательной закалочной головкой 38', первый лист стекла G одновременно может быть перенесен закалочным челноком 93' из положения над первой нижней вспомогательной закалочной головкой 38' в положение над второй нижней вспомогательной закалочной головкой 40' для дальнейшего охлаждения. Когда первый лист стекла G размещен между второй нижней вспомогательной закалочной головкой 40' и второй верхней вспомогательной закалочной головкой 102, первый лист стекла G перемещают с помощью нагнетания или поднимают вверх на неподвижные верхние опорные элементы 104 на второй верхней вспомогательной закалочной головке 102. Первый лист стекла G прижимается к верхним опорным элементам 104 на второй верхней вспомогательной закалочной головке 102 по мере того, как закалочное кольцо 92' возвращается в гибочную станцию 14' для того, чтобы забрать третий лист стекла. После того, как нижние опорные элементы ПО на закалочном челноке 93' освободят вторую нижнюю вспомогательную закалочную головку 40', первый лист стекла G перемещают вниз с помощью нагнетания или опускают на нижний конвейер 97' путем увеличения давления текучей среды или потока текучей среды во второй верхней вспомогательной закалочной головке 102. Затем непосредственно перед тем, как закалочный челнок 93' переместит второй лист стекла над второй нижней вспомогательной закалочной головкой 40', первый лист стекла G можно переместить на нижнем конвейере 97' от второй нижней вспомогательной закалочной головки 40' для дальнейшего охлаждения, или первый лист стекла G можно выгрузить с нижнего конвейера 97', например, для хранения или дальнейшей обработки.
[0056] Вспомогательные системы 64' и 106 подачи текучей среды могут взаимодействовать друг с другом для того, чтобы способствовать переносу каждого листа стекла G в различные положения, описанные выше применительно к вспомогательной закалочной станции 28'. Например, путем увеличения относительной разницы давления между конкретной нижней вспомогательной закалочной головкой 38', 40' и соответствующей верхней вспомогательной закалочной головкой 100, 102 лист стекла G можно поднять вверх. Аналогичным образом, путем уменьшения относительной разницы давления между конкретной нижней вспомогательной закалочной головкой 38', 40' и соответствующей верхней вспомогательной закалочной головкой 100, 102 лист стекла G можно опустить. Кроме того, поскольку обе вспомогательные системы 64' и 106 подачи текучей среды способны подавать текучую среду с переменным давлением на соответствующие вспомогательные закалочные головки 38' и 40' или 100 и 102, движение листа стекла может быть оптимизировано.
[0057] В качестве более конкретного примера, давление текучей среды в каждой вспомогательной системе 64', 106 подачи текучей среды может составлять от 20 до 35 IWC (например, от 26 до 30 IWC), но соответствующие задвижки 98', 108 можно приводить в разные открытые положения или закрытые положения для того, чтобы менять значения давления в соответствующих вспомогательных закалочных головках 38', 40' или 100, 102. Например, в одном варианте осуществления давление текучей среды в первой нижней вспомогательной закалочной головке 38' может варьироваться от 20 IWC до 35 IWC (например, от 26 IWC до 30 IWC), давление текучей среды во второй нижней вспомогательной закалочной головке 40' может варьироваться от 5 IWC до 25 IWC (например, от 12 IWC до 17 IWC), давление текучей среды в первой верхней вспомогательной закалочной головке 100 может варьироваться от 4 IWC до 35 IWC (например, от 6 IWC до 30 IWC), и давление текучей среды во второй верхней вспомогательной закалочной головке 102 может варьироваться от 0 IWC до 20 IWC (например, от 3 IWC до 16 IWC).
[0058] Например, когда вышеупомянутый первый лист стекла G опирается на закалочное кольцо 92' и расположен между первой нижней вспомогательной закалочной головкой 38' и первой верхней вспомогательной закалочной головкой 100, первый лист стекла G можно поднять с закалочного кольца 92' и переместить вверх к верхним опорным элементам 104 на первой верхней вспомогательной закалочной головке 100 перед тем, как закалочное кольцо 92' вернется в гибочную станцию 14' за вторым листом стекла, путем изменения давления текучей среды (например, давления воздуха) в первой верхней вспомогательной закалочной головке 100 и на выходе из нее с 28-32 IWC до 4-8 IWC (например, с 30 IWC до 6 IWC) и изменения давления текучей среды в первой нижней вспомогательной закалочной головке 38' и на выходе из нее с 24-28 IWC до 28-32 IWC (например, с 26 IWC до 30 IWC). Другими словами, давление текучей среды можно изменить с 28-32 IWC на 24-28 IWC (например, 30 IWC на 26 IWC) до 4-8 IWC на 28-32 IWC (например, 6 IWC на 30 IWC). Затем, когда второй лист стекла достигает положения закалки в главной закалочной станции 26' и перед тем, как он начнет совершать колебания (например, через приблизительно 5-6 секунд после того, как первый лист стекла G был перемещен с помощью нагнетания к верхним опорным элементам 104 на первой верхней вспомогательной закалочной головке 100), первый лист стекла G можно переместить вниз с помощью нагнетания или перенести на нижние опорные элементы 110 на закалочном челноке 93' путем изменения давления текучей среды обратно с 4-8 IWC на 28-32 IWC (например, 6 IWC на 30 IWC) до 28-32 IWC на 24-28 IWC (например, 30 IWC на 26 IWC). Затем после завершения основной закалки второго листа стекла в главной закалочной станции 26' (например, через приблизительно 8-9 секунд после того, как первый лист стекла G был перемещен вверх с помощью нагнетания к верхним опорным элементам 104 на первой верхней вспомогательной закалочной головке 100), по мере того, как закалочное кольцо 92' переносит второй лист стекла с главной закалочной станции 26' в положение над первой нижней вспомогательной закалочной головкой 38', первый лист стекла G одновременно переносится закалочным челноком 93' из положения над первой нижней вспомогательной закалочной головкой 38' в положение над второй нижней вспомогательной закалочной головкой 40', при этом давление текучей среды во второй верхней вспомогательной закалочной головке 102 регулируют на 14-18 IWC (например, 16 IWC), и давление текучей среды во второй нижней вспомогательной закалочной головке 40' регулируют на 10-14 IWC (например, 12 IWC). В результате большая часть доступной охлаждающей текучей среды в каждой вспомогательной системе 64', 106 подачи текучей среды может быть направлена непосредственно к соответствующей первой вспомогательной закалочной головке 38', 100, где она может оказать большее воздействие на закаливание (например, привести к большему итоговому количеству частиц). После размещения над второй нижней вспомогательной закалочной головкой 40' первый лист стекла G может быть перемещен вверх с помощью нагнетания или поднят к верхним опорным элементам 104 на второй верхней вспомогательной закалочной головке 102 путем изменения давления текучей среды с 14-18 IWC во второй верхней вспомогательной закалочной головке 102 на 10-14 IWC во второй нижней вспомогательной закалочной головке 40' (например, 16 IWC на 12 IWC) до 1-5 IWC на 15-19 IWC (например, 3 IWC на 17 IWC). Первый лист стекла G затем удерживают в этом положении в течение приблизительно 0,8-2 секунд до тех пор, пока нижние опорные элементы ПО на закалочном челноке 93' не переместятся от области над второй нижней вспомогательной закалочной головкой 40' по мере того, как закалочное кольцо 92' возвращается в гибочную станцию 14' за третьим листом стекла. В это время первый лист стекла G перемещают вниз с помощью нагнетания к нижнему конвейеру 97' путем изменения давления текучей среды обратно с 1-5 IWC на 15-19 IWC (например, 3 IWC на 17 IWC) до 14-18 IWC на 10 14 IWC (например, 16 IWC на 12 IWC). Первый лист стекла G затем может удерживаться в этом положении до последнего момента (например, приблизительно 3-5 секунд), и затем осуществляет пошаговое перемещение от второй нижней вспомогательной закалочной головки 40' с помощью нижнего конвейера 97' непосредственно перед тем, как нижние опорные элементы ПО на заднем конце закалочного челнока 93' вернутся в положение над второй нижней вспомогательной закалочной головкой 40' со вторым листом стекла. Вышеописанный процесс может продолжаться до тех пор, пока все желаемые листы стекла G не будут обработаны.
[0059] Текучая среда (например, воздух), подаваемая каждой из
вспомогательных систем 64', 106 подачи текучей среды, может представлять собой текучую среду с температурой окружающей среды или с отрегулированной температурой. Например, каждая вспомогательная система 64', 106 подачи текучей среды может подавать воздух с температурой в диапазоне 26-45°С. Кроме того, каждая вспомогательная система 64', 106 подачи текучей среды может содержать любые подходящие средства для обеспечения разных значений давления текучей среды для соответствующих вспомогательных закалочных головок 38', 40' или 100, 102. Например, каждая вспомогательная система 64', 106 подачи текучей среды может содержать отдельный источник текучей среды для каждой соответствующей вспомогательной закалочной головки 38', 40' или 100, 102.
[0060] Если обратиться к фиг. 7, когда желательно обработать листы стекла G', имеющие меньший размер (например, меньшую высоту или размерность в направлении транспортировки С) по сравнению с листом стекла G, показанным на фиг. 6А, главная закалочная станция 26' может быть снабжена нижней и верхней главными закалочными головками 130' и 132' соответственно, имеющими подходящий размер для листов стекла G'. Для того, чтобы заменить главные закалочные головки, вспомогательные закалочные головки 38', 40', 100, 102 сначала могут быть перемещены в сторону от закалочной станции 26' аналогично тому, что описано выше применительно к вспомогательной закалочной станции 28 закалочной установки 16. После того как главные закалочные головки 130', 132' были установлены на креплениях 34', вспомогательную закалочную станцию 28' можно переместить к главной закалочной станции 26' так, чтобы первая нижняя вспомогательная закалочная головка 38' и первая верхняя вспомогательная закалочная головка 100 были расположены вблизи нижней главной закалочной головки 130' и верхней главной закалочной головки 132' соответственно (например, на расстоянии приблизительно 5-7,5 см от соответствующей главной закалочной головки 130', 132').
[0061] Как показано на фиг. 7, меньшее закалочное кольцо 192' также может использоваться для транспортировки листов стекла G' между гибочной станцией 14', главной закалочной станцией 26' и вспомогательной закалочной станцией 28'. Работа системы 10 обработки стекла затем может продолжаться аналогично тому, что описано выше применительно к фиг. 6А и 6В.
[0062] Как и ранее, в случае закалочной установки 16' согласно настоящему изобретению можно поддерживать неизменный интервал между главной закалочной станцией 26' и вспомогательной закалочной станцией 28' независимо от размера главных закалочных головок, используемых в главной закалочной станции 26'. Поэтому можно продуктивно и эффективно осуществлять операции закалки независимо от размера листов стекла, подвергающихся закалке, и не допуская прерывания охлаждения во время переноса листов стекла между главной закалочной станцией 26' и вспомогательной закалочной станцией 28'. Кроме того, в случае вышеописанной конфигурации, в которой процесс закаливания может быть инициирован в главной закалочной станции 26' и завершен во вспомогательной закалочной станции 28' с непрерывным охлаждением в закалочных станциях 26' и 28' и без прерывания охлаждения между закалочными станциями 26' и 28', время закалки для достижения полного закаливания может быть уменьшено по сравнению с типичным временем закалки. Например, длительность процесса закаливания конкретного листа стекла может быть уменьшена с 12 секунд до 10 секунд.
[0063] Несмотря на то, что иллюстративные варианты осуществления описаны выше, не предполагается, что эти варианты осуществления описывают все возможные формы согласно настоящему изобретению. В этом отношении слова, употребляемые в описании изобретения, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без отступления от сущности и объема настоящего изобретения. В дополнение к этому, признаки различных реализующих вариантов осуществления можно объединять для образования дополнительных вариантов осуществления согласно настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ, СТАНЦИЯ И СИСТЕМА ДЛЯ ПРЕССОВОГО ФОРМОВАНИЯ ЛИСТОВ СТЕКЛА | 2011 |
|
RU2565704C2 |
| Система обработки листов стекла, имеющая охлаждение концов роликов конвейера | 2016 |
|
RU2695914C1 |
| Способ и устройство для позиционирования листов стекла с целью формования | 2012 |
|
RU2613657C2 |
| Система формования листов стекла | 2015 |
|
RU2706278C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ЗАКАЛКИ ФОРМОВАННЫХ ЛИСТОВ СТЕКЛА | 2007 |
|
RU2448915C2 |
| Подъемное устройство для системы обработки стекла | 2016 |
|
RU2730155C2 |
| СИСТЕМА ОБРАБОТКИ СТЕКЛА СО СТАНЦИЕЙ ИЗМЕНЯЕМОГО ГНУТЬЯ | 2020 |
|
RU2811817C2 |
| ПРИСПОСОБЛЕНИЕ С ШАРНИРНОЙ ФОРМОЙ ДЛЯ СИСТЕМЫ ОБРАБОТКИ СТЕКЛА | 2021 |
|
RU2839106C1 |
| Челночная система вакуумной формы для формования горячего листа стекла и трехступенчатая станция формования для формования горячего листа стекла (варианты) | 2020 |
|
RU2799352C1 |
| Устройство и способ формования листов стекла | 2016 |
|
RU2719872C2 |
Группа изобретений относится к закалочной установке для закалки листов стекла. Закалочная установка содержит главную закалочную станцию, имеющую верхнюю и нижнюю главные закалочные головки для выполнения основной операции закалки листа стекла, первую нижнюю вспомогательную закалочную головку, находящуюся ниже по потоку относительно главной закалочной станции, и вторую нижнюю вспомогательную закалочную головку, находящуюся ниже по потоку относительно первой нижней вспомогательной закалочной головки. Установка дополнительно содержит верхнюю вспомогательную закалочную систему, расположенную над первой и второй нижними вспомогательными закалочными головками. Верхняя вспомогательная закалочная система выполнена с возможностью взаимодействия с нижними вспомогательными закалочными головками для осуществления дальнейшего охлаждения листа стекла. Установка дополнительно содержит конвейер, находящийся над второй нижней вспомогательной закалочной головкой, для перемещения листа стекла от второй нижней вспомогательной закалочной головки. Техническим результатом является повышение эффективности закалки листов стекла для улучшения обработки стекла. 2 н. и 26 з.п. ф-лы, 8 ил.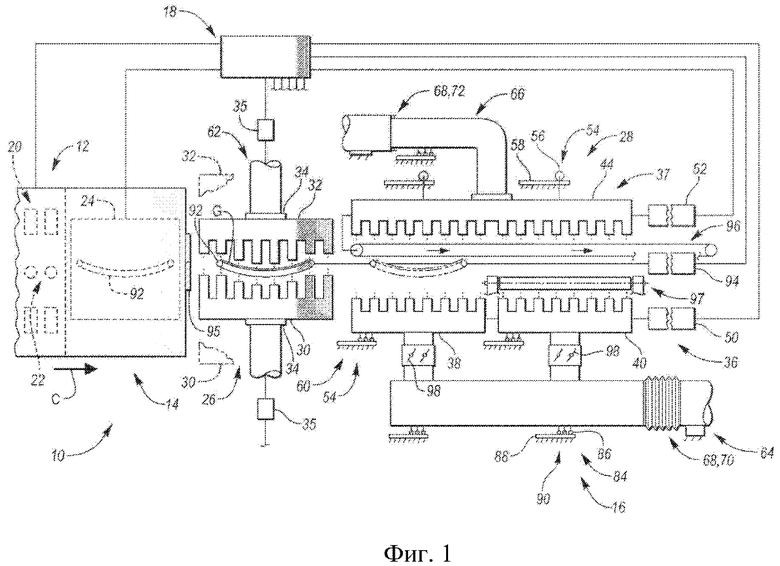
1. Закалочная установка для закалки листов стекла, причем закалочная установка содержит:
главную закалочную станцию, имеющую верхнюю и нижнюю главные закалочные головки;
первую нижнюю вспомогательную закалочную головку, находящуюся ниже по потоку относительно главной закалочной станции;
вторую нижнюю вспомогательную закалочную головку, находящуюся ниже по потоку относительно первой нижней вспомогательной закалочной головки;
верхнюю вспомогательную закалочную систему, расположенную над первой и второй нижними вспомогательными закалочными головками;
конвейер, находящийся над второй нижней вспомогательной закалочной головкой;
закалочное кольцо для приема листов стекла; и
привод, выполненный с возможностью размещения закалочного кольца между верхней и нижней главными закалочными головками главной закалочной станции и перемещения закалочного кольца в положение над первой нижней вспомогательной закалочной головкой;
при этом главная закалочная станция используется для охлаждения листа стекла, когда лист стекла расположен на закалочном кольце и находится между верхней и нижней главными закалочными головками, привод используется затем для перемещения закалочного кольца в положение над первой нижней вспомогательной закалочной головкой так, чтобы дальнейшее охлаждение листа стекла могло происходить между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, закалочная установка используется для размещения листа стекла над второй нижней вспомогательной закалочной головкой так, чтобы дальнейшее охлаждение листа стекла могло происходить между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, и конвейер используется затем для перемещения листа стекла от второй нижней вспомогательной закалочной головки, и при этом по меньшей мере одно из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы выполнено с возможностью перемещения в боковом направлении к главной закалочной станции и от нее на основании размера листа стекла или размера главных закалочных головок, чтобы способствовать охлаждению листа стекла ниже по потоку относительно главной закалочной станции.
2. Закалочная установка по п. 1, отличающаяся тем, что дополнительно содержит систему подачи текучей среды для подачи охлаждающей текучей среды на по меньшей мере одно из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы, при этом система подачи текучей среды содержит подвижную часть, выполненную с возможностью регулировки конфигурации системы подачи текучей среды.
3. Закалочная установка по п. 2, отличающаяся тем, что подвижная часть системы подачи текучей среды содержит пневматическое уплотнение.
4. Закалочная установка по п. 1, отличающаяся тем, что дополнительно содержит систему роликов для того, чтобы способствовать перемещению по меньшей мере одного из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы в боковом направлении к главной закалочной станции и от нее.
5. Закалочная установка по п. 1, отличающаяся тем, что дополнительно содержит привод для перемещения по меньшей мере одного из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы в боковом направлении к главной закалочной станции и от нее.
6. Закалочная установка по п. 1, отличающаяся тем, что дополнительно содержит дополнительный конвейер, расположенный между верхней вспомогательной закалочной системой и первой и второй нижними вспомогательными закалочными головками, причем дополнительный конвейер выполнен с возможностью перемещения листа стекла из положения над первой нижней вспомогательной закалочной головкой в положение над второй нижней вспомогательной закалочной головкой.
7. Закалочная установка по п. 6, отличающаяся тем, что дополнительно содержит систему подачи текучей среды для подачи охлаждающей текучей среды на каждую из первой и второй нижних вспомогательных закалочных головок и дополнительную систему подачи текучей среды для подачи охлаждающей текучей среды на верхнюю вспомогательную закалочную систему, при этом система подачи текучей среды и дополнительная система подачи текучей среды выполнены с возможностью взаимодействия для того, чтобы способствовать переносу листа стекла с закалочного кольца на дополнительный конвейер, когда закалочное кольцо расположено над первой нижней вспомогательной закалочной головкой, и для того, чтобы способствовать переносу листа стекла с дополнительного конвейера на конвейер после перемещения листа стекла в положение над второй нижней вспомогательной закалочной головкой.
8. Закалочная установка по п. 7, отличающаяся тем, что система подачи текучей среды выполнена с возможностью подачи охлаждающей текучей среды с переменным давлением на каждую из первой и второй нижних вспомогательных закалочных головок, и дополнительная система подачи текучей среды выполнена с возможностью подачи охлаждающей текучей среды с постоянным давлением на верхнюю вспомогательную закалочную систему.
9. Закалочная установка по п. 7, отличающаяся тем, что дополнительно содержит по меньшей мере один привод для перемещения первой и второй нижних вспомогательных закалочных головок к главной закалочной станции и от нее и для перемещения верхней вспомогательной закалочной системы к главной закалочной станции и от нее.
10. Закалочная установка по п. 9, отличающаяся тем, что система подачи текучей среды содержит подвижную часть, выполненную с возможностью регулировки длины системы подачи текучей среды, и дополнительная система подачи текучей среды содержит дополнительную подвижную часть, выполненную с возможностью регулировки длины дополнительной системы подачи текучей среды.
11. Закалочная установка по п. 10, отличающаяся тем, что каждая подвижная часть выполнена в виде телескопической части, содержащей пневматическое уплотнение.
12. Закалочная установка по п. 1, отличающаяся тем, что дополнительно содержит закалочный челнок, поддерживающий закалочное кольцо, по меньшей мере один нижний опорный элемент, прикрепленный к части закалочного челнока, находящейся ниже по потоку относительно закалочного кольца, по меньшей мере один верхний опорный элемент, расположенный между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, и систему подачи текучей среды для подачи охлаждающей текучей среды на первую нижнюю вспомогательную закалочную головку, при этом система подачи текучей среды используется для того, чтобы способствовать переносу листа стекла с закалочного кольца на по меньшей мере один верхний опорный элемент, когда закалочное кольцо расположено между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, и система подачи текучей среды дополнительно используется для того, чтобы способствовать переносу листа стекла с по меньшей мере одного верхнего опорного элемента на по меньшей мере один нижний опорный элемент после того, как закалочное кольцо вернется в положение между верхней и нижней главными закалочными головками главной закалочной станции.
13. Закалочная установка по п. 12, отличающаяся тем, что дополнительно содержит по меньшей мере один дополнительный верхний опорный элемент, расположенный между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, при этом система подачи текучей среды дополнительно выполнена с возможностью подачи охлаждающей текучей среды на вторую нижнюю вспомогательную закалочную головку, и система подачи текучей среды используется для того, чтобы способствовать переносу листа стекла с по меньшей мере одного нижнего опорного элемента на по меньшей мере один дополнительный верхний опорный элемент, когда по меньшей мере один нижний опорный элемент расположен над второй нижней вспомогательной закалочной головкой.
14. Закалочная установка по п. 13, отличающаяся тем, что дополнительно содержит дополнительную систему подачи текучей среды для подачи охлаждающей текучей среды на верхнюю вспомогательную закалочную систему, при этом дополнительная система подачи текучей среды выполнена с возможностью взаимодействия с системой подачи текучей среды для того, чтобы способствовать переносу листа стекла с по меньшей мере одного дополнительного верхнего опорного элемента на конвейер, находящийся над второй нижней вспомогательной закалочной головкой, так, чтобы лист стекла можно было перемещать от второй нижней вспомогательной закалочной головки.
15. Закалочная установка по п. 14, отличающаяся тем, что верхняя вспомогательная закалочная система содержит первую и вторую верхние вспомогательные закалочные головки, расположенные над первой и второй нижними вспомогательными закалочными головками соответственно, и дополнительная система подачи текучей среды содержит первую и вторую секции подачи текучей среды, соединенные с первой и второй верхними вспомогательными закалочными головками соответственно, и при этом каждая из первой и второй секций подачи текучей среды выполнена с возможностью подачи охлаждающей текучей среды с переменным давлением.
16. Закалочная установка по п. 14, отличающаяся тем, что дополнительно содержит по меньшей мере один привод для перемещения первой и второй нижних вспомогательных закалочных головок к главной закалочной станции и от нее и для перемещения верхней вспомогательной закалочной системы к главной закалочной станции и от нее.
17. Закалочная установка по п. 16, отличающаяся тем, что система подачи текучей среды содержит подвижную часть, выполненную с возможностью регулировки длины системы подачи текучей среды, и дополнительная система подачи текучей среды содержит дополнительную подвижную часть, выполненную с возможностью регулировки длины дополнительной системы подачи текучей среды.
18. Закалочная установка по п. 17, отличающаяся тем, что каждая подвижная часть выполнена в виде телескопической части, содержащей пневматическое уплотнение.
19. Способ закалки формованных листов стекла в закалочной установке, причем способ включает:
перемещение закалочного кольца в гибочную станцию для приема нагретого и формованного листа стекла;
перемещение листа стекла на закалочном кольце из гибочной станции в главную закалочную станцию так, чтобы лист стекла был расположен между верхней и нижней главными закалочными головками главной закалочной станции;
подачу охлаждающей текучей среды посредством верхней и нижней главных закалочных головок для охлаждения листа стекла;
перемещение листа стекла на закалочном кольце в положение между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, при этом первая нижняя вспомогательная закалочная головка находится ниже по потоку относительно главной закалочной станции;
подачу охлаждающей текучей среды посредством первой нижней вспомогательной закалочной головки и верхней вспомогательной закалочной системы для дальнейшего охлаждения листа стекла;
перемещение листа стекла в положение между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, при этом вторая нижняя вспомогательная закалочная головка находится ниже по потоку относительно первой нижней вспомогательной закалочной головки;
подачу охлаждающей текучей среды посредством второй нижней вспомогательной закалочной головки и верхней вспомогательной закалочной системы для дальнейшего охлаждения листа стекла; и
перемещение листа стекла от второй нижней вспомогательной закалочной головки посредством передаточного конвейера;
при этом по меньшей мере одно из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы выполнено с возможностью перемещения в боковом направлении к главной закалочной станции и от нее на основании размера листа стекла или размера главных закалочных головок, чтобы способствовать охлаждению листа стекла ниже по потоку относительно главной закалочной станции.
20. Способ по п. 19, отличающийся тем, что дополнительно включает увеличение относительной разницы давления охлаждающей текучей среды между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, когда лист стекла на закалочном кольце расположен между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, для переноса листа стекла с закалочного кольца на верхний конвейер, проходящий между первой нижней вспомогательной закалочной головкой и второй нижней вспомогательной закалочной головкой, при этом перемещение листа стекла в положение между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой осуществляют с помощью верхнего конвейера.
21. Способ по п. 20, отличающийся тем, что дополнительно включает увеличение относительной разницы давления охлаждающей текучей среды между верхней вспомогательной закалочной системой и второй нижней вспомогательной закалочной головкой, когда лист стекла находится на верхнем конвейере и расположен между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, для переноса листа стекла с верхнего конвейера на передаточный конвейер.
22. Способ по п. 19, отличающийся тем, что закалочная установка содержит челнок, связанный с закалочным кольцом, для перемещения закалочного кольца, и при этом способ дополнительно включает увеличение относительной разницы давления охлаждающей текучей среды между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, когда лист стекла на закалочном кольце расположен между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, для переноса листа стекла с закалочного кольца на по меньшей мере один верхний опорный элемент, расположенный между первой нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, и последующее увеличение относительной разницы давления охлаждающей текучей среды между верхней вспомогательной закалочной системой и первой нижней вспомогательной закалочной головкой для переноса листа стекла с по меньшей мере одного верхнего опорного элемента на по меньшей мере один нижний опорный элемент, прикрепленный к части челнока, находящейся ниже по потоку относительно закалочного кольца, после того, как закалочное кольцо вернется в положение между верхней и нижней главными закалочными головками главной закалочной станции.
23. Способ по п. 22, отличающийся тем, что перемещение листа стекла в положение между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой включает перемещение челнока, и при этом способ дополнительно включает увеличение относительной разницы давления охлаждающей текучей среды между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, когда лист стекла опирается на по меньшей мере один нижний опорный элемент и расположен между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, для переноса листа стекла с по меньшей мере одного нижнего опорного элемента на по меньшей мере один дополнительный верхний опорный элемент, расположенный между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой.
24. Способ по п. 23, отличающийся тем, что дополнительно включает уменьшение относительной разницы давления охлаждающей текучей среды между второй нижней вспомогательной закалочной головкой и верхней вспомогательной закалочной системой, когда лист стекла расположен вплотную к по меньшей мере одному дополнительному верхнему опорному элементу, для переноса листа стекла с по меньшей мере одного дополнительного верхнего опорного элемента на передаточный конвейер.
25. Способ по п. 19, отличающийся тем, что лист стекла можно перемещать через закалочную установку в направлении транспортировки, и при этом способ дополнительно включает перемещение первой и второй нижних вспомогательных закалочных головок и верхней вспомогательной закалочной системы к главной закалочной станции для того, чтобы способствовать охлаждению дополнительного листа стекла, имеющего размерность в направлении транспортировки, которая меньше соответствующей размерности листа стекла.
26. Способ по п. 25, отличающийся тем, что перемещение первой и второй нижних вспомогательных закалочных головок и верхней вспомогательной закалочной системы к главной закалочной станции включает перемещение первой и второй нижних вспомогательных закалочных головок и верхней вспомогательной закалочной системы с помощью одной или нескольких систем роликов.
27. Способ по п. 19, отличающийся тем, что закалочная установка содержит систему подачи текучей среды для подачи охлаждающей текучей среды на по меньшей мере одно из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы, и при этом система подачи текучей среды содержит подвижную часть, выполненную с возможностью регулировки конфигурации системы подачи текучей среды для обеспечения перемещения по меньшей мере одного из первой нижней вспомогательной закалочной головки, второй нижней вспомогательной закалочной головки или верхней вспомогательной закалочной системы к главной закалочной станции и от нее.
28. Способ по п. 19, отличающийся тем, что дополнительно включает выбор главных закалочных головок на основании размера листа стекла, установку главных закалочных головок в главной закалочной станции и размещение нижних вспомогательных закалочных головок и верхней вспомогательной закалочной системы относительно главной закалочной станции на основании размера главных закалочных головок.
| US 2002189290 A1, 19.12.2002 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ЗАКАЛКИ ФОРМОВАННЫХ ЛИСТОВ СТЕКЛА | 2007 |
|
RU2448915C2 |
| US 4540425 A, 10.09.1985 | |||
| US 4557745 A, 10.12.1985 | |||
| US 4767434 A, 30.08.1998. | |||

