[0001] Настоящее изобретение относится к системе обработки листов стекла, содержащей конвейер, содержащий ролики с концами роликов, которые охлаждаются в нагретой среде системы.
УРОВЕНЬ ТЕХНИКИ
[0002] Листы стекла обычно формуют путем нагрева на конвейере внутри печи, а затем формуют в нагревательной камере перед подачей для охлаждения. Такое охлаждение может быть медленным охлаждением для обеспечения отжига, более быстрым охлаждением, которое обеспечивает термическое упрочнение, или быстрым охлаждением, которое обеспечивает закалку. В связи с нагревом листов стекла см. патенты США: 3806312 McMaster и соавт.; 3947242 McMaster и соавт.; 3994711 McMaster; 4404011 McMaster; и 4512460 McMaster. В связи с формованием листов стекла см. патенты США: 4204854 McMaster и соавт.; 4222763 McMaster; 4282026 McMaster и соавт.; 4437871 McMaster и соавт.; 4575390 McMaster; 4661141 Nitschke и соавт.; 4662925 Thimons и соавт.; 5004491 McMaster и соавт.; 5330550 Kuster и соавт.; 5376158 Shetterly и соавт.; 5472470 Kormanyos и соавт.; 5900034 Mumford и соавт.; 5906668 Mumford и соавт.; 5925162 Nitschke и соавт.; 6032491 Nitschke и соавт.; 6173587 Mumford и соавт.; 6227008 Shetterly; 6418754 Nitschke и соавт.; 6543255 Bennett и соавт.; 6578383 Bennett и соавт.; 6718798 Nitschke и соавт.; 6729160 Nitschke и соавт. В связи с охлаждением см. патенты США: 3936291 McMaster; 4470838 McMaster и соавт.; 4525193 McMaster и соавт.; 4946491 Barr; 5385786 Shetterly и соавт.; 5917107 Ducat и соавт.; 6079094 Ducat и соавт.; и 6513348 Bennett и соавт.
[0003] Ролики, применяемые для транспортировки листов стекла, могут содержать спеченный связанный кварц, который способен эксплуатироваться без термической деформации при нагревании до относительно высоких температур, которые могут быть, как правило, выше 600°С. Однако эта высокая температура приводит к проблемам с подшипниками, а также может создавать проблемы при монтаже металлических торцевых крышек, применяемых для поддержки роликов при вращении.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Целью настоящего изобретения является предоставление усовершенствованной системы обработки горячих листов стекла.
[0005] При осуществлении вышеуказанной цели система обработки горячих листов стекла, построенная согласно настоящему изобретению, содержит роликовый конвейер, проходящий вдоль направления транспортировки системы обработки и содержащий множество роликов, имеющих ряд концов роликов, которые расположены внутри нагретого места системы и выровнены друг с другом вдоль направления транспортировки. Система обработки также содержит опорную конструкцию для роликов, расположенную в нагретом месте системы и имеющую удлиненный охлаждающий блок, содержащий корпус, определяющий охлаждающую камеру, которая вмещает и содержит подшипники, которые поддерживают с возможностью вращения выровненный ряд концов роликов. Охлаждающий блок содержит контур охлаждения, который подает охлаждающую текучую среду в охлаждающую камеру для обеспечения охлаждения выровненного ряда концов роликов и охлаждения подшипников.
[0006] Как раскрыто, контур охлаждения подает жидкость, которая обеспечивает охлаждение выровненного ряда концов роликов и подшипников. Применяемая жидкость представляет собой воду, которая обеспечивает охлаждение выровненного ряда концов роликов и подшипников, и, более конкретно, смесь воды и антифриза, которая обеспечивает охлаждение выровненного ряда концов роликов и подшипников.
[0007] Раскрытая опорная конструкция для роликов также содержит источник воздуха, который предотвращает протекание нагретого воздуха системы обработки в охлаждающий блок и нагрев им выровненного ряда концов роликов и подшипников.
[0008] Как также раскрыто, опорная конструкция для роликов содержит круглые оболочки, которые выступают в охлаждающую камеру и имеют соответствующие открытые концы, через которые выровненный ряд концов роликов соответственно выступает в камеру охлаждения. Круглые оболочки поддерживают подшипники, которые поддерживают с возможностью вращения выровненный ряд концов роликов, и корпус охлаждающего блока и круглые оболочки с открытым концом определяют путь потока контура охлаждения, который подает воду для охлаждения выровненного ряда концов роликов и подшипников.
[0009] Выровненный ряд концов роликов содержит торцевые крышки, соответственно прикрепленные к ним, и торцевые крышки имеют опорные выступы, которые соответственно поддерживаются с возможностью вращения подшипниками. Также источник воздуха подает воздух в круглые оболочки для предотвращения протекания нагретого воздуха системы обработки в охлаждающий блок между круглыми оболочками и выровненным рядом концов роликов, для предотвращения нагрева торцевых крышек и подшипников.
[0010] Объекты, признаки и преимущества настоящего изобретения будут полностью очевидны из последующего подробного описания предпочтительного варианта осуществления, взятого в связи с сопровождающими графическими материалами.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0011] На фиг. 1 представлен схематический вид сверху системы обработки листов стекла, которая воплощает настоящее изобретение.
[0012] На фиг. 2 представлен схематический вид сбоку в вертикальном разрезе системы обработки, выполненный по линии 2-2, представленной на фиг. 1.
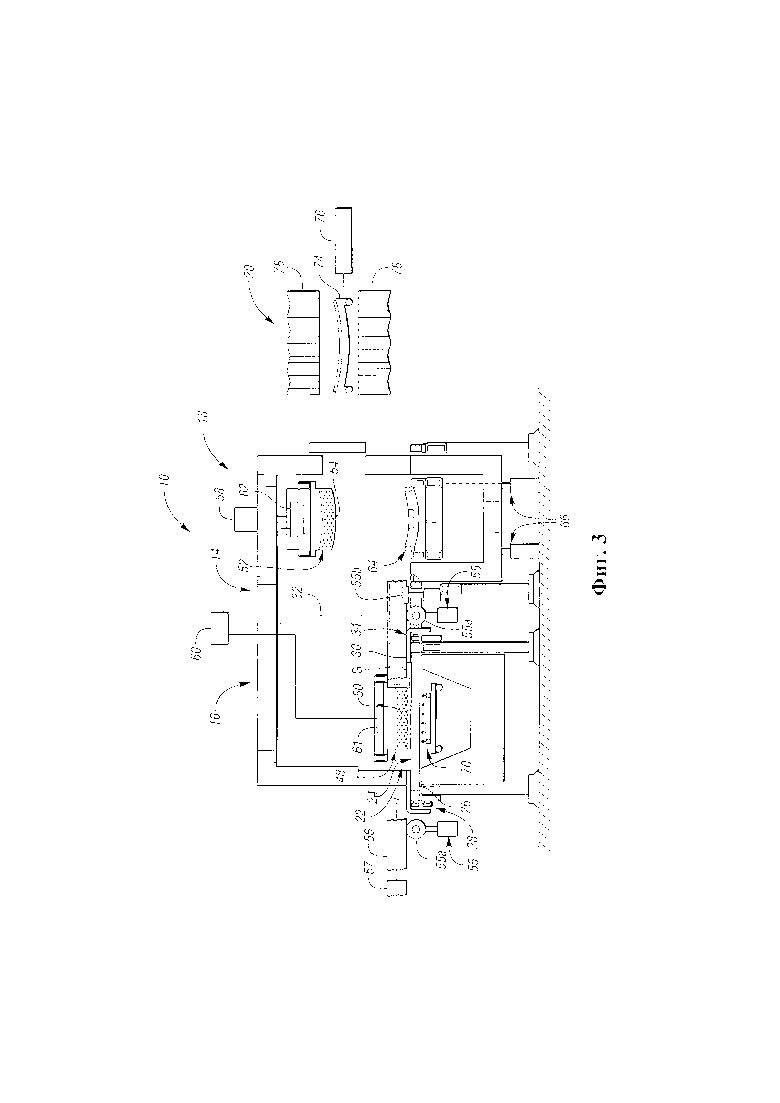
[0013] На фиг. 3 представлен схематический вид с торца в вертикальном разрезе системы обработки, выполненный по линии 3-3, представленной на фиг. 1, и показана формующая станция, содержащая охлаждающий блок роликового конвейера согласно настоящему изобретению, а также содержащая первую и вторую формующие секции с формующими формами, применяемыми для обеспечения формования листов стекла в нагретой среде системы.
[0014] На фиг. 3а представлен местный вид в вертикальном разрезе, показывающий правую вторую формующую секцию формующей станции, представленной на фиг. 3, но после того, как первоначально сформованный лист стекла был перемещен в нее на первой верхней форме из левой первой формующей станции в положение над нижней формой и под второй верхней формой, которая высвободила сформованный лист стекла из предыдущего цикла на подающую форму, которая впоследствии переместилась из формующей станции для подачи.
[0015] На фиг. 3b представлен еще один местный вид правой второй формующей секции формующей станции, представленной на фиг. 3, но показан лист стекла во время прессового формования между нижней формой и второй верхней формой.
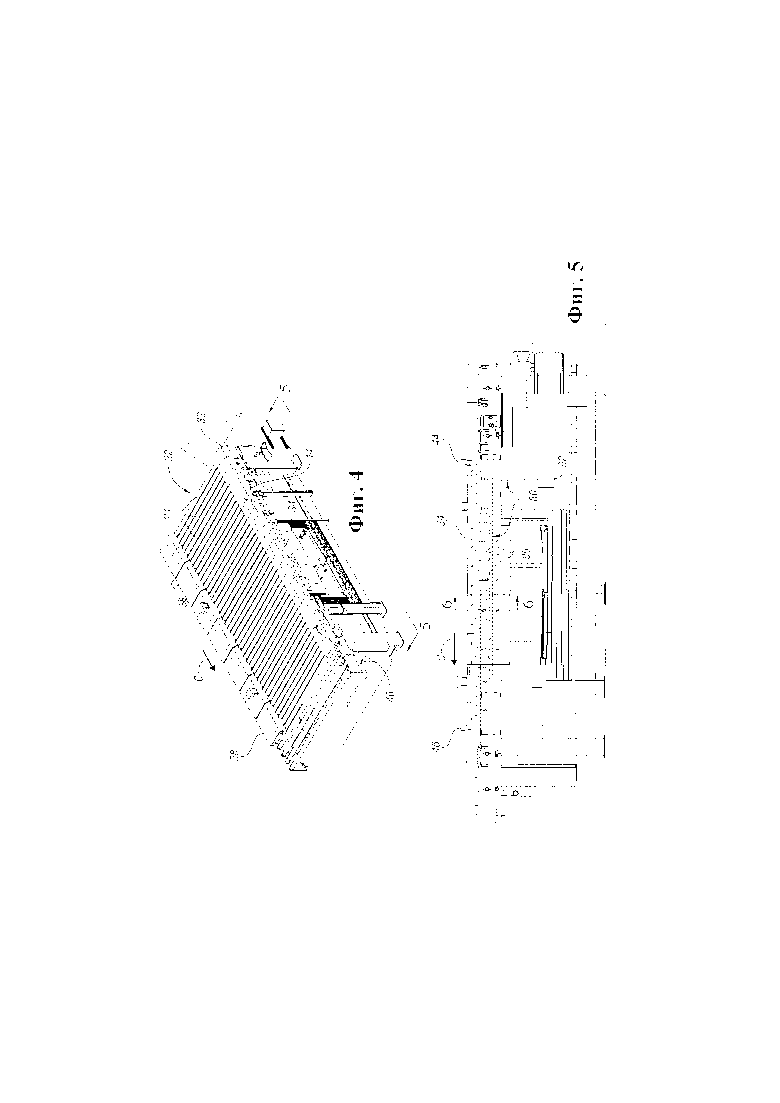
[0016] На фиг. 4 представлен вид в перспективе, иллюстрирующий корпус системы с удаленной верхней частью, чтобы показать охлаждающий блок, который обеспечивает охлаждение концов роликов конвейера в нагретом месте внутри корпуса системы.
[0017] На фиг. 5 представлен вид в вертикальном разрезе, выполненном по линии 5-5, представленной на фиг. 4, чтобы дополнительно проиллюстрировать охлаждающий блок.
[0018] На фиг. 6 представлен вид в разрезе, выполненном по линии 6-6, представленной на фиг. 5, чтобы дополнительно проиллюстрировать конструкцию охлаждающего блока.
[0019] На фиг. 7 представлен вид в разрезе, выполненном через охлаждающий блок по линии 7-7, представленной на фиг. 6.
[0020] На фиг. 8 представлен вид в разрезе, выполненном в целом по линии 8-8, представленной на фиг. 7, но с отделенным концом ролика и удаленным подшипником, чтобы проиллюстрировать конструкцию каждой из пары опор подшипника, которые поддерживают подшипник, который поддерживает с возможностью вращения относящийся к нему конец ролика.
ПОДРОБНОЕ ОПИСАНИЕ
[0021] В настоящем документе в необходимом объеме раскрыты подробные варианты осуществления настоящего изобретения; однако следует понимать, что раскрытые варианты осуществления являются только примерами осуществления настоящего изобретения, которые могут быть реализованы в различных альтернативных вариантах. Фигуры не обязательно выполнены с соблюдением масштаба; некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать детали конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные детали, раскрытые в настоящем документе, должны быть истолкованы не как ограничивающие, а только в качестве показательной основы для обучения специалиста в данной области техники тому, как различными способами применять настоящее изобретение.
[0022] Со ссылкой на фиг. 1-3 система обработки листов стекла, обозначенная в целом позицией 10, воплощает настоящее изобретение и содержит нагревательную печь 12, формующую станцию 14, содержащую первое и второе места 16 и 18 формования, и охлаждающую станцию 20 для охлаждения сформованного листа G стекла путем медленного охлаждения для отжига, более быстрого охлаждения для термического упрочнения или еще более быстрого охлаждение для закалки. Печь 12 и первая формующая секция 16 формующей станции 14 содержат роликовый конвейер 22, содержащий ролики 24 конвейера для транспортировки листа G стекла в направлении транспортировки С для нагрева. Ролики 24 выполнены из частиц спеченного связанного кварца, чтобы обладать устойчивостью к термической деформации при нагревании и охлаждении и, таким образом, обеспечивать плоскостность листа стекла во время транспортировки. Все компоненты системы 10 обработки находятся под управлением контроллера 25 посредством управляющей связки 25а проводов, оптических волокон, трубок и т.д., как схематически показано на фиг. 2.
[0023] Как показано на фиг. 3, каждый ролик 24 имеет один конец 26, который может выходить наружу из печи, чтобы приводиться во вращательное движение с помощью схематически показанного приводного механизма 28, при этом другой конец 30 каждого ролика находится в нагретом месте, рядом с соединением 32 между первой и второй секциями 16 и 18 формующей станции 14, и они приняты в опорную конструкцию 34 для роликов, схематически показанную на фиг. 3. Более конкретно, опорная конструкция 34, показанная на фиг. 4 и фиг. 5, имеет удлиненную форму вдоль направления перемещения С и содержит удлиненный охлаждающий блок 36, показанный на фиг. 6 как содержащий корпус 38, определяющий охлаждающую камеру 40, которая вмещает и содержит подшипники 42, которые поддерживают с возможностью вращения выровненный ряд концов 30 роликов. Охлаждающий блок 42, как наилучшим образом показано на фиг. 5, содержит впускное отверстие 44 и выпускное отверстие 46, через которое охлаждающая текучая среда подается в охлаждающую камеру для обеспечения охлаждения выровненного ряда концов 30 роликов и охлаждения подшипников 42 во время работы системы.
[0024] В конкретной системе 10 обработки, как показано на фиг. 3, формование листа стекла осуществляется с помощью концов 30 роликов конвейера, охлажденных в опорной конструкции 34. Более конкретно, эта система содержит формующую станцию 14 с первой формующей секцией 16, имеющей первую верхнюю форму 48, содержащую обращенную вниз формующую поверхность 50, которая изогнута в направлении транспортировки С, но имеет прямолинейные элементы, поперечные направлению транспортировки, и при этом вторая формующая секция 18 имеет вторую верхнюю форму 52, которая имеет обращенную вниз формующую поверхность 54, которая изогнута как вдоль, так и поперечно направлению транспортировки С. Силовые приводы 55 содержат ролики 55а, которые поддерживают балки 56 (показана только одна), на которых первая верхняя форма 48 поддерживается и перемещается вертикально в незначительной степени с помощью силовых приводов 55 во время операции формования, и при этом силовой привод 57 перемещает балки 56 и первую верхнюю форму 48 на балках горизонтально между первой и второй формующими секциями 16 и 18 формующей станции 14 во время операции формования. Боковые ролики 55b также контактируют с балками 56, чтобы обеспечить боковое позиционирование во время перемещения первой верхней формы 38 между положением захвата, показанным на фиг. 3, и положением подачи, показанным на фиг. 3а.
[0025] Кроме того, силовой привод 58 перемещает вторую верхнюю форму 52 вертикально во время цикла формования формующей станции 14, и источник сжатого воздуха 60 подает сжатый воздух в первый и второй газовые насосы 61 и 62 для обеспечения вакуума, а в другое время подает сжатый воздух через массивы отверстий в формующих поверхностях 50 и 54 первой и второй верхних форм 48 и 52 для первоначальной поддержки и последующего высвобождения формуемых листов G стекла. Кроме того, нижняя форма 64 во второй формующей секции 14 формующей станции поддерживается для вертикального перемещения подъемниками 66 во время формования. Это вертикальное перемещение может быть направлено вниз, чтобы позволять первой верхней форме 38 перемещаться над нижней формой 64, а затем вверх, чтобы высвобождение листа стекла происходило на более близком расстоянии от нижней формы для управления позиционированием. В дополнение вертикальное перемещение нижней формы 64 также может применяться во взаимодействии с вертикальным перемещением второй верхней формы 52 для выполнения прессового гнутья. В дополнение массив 70 газоструйных насосов обеспечивает подъем нагретого листа G стекла с роликового конвейера 22 в первую верхнюю форму 48, чтобы начать цикл формования, как описано далее.
[0026] В дополнение к формующей станции 14 система 10, как показано на фиг. 3, содержит охлаждающую станцию 20, к которой на подающей форме 74 с помощью силового привода 76 перемещают сформованный лист G стекла из второй формующей секции 18 в охлаждающую станцию между нижней и верхней закалочными головками 78 для охлаждения. Как уже упоминалось ранее, это охлаждение может быть медленным охлаждением для отжига, более быстрым охлаждением для термического упрочнения или быстрым охлаждением для закалки.
[0027] Формующая станция 14, показанная на фиг. 3, фиг. 3а и фиг. 3b, имеет три этапа работы, на которых лист стекла формуется на первой верхней форме 48 с кривизной в первом направлении и прямолинейными элементами во втором направлении, поперечном первому направлению, посредством силы тяжести в поперечных направлениях на нижней форме 64, которая имеет кольцевую форму с открытым центром, после получения, благодаря этому, из первой верхней формы 48 в положении подачи, показанной на фиг. 3а, и, наконец, посредством прессового формования между второй верхней формой 52 и нижней формой 64, как показано на фиг. 3b.
[0028] Цикл работы формующей станции 14 со ссылкой на фиг. 3 начинается с перемещения вниз первой верхней формы 48 в левой первой формующей секции 16, чтобы лист G стекла мог быть поднят с роликового конвейера 22 посредством вакуума, приложенного к поверхности 50 первой верхней формы 48, и посредством восходящего потока газа из массива 70 струйных насосов. Более конкретно, первая верхняя форма 48 может перемещаться вниз с помощью силовых приводов 55 на расстояние приблизительно полдюйма (12-15 мм) от конвейера 22 для первоначального захвата листа стекла, а затем может перемещаться вверх, чтобы первая верхняя форма могла перемещаться над опорной конструкцией 34. Затем силовой привод 57 перемещает балки 56 и первую верхнюю форму 48 вправо во вторую формующую секцию 18 формующей станции в положение, показанное на фиг. 3а, над нижней формой 64 и под поднятой верхней формой 52, которая показана над подающей формой 74, которая все еще работает в предыдущем цикле. Позиционирование первой верхней формы 48 и подающей формы 74 одновременно на разных высотах внутри второй формующей секции 18 обеспечивает перекрывающиеся циклы, что уменьшает время цикла системы и, таким образом, обеспечивает большую производительность, что преимущественно снижает себестоимость готового продукта в виде сформованного листа стекла.
[0029] После того, как нижняя форма 64 принимает лист стекла, первая верхняя форма 48 возвращается назад в первую формующую секцию 16, как показано на фиг. 3, при подготовке к следующему циклу, и лист G стекла подвергается прессовому формованию между второй верхней формой 52 и нижней формой 64, как показано на фиг. 3b. Затем вторая верхняя форма 52 перемещается вверх в положение, показанное на фиг. 3а, с поддерживаемым ею подвергнутым прессовому формованию листом стекла, и подающая форма 74 перемещается во вторую формующую секцию 14, как показано, чтобы принять подвергнутый прессовому формованию лист стекла для последующего перемещения к закалочному устройству 20, показанному на фиг. 3.
[0030] Следует понимать, что опорная конструкция 34 и ее охлаждающий блок 36 могут также применяться в других системах, имеющих нагретые места в дополнение к раскрытой формующей станции, для которой особую практическую ценность имеют опорная конструкция и охлаждающий блок. Например, формующая станция 14 может альтернативно содержать первую верхнюю форму, которая перемещается исключительно вертикально, и нижнюю форму, которая перемещается горизонтально от нижней части первой верхней формы к нижней части второй верхней формы на высоте ниже высоты подающей формы, которая подает сформованный лист стекла после прессового формования между нижней формой и второй верхней формой, как раскрыто в опубликованной заявке на патент США №U.S. 2015/0218029 А1, полное раскрытие которой включено в настоящий документ посредством ссылки.
[0031] В предпочтительной конструкции охлаждающего блока 36 контур охлаждения обеспечивается охлаждающей камерой 40, показанной на фиг. 6, и впускным отверстием 44 и выпускным отверстием 46, показанными на фиг. 5. Текучая среда, обеспечиваемая жидкостью, протекающей через контур, обеспечивает охлаждение выровненного ряда концов 30 роликов 24 конвейера и охлаждение соответствующих подшипников 42, как показано на фиг. 6 и фиг. 7. Более конкретно, как раскрыто, вода представляет собой применяемую жидкость и предпочтительно предоставляется в виде смеси воды и антифриза, чтобы обеспечить охлаждение выровненного ряда концов 30 роликов и подшипников 42. Антифриз предотвращает замерзание при охлаждении во внешнем охладителе после прохождения через систему, а также предотвращает накопление осадка в контуре охлаждения с помощью антиосадочных присадок антифриза.
[0032] Со ссылкой на фиг. 5 и фиг. 6 опорная конструкция 34 для роликов содержит источник воздуха, обобщенно обозначенный позицией 80, который предотвращает протекание нагретого воздуха системы обработки в охлаждающий блок 36 и нагрев им выровненного ряда концов 30 роликов и подшипников 42. Более конкретно, опорная конструкция 34 для роликов содержит круглые оболочки 82, которые выступают внутрь от корпуса 38 и имеют соответствующие открытые концы 84, через которые выровненные ряды концов 30 роликов выступают внутрь в охлаждающую камеру 40. Круглые оболочки 82 поддерживают подшипники 42, которые поддерживают с возможностью вращения выровненный ряд концов 30 роликов, и корпус 38 охлаждающего блока 36 и круглые оболочки с открытым концом определяют путь потока контура охлаждения, который подает воду для охлаждения выровненных рядов концов роликов и подшипников при переносе из впускного отверстия 44 в выпускное отверстие 46, как описано ранее в связи с фиг. 5.
[0033] Как показано на фиг. 6, каждый выровненный ряд концов 30 роликов содержит торцевую крышку 86, которая прикреплена к спеченному связанному кварцу соответствующего ролика, и каждая торцевая крышка имеет выступ 88, вмещающий внутреннее кольцо относящегося к нему антифрикционного подшипника 42, который прикреплен к нему удерживающим кольцом 90. Термостойкий клей прикрепляет торцевую крышку 86 к концу 30 ролика, и как это крепление, так и подшипник 42 охлаждаются водой, циркулирующей через охлаждающую камеру 40, при этом поток воздуха из источника 80 воздуха предотвращает нагрев этих компонентов горячим воздухом из внутренней части системы обработки. Источник 80 воздуха, как показано, содержит источник 92 (фиг. 5) сжатого воздуха, который подается в подводящую трубу 94, которая, в свою очередь, подает сжатый воздух в отводные трубы 96, соединенные с фитингами 98, которые подают сжатый воздух в трубы 100, которые поддерживают круглые оболочки 82 и подают сжатый воздух в круглые оболочки.
[0034] Как показано на фиг. 7 и фиг. 8, гнезда 102 подшипников на внутренней стороне каждой круглой оболочки 82 поддерживают антифрикционные подшипники 42 на своих наружных кольцах для обеспечения вращающейся опоры концов 30 роликов, выступы 88 которых на торцевых крышках 86 вмещаются внутренними кольцами подшипников.
[0035] Для более конкретного раскрытия передаточного устройства 69 см. заявку на патент США с номером дела GLT 1993 PUS, поданную одновременно с настоящей заявкой и имеющую название «LIFT DEVICE FOR A GLASS PROCESSING SYSTEM (ПОДЪЕМНОЕ УСТРОЙСТВО ДЛЯ СИСТЕМЫ ОБРАБОТКИ СТЕКЛА)», полное раскрытие которой также включено в настоящий документ посредством ссылки.
[0036] Несмотря на то что выше описаны примерные варианты осуществления, не имеется в виду, что эти варианты осуществления описывают все возможные варианты настоящего изобретения. Скорее, слова, употребляемые в описании, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без отступления от сущности и объема настоящего изобретения. Кроме того, признаки различных вариантов осуществления могут быть объединены для образования дополнительных вариантов осуществления настоящего изобретения.



Изобретение относится к системе обработки горячих листов стекла. Техническим результатом является усовершенствование системы обработки. Система обработки горячих листов стекла содержит роликовый конвейер, проходящий вдоль направления транспортировки системы обработки и содержащий множество роликов, имеющих ряд концов роликов, которые расположены в нагретом месте системы и выровнены друг с другом вдоль направления транспортировки; и опорную конструкцию для роликов. Опорная конструкция расположена в нагретом месте системы и имеет удлиненный охлаждающий блок, содержащий корпус. Корпус содержит охлаждающую камеру, которая вмещает подшипники. Подшипники поддерживают с возможностью вращения выровненный ряд концов роликов. Охлаждающий блок содержит контур охлаждения, который подает охлаждающую текучую среду в охлаждающую камеру для обеспечения охлаждения выровненного ряда концов роликов и охлаждения подшипников. 7 з.п. ф-лы, 8 ил.
1. Система обработки горячих листов стекла, содержащая:
роликовый конвейер, проходящий вдоль направления транспортировки системы обработки и содержащий множество роликов, имеющих ряд концов роликов, которые расположены в нагретом месте системы и выровнены друг с другом вдоль направления транспортировки; и
опорную конструкцию для роликов, расположенную в нагретом месте системы и имеющую удлиненный охлаждающий блок, содержащий корпус, определяющий охлаждающую камеру, которая вмещает и содержит подшипники, которые поддерживают с возможностью вращения выровненный ряд концов роликов, и при этом охлаждающий блок содержит контур охлаждения, который подает охлаждающую текучую среду в охлаждающую камеру для обеспечения охлаждения выровненного ряда концов роликов и охлаждения подшипников.
2. Система обработки горячих листов стекла по п. 1, отличающаяся тем, что контур охлаждения подает жидкость, которая обеспечивает охлаждение выровненного ряда концов роликов и подшипников.
3. Система обработки горячих листов стекла по п. 2, отличающаяся тем, что контур охлаждения подает воду, которая обеспечивает охлаждение выровненного ряда концов роликов и подшипников.
4. Система обработки горячих листов стекла по п. 3, отличающаяся тем, что контур охлаждения подает смесь воды и антифриза, которая обеспечивает охлаждение выровненного ряда концов роликов и подшипников.
5. Система обработки горячих листов стекла по п. 3, отличающаяся тем, что опорная конструкция для роликов также содержит источник воздуха, который предотвращает протекание нагретого воздуха системы обработки в охлаждающий блок и нагрев им выровненного ряда концов роликов и подшипников.
6. Система обработки горячих листов стекла по п. 1, отличающаяся тем, что опорная конструкция для роликов содержит круглые оболочки, которые выступают в охлаждающую камеру и имеют соответствующие открытые концы, через которые выровненный ряд концов роликов соответственно выступает в охлаждающую камеру, при этом круглые оболочки поддерживают подшипники, которые поддерживают с возможностью вращения выровненный ряд концов роликов, и при этом корпус охлаждающего блока и круглые оболочки с открытым концом определяют путь потока контура охлаждения, который подает воду для охлаждения выровненного ряда концов роликов и подшипников.
7. Система обработки горячих листов стекла по п. 6, отличающаяся тем, что выровненный ряд концов роликов имеет торцевые крышки, соответственно прикрепленные к ним и имеющие опорные выступы, которые соответственно поддерживаются с возможностью вращения подшипниками.
8. Система обработки горячих листов стекла по п. 7, отличающаяся тем, что дополнительно содержит источник воздуха, который подает воздух в круглые оболочки, чтобы предотвратить протекание нагретого воздуха системы обработки в охлаждающий блок между круглыми оболочками и выровненным рядом концов роликов для предотвращения нагрева торцевых крышек и подшипников.
| US 1992998 A1, 05.03.1935 | |||
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| СПОСОБ ЗАКАЛКИ ЛИСТА СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025468C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ КОРРОЗИИ СТАЛИ В СВИНЦОВОМ ТЕПЛОНОСИТЕЛЕ | 2014 |
|
RU2571239C1 |
| Способ удаления плавающих веществ с поверхности жидкости | 1980 |
|
SU958583A1 |
| US 3165391 A1, 12.01.1965. | |||

