Изобретение относится к устройству для изготовления деталей из композитного материала путем инжекции смолы в закрытую форму и к способу использования такого устройства.
Известны различные способы изготовления деталей из композитного материала путем пропитки волокон смолой, в частности способы формования в закрытых формах.
В первую очередь можно указать способ, предусматривающий инжекцию смолы в закрытую форму, часто называемый RTM-технологией.
Согласно RTM-технологии, совокупность волокнистых элементов размещают особым образом вокруг основы, после чего полученное целое помещают внутрь закрытой пресс-формы, геометрическая форма которой в целом соответствует геометрической форме изготавливаемой детали.
В соответствии с традиционной RTM-технологией такая пресс-форма образована нижней формующей полостью или матрицей и верхним штампом или пуансоном.
Затем внутрь пресс-формы впрыскивают смолу, которую затем полимеризуют посредством источника энергии. При этом молекулы смолы начинают образовывать друг с другом связи, формируя твердую решетку. В результате получают жесткую деталь из композитного материала, образованную волокнами и полимеризованной смолой.
Кроме того, можно указать формование путем инфузии смолы.
В общем случае такой способ предусматривает выполнение нескольких этапов, в том числе укладку волокнистых армирующих элементов по оформляющей полости пресс-формы.
Затем пресс-форму закрывают эластичной крышкой, позволяющей выполнять управляемое нагнетание смолы, которая проникает внутрь волокнистых армирующих элементов с последующей полимеризацией и получением в результате жесткой детали.
Продвижение смолы происходит за счет пониженного давления в некоторых частях крышки, в направлении которых и перемещается смола, подаваемая в пресс-форму.
Другими словами, традиционная технология инфузии смолы предусматривает, что формовочная оснастка пресс-формы образована полостью матрицы внизу и непроницаемой крышкой типа кожуха вверху, используемой в качестве пуансона.
При использовании таких способов, как стандартная RTM-технология или инфузия смолы, приходится иметь дело с громоздкой формовочной оснасткой, которая к тому же приспособлена для изготовления деталей конкретной геометрической формы. Поэтому для изготовления широкого ассортимента деталей требуются значительные затраты на оснастку.
Кроме того, такая оснастка может иметь чрезвычайно ограниченный срок службы. Это объясняется тем, что при использовании стандартной RTM-оснастки повреждение полости матрицы или пуансона (или обоих компонентов) означает повреждение образованной ими оснастки в целом.
Наконец, вследствие сложности наладки формовочной оснастки, приспособленной для производства конкретного вида детали из композитного материала, применение таких технологий ограничено изготовлением деталей из композитного материала, имеющих относительно несложную форму или форму средней сложности, с достаточно простыми параметрами.
В еще не опубликованной заявке FR 09/00300 раскрыто устройство, позволяющее повысить эффективность изготовления композитных деталей и устранить указанные выше недостатки.
При этом некоторые проблемы, связанные с изготовлением композитных деталей с использованием таких инфузионных технологий, остались нерешенными.
Одна из основных проблем состоит в необходимости обеспечить точное размещение участков с особыми свойствами, например армирования, слоистых структур, вставок, в частности при изготовлении прецизионных деталей, в том числе для нужд авиации.
В частности, такие элементы с особыми свойствами размещают в композитных деталях в целях оптимизации передачи усилий внутри детали и повышения ее механической прочности - именно поэтому важно соблюсти точность их размещения.
Задача изобретения состоит в устранении названных недостатков, для чего предлагается устройство для изготовления детали из композитного материала путем инжекции смолы в закрытую форму, содержащее производственную пресс-форму, выполненную с возможностью размещения в ней по меньшей мере одной предварительно отформованной заготовки детали для последующего пропитывания смолой в процессе инжекции смолы, причем пресс-форма разделена на матрицу и один или более подвижных конструктивных элементов, предназначенных для индексирования на указанной матрице, причем после сборки узел образует полость, соответствующую геометрической форме изготавливаемой детали, отличающееся тем, что пресс-форма соединена по меньшей мере с одной позиционирующей рамой, имеющей низкий коэффициент термического расширения по меньшей мере в одном направлении или любой коэффициент расширения, если он предусмотрен для позиционирующей рамы и/или цикла полимеризации, или любой коэффициент расширения, если позиционирующая рама термоизолирована, причем позиционирующая рама выполнена таким образом, что она позволяет индексировать и удерживать в нужном положении на матрице один или более подвижных конструктивных элементов, соответствующих по меньшей мере одному элементу с особыми свойствами.
Таким образом, за счет соединения с позиционирующей рамой, обладающей низким линейным коэффициентом расширения в одном направлении или, при необходимости, в нескольких направлениях, и в более общем смысле за счет устойчивых или управляемых деформаций расширения, удается удерживать точно в нужном положении все элементы, предназначенные для формования специальных элементов (армирования, слоистых структур и других подобных элементов) композитной детали.
Позиционирующую раму можно выполнить из материала, термические свойства которого (расширение) достаточно предсказуемы для того, чтобы их приняли во внимание, например из алюминия. Однако разность коэффициентов термического расширения может приводить к существенным перераспределениям напряжения. При этом возникает опасность появления различных дефектов - от деформации детали и трудностей с выемкой из пресс-формы до нарушения состояния самого материала (расслаивание, образование микротрещин в смоле...).
Позиционирующую раму можно изготовить и из материала с любым термическими свойствами, при условии термоизоляции от остальной части оснастки. Повышение температуры, необходимое для полимеризации смолы, не вызовет смещения элементов позиционирующей рамы. В этом случае расширение композитной детали будет пренебрежимо малым по сравнению с требуемыми позиционными допусками.
Такое решение позволяет изготавливать детали, используя базовую оснастку, в частности матрицы, небольшой стоимости и выполнять из более дорогостоящих технических материалов только элементы, требующие точного размещения, которые могут быть изготовлены и из недорогих технических материалов, если позиционирующая рама термоизолирована.
Предпочтительно, чтобы позиционирующая рама имела низкий коэффициент термического расширения в трех пространственных направлениях.
Предпочтительно, чтобы конструктивные элементы удерживались в нужном положении, по меньшей мере частично, прижимными средствами, предусмотренными на позиционирующей раме, или за счет степени свободы, соответствующей направлению, перпендикулярному композитной детали. При этом предпочтительно, чтобы прижимные средства находились в области индекса позиционирования соответствующего конструктивного элемента.
В идеальном варианте прижимное приспособление обеспечивает постоянное сжимающее усилие несмотря на уменьшение толщины предварительно отформованной заготовки (сухих волокон).
В предпочтительном варианте матрица изготовлена на основе алюминия.
Предпочтительно снабдить позиционирующую раму по меньшей мере одной опорной индексирующей стойкой.
В одном из вариантов осуществления изобретения матрица выполнена плоской.
Предпочтительно, чтобы съемные конструктивные элементы представляли собой независимые блоки трехмерной геометрической формы, форма и размеры которых согласованы с формой и размерам изготавливаемой детали.
Целесообразно снабдить устройство по меньшей мере одним средством инжекции смолы.
Кроме того, устройство может обладать следующими необязательными признаками:
съемные конструктивные элементы могут содержать гибкие или жесткие остовы любого типа, форма и размеры которых согласованы с полыми структурами;
конструктивные элементы выполнены с возможностью обеспечения вентиляции;
устройство содержит средства инжекции, позволяющие одновременно или последовательно пропитывать предварительно отформованную заготовку инжектируемой смолой;
средства инжекции распределены по поверхности пресс-формы таким образом, чтобы способствовать поперечной и/или ламинарной диффузии смолы;
устройство дополнительно снабжено системой, ограждающей конструктивные элементы от смолы, инжектируемой в производственную пресс-форму.
Другим объектом изобретения является способ использования предложенного устройства для изготовления детали из композитного материала путем инжекции смолы в закрытую форму, отличающийся тем, что содержит следующие этапы:
индексируют, посредством позиционирующей рамы, один или более подвижных конструктивных элементов пресс-формы на матрице так, что после сборки узел образует полость, соответствующую геометрической форме изготавливаемой детали;
прикладывают усилие для удержания в нужном положении и сжатия конструктивных элементов, индексированных посредством указанной позиционирующей рамы;
предварительно формуют деталь, в частности сухие волокна; формуют деталь путем инжекции смолы.
Целесообразно, чтобы относительно плоскости предварительно отформованной заготовки выполняли поперечную пропитку и/или ламинарную пропитку относительно этой плоскости.
Ниже изобретение описано более подробно, со ссылками на фиг. 1, схематически изображающую предлагаемое устройство в поперечном разрезе.
Общий принцип сборного устройства, содержащего матрицу и индексируемые на указанной матрице подвижные конструктивные элементы, изложен в заявке FR 09/00300.
В основном изготовление детали из композитного материала представляет собой по существу формование композитного элемента посредством соответствующего оборудования путем инжекции жидкой смолы внутрь несущей системы из по существу сухих армирующих волокон в виде заготовки, которая была предварительно сформована в соответствии с формой поверхности детали и помещена в закрытую пресс-форму.
Такое формовочное устройство 1 схематически представлено на фиг. 1.
Устройство 1 содержит пресс-форму 10, задающую формовочную полость, предназначенную под размещение предварительно отформованной заготовки 2, которую можно пропитывать смолой с целью формирования детали из композитного материала.
Пресс-форма 10 разделена на формующую матрицу 11, на которой один или более независимых подвижных формовочных конструктивных элементов 12 установлены и индексированы таким образом, что узел, полученный в результате сборки, образует полость, соответствующую форме поверхности изготавливаемой детали.
Формующая матрица 11, исключительно в качестве примера, имеет плоскую форму.
Конструктивные элементы 12 установлены с возможностью перемещения на формующей матрице 11 в зависимости от формы изготавливаемых деталей и представляют собой блоки трехмерной геометрической формы, чья форма, размеры, толщина и расположение на матрице 11 согласованы с формой поверхности изготавливаемой детали. Тем самым они обеспечивают ограничение детали по геометрической форме, размерам и толщине.
Указанные конструктивные элементы позволяют, в частности, получать и размещать в зависимости от каждой изготавливаемой детали такие элементы с особыми свойствами как, например, армирование 21.
На практике для пропитки заготовки 1 смолой пресс-форму 10 соединяют с контейнером (не показан) со смолой, при этом контейнер со смолой находится внутри нагревателя (не показан), например печи или любого другого подходящего нагревательного устройства. Контейнер соединен с пресс-формой 10 средствами инжекции смолы.
Кроме того, пресс-форма 10 может соединяться с крышкой, обеспечивающей закрывание пресс-формы 10 и выполняющей функцию ответной части пресс-формы.
Пресс-форма 10 снабжена краевыми уплотнительными прокладками, обеспечивающими уплотнение между крышкой и пресс-формой 10. Таким образом, полученный узел образует герметичный объем, соответствующий объему изготавливаемой детали.
В изобретении, для удержания конструктивных элементов 12 точно в нужном положении в течение инжекции смолы, предлагается снабдить устройство позиционирующей рамой 30, удерживаемой индексирующей стойкой 31 посредством соединительной детали 32, находящейся между указанной рамой 30 и стойкой 31.
Кроме того, изобретением предусмотрено, что позиционирующая рама имеет низкий коэффициент термического расширения по оси матрицы 11, или любой коэффициент расширения в случае предсказуемости ее расширения и надлежащего расчета температурного цикла, или любой коэффициент расширения, если позиционирующая рама термоизолирована и соответственно не расширяется.
Позиционирующая рама 30 снабжена упругими прижимными средствами 33 (например, пружиной), позволяющими приложить усилие к конструктивным элементам 12 для удержания их в нужном положении. Усилие сжатия можно создать и за счет понижения давления в ответной части пресс-формы. В этом случае позиционирующие элементы имеют степень свободы, соответствующую направлению, перпендикулярному композитной детали.
Операция предварительного формования и сжатия сухих волокон позволяет получить значительный объемный процент. Для фиксации полученного объема волокон можно использовать связующее вещество. В этом случае в ходе предварительного формования предусмотрен цикл полимеризации используемого связующего вещества. Такая конструкция оснастки позволяет использовать одну и ту же оснастку для операций предварительного и окончательного формования.
Таким образом, позиционирующая рама позволяет точно размещать и удерживать в нужном положении конструктивные элементы 12 независимо от деформаций вследствие расширения матрицы 11.
Хотя выше описан конкретный вариант осуществления изобретения, совершенно очевидно, что изобретение никоим образом им не ограничено и охватывает все технические эквиваленты описанных здесь средств и их комбинаций в объеме правовой охраны изобретения.
Изобретение относится к устройству для изготовления детали из композитного материала путем инжекции смолы в закрытую форму и к способу использования данного устройства. Устройство содержит производственную пресс-форму, предназначенную под размещение по меньшей мере одной предварительно отформованной заготовки и разделенную на матрицу и один или более подвижных конструктивных элементов, индексированных на матрице. Собранный узел образует полость, соответствующую геометрической форме изготавливаемой детали. Пресс-форма соединена по меньшей мере с одной позиционирующей рамой, расширение которой является устойчивым или управляемым по меньшей мере в одном направлении. Позиционирующая рама выполнена таким образом, что она позволяет индексировать и удерживать на матрице один или более подвижных конструктивных элементов, соответствующих по меньшей мере одному элементу с особыми свойствами. Изобретение обеспечивает повышение качества изготавливаемых изделий. 2 н. и 8 з.п. ф-лы, 1 ил. 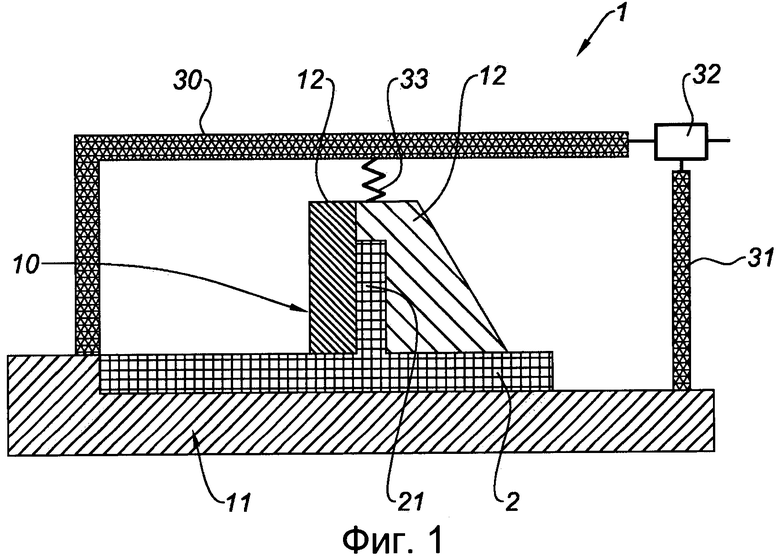
1. Устройство (1) для изготовления детали из композитного материала путем инжекции смолы в закрытую форму, содержащее производственную пресс-форму (10), выполненную с возможностью размещения в ней по меньшей мере одной предварительно отформованной заготовки (2) детали для последующего пропитывания смолой в процессе инжекции смолы, причем пресс-форма разделена на матрицу (11) и один или более подвижных конструктивных элементов (12), предназначенных для индексирования на указанной матрице, причем после сборки узел образует полость, соответствующую геометрической форме изготавливаемой детали, отличающееся тем, что пресс-форма соединена по меньшей мере с одной позиционирующей рамой (30), имеющей низкий коэффициент термического расширения по меньшей мере в одном направлении или любой коэффициент расширения, если он предусмотрен для позиционирующей рамы и/или цикла полимеризации, или любой коэффициент расширения, если позиционирующая рама термоизолирована, причем позиционирующая рама выполнена таким образом, что она позволяет индексировать и удерживать в нужном положении на матрице один или более подвижных конструктивных элементов, соответствующих по меньшей мере одному элементу (21) с особыми свойствами.
2. Устройство (1) по п.1, отличающееся тем, что позиционирующая рама (30) имеет низкий коэффициент термического расширения в трех пространственных направлениях.
3. Устройство (1) по п.1, отличающееся тем, что удержание конструктивных элементов (12) в нужном положении обеспечено, по меньшей мере частично, прижимными средствами (33), предусмотренными на позиционирующей раме (30), или за счет степени свободы, соответствующей направлению, перпендикулярному композитной детали.
4. Устройство (1) по п.3, отличающееся тем, что прижимные средства (33) находятся в области индекса позиционирования соответствующего конструктивного элемента (12).
5. Устройство (1) по любому из пп.1-4, отличающееся тем, что матрица (11) изготовлена на основе алюминия.
6. Устройство (1) по любому из пп.1-4, отличающееся тем, что позиционирующая рама (30) снабжена по меньшей мере одной опорной индексирующей стойкой (31).
7. Устройство (1) по любому из пп.1-4, отличающееся тем, что матрица (11) выполнена плоской.
8. Устройство (1) по любому из пп.1-4, отличающееся тем, что съемные конструктивные элементы (12) выполнены в виде независимых блоков трехмерной геометрической формы, форма и размеры которых согласованы с формой и размерами изготавливаемой детали.
9. Устройство (1) по любому из пп.1-4, отличающееся тем, что оно содержит по меньшей мере одно средство инжекции смолы.
10. Способ использования устройства (1) по любому из пп.1-9, отличающийся тем, что содержит следующие этапы:
индексируют, посредством позиционирующей рамы (30), один или более подвижных конструктивных элементов (12) пресс-формы на матрице (11) так, что после сборки узел образует полость, соответствующую геометрической форме изготавливаемой детали;
прикладывают усилие для удержания в нужном положении и сжатия конструктивных элементов, индексированных посредством указанной позиционирующей рамы;
предварительно формуют деталь;
формуют деталь путем инжекции смолы.
| US 6146122 A, 14.11.2000 | |||
| УСТРОЙСТВО ДЛЯ ВАКУУМНО-АВТОКЛАВНОГО ФОРМОВАНИЯ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2106251C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ДЕТАЛЕЙ ИНЖЕКЦИОННЫМ МЕТОДОМ | 2001 |
|
RU2217312C2 |
| US 4942013 A1, 17.07.1990 | |||
| US 5238640 A, 24.08.1993. | |||

