Изобретение относится к способу изготовления деталей из композитного материала методом трансферного формования смолы.
Известен целый ряд технологий изготовления деталей из композитного материала посредством пропитки волокон смолой, и в частности, технологий формования с использованием закрытых форм.
В первую очередь следует отметить технологию трансферного формования смол (технология RTM (Resin Transfer Molding)).
В соответствии с этой технологией, группу волокнистых элементов определенным образом располагают вокруг подложки, после чего весь узел помещают в закрытую форму, геометрическая форма которой по существу соответствует геометрической форме изготавливаемой детали.
При использовании традиционной технологии RTM указанная форма состоит из вогнутой формы (матрицы) и контрматрицы (пуансона).
В соответствии с указанной технологией смолу впрыскивают в форму, а затем осуществляют ее полимеризацию, в ходе которой молекулы смолы начинают связываться друг с другом, образуя твердую решетку. В результате получают жесткую деталь из композитного материала, состоящую из волокон и полимеризованной смолы.
Кроме того, можно упомянуть о технологии инжекции жидкой смолы (технологии LRI (Liquid Resin Infusion)).
Этот метод предусматривает, как правило, несколько этапов, в число которых входит этап размещения волокнистых армирующих элементов на форме.
После этого форму закрывают гибкой крышкой, через которую можно производить контролируемую заливку смолы, вводимой в указанные волокнистые армирующие элементы, с последующей полимеризацией, в результате которой получают жесткую деталь.
Распространение смолы происходит под действием движущей силы, создаваемой разрежением в некоторых местах крышки, в сторону которых перемещается заливаемая в форму смола.
В соответствии с традиционной технологией инжекции смолы, формовочное устройство включает матрицу и герметичную крышку, например, в виде чехла, служащую в качестве контрматрицы.
Композитные детали, применяемые в авиационной промышленности, должны обладать оптимальными механическими характеристиками и как можно меньшей массой.
Одно из решений, позволяющих выполнить данное требование, заключается в использовании композитных материалов указанного выше типа, имеющих сердечник с открытыми ячейками, в частности, в виде сотовой структуры.
При наличии внутри композитной детали такого сердечника удается получить исключительно хорошие механические характеристики, удовлетворяющие упомянутой области применения, в частности, в отношении сжатия, при достаточно низких плотностях.
Подобные изделия широко используют в авиационной промышленности, что стало возможным благодаря применению тканей, предварительно пропитанных смолой.
Дело в том, что смола, которая уже присутствует в волокнах, не может перемещаться (или может перемещаться лишь в ограниченной степени) в открытые ячейки сердечника.
Прогресс в области технологий трансферного формования смолы, описанных выше, открывает еще большие возможности для оптимизации изготовления композитных деталей, имеющих сердечник с открытыми ячейками.
Однако, к сожалению, существует препятствие для применения методов трансферного формования смолы для изготовления подобных деталей, состоящее в том, что смола демонстрирует тенденцию к проникновению внутрь ячеек сердечника. Это явление крайне нежелательно, поскольку оно вызывает такие негативные последствия, как увеличение расхода смолы, утяжеление конструкции и ухудшение характеристик ячеистой структуры, а также обуславливает наличие других недостатков.
Таким образом, существует потребность в разработке способов, позволяющих применять технологию трансферного формования смолы для изготовления композитных деталей с ячеистым сердечником.
Решение указанной задачи предложено в документах ЕР 1795332 и ЕР 1897680.
В каждом из этих документов говорится об использовании, во-первых, барьерного промежуточного слоя, расположенного между ячеистым сердечником и волокнистыми слоями, причем указанный барьерный слой препятствует перемещению смолы в сторону ячеек сердечника, и, во-вторых, по меньшей мере, одного клеевого слоя, назначение которого состоит в обеспечении достаточной силы сцепления между волокнистыми слоями и ячеистым сердечником.
Кроме того, в документе ЕР 1005978 описан способ изготовления композитного материала с ячеистым сердечником, включающий в себя этапы, на которых:
- наносят на открытую поверхность ячеистого сердечника первый клеевой слой;
- наносят на клеевой слой твердую пленку;
- наносят на наружную поверхность твердой пленки второй клеевой слой;
- помещают на второй клеевой слой группу волокнистых слоев;
- наносят смолу с использованием технологии RTM и осуществляют ее полимеризацию.
В документе ЕР 1897680 также раскрывается способ изготовления композитного материала с ячеистым сердечником, включающий в себя этапы, на которых:
- помещают на по меньшей мере одну открытую поверхность ячеистого сердечника отверждаемый клеевой слой;
- укладывают волокнистые слои;
- наносят смолу с использованием технологии вакуумной инжекции.
Однако для осуществления упомянутых выше способов требуется значительное количество промежуточных (клеевого, барьерного и других) слоев, что усложняет технологию изготовления.
Благодаря настоящему изобретению удается устранить отмеченные выше недостатки. Для этого предложен способ изготовления детали из композитного материала с полым сердечником, в котором на открытую поверхность полого сердечника наносят по меньшей мере один клеевой слой, причем указанный клеевой слой представляет собой барьерный полимеризуемый клеевой слой, приобретающий после полимеризации свойства непроницаемости для смолы и препятствующий ее распространению внутрь полого сердечника; и осуществляют полимеризацию барьерного клеевого слоя с достижением при этом герметичности полого сердечника.
Таким образом, благодаря использованию клеевого слоя, представляющего собой барьер для смолы, становится возможной герметизация полого сердечника с предотвращением его заполнения смолой в ходе последующих операций обработки.
Предпочтительно, барьерный клеевой слой представляет собой усиленный клеевой слой.
Предпочтительно, барьерный клеевой слой усилен тканью из стеклянных или полимерных волокон.
Предпочтительно, свойства герметичности получают путем плотного соединения клеевых слоев со смежными волокнами.
Предпочтительно, по меньшей мере к клеевому слою прикладывают силу давления в направлении, перпендикулярном к этому слою.
Было обнаружено, что в случае приложения силы давления к клеевому слою в направлении строго перпендикулярном к этому слою, удается существенно улучшить свойства его непроницаемости для смолы.
В соответствии с одним из предпочтительных вариантов осуществления, силу давления прикладывают посредством вакуумирования подлежащего герметизации узла.
Предпочтительно, вакуумирование осуществляют с помощью по меньшей мере одной гибкой или полужесткой мембраны, применяемой в качестве контрматрицы.
Предпочтительно, силу давления прикладывают к клеевому слою через по меньшей мере один дренирующий слой.
Наличие указанного дренирующего слоя позволяет равномерно распределить прикладываемую силу давления. Это делается для того, чтобы ограничить оседание клеевого слоя внутрь полого сердечника и предотвратить ухудшение его герметизирующих характеристик вследствие неоднородного распределения толщины клея в клеевом слое из-за нежелательных локальных повышений давления.
Можно предусмотреть, чтобы способ включал в себя дополнительный этап, на котором на клеевой слой наносят по меньшей мере один волокнистый слой. Благодаря этому дополнительному этапу удастся получить предварительную заготовку композитной детали с герметизированным полым сердечником.
Целесообразно, чтобы волокнистый слой включал в себя по меньшей мере один слой нетканых волокон, в частности углеродных волокон, обладающих однородной проницаемостью на уровне волокон. Это также ограничивает миграцию клея к волокнистым слоям в ходе цикла его полимеризации и способствует улучшению механических свойств зоны раздела сердечника и композитной пленки.
В соответствии с одним из предпочтительных вариантов осуществления, в качестве волокнистого слоя используют слой сухих волокон.
Можно предусмотреть, чтобы способ включал в себя дополнительный этап, на котором наносят смолу с использованием технологии трансферного формования смол и осуществляют полимеризацию указанной смолы в той же оболочке. Это позволяет значительно уменьшить время осуществления указанного способа. В данном случае одна оснастка позволяет получить предварительную заготовку в сочетании с собственным циклом отверждения, полимеризацию клеевого слоя в сочетании с циклом его полимеризации или предполимеризации, а также пропитку предварительной заготовки смолой в сочетании с собственным циклом ее полимеризации.
В соответствии с одним из вариантов осуществления изобретения, способ включает в себя промежуточный дополнительный этап, на котором предварительно формуют волокнистые слои.
Предметом изобретения является также деталь из композитного материала, которая может быть получена с использованием способа согласно изобретению. Речь может идти как о полностью завершенной детали из композитного материала, так и о каком-либо промежуточном элементе, например, типа герметизированного полого сердечника либо предварительной заготовки, состоящей из волокнистых слоев и герметизированного сердечника.
Предпочтительно, в качестве полого сердечника используют ячеистый сердечник, в частности, с сотовой структурой, хотя вполне возможно использование и полых сердечников иных типов или даже комбинаций сердечников разных типов. Полый сердечник может быть изготовлен из легковесного материала, например пенополимера или ячеистого полимерного материала.
Нижепредложенное изобретение описано более подробно и со ссылками на приложенные чертежи, на которых:
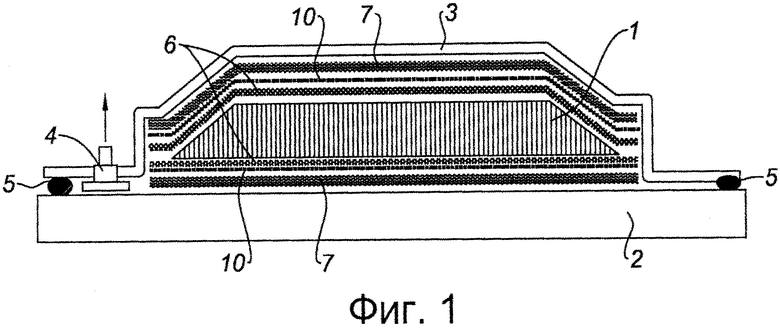
- на фиг. 1 схематически показано получение герметизированного полого сердечника для использования в ходе изготовления детали из композитного материала;
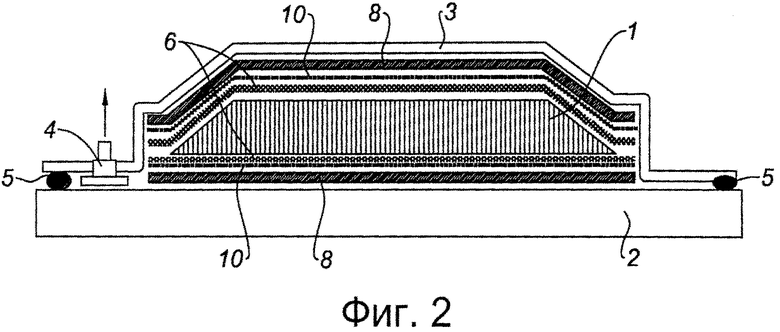
- на фиг.2 схематически показано получение предварительной заготовки и герметизированного полого сердечника для слоистой детали из композитного материала;
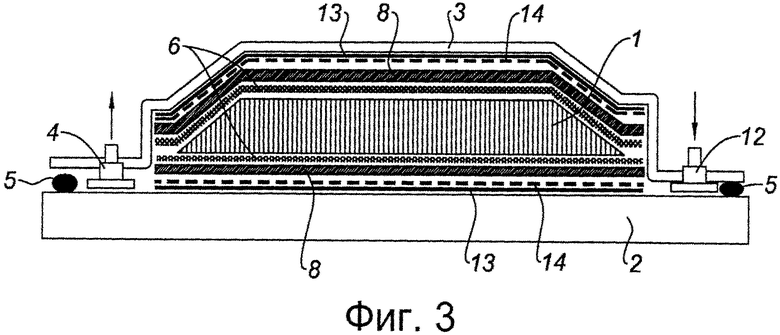
- на фиг.3 схематически показано получение полностью готовой детали из композитного материала с полым сердечником.
На фиг.1 показан процесс получения герметизированного полого ячеистого сердечника 1 для использования при изготовлении детали из композитного материала.
Ячеистый сердечник 1 помещают на форму 2 и закрывают полужесткой мембраной 3, которая образует собой контрматрицу и связана со средствами 4 для создания вакуума во внутреннем пространстве, ограниченном формой 2 и полужесткой мембраной 3.
В данном случае давление в вакуумированном пространстве может составлять менее 100 мбар и предпочтительно более 4 мбар.
В качестве полужесткой мембраны 3 могут использовать, например, силиконовую мембрану.
Герметичность между полужесткой мембраной 3 и формой 2 обеспечивается с помощью прокладок 5.
В соответствии с изобретением, ячеистый сердечник 3 имеет верхнюю и нижнюю открытые поверхности, которые покрыты полимеризуемой клеевой пленкой 6, в частности пленкой эпоксидного, клея.
Предпочтительно, указанная полимеризуемая клеевая пленка 6 поддерживается, то есть армирована, тканью из стеклянных волокон.
В соответствии с изобретением, клеевая пленка 6 приобретает в процессе полимеризации такие свойства, что становится барьером для смолы, которая будет использована в ходе изготовления композитного материала.
Герметичность сердечника можно улучшить, приложив к клеевой пленке 6 давление в направлении, перпендикулярном к этой пленке, посредством вакуумирования полужесткой мембраны 3. Таким образом, давление прикладывают также к нижней клеевой пленке 6.
Прикладываемое давление предпочтительно должно быть как можно более равномерным, в частности, для предотвращения таких дефектов, как оседание клеевой пленки 6 в ячейках сердечника 3.
С помощью характеристик жесткости и толщины полужесткой мембраны 3 можно управлять распределением давления, прикладываемого к клеевой пленке 6. При необходимости вместо полужесткой мембраны 3 могут использовать вакуумированный чехол, если это возможно, принимая во внимание требуемые величины давления.
Для того чтобы обеспечить однородность прикладываемого поля давления между полужесткой мембраной 3 и клеевой пленкой 6 помещают специальный дренирующий слой 7. Предусмотрен и еще один дренирующий слой, который размещают между формой 2 и нижней клеевой пленкой 6.
В качестве дренирующего слоя можно применить, например, слой войлока, слой ткани или какого-либо другого пористого вещества. Благодаря его характеристикам жесткости удастся также модифицировать локальные параметры давления, в частности, с той же целью обеспечения равномерности прикладываемого поля давления.
Можно также снабдить весь узел разделительной пленкой 10, предназначенной для обеспечения надежного отделения дренирующего слоя 7 от полужесткой мембраны 3 после завершения операции. Эта же разделительная пленка будет использоваться и для ограничения миграции клея в сторону остальных слоев.
На фиг.2 схематически показано получение предварительной заготовки для детали из композитного материала с герметизированным полым сердечником.
Способ, представленный на фиг.2, отличается от способа по фиг.1 тем, что вместо дренирующего слоя 7 в нем используют группу сухих (то есть не пропитанных предварительно смолой) волокнистых слоев 8.
Таким образом, указанная группа волокнистых слоев может быть отформована с получением формы ячеистого сердечника 1 перед нанесением смолы в ходе герметизации этого сердечника.
На фиг.3 схематически показано получение полностью готовой детали из композитного материала с полым сердечником 3.
В данном случае, в отличие от ранее рассмотренных вариантов осуществления, вся композитная деталь изготавливается за один этап. Для этого к описанным выше средствам добавлены средства 12 для инжекции смолы, позволяющие осуществить цикл трансферного формования смолы.
Таким образом, необходимо предусмотреть специальные средства 13 для распределения смолы, при этом разделительную пленку 10 заменяют отрывной тканью 14 с целью облегчения выемки из формы после полимеризации смолы.
Во избежание миграции клея в сторону слоя 8 сухих волокон можно предусмотреть слой из нетканых углеродных волокон, проницаемость которых на уровне волокон является однородной. Благодаря такому слою из нетканых волокон удастся предотвратить возникновение преимущественных точек пропитывания, которое было бы чревато ухудшением герметизирующих свойств клеевой пленки 6 вследствие неоднородного распределения клея.
Кроме того, подобный слой из нетканых волокон участвует в формировании структуры всего узла и способствует улучшению механических характеристик детали.
Следует учитывать, что упомянутые выше признаки «клеевой слой», «смола» и «полимерные волокна» идентифицируют использование материалов из таких групп материалов, как клеи, смолы и полимерные материалы, соответственно. При осуществлении заявленного способа специалист в данной области техники сможет выбрать подходящий один или более материал из каждой из трех упомянутых групп материалов для реализации «клеевого слоя», «смолы» и «полимерных волокон», соответственно.
Хотя изобретение было выше описано применительно к конкретному примеру его осуществления, очевидно, то оно никоим образом не ограничено этим примером и охватывает всевозможные технические эквиваленты рассмотренных здесь средств, а также их различные комбинации, при условии, что они не выходят за рамки заявленного объема охраны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трехслойной сотовой панели из композиционного материала | 2016 |
|
RU2631877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ПОЛЫМ КОРПУСОМ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2009 |
|
RU2496638C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ДЕТАЛИ ПУТЕМ ИНЖЕКЦИИ СМОЛЫ | 2011 |
|
RU2566793C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА МЕТОДОМ ТРАНСФЕРНОГО ФОРМОВАНИЯ | 2010 |
|
RU2524108C2 |
| ОГНЕЗАЩИТНЫЙ ПАКЕТ МАТЕРИАЛОВ ДЛЯ ОДЕЖДЫ | 1992 |
|
RU2067402C1 |
| ЭЛЕМЕНТ ТОРМОЗНОГО УСТРОЙСТВА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА C/C-SIC И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2201542C2 |
| ИСПОЛЬЗОВАНИЕ ОТВЕРЖДАЕМЫХ СМОЛ, СОДЕРЖАЩИХ ПРЕПОЛИМЕР НА ОСНОВЕ (МЕТ)АКРИЛАТА ГЛИЦИДИЛА ДЛЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ ДЛЯ ПРИМЕНЕНИЯ В КОСМОСЕ | 2010 |
|
RU2565205C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2750379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КОРПУСНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ПРИМЕНЕНИЕМ ДАВЯЩЕЙ ЭЛАСТИЧНОЙ МЕМБРАНЫ | 2021 |
|
RU2761820C1 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ПОЛОТЕН ИЗ ХОЛСТОВ, ОРИЕНТИРОВАННЫХ В РАЗЛИЧНЫХ НАПРАВЛЕНИЯХ | 1998 |
|
RU2200777C2 |
Изобретение относится к способу изготовления детали из композитного материала и к детали, изготовленной этим способом. Техническим результатом данного изобретения является уменьшение количества промежуточных слоев и упрощение изготовления детали с полым сердечником. Технический результат достигается способом изготовления детали из композитного материала с полым сердечником, в котором на открытую поверхность полого сердечника наносят клеевой слой. Причем указанный клеевой слой представляет собой барьерный полимеризуемый клеевой слой, приобретающий после полимеризации свойства непроницаемости для смолы и препятствующий ее распространению внутрь полого сердечника. Затем осуществляют полимеризацию барьерного клейкого слоя с достижением герметичности полого сердечника. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Способ изготовления детали из композитного материала с полым сердечником (1), в котором на открытую поверхность полого сердечника наносят по меньшей мере один клеевой слой (6), отличающийся тем, что указанный клеевой слой представляет собой барьерный полимеризуемый клеевой слой, приобретающий после полимеризации свойства непроницаемости для смолы и препятствующий ее распространению внутрь полого сердечника; и осуществляют полимеризацию барьерного клейкого слоя с достижением при этом герметичности полого сердечника.
2. Способ по п.1, отличающийся тем, что барьерный клеевой слой представляет собой усиленный клеевой слой (6).
3. Способ по п.2, отличающийся тем, что барьерный клеевой слой (6) усилен тканью из стеклянных или полимерных волокон.
4. Способ по п.1, отличающийся тем, что, по меньшей мере, к клеевому слою (6) прикладывают силу давления в направлении, перпендикулярном к этому слою.
5. Способ по п.4, отличающийся тем, что силу давления прикладывают посредством вакуумирования подлежащего герметизации узла.
6. Способ по п.5, отличающийся тем, что вакуумирование осуществляют с помощью по меньшей мере одной гибкой или полужесткой мембраны (3), применяемой в качестве контрматрицы.
7. Способ по любому из пп.4-6, отличающийся тем, что силу давления прикладывают к клеевому слою (6) через по меньшей мере один дренирующий слой (7).
8. Способ по любому из пп.1-6, отличающийся тем, что он включает в себя дополнительный этап, на котором на клеевой слой (6) наносят по меньшей мере один волокнистый слой (8).
9. Способ по п.8, отличающийся тем, что волокнистый слой (8) содержит по меньшей мере один слой нетканых волокон, в частности углеродных волокон, обладающих однородной проницаемостью на уровне волокон.
10. Способ по п.8, отличающийся тем, что волокнистый слой (8) представляет собой слой сухих волокон.
11. Способ по п.8, отличающийся тем, что он включает в себя дополнительный этап, на котором наносят смолу с использованием технологии трансферного формования смол, в частности с вакуумированием и последующей полимеризацией указанной смолы в той же оболочке.
12. Способ по п.8, отличающийся тем, что он включает в себя промежуточный дополнительный этап, на котором предварительно формуют волокнистые слои.
13. Элемент для изготовления детали из композитного материала, изготавливаемый способом по любому из пп.1-12.
14. Элемент по п.13, отличающийся тем, что полый сердечник представляет собой ячеистый сердечник (1).
| US 2010080980 А1, 01.04.2010; | |||
| EP 1897680 A1, 12.03.2008; | |||
| Валок листогибочной машины | 1981 |
|
SU1005978A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1995 |
|
RU2097503C1 |
| Способ изготовления слоистой оболочки | 1984 |
|
SU1451052A1 |
| Способ изготовления панели сложного профиля | 2002 |
|
RU2220849C2 |

