Область техники, к которой относится изобретение
Настоящее изобретение относится к огнеупорному продукту, предназначенному, главным образом, для непрерывного литья расплавленной стали, в частности, для непрерывного литья раскисленной алюминием стали, и к литьевому соплу, такому как длинное сопло, погружное сопло или верхнее или нижнее сопло скользящего соплового устройства, изготовленному с использованием данного огнеупорного продукта.
Уровень техники
Имеющиеся в расплавленной стали включения на основе оксида алюминия подвержены отложению (нарастанию) на огнеупорной поверхности вследствие ее физического контакта и/или химического взаимодействия с расплавленной сталью. В этом случае отложения растут и превращаются в крупные включения, эти крупные включения внедряются в плоские заготовки вместе с расплавленной сталью, становясь причиной дефектов плоских заготовок и снижения качества плоских заготовок. Кроме того, если включения на основе оксида алюминия осаждаются в расплавленной стали, например, на поверхности внутреннего проходного отверстия литьевого сопла, такого как погружное сопло, или на наружной поверхности литьевого сопла, оказывающей значительное влияние на поток расплавленной стали в литьевую форму, они вызывают изменение исходной формы этой поверхности, она становится непригодной для создания однородного потока расплавленной стали в литьевую форму, и из-за так называемого «смещенного потока» в плоские заготовки попадает пресс-порошок, пузырьки газа и т.д., вызывая снижение качества плоских заготовок. Таким образом, при литье, например, раскисленной алюминием стали в тонкие листы, качество стали в которых в последнее время приобретает все большее значение как высококачественной стали, значительные усилия прикладываются для предотвращения адгезии неметаллических включений на основе оксида алюминия (далее именуемой просто «адгезия оксида алюминия») к огнеупорному изделию, такому как литьевое сопло.
В качестве материала для стойкого к адгезии оксида алюминия огнеупорного продукта, предназначенного для использования в литьевом сопле, известен материал на основе ZrO2-CaO-C, материал на основе SiO2-C и так называемый «безуглеродный материал» с минимальным содержанием углерода. В качестве безуглеродного материала уже повсеместно используется материал на основе Al2O3, на основе Al2O3-SiO2, на основе SiO2 и на основе шпинели; недавно также начали использовать материал с повышенной способностью к образованию соединения, характеризующегося температурой плавления, равной или меньшей, чем температура расплавленной стали, такого как материал на основе CaO-SiO2-ZrO2. Однако широко используемому безуглеродному материалу свойственна проблема, заключающаяся в том, что он может образовывать только небольшое количество шлаковой фазы на рабочей поверхности литьевого сопла по реакции, происходящей при контакте с включениями на основе оксида алюминия в раскисленной алюминием стали, и, даже если она образуется, отношение жидкой фазы ко всей шлаковой фазе (доля жидкой фазы) при температуре расплавленной стали постепенно понижается одновременно с увеличением концентрации Al2O3 в шлаковой фазе вследствие непрерывного контакта с расплавленной сталью, вызывая ослабление свойства стойкости к адгезии оксида алюминия, таким образом, он очень чувствителен к качеству стали и условиям литья, таким как скорость литья, таким образом, возникают трудности достижения стабильной стойкости к адгезии оксида алюминия.
В качестве примера способа повышения способности образования соединения, характеризующегося температурой плавления, равной или меньшей, чем температура расплавленной стали, в патентном документе 1 описан огнеупорный продукт из безуглеродного материала, содержащий СаО от 5 до 40 масс.%, SiO2 от 2 до 30 масс.%, ZrO2 от 35 до 80 масс.% и углерод менее 5 масс.% (включая ноль). Однако, в соответствии с композицией, раскрываемой в патентном документе 1, шлаковая фаза, содержащая ZrO2 в качестве соединения с низкой температурой плавления, образуется на рабочей поверхности раздела между огнеупорным продуктом и расплавленной сталью по реакции, происходящей при контакте с оксидом алюминия, присутствующим как включения в расплавленной стали, так что содержащая ZrO2 шлаковая фаза становится очень вязкой, и оксид алюминия с большей вероятностью налипает на шлаковую фазу, не стекая дальше, в зависимости от скорости потока расплавленной стали. Таким образом, имеется проблема, заключающаяся в неспособности обеспечить стабильную стойкость к адгезии оксида алюминия под влиянием различного качества стали и условий литья.
Кроме того, безуглеродному материалу, содержащему большое количество СаО при одновременно уменьшенном до менее 5 масс.% содержании углерода, свойственна другая проблема, заключающаяся в том, что его термическое расширение с большой вероятностью при 1500°С станет больше 1% из-за сильных ионных связей, а прочность станет меньше из-за низкого содержания углерода. Следовательно, трудно создать литьевое сопло, используя только безуглеродный материал. Таким образом, во многих случаях безуглеродный материал размещают на участках, контактирующих с расплавленной сталью, а материал на основе Al2O3-C (AG) или ZrO2-C (ZG) с термическим расширением при 1500°С менее 1% используют в качестве материала корпуса сопла и соединяют с безуглеродным материалом, как описано в вариантах осуществления патентного документа 1. В этом случае все еще остается проблема, связанная с устойчивостью корпуса к растрескиванию во время воздействия высокой температуры из-за различия термического расширения этих двух материалов.
Что касается указанной проблемы, заключающейся в том, что стойкость к адгезии оксида алюминия не может быть достигнута из-за изменения условий литья и качества стали, пытаются использовать огнеупорный продукт, содержащий доломитовый клинкер (см., например, патентный документ 2). В огнеупорном продукте, содержащем доломитовый клинкер, компонент СаО этого огнеупорного продукта и включения на основе оксида алюминия из расплавленной стали легко образуют жидкую фазу соединения на основе СаО-Al2O3-MgO, обладающего исключительной способностью к обессериванию, на поверхности раздела с расплавленной сталью, создавая замечательное противодействие адгезии оксида алюминия. Однако материалу, содержащему доломитовый клинкер, свойственна основная проблема, заключающаяся в плохой удобообрабатываемости из-за подверженности гидратации (проблема склонности к гидратации).
Вообще, доломитовый клинкер представляет собой один из специфических материалов, в которых очень активный компонент СаО присутствует в непрерывной матрице, а мелкие кристаллические зерна MgO диспергированы в этой матрице. Таким образом, хотя доломитовый клинкер обладает высокой реакционной способностью по отношению к оксиду алюминия, присутствующему в расплавленной стали, и высокой стойкостью к адгезии оксида алюминия, он легко образует гидроксид кальция (Са(ОН)2), когда СаО матрицы вступает в контакт с влагой воздуха или непосредственно вступает в контакт с водой (так называемое «рассыпание»). Если содержащие СаО частицы гидратируются, увеличение объема вследствие образования Са(ОН)2 в ходе гидратации вызывает не только внутреннее разрушение этих частиц, но и разрушение всей микроструктуры огнеупорного продукта и, тем самым, во многих случаях делает затруднительным сохранение формы в качестве корпуса конструкции. Следовательно, к настоящему времени уже предложены различные меры против гидратации.
А именно, в качестве средства для предотвращения гидратации частиц на основе СаО до сих пор, как правило, предлагается (1) способ введения в частицу на основе СаО различных добавок с целью образования на СаО покрытия из них; (2) способ карбонизации поверхности частицы СаО; (3) способ нанесения на поверхность частицы СаО покрытия из безводного масла; и (4) способ формирования между частицами на основе СаО слоя из подавляющего гидратацию компонента.
Способ (1) включает внедрение в частицу СаО или СаО-MgO одного или нескольких компонентов, выбранных из группы, состоящей из Fe2O3, Cr2O3 и TiO2, в общем количестве 10 масс.% или менее, как описано в патентном документе 3. Однако способом, основанным на добавлении оксидов, отличных от СаО и MgO, можно улучшить стойкость к гидратации, но только в незначительной степени, при этом образуется соединение с низкой температурой плавления, такое как 2CaO·Fe2O3 (температура плавления 1447°С) или 2СаО·Al2O3 (температура плавления 1360°С), из-за чего возникает проблема ослабления огнеупорности.
В патентном документе 4 также предложен огнеупорный продукт, предназначенный для непрерывного литья, который содержит от 1 до 97 масс.% клинкера на основе СаО/TiO2 (молярное отношение от 0,27 до 1,5) или клинкера на основе СаО-TiO2-ZrO2 (заданное молярное отношение); от 3 до 40 масс.% углеродного исходного материала; и 96 масс.% или менее другого огнеупорного исходного материала. Однако стойкость к гидратации повышается в незначительной степени. Если огнеупорный продукт приготовлен так, что указанные компоненты содержатся в частицах в соответствующих количествах, достаточных для достижения удовлетворительной стойкости к гидратации, образуется соединение с низкой температурой плавления, из-за чего возникает проблема ослабления огнеупорности. В частности, в случае, когда клинкер содержит ZrO2, возникает проблема снижения стойкости к адгезии оксида алюминия. Кроме того, когда содержащий СаО клинкер используют в сочетании с агрегатом на основе Al2O3, при 1360°С или более образуется вещество с низкой температурой плавления, поэтому огнеупорность литьевого сопла, предназначенного для использования при температуре 1500°С или более, снижается. В литьевом сопле, обычно изготавливаемом с использованием множества материалов, имеется проблема снижения гибкости порядка расположения материалов, как и в предыдущем случае, где один или несколько компонентов, легко вступая в реакцию с СаО с образованием вещества с низкой температурой плавления, диспергированы во всем клинкере. Кроме того, в случае использования содержащего СаО клинкера, огнеупорный продукт характеризуется значительным термическим расширением из-за сильных ионных связей. Таким образом, в окружающих условиях использования сопла для непрерывного литья, подвергаемого быстрому нагреванию и быстрому охлаждению, все еще остается нерешенной проблема устойчивости к тепловому удару.
Что касается способа (2), в непатентном документе 1 сообщается, что стойкость к гидратации повышается путем обработки изготовленного спеканием корпуса из СаО нагреванием в атмосфере СО2 с целью получения пленки из СаСО3 на поверхности изготовленного спеканием корпуса из СаО, что известно как способ противодействия гидратации для клинкера на основе оксида кальция (известкового клинкера). Однако в способе (2) и, точно также, в способе (3) нанесения на поверхность масляного покрытия в ходе перемешивания, при котором содержащие СаО частицы, на каждую из которых нанесена тонкая и мягкая пленка, смешиваются с огнеупорными частицами, обладающими такой же твердостью, как и полировальный материал, слой покрытия с поверхности легко сдирается при взаимном соударении и трении частиц друг о друга, что вызывает проблему потери стойкости к гидратации. Даже если для решения этой проблемы наносят толстую пленку, например, путем карбонизации, возникают дефекты пленки вследствие различия в термическом расширении между пленкой СаСО3 и поверхностью СаО каждой частицы, что, вопреки стремлению, вызывает проблему снижения стойкости к гидратации.
Что касается способа (4), в патентном документе 5 предложены способы изготовления сопла для непрерывного литья путем осуществления в отношении смеси, содержащей от 40 до 90 масс.% извести, от 10 до 60 масс.% углерода и от 0,1 до 10 масс.% одного или нескольких компонентов, подобранных из группы, состоящей из карбида бора, нитрида бора и бора, перемешивания, формования и обжига. В патентном документе 5 имеется следующее описание: «хотя металлы, помимо бора, также эффективны для предотвращения гидратации содержащего известь огнеупорного продукта, карбид бора, нитрид бора и бор обладают чрезвычайно выраженным эффектом по сравнению с ними», и предполагается, что причина состоит в том, что «бор или соединение бора преобразуется в В2О3 при компаундировании и разложении в ходе обжига с целью изготовления сопла, и на извести образуется покрытие из В2О3», и «добавленные карбид бора или нитрид бора или карбид бора, образовавшийся из добавленного бора, соединившегося с углеродом во время компаундирования, обладают свойствами, подобными свойствам углерода, и тем самым они замещают углерод и встраиваются в известь в виде твердого раствора, образующего покрытие на извести».
Однако в восстановительной атмосфере карбид бора, нитрид бора или бор характеризуются низкой реакционной способностью по сравнению с оксидами, поэтому они недостаточно эффективны для формирования пленки, покрывающей поверхность частицы, такой как поверхность СаО, и оказывается трудно создать покрытие на поверхности частицы, такой как поверхность СаО, без дефектов. Таким образом, хотя некоторое влияние на гидратацию СаО может быть достигнуто способом, описанным в патентном документе 5, этот эффект очень слаб. Как указано выше, этот способ не пригоден для производства литьевого сопла с удобообрабатываемостью, эквивалентной продукту, полученному с использованием не подверженного гидратации компонента, такого как обычный компонент на основе оксида алюминия, поэтому он не позволяет решить техническую проблему предотвращения гидратации СаО.
Второй проблемой, свойственной материалу, в котором использован доломитовый клинкер, является то, что этот материал характеризуется значительным термическим расширением. Такое термическое расширение является следствием того, что основной оксид, такой как СаO или MgO, по своей природе имеет сильные ионные связи. Превосходная стойкость к адгезии оксида алюминия может быть достигнута путем размещения такого содержащего доломитовый клинкер материала на поверхности внутреннего проходного отверстия литьевого сопла. С другой стороны, когда содержащий доломитовый клинкер материал со значительным термическим расширением используют в качестве материала внутреннего проходного отверстия и сочетают с материалом корпуса сопла с небольшим термическим расширением, готовое сопло всегда подвержено риску разрушения вследствие различия термического расширения этих двух материалов. В качестве меры предотвращения этого риска способ, позволяющий стабильно использовать сопла этого типа в качестве литьевых сопел, раскрывается, например, в патентных документах 6 и 7. Однако этот способ сопряжен с производственными трудностями из-за сложности производственного процесса и конструкции сопла.
Список документов известного уровня техники
Патентные документы
Патентный документ 1: JP 2003-040672А
Патентный документ 2: JP 2010-167481А
Патентный документ 3: JP 54-131612А
Патентный документ 4: JP 08-188464А
Патентный документ 5: JP 57-056377А
Патентный документ 6: JP 2009-090319А
Патентный документ 7: JP 2010-036229А
Непатентные документы
Непатентный документ 1: Amer. Cerami. Soc. Bull, 49(5), 531 (1970)
Сущность изобретения
Техническая задача
Основной технической задачей, решаемой настоящим изобретением, является предотвращение гидратации СаО огнеупорного продукта, содержащего компонент СаО, на стадии производства, во время хранения и на стадии литья на протяжении длительного времени.
Решение указанной технической задачи
Для решения указанной технической задачи совершено настоящее изобретение, направленное на повышение стойкости к гидратации в огнеупорном продукте, содержащем компонент СаО, посредством нового способа проведения реакции противодействия гидратации, основанного на предохранении частицы. Настоящее изобретение также направлено на значительное уменьшение термического расширения огнеупорного продукта путем формирования определенного полого слоя вокруг огнеупорной частицы, содержащей СаО и/или MgO и характеризующейся значительным термическим расширением, в частности, СаО. Кроме того, благодаря настоящему изобретению становится возможным производство ранее неосуществимого литьевого сопла, отличающегося меньшей вероятностью реакции гидратации и риска разрушения из-за теплового удара или различия термического расширения во время предварительного нагревания или литья и простотой изготовления. Другими словами, благодаря настоящему изобретению становится возможным производство литьевого сопла, отличающегося значительно сниженной адгезией включений на основе оксида алюминия из расплавленной стали на поверхности сопла, такой как поверхность внутреннего проходного отверстия, во время литья и, одновременно, простотой изготовления и удобообрабатываемостью, эквивалентным этим параметрам для литьевого сопла, произведенного с использованием не подверженного гидратации компонента, на всех стадиях производства, хранения и фактического использования.
А именно, настоящим изобретением обеспечивается огнеупорный продукт, описанный в нижеследующих абзацах (1)-(4), и литьевое сопло, описанное в нижеследующих абзацах (5)-(9).
(1) Огнеупорный продукт, содержащий огнеупорные частицы, содержащие компонент СаО, и огнеупорные частицы, содержащие компонент MgO, при этом данный огнеупорный продукт содержит, исходя из химического состава, измеренного после того, как он подвергся нагреванию в неокислительной атмосфере при 1000°С, один или несколько оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, общим количеством от 0,1 до 5,0 масс.% и свободный углерод в количестве от 2 до 35 масс.%, а оставшееся количество образовано СаО и MgO, массовое отношение которых (СаО/MgO) лежит в диапазоне от 0,1 до 1,5, при этом наблюдение под микроскопом при комнатной температуре образца огнеупорного продукта, подвергшегося нагреванию в неокислительной атмосфере при 1000°С, показывает наличие неорганической пленки, содержащей СаО и один или несколько оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, по меньшей мере на каждой СаО поверхности огнеупорных частиц, содержащих компонент СаО, толщиной от 0,1 до 25 мкм (пункт 1).
(2) Огнеупорный продукт, описанный в абзаце (1), который содержит карбонат кальция (СаСО3) в количестве от 0,1 до менее 2,5 масс.% в состоянии, когда огнеупорный продукт не подвергался тепловой обработке при температуре, равной или большей, чем температура разложения СаСО3 (пункт 2).
(3) Огнеупорный продукт, описанный в абзаце (1) или (2), при этом, при наблюдении под микроскопом, наблюдение под микроскопом при комнатной температуре образца огнеупорного продукта, подвергшегося нагреванию в неокислительной атмосфере при 1000С, показывает, что общая толщина полого пространства, расположенного на противоположных сторонах имеющей максимальный размер одной из множества огнеупорных частиц, каждая из которых содержит один любой или оба компонента: СаО и MgO, и на границе раздела между огнеупорной частицей максимального размера и углеродсодержащей матрицей, составляет от 0,1 до 3,0% размера огнеупорной частицы, имеющей максимальный размер (пункт 3).
(4) Огнеупорный продукт, описанный в любом из абзацев (1)-(3), который дополнительно содержит один или несколько компонентов, подобранных из группы, состоящей из SiC, Si3N4, ZrO2 и металлического Si, при этом, при допущении, что соответствующее содержание SiC, Si3N4, ZrO2 и металлического Si определяется с точки зрения химического состава, измеренного после того, как огнеупорный продукт подвергся нагреванию в неокислительной атмосфере при 1000°С: в случае выбора SiC и/или Si3N4, один или оба этих компонента содержатся в количестве 20 масс.% или менее, индивидуально или вместе; в случае выбора ZrO2, он содержится в количестве 5 масс.% или менее; и в случае выбора металлического Si, он содержится в количестве 2 масс.% или менее (пункт 4).
(5) Литьевое сопло, включающее огнеупорный продукт, описанный в любом из абзацев (1)-(4), при этом данный огнеупорный продукт расположен частично или полностью на участке, который будет контактировать с расплавленной сталью, в форме одного слоя толщиной, располагающейся в диапазоне от поверхности контакта с расплавленной сталью до задней поверхности, ей противоположной (пункт 5).
(6) Литьевое сопло с многослойной структурой, включающей: первый огнеупорный слой, расположенный так, что он частично или полностью образует поверхность, которая будет контактировать с расплавленной сталью, при этом первый огнеупорный слой образован из огнеупорного продукта, описанного в любом из абзацев (1)-(4); и второй огнеупорный слой, расположенный со стороны задней поверхности первого огнеупорного слоя, при этом второй огнеупорный слой имеет состав, отличный от состава первого огнеупорного слоя, при этом первый и второй огнеупорные слои объединены так, что находятся в непосредственном контакте друг с другом (пункт 6).
(7) Литьевое сопло с многослойной структурой, включающей: первый огнеупорный слой, расположенный так, что он частично или полностью образует поверхность, которая будет контактировать с расплавленной сталью, при этом первый огнеупорный слой образован из огнеупорного продукта, описанного в любом из абзацев (1)-(4); второй огнеупорный слой, расположенный со стороны задней поверхности первого огнеупорного слоя, при этом второй огнеупорный слой имеет состав, отличный от состава первого огнеупорного слоя; и листовой третий слой, расположенный между первым огнеупорным слоем и вторым огнеупорным слоем, при этом третий слой содержит углерод в количестве 90 масс.% или более и имеет толщину от 0,1 до 3 мм, при этом первый огнеупорный слой и второй огнеупорный слой соединены в единую структуру без возможности контакта друг с другом (пункт 7).
(8) Литьевое сопло с многослойной структурой, включающей: первый огнеупорный слой, расположенный так, что он частично или полностью образует поверхность, которая будет контактировать с расплавленной сталью, при этом первый огнеупорный слой образован из огнеупорного продукта, описанного в любом из абзацев (1)-(4); и второй огнеупорный слой, расположенный со стороны задней поверхности первого огнеупорного слоя, при этом второй огнеупорный слой имеет состав, отличный от состава первого огнеупорного слоя, при этом первый огнеупорный слой и второй огнеупорный слой связаны друг с другом цементным раствором, имеющим состав, исключающий стекание из-за плавления при температуре расплавленной стали, таким образом первый огнеупорный слой и второй огнеупорный слой не имеют возможности контакта друг с другом (пункт 8).
(9) Литьевое сопло, описанное в любом из абзацев (5)-(8), которое включает слой, образованный из газонагнетательного огнеупорного элемента и расположенный в части внутреннего проходного отверстия (пункт 9).
Подробности настоящего изобретения описаны далее.
Прежде всего будет описан химический состав огнеупорного продукта настоящего изобретения.
Настоящее изобретение направлено на огнеупорный продукт, содержащий огнеупорные частицы, содержащие компонент СаО, и огнеупорные частицы, содержащие компонент MgO. Этот огнеупорный продукт отличается тем, что содержит, исходя из химического состава, измеренного после того, как он подвергся нагреванию в неокислительной атмосфере при 1000°С, СаО и MgO общим количеством от 60 до 97,9 масс.% и с массовым отношением (СаО/MgO) от 0,1 до 1,5, один или несколько оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, в общем количестве от 0,1 до 5,0 масс.% и свободный углерод в количестве от 2 до 35 масс.%.
В контексте настоящего изобретения целью указания химического состава «после того, как огнеупорный продукт подвергся нагреванию в неокислительной атмосфере при 1000°С» является ускорение удаления воды и летучих компонентов органических соединений, гидратов и карбонатов, содержащихся в огнеупорном продукте, и карбонизация органического связующего, таким образом достигается устойчивое с точки зрения состава состояние. Хотя температура может составлять 800°С или более, если это нужно только для удовлетворения данного требования, ее устанавливают равной 1000°С, чтобы облегчить повышение аналитической точности, основанной на стабилизации химического состава в огнеупорном продукте, т.е. завершении распределения летучих компонентов огнеупорного продукта, в частности, смолистых компонентов, и предотвратить образование новых веществ вследствие химической реакции при температуре более 1000°С. С этой точки зрения нагревание проводят до тех пор, пока не прекратится изменение веса вследствие нагревания (это также справедливо для нижеследующего описания). В качестве конкретного примера способа нагревания в неокислительной атмосфере при 1000°С можно указать способ обжига огнеупорного продукта в оболочке, заполненной углеродсодержащим исходным материалом, таким как кокс, или способ выдерживания огнеупорного продукта при 1000°С от 1 до 3 часов в атмосфере инертного газа, такого как азот или аргон, при этом концентрацию кислорода поддерживают равной 0,1% или менее. Конкретные условия, такие как состав атмосферы, время выдерживания и размер образца, могут быть выбраны произвольно и определены в соответствии с изложенной целью.
В контексте настоящего изобретения термин «свободный углерод» означает углерод «в форме частиц» (включая значение «в форме волокон»), например, углеродсодержащий компонент, полученный путем обработки различных органических связующих, битумного пека, гудрона и/или углеродной сажи, за исключением карбидов, таких как В4С и SiC, нагреванием в неокислительной атмосфере при 1000°С, и кристаллический углерод, например, графит. Далее «свободный углерод» будет именоваться просто «углерод».
В контексте настоящего изобретения оптимальный химический состав (состав) огнеупорного продукта был установлен на основании результатов, полученных при помощи методики исследования (ротационного испытания в расплавленной стали), разработанной с целью воспроизведения явления адгезии оксида алюминия на огнеупорном продукте при указанной скорости течения расплавленной стали. В огнеупорном продукте СаО представляет собой компонент, участвующий в реакции с оксидом алюминия из расплавленной стали с образованием шлаковой композиции, MgO представляет собой компонент, предназначенный для регулирования огнеупорности шлаковой композиции с целью обеспечения стойкости к эрозии/коррозии. В результате исследований с использованием данной методики было доказано, что массовое отношение (СаО/MgO) и содержание углерода оказывают влияние на стойкость к адгезии оксида алюминия и стойкость к эрозии/коррозии (износостойкость) огнеупорного продукта. А именно, что касается массового отношения (СаО/MgO), когда это массовое отношение соответствует диапазону от 0,1 до 1,5, стойкость к адгезии оксида алюминия и износостойкость находятся в некотором заданном диапазоне, когда они уравновешены. Если массовое отношение (СаО/MgO) меньше 0,1, абсолютное количество СаО, необходимое для образования шлаковой композиции на основе СаО-Al2O3 на границе раздела огнеупорный продукт - расплавленная сталь, становится недостаточным, поэтому усиливается адгезия оксида алюминия, хотя износ небольшой. С другой стороны, если массовое отношение (СаО/MgO) больше 1,5, расплав на основе СаО-Al2O3 образуется в избытке, поэтому увеличивается износ и, следовательно, увеличивается количество включений в стали, что ухудшает качество плоских заготовок.
Кроме того, когда содержание углерода и общее содержание одного или нескольких оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, находятся, соответственно, в диапазоне от 2 до 35 масс.% и в диапазоне от 0,1 до 5,0 масс.%, а оставшуюся часть образуют СаО и MgO, а именно, общее содержание СаО и MgO соответствует диапазону от 60 до 97,9 масс.%, стойкость к адгезии оксида алюминия, механические и термические свойства могут находиться в пределах заданного диапазона. Одной из функций углерода является образование углеродных связей между частицами. В качестве источника углерода, который образует указанную связь («источник связеобразующего углерода» далее также именуется «связующий углерод»), возможно использовать так называемое «связующее на основе углерода», отличающееся тем, что углерод, оставшийся после обжига в неокислительной атмосфере, находится в состоянии, в котором он диспергирован в огнеупорной композиции в форме жидкости. Для обеспечения механической прочности, пригодности для переработки (технологичности, механической обрабатываемости и т.д.) и устойчивости к тепловому удару, можно использовать углеродсодержащий исходный материал в форме частиц (включая значение «в форме волокон») вместе со связующим углеродом. Эта смесь может быть приготовлена так, что массовое отношение связующего углерода к углеродсодержащему исходному материалу, отличному от связующего углерода, лежит в диапазоне от 10/90 до 90/10. Благодаря этому становится возможным подавление усадки огнеупорного продукта и получение материала, отличающегося отличной механической прочностью и устойчивостью к тепловому удару.
Другой функцией углерода является создание атмосферы СО в микроструктуре огнеупорного продукта, т.е. углерод обеспечивает возможность для легкой миграции оксидного компонента с относительно высоким давлением паров в микроструктуре, как описано далее. Причиной того, почему содержание углерода должно лежать в диапазоне от 2 до 35 масс.%, является следующее. Если содержание углерода в огнеупорном продукте составляет менее 2 масс.%, количество связующего компонента, связывающего частицы, становится недостаточным, из-за чего снижается прочность, вызывая ухудшение качества огнеупорного продукта и, таким образом, ограничение области его применения. С другой стороны, если содержание углерода превышает 35 масс.%, это благоприятно с точки зрения устойчивости к тепловому удару, но тогда повышается износ огнеупорного продукта, вызывая проблемы, связанные с ухудшением качества плоской заготовки.
Содержание углерода оказывает сильное влияние на физические и другие свойства содержащего СаО и MgO огнеупорного продукта, как указано выше. Таким образом, прежде всего содержание углерода устанавливается лежащим в диапазоне от 2 до 35 масс.%. Затем, что касается остального состава, общее содержание одного или нескольких оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, находится в диапазоне от 0,1 до 5,0 масс.% для обеспечения высокой стойкости к гидратации частиц СаО и другого действия, оставшаяся часть образована СаО и MgO. Так, общее содержание СаО и MgO лежит в диапазоне от 60 до 97,9 масс.%. Следует понимать, что примеси, такие как оксиды щелочных металлов, оксиды железа и оксиды алюминия, могут присутствовать неизбежно, и общее содержание неизбежных примесей, вообще, составляет 2 масс.% или менее.
Между тем, хотя огнеупорный продукт, обладающий указанным выше химическим составом, характеризуется достаточным противодействием адгезии оксида алюминия, трудно полностью избежать контакта с влагой или водой на стадии производства, транспортировки, во время хранения потребителем или пользователем и во время операции установки; такие ситуации сопряжены с риском инициирования реакции гидратации СаО.
Следовательно, важно отыскать решение указанной технической задачи, т.е. предотвратить проблемы, связанные с гидратацией СаО в огнеупорном продукте на стадии производства, во время хранения и во время литья, в значительной степени или определенно на длительный срок. Способ противодействия адгезии оксида алюминия описан далее.
Хорошо известно, что СаО легко вступает в реакцию гидратации в соответствии со следующим уравнением реакции:
СаО+Н2О=Са(ОН)2
В этой реакции свободная энергия образования ΔG° составляет -57,8 кДж/моль (Т=298 K).
Как указано выше, для предотвращения гидратации СаО до сих пор придерживались, главным образом, подхода, направленного на понижение коэффициента активности СаО в клинкере с целью инактивации СаО, и подхода, заключающегося в формировании плотной, устойчивой, водонепроницаемой пленки на поверхности содержащей СаО частицы, по меньшей мере на стадии готового продукта. Первый подход реализован в виде способа формирования соединения с оксидом металла, таким как TiO2. Однако для достижения инактивации СаО необходимо вводить оксид металла в избыточно большом количестве, так что степень активности, от которой зависит собственно реакционная способность СаО, т.е. коэффициент активности СаО, существенно снижается, и реакционная способность по отношению к включениям на основе оксида алюминия, присутствующих в стали, значительно ухудшается, создавая проблемы, связанные с противодействием закупориванию. Кроме того, такое формирования соединения с большой вероятностью ведет к понижению температуры плавления. Кроме того, противодействие клинкера гидратации далеко не достаточно. Во втором подходе пленка представляет собой чрезвычайно тонкую (от 0,05 до 4 мкм толщиной) карбонизированную пленку или пленку на масляной основе. Таким образом, часть пленки или вся пленка разрывается и утрачивается во время производства огнеупорного продукта, особенно при перемешивании, тепловой обработке и технологической обработке исходных огнеупорный материалов, что сильно затрудняет достижение достаточной стойкости к гидратации.
Авторами настоящего изобретения проведены активные исследования, направленные на отыскание радикального решения поставленной выше технической задачи. В результате, получены данные, что термодинамически исключающая гидратацию, устойчивая неорганическая пленка может быть избирательно сформирована на каждой СаО поверхности путем диспергирования одного или нескольких оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, в имеющей определенную форму огнеупорной смеси с углеродом в количестве от 0,1 до 5,0 масс.%, исчисляемом как величина, преобразованная в их количество, содержащееся в целевом огнеупорном продукте, подвергшемся тепловой обработке в неокислительной атмосфере при 1000°С, и затем осуществления тепловой обработки полученной имеющей определенную форму огнеупорной смеси, а именно, тепловой обработки в неокислительной атмосфере при 800°С или более, с целью инициирования реакции, происходящей при контакте между одним или несколькими оксидами металлов и СаО; так, наконец, и было сделано настоящее изобретение. В контексте настоящего изобретения термин «неорганическая пленка» охватывает слой твердого раствора и аморфный слой, помимо слоя соединения.
Примерами неорганической пленки (соединения), формируемой на каждой СаО поверхности в соответствии с настоящим изобретением, являются следующие:
3СаО·В2О3 (+32,0 кДж/моль), 2СаО·В2О3 (+44,1 кДж/моль), СаО·В2О3 (+82,4 кДж/моль)
3СаО·2TiО2 (+12,4 кДж/моль), 4СаО·3TiО2 (+16,8 кДж/моль), СаО·TiО2 (+24,4 кДж/моль)
3СаО·V2О5 (+52,9 кДж/моль), 2СаО·V2О5 (+74,6 кДж/моль), СаО·V2О5 (+88,2 кДж/моль)
3СаО·Р2О5 (+236 кДж/моль), 2СаО·Р2О5 (+280,7 кДж/моль)
В скобках указано изменение свободной энергии (ΔG при 298 K) в ходе реакции гидратации для каждого соединения. Для всех этих неорганических соединений ΔG имеет положительную величину, что указывает на отсутствие реакции гидратации.
Кроме того, одним из примеров соединения на основе SiO2 является следующее:
3СаО·SiO3 (-17,5 кДж/моль), 2СаО·SiO2 (+3,3 кДж/моль), СаО·SiO2 (+33,9 кДж/моль)
Для соединения 3СаО·SiO3 имеется возможность прохождения реакции гидратации. Однако авторами изобретения обнаружено, что даже неорганическая пленка, содержащая компонент SiO2, может быть стабилизирована как пленка, обладающая замечательной стойкостью к гидратации, путем использования ее в сочетании с одним или несколькими из перечисленных выше компонентов, обладающих высокой устойчивостью связей с СаО (В2О3, TiO2, V2O5, P2O5), или путем образования карбоната кальция по реакции с СаО в пленке, т.е. фиксации свободного СаО в пленке, при помощи СО2, как описано далее.
Внутреннее пространство углеродсодержащего огнеупорного продукта характеризуется низким парциальным давлением кислорода, поэтому оксид с высоким давлением паров с большей вероятностью будет заполнять микроструктуру огнеупорного продукта в форме газообразного компонента, и этот газообразный компонент селективно вступает в реакцию на каждой поверхности содержащих СаО частиц в микроструктуре с образованием неорганической пленки. Или же оксиды вступают в непосредственный контакт с СаО в форме жидкой или твердой фазы с образованием аналогичной неорганической пленки. Что касается оксидов металлов, подлежащих использованию в соответствии с настоящим изобретением, температура плавления P2O5, В2О3, V2O5, SiO2 и TiO2, составляет около 350°С (сублимация), около 450°С, 695°С, 1710°С и 1870°С, соответственно. Из них P2O5, В2О3 и V2O5, имеют особенно низкую температуру плавления и, следовательно, высокое давление паров. Следовательно, в соответствии с настоящим изобретением В2О3 и V2O5 являются особенно предпочтительными оксидами металлов для формирование неорганической пленки на каждой СаО поверхности.
С другой стороны, каждый из SiO2 и TiO2 характеризуется высокой, по сравнению с P2O5, В2О3 и V2O5, температурой плавления, и, следовательно, имеет относительно низкое давление паров, поэтому реакция, происходящая при контакте с СаО в форме газовой или жидкой фазы, вряд ли возможна. Однако в этом случае для формирования стойкой к гидратации неорганической пленки может быть использован способ, предусматривающий обеспечение непосредственного контакта между SiO2 и/или TiO2 и поверхностью содержащих СаО частиц. Каждый из В2О3, V2O5 и P2O5 также выполняет функцию повышения реакционной способности каждого из SiO2 и TiO2 и снижения коэффициента активности СаО в неорганической пленке. Таким образом, при использовании SiO2 и/или TiO2 в сочетании с В2О3, V2O5 и P2O5 формирование заданной неорганической пленки, обладающей высокой кроющей способностью, упрощается.
Как указано выше, перечисленные оксиды металлов могут быть подобраны в количестве от одного и более. Затем выбранные один или несколько оксидов металлов встраивают в огнеупорный продукт в общем количестве от 0,1 до 5,0 масс.%, благодаря чему становится возможным формирование необходимой неорганической пленки на каждой СаО поверхности. Если указанное содержание менее 1 масс.%, пленка не может быть сформирована. Если это содержание больше 5 масс.%, получаемая пленка имеет избыточную толщину, поэтому с большей вероятностью будут проявляться дефекты пленки.
По существу неорганическая пленка, образующаяся по реакции между СаО и одним или несколькими оксидами металлов, является термодинамические устойчивой и, как указано выше, не подвержена реакции гидратации. Таким образом, даже в случае контакта с водой, эта неорганическая пленка остается устойчивой и не претерпевает каких-либо изменений. Для предотвращения реакции гидратации активного СаО, присутствующего внутри неорганической пленки, критически важно соблюдение следующих требований: (а) получаемая неорганическая пленка устойчива по отношению к воде; (b) поверхности содержащих СаО частиц равномерно покрыты устойчивой неорганической пленкой; и (с) неорганическая пленка представляет собой непористую пленку и бездефектную пленку, без трещин и отслаивания.
Что касается требования (а), неорганическая пленка, получаемая в соответствии с настоящим изобретением, устойчива, так как термодинамически не подвержена гидратации, как указано выше. Что касается требования (b), по меньшей мере на СаО поверхности содержащих СаО частиц может быть нанесено покрытие указанным выше образом. Принимая во внимание требование (с) в отношении дефектов пленки, большое значение имеет толщина получаемой пленки. Исследование толщины пленки было осуществлено для различных образцов неорганических пленок, полученных в соответствии с настоящим изобретением. В результате установлено, что толщина пленки, необходимая для получения заданной пленки, обладающей превосходной стойкостью к гидратации, без трещин и отслаивания, лежит в диапазоне от 0,1 до 25 мкм, предпочтительно, в диапазоне от 0,1 до 10 мкм. Если толщина пленки меньше 0,1 мкм, становится затруднительным получение непрерывного слоя покрытия, поэтому утрачивается целостность покрытия, из-за чего ухудшается стойкость к гидратации. С другой стороны, если толщина пленки превышает 25 мкм, повышается вероятность растрескивания или отслаивания получаемой пленки из-за разницы в термическом расширении частицы и пленки, следовательно, ухудшается стойкость к гидратации.
Что касается формирования бездефектной пленки в соответствии с требованием (с), стойкость к гидратации существенно повышается при выборе толщины пленки из диапазона от 0,1 мкм до 25 мкм, как указано выше. Однако при более жестких условиях, например, когда пленка остается в горячей и влажной атмосфере на длительное время, вероятно постепенное прохождение реакции гидратации из-за микродефектов, имеющихся в пленке. Следовательно, помимо исследования, направленного на определение толщины пленки, авторами изобретения дополнительно изучены средства формирования бездефектной пленки. В результате было обнаружено, что ранее недостижимая очень высокая стойкость к гидратации может быть обеспечена за счет проведения реакции между огнеупорным продуктом, на каждой СаО поверхности которого сформирована описанная выше пленка, и газообразным диоксидом углерода при температуре в диапазоне от 380 до 830°С, которая равна или меньше температуры, при которой разлагается карбонат кальция (СаСО3), таким образом, огнеупорный продукт подвергается обработке карбонизацией через дефекты в пленке. Значительное повышение стойкости к гидратации достигается благодаря тому, что часть СО2, проникающая через дефекты пленки при высокой температуре, образует пленку из карбоната кальция на каждой поверхности СаО-содержащих частиц, предотвращающую гидратацию, кроме того часть СаО, образующего пленку, вступает в реакцию с СО2 с образованием карбоната кальция, главным образом на открытых и ослабленных участках пленки, таких как трещины, благодаря чему эти дефекты пленки устраняются.
Для дальнейшего значительного увеличения стойкости к гидратации, как указано выше, необходимо, чтобы СаСО3, образующийся по реакции в газообразным диоксидом углерода, содержался в огнеупорном продукте в количестве, лежащем в диапазоне от 0,1 до менее чем 2,5 масс.%. Если содержание СаСО3 меньше 0,1 масс.%, ожидаемый эффект вряд ли может быть получен. Если содержание СаСО3 больше или равно 2,5 масс.%, во время литья или во время предварительного нагревания, в зависимости от условий предварительного нагревания перед литьем, будет выделяться газообразный СО2, что, вероятно, вызовет нежелательные затруднения в операции литья, такие как явление кипения, при котором уровень расплавленной стали в литьевой форме сильно меняется, и разбрызгивание на начальной стадии разлива.
Как указано выше, в соответствии с настоящим изобретением, в качестве способа предотвращения гидратации СаО, уделяя большое внимание механизму, заключающемуся в том, что в ходе тепловой обработки имеющей определенную форму огнеупорной смеси, содержащей углерод и содержащие СаО и/или MgO огнеупорные частицы, один или несколько из оксидов В2О3, TiO2, V2O5, P2O5 и SiO2, вступают в реакцию, по меньшей мере с СаО поверхностями содержащих СаО огнеупорных частиц с образованием неорганической пленки, устойчивой к гидратации, способ формирования основанной на СаО неорганической пленки, способной подавлять гидратацию, внутри огнеупорного продукта посредством тепловой обработки применяется с целью подавления гидратации. Кроме того, уделяя внимание дефектам в полученной пленке, помимо регулирования толщины пленки в соответствии с адекватной величиной, огнеупорный продукт, снабженный такой пленкой, подвергают тепловой обработке в газообразном диоксиде углерода при высокой температуре, лежащей в диапазоне до температуры разложения карбоната кальция. Благодаря этому становится возможным создание бездефектной пленки на каждой СаО поверхности в микроструктуре огнеупорного продукта. В результате применения этих простейших способов становится возможным значительно повысить стойкость к гидратации и достичь ранее недостижимого уровня. Как указано выше, настоящее изобретение представляет собой способ, в котором реакция, идущая во время тепловой обработки имеющей определенную форму смеси, содержащей огнеупорные частицы, содержащие СаО и/или MgO, используется для формирования термодинамически устойчивой бездефектной неорганической пленки на каждой поверхности огнеупорных частиц, образующих микроструктуру готового огнеупорного продукта. В этом отношении настоящее изобретение значительно отличается от обычного способа, направленного, на стадии подготовки исходного материала, на формирование пленки на каждой частице исходного материала (в данном случае, велика вероятность того, что эффект противодействия гидратации будет утрачен на последующей стадии).
Далее, во-вторых, описан способ уменьшения термического расширения материала, содержащего огнеупорные частицы, содержащие СаО и/или MgO, с целью снижения риска разрушения из-за теплового удара или различия термического расширения во время предварительного нагревания или литья.
Вообще, основной материал, такой как СаО или MgO, характеризуется сильными ионными связями и, следовательно, сильным термическим расширением по сравнению с другими огнеупорными частицами. На уровне микроструктуры огнеупорного продукта, полученного с использованием основных частиц в сочетании со связующим компонентом и другими частицами, количественная величина термического расширения огнеупорного продукта, вообще, увеличивается пропорционально степени присутствия огнеупорных частиц (агрегированных) с большим термическим расширением. Полагают, что причина состоит в том, что количественно термическое расширение огнеупорного продукта, в котором различные типы огнеупорных частиц с разным размером соединены связующим компонентом, подчиняется, так называемому, «правилу сложения», т.е. количественная величина общего термического расширения множества материалов определяется соответствующей долей, вносимой в термическое расширение в зависимости от объемных фракций этих материалов.
Вообще говоря, микроструктура углеродсодержащего огнеупорного продукта включает огнеупорные частицы разного размера, углеродную матрицу, открытые поры, беспорядочно расположенные в микроструктуре, и закрытые поры, заключенные в частицах и матрице. В микроструктуре огнеупорного продукта, содержащего углерод и огнеупорные частицы (частицы с большим термическим расширением), каждая из которых содержит либо один, либо оба компонента - СаО и MgO, авторами изобретения уделено внимание морфологии пор вокруг каждой из огнеупорных частиц. А именно, авторами изобретения обнаружено, что уменьшение термического расширения в огнеупорном продукте, содержащем частицы с большим термическим расширением, может быть достигнуто путем формирования определенного непрерывного полого слоя на каждой поверхности, окружающей частицы с большим термическим расширением.
Более конкретно, огнеупорный продукт, получаемый в соответствии с настоящим изобретением, обладает микроструктурой, в которой, на стадии готовой продукции, полый слой заранее заданной толщины (заданный толстый полый слой) образован на поверхности раздела между трехмерной непрерывной углеродсодержащей матрицей и каждой из огнеупорных частиц с большим термическим расширением, присутствующих в углеродсодержащей матрице и обладающих термическим расширением, превышающим термическое расширение углеродсодержащей матрицы, так, чтобы окружить им огнеупорные частицы с большим термическим расширением.
В соответствии с настоящим изобретением, заданный толстый полый слой формируют вокруг каждой из огнеупорных частиц с большим термическим расширением с целью заблаговременного создания вокруг частицы с большим термическим расширением компенсирующей расширение зоны, позволяющей частице с большим термическим расширением свободно расширяться в микроструктуре, когда огнеупорный продукт подвергается изменению температуры в ходе предварительного нагревания, литья или охлаждения, тем самым, компенсируя термическое расширение частицы вплоть до заданной температуры посредством полого слоя вокруг частицы внутри огнеупорного продукта с целью предотвращения проявления термического расширения частицы как термического расширения огнеупорного продукта. Благодаря присутствию полого слоя вокруг каждой частицы становится возможным очень сильно уменьшить термическое расширение огнеупорного продукта.
Что касается количественной величины термического расширения, является предпочтительным, чтобы толщина полого слоя вокруг каждой агрегированной частицы была максимально возможной, и вокруг каждой поверхности всех огнеупорных частиц, характеризующихся термическим расширением, превосходящим термическое расширение углерода, был сформирован полый слой. Однако, формирование полого слоя вокруг каждой поверхности огнеупорных частиц может вызвать снижение прочности материала. Таким образом, необходимо так регулировать толщину полого слоя, чтобы соблюдать баланс между величиной термического расширения и прочностью.
Формирование полого слоя вокруг каждой из огнеупорных частиц основано, главным образом, на химической реакции на поверхности огнеупорной частицы в ходе описываемого далее процесса производства огнеупорного продукта.
Принимая, что частицы основного исходного материала характеризуются некоторым гранулометрическим распределением, полый слой по существу формируют вокруг всей поверхности каждой частицы в микроструктуре огнеупорного продукта, поскольку полый слой создают посредством химической реакции после того, как пленка, такая как гидратированный слой, предварительно создана на поверхности каждой частицы в микроструктуре огнеупорного продукта. Следовательно, рассматривая отношение толщины полого слоя к размеру частицы (доля толщины полого слоя в одной частице: величина MS (microspace - микропромежуток), величина MS уменьшается с увеличением размера частицы и увеличивается с уменьшением размера частицы. Таким образом, если известна величина MS крупной частицы, это эквивалентно тому, что известен нижний предел доли толщины полого слоя в частице в микроструктуре огнеупорного продукта.
В данном контексте величина MS представляет собой отношение толщины L полого слоя между крупной частицей и углеродсодержащей матрицей (а именно, L равна общей толщине полых слоев на противоположных сторонах крупной частицы) к диаметру D крупной частицы и рассчитывается по следующему уравнению:
MS=L/D×100 (%)
Другими словами, MS отражает минимальную величину доли компенсирующей расширение зоны, существующей вокруг каждой частицы в микроструктуре. Авторами изобретения величина MS (доля толщины полого слоя вокруг поверхности частицы) (%) рассчитана следующим образом. При наблюдении в микроскоп микроструктуры огнеупорного продукта, десять крупных частиц отобраны в порядке убывания размера частицы, проведена произвольная линия, проходящая через центр круга, вписанного в каждую из крупных частиц. Далее, проведены три линии, проходящих через центр круга, с шагом 45 градусов относительно произвольной линии. То есть, через крупную частицу проходит всего четыре линии. Затем, измерена длина (D1, D2, D3, D4) между точками контура крупной частицы на противоположных концах каждой из линий и общая толщина (L1, L2, L3, L4) полого слоя, находящегося на противоположных концах каждой из линий и на поверхности раздела между крупной частицей и углеродсодержащей матрицей. Затем, по приведенному выше уравнению, на основании величин, полученных при помощи четырех линий, рассчитаны MS1, MS2, MS3 и MS4, усредненная величина принята за величину MS (доли толщины полого слоя в частице) для одной из крупных частиц. Соответствующие величины MS выбранных десяти частиц рассчитываются аналогично и усредняются с целью получения величины MS для микроструктуры.
Указанным способом величину MS получают путем усреднения соответствующих величин MS для крупных частиц, выбранных в порядке уменьшения размера частицы. Это один из путей получения величины MS для частицы максимального размера в поле наблюдения под микроскопом. В частности, учитывая ошибку измерения, получают среднее значение соответствующих величин MS для десяти крупных частиц, выбранных в порядке уменьшения размера частицы, и рассматривают его как величину MS для частицы максимального размера в поле наблюдения под микроскопом (далее величина MS для частицы максимального размера именуется просто «величина MS»).
В результате кропотливых исследований проблемы уменьшения термического расширения в микроструктуре углеродсодержащего огнеупорного продукта в сочетании с использованием основного материала с большим термическим расширением авторами изобретения установлено, что толщина полого слоя на поверхности каждой частицы, который обеспечивает эффект уменьшения расширения одновременно с достижением баланса между прочностью и коррозионной стойкостью/износостойкостью, будучи выражена как толщина полого слоя на поверхности частицы максимального размера, лежит в диапазоне от 0,05 до 1,5% размера частицы максимального размера. Полый слой существует в двух точках на противоположных сторонах каждой частицы. Таким образом, при условии что, что величина MS выражена через отношение общей толщины полых слоев, расположенных на противоположных сторонах частицы максимального размера, к размеру частицы максимального размера, эффект усовершенствования физических свойств может быть получен, когда величина MS лежит в диапазоне от 0,1 до 3,0%.
Например, с точки зрения величины термического расширения, термическое расширение основного исходного материала (агрегированных частиц), содержащего СаО и MgO, составляет, вообще, 2,0% или более при 1500°С. Допустим, агрегат расширяется на 2,4% при 1500°С и одновременно термическое расширение углеродсодержащей матрицы, окружающей агрегированные частицы, составляет 0,4% при той же температуре, тогда разность между ними равна 2,0%. Температура литья при изготовлении стали равна, примерно, 1500°С. Таким образом, при условии, что отношение толщины полого слоя к размеру частицы установлено равным 2,0% или более, пустота вокруг частицы, т.е. компенсирующая расширение зона вокруг частицы, не исчезает из-за разности термического расширения, другими словами агрегат с большим термическим расширением не вступает в контакт с углеродсодержащей матрицей в диапазоне температур менее 1500°С. В результате, в макроскопическом термическом расширении огнеупорного продукта в диапазоне температур менее 1500°С количественно доминирует термическое расширение углеродсодержащей матрицы, и обычное правило сложения не выполняется, поэтому становится возможным получение огнеупорного продукта с существенно уменьшенным термическим расширением. Таким образом, с точки зрения количественной величины термического расширения, уменьшение расширения может быть реализовано, если индивидуальные частицы будут иметь большую долю толщины полого слоя (компенсирующей расширение зоны). Кроме этого, чтобы это уменьшение термического расширения было в должной мере проявлено, углеродсодержащая матрица должна быть трехмерно непрерывной, также желательно использовать частицы с гранулометрическим распределением, включающим небольшое количество тонкодисперсного порошка.
С другой стороны, с точки зрения механической прочности, формирование полого слоя вокруг каждой частицы становится фактором, отрицательно влияющим на прочность, коррозионную стойкость при контакте с расплавленной сталью и износостойкость при контакте с расплавленной сталью. Если взять в качестве аналогии бутылку из полиэтилентерефталата (РЕТ), это напоминает следующее явление: когда бутылку из РЕТ заполняют содержимым, может быть достигнута необходимая структурная прочность этой бутылки, когда же бутылка из РЕТ не заполнена содержимым, ее прочность уменьшается, например, происходит местное смятие, когда к ней прикладывают внешнюю силу. А именно, если на поверхности каждой огнеупорной частицы присутствует избыточный полый слой, огнеупорная частицы, соответствующая содержимому бутылки, не в полной мере может оказывать соответствующее внутреннее давление на окружающую углеродсодержащую разделительную перегородку (матрицу), соответствующую бутылке из РЕТ, следовательно, вклад в усиление углеродсодержащей перегородки (эффект усиления углеродсодержащей разделительной перегородки) ослабляется, и, в крайних случаях, углеродсодержащая разделительная перегородка разрушается вследствие деформации, что ведет к снижению прочности материала.
В соответствии с расчетами авторов изобретения, как указано выше, 2,0% является достаточной величиной MS. Однако, в микроструктуре реального огнеупорного продукта диапазон величины MS, при которой достигается баланс между прочностью и термическим расширением, увеличивается до величины (3,0%), немного превосходящей 2,0%. Если величина MS больше 3,0%, описанная нежелательная ситуация может наступить во всей микроструктуре при температуре литья, из-за чего снижается макроскопическая прочность материала, ухудшаются физические свойства, такие как стойкость к коррозии и износостойкость. Если величина MS меньше 0,1%, может не быть достигнут эффект уменьшения термического расширения, хотя механическая прочность будет хорошей.
Как указано выше, в соответствии с настоящим изобретением, полый слой формируют вокруг соответствующих огнеупорных частиц, каждая из которых содержит либо один, либо оба компонента - СаО и MgO, в микроструктуре огнеупорного продукта, благодаря чему становится возможным уменьшить термическое расширение огнеупорного продукта, содержащего огнеупорные частицы, и тем самым преодолеть недостаточность стойкости к тепловому удару вследствие большого термического расширения огнеупорных частиц, что позволяет использовать этот огнеупорный продукт в различных изделиях, включая литьевое сопло.
В диапазоне температуры литья (около 1500°С), толщина полого слоя вокруг огнеупорной частицы, содержащей либо один, либо оба компонента - СаО и MgO, уменьшается при расширении самой частицы, поэтому практически отсутствует риск того, что это полое пространство может стать причиной снижения коррозионной стойкости и других параметров огнеупорного продукта.
При этом огнеупорный продукт настоящего изобретения базируется на функции подавления адгезии или отложения поступающих из расплавленной стали оксидов на основе оксида алюминия (так называемых «включений») на его поверхности в ходе литья.
Для повышения указанной стойкости к адгезии оксида алюминия в соответствии с требованиями, такими как индивидуальные условия литья, указанный огнеупорный продукт может дополнительно содержать одно или оба соединения - SiC и Si3N4, в количестве 20 масс.% или менее (предпочтительно, в диапазоне от 0,5 до 20 масс.%), по отдельности или вместе, или металлический Si в количестве 2 масс.% или менее (предпочтительно, в диапазоне от 0,3 до 2 масс.%). Они могут быть применены совместным образом. Другими словами, огнеупорный продукт настоящего изобретения может содержать либо одно, либо оба соединения - SiC и Si3N4, и металлический Si в количестве до 22 масс.%, которое представляет собой сумму: 20 масс.% максимального количества либо одного, либо обоих соединений - SiC и Si3N4; и 2 масс.% максимального количества металлического Si, при этом остальную часть составляют компоненты, описанные в любом из абзацев (1)-(3).
Как указано выше, шлаковый слой на основе СаО-Al2O3 получают на поверхности огнеупорного продукта посредством реакции между компонентом СаО огнеупорного продукта и Al2O3, образующегося в результате осаждения алюминия из стали. В раскисленной алюминием стали, содержащей S (серу) в концентрации 20 частей на миллион или более, в частности, 40 частей на миллион или более, в шлаковом слое в результате обессеривающей способности шлаковой фазы на основе СаО-Al2O3, образовавшейся на поверхности раздела огнеупорный продукт - расплавленная сталь, в некоторых случаях образуется соединение CaS с высокой температурой плавления. В частности, в том случае, когда CaS образуется в форме слоя, подвод СаО из огнеупорного продукта к расплавленной стали перекрывается, поэтому оксид алюминия может прилипать к поверхности огнеупорного продукта. Авторами изобретения обнаружено, что введение компонента, способного во время литья непрерывно подводить компонент на основе SiO2, выполняющий функцию снижения обессеривающей способности шлаковой фазы, в содержащий СаО огнеупорный продукт настоящего изобретения, является эффективной мерой противодействия адгезии оксида алюминия, в частности, в стали, в которой S (сера) присутствует в высокой концентрации, на поверхности огнеупорного продукта.
Непосредственное добавление компонента SiO2 в огнеупорный продукт нежелательно, так как это вызывает быструю реакцию с СаО, присутствующим в огнеупорном продукте, с образованием вещества с низкой температурой плавления. Следовательно, компонент SiO2 непосредственно добавляют только для формирования препятствующей гидратации пленки, и количество, в котором его добавляют, ограничено 5 масс.% или менее. Настоящее изобретение основано на обнаружении того, что наиболее предпочтительным является применение способа введения в огнеупорный продукт одного или обоих компонентов - SiC и Si3N4, являющихся источником непрерывного подведения компонента SiO2 к поверхности раздела расплавленная сталь - огнеупорный продукт. Компонент SiC или Si3N4 подвергается окислению в атмосфере внутри огнеупорного продукта или содержащегося в стали кислорода, таким образом непрерывно поставляя компонент SiO2 в шлаковый слой на основе СаО-Al2O3, образовавшейся на поверхности раздела.
В зависимости от содержания S (серы) в стали, минимальное содержание компонентов SiC и Si3N4, необходимое для достижения описанного эффекта, предпочтительно составляет в целом 0,5 масс.% или более. Кроме того, максимальное содержание компонентов SiC и Si3N4 предпочтительно составляет 20 масс.% или менее. Если это содержание превышает 20 масс.%, ускоряется снижение температуры плавления (повышение количества жидкой фазы) из-за сосуществования компонента SiO2, образующегося из компонентов SiC и/или Si3N4, компонента СаО огнеупорного продукта и оксида алюминия из стали, поэтому стойкость к коррозии огнеупорного продукта снижается до такой степени, при которой ухудшается износостойкость, необходимая для литьевого сопла, и с большой вероятностью возрастает количество включений со стороны стали.
В качестве источника SiO2 для достижения такого же эффекта подавления адгезии оксида алюминия также может быть использован металлический Si. В этом случае металлический Si предпочтительно присутствует в количестве 2 масс.% или менее, так он обладает отрицательным свойством, например, увеличения прочности, что вызывает снижение стойкости к тепловому удару.
Между тем, расплав на основе СаО-Al2O3, образовавшейся на поверхности огнеупорного продукта настоящего изобретения, легко вытекает при контакте с потоком расплавленной стали. Если имеется местное различие свойств потока расплавленной стали и т.д. на поверхности огнеупорного продукта, вступающего в контакт с расплавленной сталью, велика вероятность значительного разрушения огнеупорного продукта. Авторами изобретения обнаружено, что введение компонента ZrO2 в композицию на основе СаО-Al2O3 позволяет повысить устойчивость пленки, основанной на композиции на основе СаО-Al2O3, и таким образом эффективно препятствовать разрушению. В частности, композиция на основе СаО-Al2O3, содержащая компонент SiO2, эффективна с точки зрения введения в нее компонента ZrO2.
Для стабилизации такой пленки на основе СаО-Al2O3 или на основе СаО-Al2O3-SiO2 в огнеупорном продукте, описанном в любом из абзацев (1)-(3), дополнительно содержится ZrO2, предпочтительно в количестве 5 масс.% или менее. Содержание ZrO2 вторичным образом определяется фактором, который изменяется в зависимости от соотношения между индивидуальными условиями литья, такими как температура расплавленной стали, количеством алюминия или оксида алюминия, присутствующего в расплавленной стали в виде включений, и компонентами огнеупорного продукта, например, количеством вещества с низкой температурой кипения, образующегося на поверхности огнеупорного продукта. Таким образом, содержание ZrO2 не является фиксированной величиной, напротив, может быть определено в зависимости от индивидуальных условий литья. Однако, если его содержание больше 5 масс.%, снижение температуры плавления подавляется (уменьшается количество жидкой фазы) даже при сосуществовании ZrO2, компонента СаО огнеупорного продукта и оксида алюминия в стали или SiO2, так что вязкость пленки увеличивается, а адгезия включений, содержащих оксид алюминия, из стали на поверхность огнеупорного продукта интенсифицируется. Другими словами, огнеупорный продукт настоящего изобретения может содержать ZrO2 в количестве до 5 масс.%, при этом остальное количество составляют компоненты, описанные в любом из абзацев (1)-(3). Нижний предел величины содержания ZrO2 может быть определен индивидуально и произвольно как количество, необходимое для произвольного увеличения вязкости поверхности огнеупорного продукта до заданного уровня в соответствии со степенью размягчения (количеством жидкой фазы и т.д.) поверхности, которая изменяется в зависимости от начального состава (такого как СаО, MgO, Al2O3 и SiO2) огнеупорного продукта и реального состава огнеупорного продукта, изменяющегося в ходе литья. В этом отношении, хотя не совсем уместно указывать нижний предел содержания ZrO2, эффект присутствия ZrO2 проявляется в значимой степени, если его количество больше или равно, примерно, 0,5 масс.%.
Возможно использование ZrO2, SiC Si3N4 и металлического Si совместным образом. Другими словами, огнеупорный продукт настоящего изобретения может содержать один любой или оба компонента - SiC и Si3N4, металлический Si и ZrO2 в количестве до 27 масс.%, которое представляет собой сумму: 20 масс.% максимального количества любого одного или обоих компонентов - SiC и Si3N4; 2 масс.% максимального количества металлического Si; и 5 масс.% максимального количества ZrO2, при этом остальное количество составляют компоненты, описанные в любом из абзацев (1)-(3).
Значение изобретения
Огнеупорному продукту, содержащему огнеупорные частицы, каждая из которых содержит любой один или оба компонента - СаО и MgO, например, доломитовые клинкеры, свойственны следующие особенности.
1. Отличительная особенность, заключающаяся в формировании пленки, по меньшей мере на каждой СаО поверхности, делает возможным надежное предотвращение возникновения проблемы гидратации из-за гидратации СаО на стадии производства, во время хранения и на стадии литья в течение длительного времени.
2. Отличительная особенность, заключающаяся в осуществлении в отношении огнеупорного продукта, каждая СаО поверхность которого покрыта неорганической пленкой, обработки путем карбонизации с целью дополнительного образования карбоната кальция (СаСО3), делает возможным дополнительное повышение стойкости к гидратации.
3. Отличительная особенность, заключающаяся в формировании микроструктуры, в которой имеется полый слой толщиной от 0,1 до 3,0%, выраженной как величина MS, между углеродсодержащей матрицей и соответствующей одной из огнеупорных частиц, каждая из которых содержит любой один или оба компонента - СаО и MgO, делает возможным значительное уменьшение термического расширения огнеупорного продукта, в котором использованы огнеупорные частицы, содержащие СаО и/или MgO, и таким образом снижение риска разрушения вследствие теплового удара или различия термического расширения в ходе предварительного нагревания или литья.
4. Отличительная особенность, заключающаяся во введении в огнеупорный продукт одного или нескольких компонентов из SiC, Si3N4 и металлического Si, делает возможным повышение стойкости к адгезии оксида алюминия в соответствии с индивидуальными условиями литья и т.д.
5. Отличительная особенность, заключающаяся во введении в огнеупорный продукт ZrO2, делает возможным защиту огнеупорного продукта при одновременном достижении лучшей сбалансированности между стойкостью к адгезии оксида алюминия и стойкостью к эрозии/коррозии (включая износостойкость и потери на истирание) огнеупорного продукта в соответствии с индивидуальными условиями литья и т.д.
6. Огнеупорный продукт настоящего изобретения может быть использован при изготовлении литьевого сопла. Благодаря этому становится возможным создание литьевого сопла, отличающегося великолепной стойкостью к гидратации, сопротивлением образованию и росту трещин, стойкостью к адгезии оксида алюминия и износостойкостью и способного обеспечивать устойчивое литье.
Краткое описание чертежей
На фиг. 1А показан один из типов погружного сопла (литьевого сопла), в котором использован огнеупорный продукт настоящего изобретения, при этом фиг. 1А(а), фиг. 1А(b) и фиг. 1А(с), соответственно, иллюстрируют один из примеров, в которых погружное сопло полностью образовано из огнеупорного продукта настоящего изобретения, за исключением порошковой футеровки, как в случае, показанном на фиг. 1А(а), которому придана другая форма, а именно, форма плоского погружного сопла, используемого главным образом для литья тонких плоских заготовок, и, как еще в одном примере, погружное сопло, показанное на фиг. 1А(а), модифицировано так, что часть внутреннего проходного отверстия выполняет функцию введения газа, и огнеупорный продукт настоящего изобретения расположен в оставшейся части внутреннего проходного отверстия и вокруг выпускного отверстия.
На фиг. 1В показано вертикальное сечение (концептуальная схема), иллюстрирующее резервуар для разливки, пробку, сопло и литьевую форму для непрерывного литья, при этом левое сопло представляет собой один из примеров погружного сопла, устанавливаемого снаружи в конструкции, где сопловый блок, через который проходит траектория течения расплавленной стали во время выпуска расплавленной стали из резервуара для разливки, образован из множества отдельных литьевых сопел, и правое сопло представляет собой один из примеров погружного сопла, устанавливаемого внутри, а буквами от А до G обозначены элементы, для изготовления которых может быть использован огнеупорный продукт настоящего изобретения.
На фиг. 2 показан другой тип погружного сопла (литьевого сопла), в котором огнеупорный продукт настоящего изобретения встроен в огнеупорный элемент корпуса сопла, при этом фиг. 2(а), фиг. 2(b) и фиг. 2(с), соответственно, иллюстрируют один пример, в котором огнеупорный продукт настоящего изобретения расположен во внутреннем проходном отверстии, другой пример, в котором огнеупорный продукт настоящего изобретения расположен во внутреннем проходном отверстии и вокруг выпускного отверстия, и еще один пример, в котором погружное сопло, представленное на фиг. 2(b), модифицировано так, что в верхней части внутреннее проходное отверстие выполняет функцию введения газа, и огнеупорный продукт настоящего изобретения расположен в нижней части внутреннего проходного отверстия и вокруг выпускного отверстия.
На фиг. 3 показан другой тип погружного сопла (литьевого сопла), в котором слой, образованный из углеродсодержащего листа или цементного раствора, находится между огнеупорным элементом корпуса сопла и огнеупорным продуктом настоящего изобретения, при этом, фиг. 3(а), фиг. 3(b) и фиг. 3(с), соответственно, иллюстрируют один пример, в котором огнеупорный продукт настоящего изобретения расположен во внутреннем проходном отверстии, другой пример, в котором огнеупорный продукт настоящего изобретения расположен во внутреннем проходном отверстии и вокруг выпускного отверстия, и еще один пример, в котором погружное сопло, представленное на фиг. 3(b), модифицировано так, что в верхней части внутреннее проходное отверстие выполняет функцию введения газа, и огнеупорный продукт настоящего изобретения расположен в нижней части внутреннего проходного отверстия и вокруг выпускного отверстия. На фиг.3 слои могут быть изготовлены как одно целое или могут быть соединены друг с другом после того, как они изготовлены по отдельности.
На фиг. 4 показан тип нижнего сопла (литьевого сопла), в котором применен огнеупорный продукт настоящего изобретения.
На фиг. 5 показан тип длинного сопла (литьевого сопла), в котором применен огнеупорный продукт настоящего изобретения.
На фиг. 6 показан другой тип нижнего сопла (литьевого сопла), в котором применен огнеупорный продукт настоящего изобретения.
На фиг. 7 показан другой тип длинного сопла (литьевого сопла), в котором применен огнеупорный продукт настоящего изобретения.
На фиг. 8 показана схема способа ротационного испытания в расплавленной стали.
На фиг. 9 показан образец для ротационного испытания в расплавленной стали, при этом фиг. 9(а) представляет собой вид спереди, а фиг. 9(b) - вид сверху.
На фиг. 10 показана схема способа измерения скорости адгезии/износа в ходе ротационного испытания в расплавленной стали.
На фиг. 11 представлена фотография микроструктуры соответствующего изобретению образца 31, при этом на фиг. 11(а) показана микроструктура до тепловой обработки, а на фиг. 11(b) - микроструктура после тепловой обработки.
Описание вариантов осуществления изобретения
В основе огнеупорного продукта настоящего изобретения лежит то, что он содержит огнеупорные частицы, содержащие компонент СаО, и огнеупорные частицы, содержащие компонент MgO. В этом отношении термин «огнеупорные частицы, содержащие компонент СаО, и огнеупорные частицы, содержащие компонент MgO» или «огнеупорные частицы, каждая из которых содержит либо один, либо оба компонента - СаО и MgO (СаО и/или MgO содержащие огнеупорные частицы)» охватывает следующие три типа.
(1) Огнеупорные частицы, каждая из которых содержит оба компонента - СаО и MgO
(2) Сочетание огнеупорных частиц, содержащих компонент СаО (не содержащих компонент MgO), и огнеупорных частиц, содержащих компонент MgO
(3) Сочетание огнеупорных частиц, содержащих компонент MgO (не содержащих компонент СаО), и огнеупорных частиц, содержащих компонент СаО
Огнеупорный продукт настоящего изобретения может быть изготовлен с использованием одного или нескольких из этих трех типов огнеупорных частиц в качестве первичных агрегатных частиц. То есть в контексте настоящего изобретения термин «огнеупорные частицы, содержащие компонент СаО, и огнеупорные частицы, содержащие компонент MgO», является понятием, охватывающим случай, в котором он состоит только из огнеупорных частиц первого типа, т.е. огнеупорных частиц, каждая из которых содержит и компонент СаО, и компонент MgO.
Огнеупорные частицы первого типа могут содержать клинкеры, полученные путем тепловой обработки природного доломита, или клинкеры, искусственно синтезированные из содержащего СаО исходного материала и содержащего MgO исходного материала в форме составных частиц (так называемые «искусственные MgO-СаО клинкеры»).
Огнеупорные частицы второго типа «огнеупорные частицы, содержащие компонент СаО (не содержащие компонент MgO)», могут включать клинкеры, искусственно полученные из содержащего СаО исходного материала в форме частиц на основе СаО, и могут представлять собой огнеупорные частицы, содержащие карбонизированный или гидроксилированный СаО. Огнеупорные частицы второго типа могут представлять собой сочетание «огнеупорных частиц, содержащих компонент СаО (не содержащий компонент MgO)», и огнеупорных частиц первого типа.
В огнеупорных частицах третьего типа «огнеупорные частицы, содержащие компонент MgO (не содержащие компонент СаО)» могут включать природные или искусственно полученные клинкеры, в форме частиц на основе MgO. Кроме того, «содержащие компонент СаО огнеупорные частицы» могут включать один или оба типа частиц - огнеупорные частицы первого типа и «огнеупорные частицы, содержащие компонент СаО (не содержащие компонент MgO)» второго типа огнеупорных частиц.
Огнеупорный продукт настоящего изобретения содержит один или несколько оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2. В качестве исходного материала для получения оксидов металлов можно использовать оксиды В, Ti, V, P и Si или соответствующие гидраты, коллоидные соединения и алкоксидные соединения этих оксидов металлов, по отдельности или в сочетании. Например, в качестве предпочтительного источника В2О3 можно использовать оксид бора, тетраборную кислоту, метаборную кислоту, ортоборную кислоту или сложный эфир борной кислоты. В качестве альтернативы, можно использовать соединение борной кислоты, такое как тетраборат натрия или метаборат натрия или боросиликатное стекло (в боросиликатном стекле может присутствовать компонент R2O (R = Na, K, Li); в этом случае компонент R2O содержится, предпочтительно, в количестве, примерно, 10 масс.% или менее относительно 100 масс.% боросиликатного стекла). В качестве источника TiO2 можно использовать оксид титана, органическое соединение титана или коллоидную дисперсию. В качестве источника V2O5 можно использовать оксид ванадия. В качестве источника Р2О5 можно использовать фосфорную кислоту, фосфат или сложный эфир фосфорной кислоты. Кроме этого, в качестве источника SiO2 можно использовать тонкодисперсный кварцевый порошок, коллоидный оксид кремния или этилсиликат в растворе.
Необходимо обеспечить диспергирование одного или нескольких оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, вокруг каждой из содержащих СаО частиц. С этой целью может быть применен указанный выше способ диспергирования в ходе перемешивания. В этом случае является предпочтительным использовать исходный материал одного или нескольких оксидов металлов в форме тонкодисперсного порошка или жидкости.
Как указано выше, в качестве огнеупорных частиц, образующих огнеупорный продукт настоящего изобретения, может быть использован природный исходный материал. Такой природный исходный материал, предназначенный для использования в качестве огнеупорных частиц, или исходный материал другого типа, полученный из исходного материала с низкой степенью чистоты, неизбежно содержит один или несколько компонентов помимо указанных выше эффективных компонентов (этот один или несколько компонентов далее именуются просто «неизбежные компоненты»). Кроме того, неизбежные компоненты могут неминуемо примешиваться в ходе процесса производства. В качестве примеров можно привести Al2O3, Fe2O3 и R2O (R = Na, K, Li). В некоторых случаях такие неизбежные компоненты содержатся в огнеупорных частицах или в пленке, по меньшей мере, на каждой СаО поверхности огнеупорных частиц или в любом одном или в нескольких местах в микроструктуре матрицы. Их содержание ограничивается примерно 3 масс.% или менее, предпочтительно примерно 2 масс.% или менее, более предпочтительно примерно 1 масс.% или менее. Содержание неизбежных компонентов может быть в некоторой степени отрегулировано, например, путем выбора каждого исходного материала с эффективными компонентами высокой степени чистоты или путем улучшения очистки и т.п. в ходе процесса производства.
В качестве источника углерода может быть использован углеродный исходный материал, выполняющий роль связующего (связующий углерод). Например, в качестве связующего углерода предпочтительны фенольная смола, битумный пек или гудрон, так как вскоре после обжига в неокислительной атмосфере от них остается углерод в форме связующей сетчатой структуры. Что касается состояния на стадии исходного материала, в случае каждого из указанных выше исходных материалов, можно использовать тип, который является жидкостью при комнатной температуре, или тип, который является твердым при комнатной температуре, но размягчается или разжижается с увеличением температуры. В соответствии с настоящим изобретением, помимо указанных выше существенных исходных материалов, произвольно может быть использован твердый углеродсодержащий исходный материал, отличный от связующего углерода. В качестве твердого углеродсодержащего исходного материала, отличного от связующего углерода, можно использовать углеродсодержащий исходный материал в форме частиц, такой как графит или углеродная сажа, или углеродсодержащий исходный материал в форме волокон, например, углеродные волокна.
Однако необходимо, чтобы эти углеродсодержащие исходные материалы были добавлены в смесь исходных материалов в количестве, лежащем в пределах суммы доли потерь связующего углерода исходного материала (доля после вычитания доли остаточного углерода) и доли потерь твердого углеродсодержащего исходного материала (доля примесей, удаляемых при нагревании), т.е. в диапазоне от 2% до 35 масс.% всего огнеупорного продукта для химического состава, определяемого на стадии продукта, т.е. после того, как огнеупорный продукт подвергся нагреванию в неокислительной атмосфере при 1000°С.
Указанные выше исходные материалы смешивают так, чтобы получить химический состав, определенный в прилагаемой формуле изобретения. Затем полученную смесь перемешивают, придают ей форму, и полученную смесь определенной формы подвергают тепловой обработке в неокислительной атмосфере при 800°С или более.
Чтобы обеспечить диспергирование одного или нескольких оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, вокруг каждой из содержащих СаО частиц в ходе указанного перемешивания, является предпочтительным, чтобы до перемешивания были приготовлены добавки В2О3, TiO2, V2O5, P2O5 и SiO2 в форме жидкости или тонкодисперсных частиц и непосредственно добавлены к содержащим СаО частицам, по отдельности или в сочетании.
При тепловой обработке в неокислительной атмосфере при 800°С или более, по меньшей мере на каждой СаО поверхности содержащих компонент СаО огнеупорных частиц образуется пленка, состоящая из соединения СаО с одним или несколькими оксидами металлов, подобранными из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, толщиной от 0,1 до 25 мкм. Толщина этой пленки может быть измерена при наблюдении микроструктуры в микроскоп или при помощи рентгеновского микроанализатора. Кроме того, толщину этой пленки можно регулировать, например, путем изменения доли одной или нескольких добавок, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2.
Целью того, что тепловую обработку проводят в неокислительной атмосфере при 800°С или более, является получение продукта реакции между одним или несколькими оксидами металлов, подобранными из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, и каждой из содержащих СаО частиц в количестве, достаточном для подавления гидратации содержащей СаО частицы. Хотя верхний предел температуры тепловой обработки не имеет определенного ограничения, его по существу устанавливают равным, примерно, 1300°С по экономическим соображениям. С точки зрения степени прохождения реакции и рентабельности, надлежащее время тепловой обработки лежит в диапазоне примерно от 1 до 6 часов при максимальной температуре тепловой обработки.
Стойкость к гидратации содержащих СаО частиц, на каждой из которых имеется пленка, образованная указанным выше образом, может быть повышена посредством реакции карбонизации между газообразным диоксидом углерода и СаО при высокой температуре. А именно, огнеупорный продукт, получаемый указанным способом так, что на каждой поверхности содержащих СаО частиц имеется слой неорганической пленки, образовавшейся вследствие реакции между СаО и одним или несколькими оксидами из В2О3, TiO2, V2O5, P2O5 и SiO2, дополнительно подвергают обработке в атмосфере газообразного диоксида углерода при температуре в диапазоне от 380 до 830°С с целью проведения реакции карбонизации (СаО+СО2→СаСО3) на дефектных участках слоя неорганической пленки, по меньшей мере, на каждой СаО поверхности содержащих СаО частиц, образующих микроструктуру огнеупорного продукта и, тем самым, образования СаСО3 на дефектных участках неорганической пленки. Благодаря этому становится возможным почти полностью исключить дефектные участки неорганической пленки и таким образом значительно повысить стойкость к гидратации огнеупорного продукта. Причиной выбора температуры обработки, соответствующей диапазону от 380 до 830°С, является то, что температура тепловой обработки должна быть больше или равна температуре, при которой начинается образование карбоната кальция (СаСО3), и меньше или равна температуре, при которой начинается разложение карбоната кальция (СаСО3).
В контексте настоящего документа термин «дефектный участок» неорганической пленки означает небольшую газовую раковину, трещину, зону отслаивания и т.п., присутствующую в неорганической пленке, образованной из продукта реакции между СаО и одним или несколькими оксидами металлов, подобранными из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, другими словами, область, в которой СаО на каждой поверхности содержащих СаО частиц в микроструктуре огнеупорного продукта, не защищен неорганической пленкой, образованной из указанного продукта реакции, т.е. не экранирован от окружающего пространства.
Такую обработку карбонизацией осуществляют так, чтобы в результате в содержащем СаО огнеупорном продукте образовался СаСО3 в количестве от 0,1 до менее чем 2,5 масс.%. Если содержание СаСО3 больше или равно 2,5 масс.%, начинает сказываться нежелательное явление, при котором уровень расплавленной стали в литьевой форме сильно меняется, так называемое «явление кипения», из-за выделения газа при разложении СаСО3 на начальной стадии разлива, что заставляет увеличивать температуру предварительного нагревания перед литьем для ускорения разложения СаСО3. С другой стороны, если содержание СаСО3 меньше 0,1 масс.%, СаСО3 образуется в недостаточном количестве, и эффект повышения стойкости к гидратации получить невозможно. Содержание СаСО3 можно регулировать, например, путем изменения концентрации газообразного диоксида углерода, температуры обработки, времени обработки или давления газообразного диоксида углерода.
Кроме того, для уменьшения термического расширения с целью снижения риска разрушения из-за теплового удара или различия термического расширения в ходе предварительного нагревания или литья, огнеупорный продукт настоящего изобретения может быть изготовлен так, чтобы он имел микроструктуру, в которой полый слой толщиной от 0,1 до 3,0%, выраженной как величина MS, создан между углеродсодержащей матрицей и соответствующей одной из огнеупорных частиц, каждая из которых содержит любой один или оба компонента - СаО и MgO, указанным выше образом.
Для формирования полого слоя на каждой поверхности содержащих СаО и/или MgO частиц, на поверхности предварительно, на стадии исходного материала или на стадии тепловой обработки в процессе производства, формируют слой из гидрата, хлорида или карбоната заданной толщины способом, заключающимся в приведении частиц в контакт с одним из: с водой или содержащим воду газом; с кислым или щелочным раствором или газом на заданный период времени.
В качестве огнеупорных частиц, каждая из которых снабжена предварительно образованным на поверхности слоем, предпочтительно использовать содержащие СаО и/или MgO огнеупорные частицы со слоем покрытия заданной толщины, таким как гидратный слой, хлоридный слой или карбонатный слой, образованным посредством химической реакции с СаО или MgО. Предпочтительно эту обработку в форме предварительной обработки огнеупорных частиц, каждая из которых содержит либо один, либо оба компонента - СаО и MgO, осуществляют при помощи газа или жидкости с целью создания слоя покрытия на каждой поверхности огнеупорных частиц, каждая из которых содержит либо один, либо оба компонента - СаО и MgO. В качестве альтернативы можно применить способ предварительного диспергирования гидроксида или карбоната в огнеупорной композиции и затем создания на каждой СаО поверхности слоя соединения в ходе тепловой обработки на стадии производства или литья.
Заданная толщина не является фиксированной величиной, напротив, может быть выбрана в каждом конкретном случае в зависимости от конкретных условия для расчета, принимая во внимание различие между разными композициями с точки зрения расширения/сжатия в ходе реакции и т.д., при формировании слоя покрытия, с тем, чтобы должным образом отрегулировать толщину полого пространства относительно размера каждой частицы, на поверхности которой формируется слой покрытия, в соответствии с указанным выше диапазоном величины MS.
Далее описан один из примеров способа производства. Огнеупорные частицы обожженного доломита (СаО·MgO), на каждой из которых сформирован гидратированный слой определенной заданной толщины, углеродсодержащий исходный материал, борную кислоту и органическое связующее тщательно смешали друг с другом. Затем полученной смеси придали надлежащую формуемость и отформовали. Смесь определенной формы подвергли тепловой обработке в неокислительной атмосфере при 1000°С, т.е. температуре, больше или равной температуре разложения слоя покрытия (гидратированного слоя). Таким образом, слой покрытия (гидратированный слой) разложился, и на каждой поверхности частиц образовался пористый и активный слой, содержащий СаО и/или MgO.
Таким образом, в ходе нагревания частиц, каждая из которых имела заданный толстый слой покрытия, такой как гидратированный слой, хлоридный слой или карбонатный слой, на их поверхности один или несколько кислых оксидов из группы В2О3, TiO2, V2O5, P2O5 и SiO2 огнеупорной композиции образуют пленку, покрывающую всю область каждой поверхности частиц, содержащую основной оксид, включая СаО. Затем слой покрытия (гидратированный слой) на каждой из содержащих СаО и/или MgO частиц разрушают, так что область слоя покрытия преобразуется в полый слой. Кроме того, область, где слой покрытия, такой как гидратированный слой, хлоридный слой или карбонатный слой, был разрушен, является пористой и активной (этот слой далее именуется просто «активный слой»), и таким образом обладает высокой реакционной способностью по отношению к В2О3, TiO2, V2O5, P2O5 и SiO2, поэтому неорганическая пленка, образовавшаяся по реакции с СаО, уплотняется, толщина активного слоя, изначально пористого, уменьшается в результате этого уплотнения. Как указано выше, на стадии завершения обжига полое пространство с определенным диапазоном толщины образуется между пленкой, сформированной вокруг каждой поверхности частиц с большим термическим расширением (СаО, MgO и т.д.) и матрицей, состоящей, главным образом, из углеродсодержащего компонента.
Толщину полого слоя, т.е. толщину слоя покрытия, которое формируют на каждой поверхности частиц на начальной стадии, можно регулировать, например, путем изменения концентрации газа, являющегося средством обработки, такого как водяной пар, температуры обработки, времени обработки или давления газообразного диоксида углерода.
Огнеупорный продукт, полученный путем формирования полого пространства вокруг каждой поверхности содержащих СаО частиц и затем формирования пленки из соединения СаО с одним или несколькими оксидами металлов, подобранными из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, также может быть дополнительно подвергнут указанной выше обработке путем карбонизации при температуре в диапазоне от 380°С до 830°С. Благодаря этому становится возможным обеспечение вокруг каждой из содержащих СаО частиц полого пространства, а также прочной защитной пленки на основе СаО и, тем самым, получение содержащего СаО огнеупорного продукта, отличающегося не только стойкостью к растрескиванию из-за теплового удара и разности термического расширения, но и стойкостью к гидратации.
Огнеупорный продукт настоящего изобретения, полученный описанным выше способом, подходит для использования в литьевом сопле, так как, когда этот огнеупорный продукт размещен на одном из участков или во всей области, подвергающейся контакту с расплавленной сталью, он может подавлять адгезию из расплавленной стали неметаллических включений, таких как оксид алюминия, на поверхности сопла.
На фиг. 1А показан один из примеров погружного сопла (литьевого сопла), в котором огнеупорный продукт 20 настоящего изобретения, описанный в любом из абзацев (1)-(4), расположен на участке области, подвергающейся контакту с расплавленной сталью, в форме одного слоя толщиной, располагающейся в диапазоне от поверхности контакта с расплавленной сталью до задней поверхности, ей противоположной. Как показано на фиг. 1А(а), когда огнеупорный продукт 20 настоящего изобретения также расположен на участке порошковой футеровки 21, образуется погружное сопло (литьевое сопло), в котором огнеупорный продукт 20 находится во всей области, подвергающейся контакту с расплавленной сталью, в форме одного слоя толщиной, располагающейся в диапазоне от поверхности контакта с расплавленной сталью до задней поверхности, ей противоположной. Хотя фиг. 1А(а) иллюстрирует один из примеров кругового цилиндрического типа, литьевое сопло, в котором применен огнеупорный продукт настоящего изобретения, не ограничивается какой-либо определенной формой, такой как круговая цилиндрическая форма. Например, огнеупорный продукт настоящего изобретения может быть использован в погружных соплах (литьевых соплах) различной формы, такой как плоская форма, эллиптическая форма или воронкообразная форма (воронкообразная форма с диаметрально увеличенной верхней частью), используемых, главным образом, для литья тонких плоских заготовок, как показано на фиг. 1А(b).
Левое сопло, показанное на фиг. 1В, является примером погружного сопла, устанавливаемого снаружи в конструкции, где сопловый блок, через который проходит траектория течения расплавленной стали во время выпуска расплавленной стали из резервуара для разливки, образован из множества отдельных литьевых сопел. Огнеупорный продукт настоящего изобретения может быть использован не только в погружном сопле F, но также в каждом из верхних сопел А, скользящей сопловой пластине В, нижнем сопле С и длинном сопле D в составе конструкции, образованной из множества литьевых сопел, таким образом, что он располагается на участке или на всей поверхности погружного сопла F или сопловой конструкции, подвергающейся контакту с расплавленной сталью. Огнеупорный продукт настоящего изобретения также может быть использован в погружном сопле, так называемого, «устанавливаемого внутри» типа (правое сопло на фиг. 1В), и в сопле, так называемого «открытого» типа, которое не погружено в расплавленную сталь, каждое из которых имеет конструкцию, в котором сопловый блок, через который проходит траектория течения выгружаемой стали, изготовлен как единое целое. Кроме того, огнеупорный продукт настоящего изобретения может быть использован в качестве пробки Е, расположенной над сопловым блоком с целью регулирования расхода расплавленной стали или открывания и закрывания соплового блока, или огнеупорного футеровочного материала G в резервуаре с расплавленной сталью.
Место и интенсивность адгезии оксида алюминия на поверхности огнеупорного продукта изменяется в зависимости от индивидуальных условий литья. Таким образом, «участок области» или «вся область», подвергающаяся контакту с расплавленной сталью, не является фиксированной областью, напротив, определяется путем выбора в качестве целевой той области, где наиболее желательно подавлять адгезию оксида алюминия для каждого из индивидуальных наборов условий литья. Другими словами, «участок области» или «вся область» является предметом произвольного выбора. Литьевому соплу с однослойной конструкцией, на как фиг. 1А(а) и 1А(b), свойственна возможность растрескивания из-за различия термического расширения и т.п. Кроме того, это простейшая конструкция с точки зрения изготовления. При изготовлении такого однослойного литьевого сопла целевая область внутри формы холодного изостатического прессования (CIP) может быть заполнена смесью исходных материалов для огнеупорного продукта настоящего изобретения с образованием единого слоя.
Огнеупорный продукт 20 настоящего изобретения не обязательно является гомогенным в одном и том же литьевом сопле, напротив, его состав может произвольно меняться и т.п. в каждой из множества областей, выделенных на основании индивидуальных свойств, с целью выравнивания структуры или скорости разрушения, когда эти факторы разные для разных областей. Это также справедливо для указанных примеров, поясняемых фиг.2 и 3.
На фиг. 1А(с) показан пример, в котором погружное сопло, представленное на фиг. 1А(а), модифицировано так, что часть внутреннего проходного отверстия (поверхность внутренней стенки) выполняет функцию введения газа в расплавленную сталь. В данном примере огнеупорный элемент 22G, обладающий высокой газопроницаемостью (далее именуемый просто «газопроницаемый огнеупорный элемент»), расположен в части внутреннего проходного отверстия. Материалом для изготовления газопроницаемого огнеупорного элемента 22G может служить обычно используемый газопроницаемый огнеупорный материал на основе оксида алюминия - графита, либо материал с повышенной пористостью или проницаемостью при сохранении состава огнеупорного продукта настоящего изобретения. Вместо погружного сопла, как в примере, показанном на фиг. 1А(с), подача газа в расплавленную сталь может осуществляться в любом другом надлежащем месте траектории течения расплавленной стали, таком как верхнее сопло или скользящее сопло, расположенные над погружным соплом.
На фиг. 2(а) показан пример погружного сопла (литьевого сопла), включающего: первый огнеупорный слой, образующий часть поверхности, подверженной контакту с расплавленной сталью (в данном примере - поверхность внутреннего проходного отверстия), при этом первый огнеупорный слой образован из огнеупорного продукта 20 настоящего изобретения; второй огнеупорный слой, расположенный со стороны задней поверхности первого огнеупорного слоя, при этом состав второго огнеупорного слоя отличается от состава первого огнеупорного слоя 20 (материал 21 порошковой футеровки или материал 22 корпуса сопла), при этом первый и второй огнеупорные слои соединены в одно целое и непосредственно контактируют друг с другом.
На фиг. 2(b) показан пример, в котором огнеупорный продукт настоящего изобретения использован для создания внутренней поверхности и наружной поверхности выпускного отверстия, представляющих собой часть поверхности, контактирующей с расплавленной сталью, помимо части, показанной на фиг. 2(а), при этом часть области сопла, находящаяся непосредственно над выпускным отверстием, и вся область сопла, находящаяся ниже выпускного отверстия, образованы из огнеупорного продукта 20 настоящего изобретения. В качестве альтернативы, из огнеупорного продукта 20 настоящего изобретения может быть образована только поверхность области сопла, находящейся непосредственно над выпускным отверстием и непосредственно под выпускным отверстием, которые будут контактировать с расплавленной сталью, а его внутренняя часть может быть изготовлена, например, из огнеупорного материала на основе оксида алюминия - графита.
На фиг. 2(с) показан пример, в котором погружное сопло, представленное на фиг. 2(b), модифицировано так, что внутреннее проходное отверстие (поверхность внутреннего проходного отверстия) выполняет функцию введения газа в расплавленную сталь. То есть газопроницаемый огнеупорный элемент 22S расположен в части внутреннего проходного отверстия погружного сопла, газ подают в расплавленную сталь через газопроницаемый огнеупорный элемент 22S. На фиг. 2(с) позиция 22S означает пространство, служащее для прохода и накопления газа.
Конкретный пример второго огнеупорного слоя (материала 21 порошковой футеровки или материала 22 корпуса сопла), показанного на фиг. 2(а)-2(с), может представлять собой огнеупорный элемент по меньшей мере одного из типов, включающих огнеупорные частицы, образованные одним или несколькими соединениями, подобранными из группы, состоящей из Al2O3, SiO2, MgO и ZrO2 или их смеси и углерода, или может представлять собой огнеупорный элемент, изготовленный из огнеупорного продукта настоящего изобретения, но отличающийся от первого огнеупорного слоя, образующего часть или всю поверхность, которая будет контактировать с расплавленной сталью, с точки зрения состава и т.д. Например, указанное отличие может состоять в другом отношении СаО/MgO, другом содержании углерода, в присутствии/отсутствие или другом количестве компонентов SiO2, ZrO2 SiС или металлического Si, другом гранулометрическом распределении исходного огнеупорного материала. Литьевое сопло данной конструкции является эффективным в том случае, когда требуется высокая коррозионная стойкость порошка в форме. Другими словами, данное литьевое сопло подразумевает достижение усовершенствования являющейся решающим фактором износостойкости, а не стойкости к адгезии оксида алюминия.
При изготовлении указанного двухслойного литьевого сопла указанным способом производства, после отделения перегородкой смеси исходных материалов, заполняющей пространство в целевой области внутри формы CIP в положении, радиально противоположном поверхности контакта с расплавленной сталью, слоем заданной толщины, одно подпространство со стороны поверхности контакта может быть заполнено смесью исходных материалов для огнеупорного продукта настоящего изобретения, при этом другое подпространство с обратной стороны должно быть заполнено смесью исходных материалов, например, для по меньшей мере одного огнеупорного элемента, включающего огнеупорные частицы, образованные одним или несколькими соединениями, подобранными из группы, состоящей из Al2O3, SiO2, MgO и ZrO2 или их смеси и углерода. Затем, после удаления фиксатора, выполняющего роль перегородки, такого как разделяющая пластина, перед формованием, смеси могут быть подвергнуты пневмоформованию.
На фиг.3 показан другой пример погружного сопла (литьевого сопла), имеющего три слоя, принципиально, с той же целью, что и в примерах, показанный на фиг. 2(а)-2(с), при этом между первым огнеупорным слоем, образованным огнеупорным продуктом 20 настоящего изобретения, и вторым огнеупорным слоем (материал 21 порошковой футеровки или материал 22 корпуса сопла), со стороны задней поверхности первого огнеупорного слоя размещен листовой третий слой 23, содержащий углерод в количестве 90 масс.% или более и имеющий толщину от 0,1 до 3 мм. Конкретный пример второго огнеупорного слоя может быть аналогичен использованному в примере, приведенном на фиг. 2(а)-2(с).
На фиг. 3(b) показан пример, в котором огнеупорный продукт 20 настоящего изобретения использован для создания внутренней поверхности и наружной поверхности выпускного отверстия, являющихся частью поверхности, которая будет контактировать с расплавленной сталью, помимо части, показанной на фиг. 3(а), при этом, часть области сопла, находящейся непосредственно над выпускным отверстием, и вся область сопла, находящаяся под выпускным отверстием, образованы из огнеупорного продукта 20 настоящего изобретения. В качестве альтернативы, только поверхность области сопла, находящейся непосредственно над и непосредственно под выпускным отверстием, которая будет контактировать с расплавленной сталью, может быть образована из огнеупорного продукта 20 настоящего изобретения, а внутренняя область может быть изготовлена, например, из огнеупорного материала на основе оксида алюминия - графита.
На фиг. 3(с) представлен пример, в котором погружное сопло, представленное на фиг. 3(b), модифицировано так, что часть внутреннего проходного отверстия (поверхность внутренней стенки) выполняет функцию введения газа в расплавленную сталь.
Углеродсодержащий листовой третий слой 23 редко вступает в реакцию с оксидным компонентом первого и второго огнеупорных слоев, образующих литьевое сопло. Так, даже в условиях литья, например, с особенно длительным временем литья или особенно высокой температурой литья, при которых велик риск того, что по реакции между первым огнеупорным слоем, изготовленным из огнеупорного продукта настоящего изобретения, и вторым огнеупорным слоем, изготовленным, например, из любого из следующих материалов: огнеупорного материала на основе Al2O3-С, огнеупорного материала на основе Al2O3-SiO2, огнеупорного материала на основе ZrO2-C, огнеупорного материала на основе шпинели-С и огнеупорного материала на основе MgO-С, образуется вещество с низкой температурой плавления, и таким образом станет невозможным сохранение структуры литьевого сопла во время операции литья, функцией третьего слоя является исключение подобного риска.
Из-за низкой реакционной способности компонентов огнеупорного продукта третий слой также может выполнять функцию снятия напряжения, образующегося между первым и вторым огнеупорными слоями вследствие различия термического расширения этих двух материалов, тем самым дополнительно усиливая эффект подавления разрушения из-за теплового удара и различия термического расширения.
Содержание углерода в углеродсодержащем листовом третьем слое установлено равным 90 масс.% или более. Причина в том, что если содержание компонентов, отличных от углерода, превышает 10 масс.%, третий слой с большей вероятность будет вступать в реакцию с первым и вторым огнеупорными слоями с образованием вещества с низкой температурой плавления, затрудняя сохранение структуры трехслойного литьевого сопла, или снизится способность снятия напряжения, вызывая снижение стойкости к тепловому удару.
Толщина углеродсодержащего листового третьего слоя установлена равной 0,1 мм или более. Причина в том, что если толщина составляет менее 0,1 мм, третий слой с большей вероятностью подвержен механическому разрушению, принимая во внимание типичный уровень прочности выпускаемых серийно углеродсодержащих листов с такой толщиной. С другой стороны, если его толщина превышает 3 мм, становится трудно выдержать толщину первого огнеупорного слоя (огнеупорного элемента, образующего внутреннее проходное отверстие) или второго огнеупорного слоя (огнеупорного элемента корпуса сопла), из-за чего возникают такие проблемы, как сложность обеспечения толщины первого или второго огнеупорного слоя с учетом износостойкости и отслаивания первого огнеупорного слоя (огнеупорного элемента, образующего внутреннее проходное отверстие) во время литья.
При изготовлении указанного трехслойного литьевого сопла, в котором углеродсодержащий листовой третий слой расположен между первым и вторым огнеупорными слоями, на основании приведенного способа изготовления, после отделения перегородкой смеси исходных материалов, заполняющей пространство в целевой области внутри формы CIP, также, как и в двухслойном литьевом сопле, при использовании углеродсодержащего листа в качестве фиксатора, выполняющего роль перегородки, одно подпространство со стороны поверхности контакта может быть заполнено смесью исходных материалов для огнеупорного продукта настоящего изобретения, при этом, другое подпространство с обратной стороны должно быть заполнено смесью исходных материалов, например, для по меньшей мере одного огнеупорного элемента, включающего огнеупорные частицы, образованные одним или несколькими соединениями, подобранными из группы, состоящей из Al2O3, SiO2, MgO и ZrO2 или их смеси и углерода. Затем эти смеси могут быть подвергнуты пневмоформованию, тогда как углеродсодержащий лист остается между ними.
В соответствии с настоящим изобретением, вместо листового углеродсодержащего слоя, расположенного между первым и вторым огнеупорными слоями трехслойного литьевого сопла, слой, взаимно соединяющий первый и второй огнеупорные слои (далее именуемый просто «цементный слой»), может быть размещен на месте листового углеродсодержащего слоя между первым и вторым огнеупорными слоями. Это пример, в котором множество элементов, каждый из которых представляет собой своего рода компонент слоистой структуры, соединены друг с другом в конструкцию при помощи слоя, выполняющего связующую функцию, такого как цемент, т.е. цельная деталь, составляющая слой огнеупорного продукта 20 настоящего изобретения, описанного в любом из абзацев (1)-(4) (эта цельная деталь далее именуется «трубчатый слой»), и цельная деталь, образующая часть корпуса сопла, отличную от трубчатого слоя, изготавливают по отдельности, соответственно, после чего слой огнеупорного продукта 20 (трубчатый слой) вставляют в цельную деталь, образующую корпус сопла, с образованием одного литьевого сопла.
Эта конструкция является особенно эффективной, например в ситуации, когда интенсивность адгезии компонента из расплавленной стали, такого как оксид алюминия, на поверхности внутреннего проходного отверстия литьевого сопла изменяется из-за изменения состава расплавленной стали во время операции литья. То есть интенсивность адгезии оксида алюминия и т.п. в индивидуальных условиях литья сведена к минимуму, поэтому становится возможным оптимизировать состав огнеупорного продукта 20 настоящего изобретения в соответствии с этими условиями и облегчить получение литьевого сопла со слоем оптимизированного огнеупорного продукта 20 настоящего изобретения.
Чтобы избежать cплавления, спекания и т.п. между первым огнеупорным слоем, образованным из огнеупорного продукта 20 настоящего изобретения, и вторым огнеупорным слоем, образующим корпус сопла, цементный слой содержит кислотный оксид, такой как Al2O3 или SiO2, предпочтительно, в количестве 20 масс.% или меньше. Остальную часть может составлять неоксидный компонент, такой как MgO, СаО, ZrO2 или SiC, и/или металл, такой как Al-Mg. При условии, что цементный слой имеет толщину примерно от 0,1 до 3 мм, сплавление, спекание и т.п. может быть исключено. Однако, рассматривая возможность, что во время загрузки цемента вероятно нарушение соединения, желательно сделать толщину равной 1 мм или более. Если толщина больше 3 мм, трубчатый слой с большей вероятность будет отслаиваться из-за разрушения самого цемента во время литья, приводя к смешиванию отслоившихся кусков с заготовкой.
Погружное сопло, обладающее описанной конструкцией, может выполнять функцию введения газа во внутреннее проходное отверстие при помощи слоя, образованного из газонагнетательного огнеупорного элемента, расположенного в части внутреннего проходного отверстия. Выбор конструкции из описанных выше может быть надлежащим образом сделан на основании индивидуальных условий литья и требующихся характеристик.
На фиг. 4 и 5 показан, соответственно, один пример нижнего сопла и один пример длинного сопла, при этом каждое из этих сопел включает: первый огнеупорный слой, образующий часть или всю поверхность, которая будет контактировать с расплавленной сталью, при этом первый огнеупорный слой образован из огнеупорного продукта 20 настоящего изобретения; второй огнеупорный слой (материал 22 корпуса сопла) расположен со стороны задней поверхности первого огнеупорного слоя, при этом второй огнеупорный слой имеет состав, отличный от состава первого огнеупорного слоя 20, и при этом первый и второй огнеупорные слои составляют одно целое и непосредственно контактируют друг с другом, как и в сопле, показанном на фиг.2. На фиг. 6 и 7 показан, соответственно, один пример нижнего сопла и один пример длинного сопла, при этом между первым огнеупорным слоем, образованным из огнеупорного продукта 20 настоящего изобретения, и вторым огнеупорным слоем (материалом 22 корпуса сопла), расположенным со стороны задней поверхности первого огнеупорного слоя, размещен листовой третий слой 23, содержащий углерод в количестве 90 масс.% или более и имеющий толщину от 0,1 до 3 мм, как и в сопле, показанном на фиг.3.
ПРИМЕРЫ
Пример А
В данном примере исследовали влияние количества оксида металла в химическом составе огнеупорного продукта.
В качестве связующего в исходный огнеупорный материал (огнеупорные частицы), имеющий состав, приведенный в таблице 1, добавили фенольную смолу, полученную смесь перемешали. Затем перемешанной смеси придали надлежащую формуемость. Смесь отформовали при помощи холодного изостатического прессования (CIP), смесь определенной формы подвергли отверждению-сушке при температуре до 300°С, а затем тепловой обработке в неокислительной атмосфере при 1200°С. Часть полученных огнеупорных продуктов дополнительно подвергли обработке карбонизацией в атмосфере газообразного СО2 при 600°С в течение 60 минут. В данном примере в качестве содержащих СаО и/или MgO огнеупорных частиц использовали частицы обожженного доломитового клинкера, в качестве оксида металла для образования пленки в огнеупорном продукте настоящего изобретения использовали оксид бора (В2О3).
Полученный огнеупорный продукт подвергли анализу на химический состав, исследованию микроструктуры и оценочному испытанию. Анализ химического состава проводили после нагревания образца в неокислительной атмосфере при 1000°С. Что касается наблюдения микроструктуры, микроструктуру огнеупорного продукта исследовали при помощи микроскопа после того, как он был пропитан смолой, после чего механически отполирован до зеркального блеска.
Оценочные испытания огнеупорного продукта проводили в форме ротационного испытания в расплавленной стали и испытания на стойкость к гидратации. Ротационное испытание в расплавленной стали представляет собой способ, пригодный для оценки стойкости к адгезии оксида алюминия, особенно необходимой для огнеупорного продукта настоящего изобретения, а также стойкости к эрозии/коррозии.
В контексте нижеследующих примеров термин «эрозия/коррозия» или «износ» используется для обозначения понятия, вообще, означающего состояние, в котором образец после испытания уменьшен в размерах независимо от того, является ли механизм разрушения потерями вследствие химической реакции (коррозия из-за снижения температуры плавления и т.д.) или вследствие механического абразивного воздействия, такого как истирание (так называемая «эрозия»).
На фиг. 8 показана схема способа ротационного испытания в расплавленной стали; на фиг. 9 показан образец для ротационного испытания в расплавленной стали, при этом, фиг. 9(а) представляет собой схематичный вид спереди, а фиг. 9(b) - схематичный вид сверху.
В ходе ротационного испытания в расплавленной стали образец 10 для испытания, удерживаемый в нижней части держателя 11, погружен в расплавленную сталь 13 в тигле 12. Образец 10 для испытания имеет форму прямоугольного параллелепипеда, имеется в количестве четырех штук; держатель 11 имеет форму стержня квадратного сечения, при этом четыре образца 10 для испытания установлены, соответственно, с четырех боковых сторон нижней части держателя 11. Образцы 10 для испытания вставлены, соответственно, в четыре углубления, имеющиеся в держателе 11, имеющем форму стержня квадратного сечения, таким образом, что они могут быть вынуты из них по завершении испытания. Верхняя часть держателя 11 соединена с не показанным на фигуре вращающимся валом и удерживается им с возможностью вращения вокруг его продольной оси, являющейся осью вращения.
Держатель 11 изготовлен из огнеупорного материала на основе оксида циркония и углерода и имеет сечение квадратной формы со стороной 40 мм и длину 160 мм. Часть каждого из образцов 10 для испытания выступает из держателя 11. Выступающая часть имеет длину по вертикали 20 мм, длину по горизонтали 20 мм, и выступает на 25 мм. Образец 10 для испытания установлен в держателе в позиции, отстоящей вверх от его нижнего конца на 10 мм. Тигель 12 изготовлен из огнеупорного материала и имеет форму цилиндра внутренним диаметром 130 мм и длиной 190 мм. Держатель 11 погружен на глубину 50 мм или более. Тигель 12 размещен внутри высокочастотной индукционной печи 14. Хотя и это не показано на фигуре, сверху тигель может быть закрыт крышкой.
В ходе ротационного испытания в расплавленной стали, после предварительного нагревания образцов 10 для испытания путем их выдерживания непосредственно над расплавленной сталью 13 в течение 5 минут образцы 10 для испытания погружали в расплавленную сталь 13 (низкоуглеродистая раскисленная алюминием сталь) и вращали со средней тангенциальной скоростью 1 м/с самой удаленной от центра точки каждого из образцов 10 для испытаний. В ходе испытания концентрацию кислорода в расплавленной стали 13 поддерживали соответствующей диапазону от 10 до 50 частей на миллион путем добавления в расплавленную сталь 13 алюминия; температуру расплавленной стали 13 поддерживали соответствующей диапазону от 1550 до 1600°С. Спустя три часа образцы 10 для испытания вынимали и измеряли скорость адгезии/износа (мкм/мин).
Измерение скорости адгезии/износа осуществляли следующим образом. Как показано на фиг. 10(b), каждый из образцов 10 для испытания по завершении испытания отделяли от держателя и разрезали вдоль горизонтальной плоскости относительно оси вращения. Затем измеряли соответствующие расстояния в 6 положениях на поверхности разреза с шагом 3 мм в направлении от края 10а образца 10 для испытания к оси вращения, величины усредняли. Соответствующие расстояния в тех же положениях образца 10 для испытания также измеряли до испытания (как показано на фиг. 10(а)), величины усредняли. Затем среднюю величину (мм) после испытания вычитали из средней величины (мм) до испытания, полученную величину делили на время испытания (180 мин) и получали скорость адгезии/износа (мкм/мин). «-» указывает на тенденцию к проявлению «износа», «+» указывает на тенденцию к проявлению «адгезии».
Испытание на стойкость к гидратации проводили с использованием термо-гигростата. Образцу для испытания придали форму, имеющую размеры 20×20×80 мм. Этот образец для испытания выдержали при 40°С на воздухе с относительной влажностью 90% и измерили разницу в весе до и после выдерживания. Кроме этого, измерили количество дней, прошедших до того, как индекс изменения веса [(вес образца для испытания после выдерживания/вес образца для испытания до выдерживания)×100] превысил 101,5. Что касается критерия применимости, образец для испытаний, износостойкий в течение 3 дней или более (указанное выше количество дней составляет 3 или более), признавали «применимым». Образец для испытаний, износостойкий в течение 31 дня или более, оценивали как «великолепный». В этом случае считали, что водонепроницаемая пленка создана практически совершенной. Такая износостойкость ранее была недостижима.
Результаты оценки приведены в таблице 1.
Таблица 1 (см. в конце описания)
Каждый из сравнительных образцов 1 и 2 представлял собой пример огнеупорного продукта, не содержащего оксида бора, т.е. лишенного пленки. Для сравнительного образца 2 в качестве меры по предотвращению гидратации провели только обработку карбонизацией. В огнеупорном продукте, лишенном пленки, стойкость к гидратации составляла 2 дня или менее, то есть не соответствовала приемлемому уровню независимо от того, проводилась ли обработка карбонизацией.
Каждый из образцов 1-10, соответствующих изобретению, представлял собой пример огнеупорного продукта, содержащего оксид бора в количестве от 0,1 до 5,0 масс.% и имеющего пленку. Они характеризовались значительно более высокой стойкостью к гидратации благодаря введению оксида бора. Также показано, что стойкость к гидратации увеличивается с повышением содержания оксида бора.
С другой стороны, в сравнительных образцах 3 и 4, в которых содержание оксида бора превышало 5,0 масс.%, хотя результаты оценки стойкости к гидратации и адгезии в ходе ротационного испытания в расплавленной стали (стойкость к адгезии оксида алюминия) были удовлетворительными, величина износа увеличилась до степени, выходящей за рамки практической пригодности, что указывает на вероятное сокращение срока службы из-за износа огнеупорного продукта.
Каждый из соответствующих изобретению образцов 4, 6, 8 и 10 представлял собой огнеупорный продукт, полученный путем обработки карбонизацией, соответственно, одного из соответствующих изобретению образцов 3, 5, 7 и 9. Другими словами, каждый из соответствующих изобретению образцов 4, 6, 8 и 10 представлял собой пример огнеупорного продукта, имеющего карбонатную пленку дополнительно к пленке на основе оксида бора. В таблице 1 показано, что любой образец, подвергнутый обработке карбонизацией, характеризовался существенно увеличенной стойкостью к гидратации по сравнению с образцами, имевшими только пленку на основе оксида бора.
Пример В
В примере В исследовали стойкость к гидратации и другие характеристики огнеупорных продуктов настоящего изобретения, в которых в качестве оксида металла использовали оксид ванадия (V2O5), оксид титана (TiO2), пентоксид дифосфора (P2O5), оксид кремния (SiO2) и боросиликатное стекло. Кроме этого, также исследовали эффект использования этих оксидов металлов (включая оксид бора (В2О3)) в сочетании. Каждый образец готовили и оценивали также, как описано в примере А.
Соотношение компонентов в смеси, состав исходных огнеупорных материалов и результаты оценки приведены в таблице 2.
Таблица 2 (см. в конце описания)
В соответствующем изобретению образце, содержащем V2O5, TiO2, P2O5 или SiO2, и соответствующем изобретению образце, содержащем порошок боросиликатного стекла, состоящий, главным образом, из SiO2 и В2O3, проявились такие же значительные эффекты в отношении стойкости к гидратации, стойкости к адгезии оксида алюминия и износостойкости, как и в образце, содержащем В2О3. В тех случаях, когда два или более оксида металла использовали в сочетании, то есть в соответствующем изобретению образце 16, содержащем сочетание В2О3 и SiO2, соответствующем изобретению образце 17, содержащем сочетание В2О3 и TiO2, и соответствующем изобретению образце 18, содержащем сочетание В2О3, V2O5 и TiO2, были получены такие же значительные эффекты в отношении стойкости к гидратации, стойкости к адгезии оксида алюминия и износостойкости, как и в образце, содержащем В2О3.
В таблице 2 показано, что из пяти оксидов металлов: В2О3, TiO2, V2O5, P2O5 и SiO2, В2О3 оказывает самое сильное влияние на стойкость к гидратации.
Пример С
В примере С исследовали влияние содержание углерода и общего содержания СаО и MgO в химическом составе огнеупорного продукта. Каждый огнеупорный продукт готовили и оценивали также, как в примере А. Что касается оценки огнеупорного продукта, испытание на стойкость к растрескиванию проводили дополнительно к ротационному испытанию в расплавленной стали и испытанию на стойкость к гидратации.
В ходе испытания на стойкость к растрескиванию огнеупорный продукт подвергали тепловому удару следующим образом: расплавленную сталь с температурой 1600°С наливали в образец для испытания, имеющий внутренний диаметр 80 мм, наружный диаметр 110 мм и длину 300 мм. Расплавленную сталь наливали после предварительного нагревания каждого образца для испытания при 1000°С в течение 1 часа. После наливания исследовали внешний вид образца для испытания, присутствие или отсутствие трещин выявляли путем разрезания образца для испытания по горизонтали с шагом 50 мм. Образец для испытания, не имевший трещин, рассматривали как применимый.
Соотношение компонентов в смеси, состав исходных огнеупорных материалов и результаты оценки приведены в таблице 3.
Таблица 3 (см. в конце описания)
В примере С оксид бора был выбран в качестве типичного примера из группы, состоящей из оксида бора, оксида ванадия, оксида титана, пентоксида дифосфата, оксида кремния и боросиликатного стекла, содержание оксида бора установили равным определенной величине (1,5 масс.%), имеющей верхний предел (5,0 масс.%) и нижний предел (0,1 масс.%). Затем состав разработали так, чтобы остальная часть огнеупорного продукта настоящего изобретения за исключением общего содержания углерода и оксида бора была равна общему содержанию СаО и MgO, путем изменения содержания углерода.
Каждый из соответствующих изобретению образцов 6 и 19-26, в которых общее содержание СаО и MgO лежало в диапазоне от 60 до 97,9 масс.%, и содержание углерода лежало в диапазоне от 2 до 35 масс.%, проявлял отличную стойкость к гидратации и отличную стойкость к адгезии оксида алюминия/износу в ходе ротационного испытания в расплавленной стали и стойкость к растрескиванию. В таблице 3 показано, что имеется тенденция к увеличению износа в ходе ротационного испытания в расплавленной стали с увеличением содержания углерода.
В соответствующем изобретению образце 24 содержащем углерод и оксид бора в минимальном предельном количестве, при этом, остальное количество образовано Сао и MgO, стойкость к гидратации значительно повышена по сравнению со сравнительными образцами 1 и 2, отображенными в таблице 1 в качестве типичных традиционных композиций, хотя имеется тенденция к понижению стойкости к гидратации по сравнению с другими соответствующими изобретению образцами.
Для сравнительного образца 5, в котором содержание углерода равно 36 масс.%, в ходе ротационного испытания в расплавленной стали получена величина -40, что выходит за рамки ±35, определенные в качестве порога применимости, т.е. имеет место сильное изнашивание. В сравнительном образце 7, в котором содержание углерода равно 1 масс.%, появляются продольные трещины, указывая на плохую стойкость к растрескиванию. На основании приведенных результатов доказано, что содержание углерода должно соответствовать диапазону от 2 до 35 масс.%. Точно также доказано, что для соответствующего изобретению образца 26, в котором содержание оксида бора равно его верхнему пределу, 5,0 масс.%, а содержание углерода равно его верхнему пределу, 35 масс.%, отличные результаты могут быть получены по всем параметрам оценки.
В таблице 3 также показано, что общее содержание СаО и MgO как оставшихся компонентов огнеупорного продукта настоящего изобретения после исключения общего количества углерода, оксида бора, оксида ванадия, оксида титана, пентоксида дифосфата, оксида кремния и боросиликатного стекла, должно лежать в диапазоне от 60 до 97,5 масс.%.
Пример D
В данном примере исследовали влияние массового соотношения СаО/MgO в химическом составе огнеупорного продукта. В примере D содержание углерода зафиксировали равным 21,6 масс.%, а соотношение СаО/MgO изменяли. Каждый огнеупорный продукт готовили и оценивали также, как в примере А.
Соотношение компонентов в смеси, состав исходных огнеупорных материалов и результаты оценки приведены в таблице 4.
Таблица 4 (см. в конце описания)
В таблице 4 показано, что каждый из соответствующих изобретению образцов 6 и 27-31, в которых соотношение СаО/MgO соответствовало диапазону от 0,1 до 1,5, характеризовался отличной стойкостью к гидратации, отличной стойкостью к адгезии оксида алюминия и износостойкостью при ротационном испытании в расплавленной стали и стойкостью к растрескиванию.
Для сравнительного образца 8, в котором соотношение СаО/MgO было равно 1,6, в ходе ротационного испытания в расплавленной стали получена величина -36, что выходит за рамки ±35, определенные в качестве порога применимости, т.е. имеет место сильное изнашивание. Для сравнительного образца 9, в котором соотношение СаО/MgO было равно 0,04, в ходе ротационного испытания в расплавленной стали получена величина +50, что выходит за рамки ±35, определенные в качестве порога применимости, т.е. имеет место сильное изнашивание. Кроме этого, происходит растрескивание, указывая на плохую стойкость к растрескиванию. На основании приведенных результатов доказано, что соотношение СаО/MgO должно лежать в диапазоне от 0,1 до 1,5.
Пример Е
В примере Е исследовали влияние содержания СаСО3 в химическом составе огнеупорного продукта. Способ подготовки огнеупорных продуктов был принципиально таким же, как в примере А. Однако, в примере Е время обработки карбонизацией различным образом изменяли, чтобы изменить содержание СаСО3 в огнеупорном продукте. Каждый огнеупорный продукт, полученный после обработки карбонизацией, подвергали испытанию на дегазирование помимо ротационного испытания в расплавленной стали и испытания на стойкость к гидратированию.
В ходе испытания на дегазирование, при условии, что образец для испытания, имеющий внутренний диаметр 80 мм, наружный диаметр 110 мм и длину 300 мм, был погружен в расплавленную сталь при 1600°С, на поверхности расплавленной стали наблюдали состояние кипения. Образец для испытания перед погружением в расплавленную сталь предварительно подогревали при 900°С в течение 30 минут в соответствии с реальными условиями предварительного нагревания, после чего погружали в сталь. Образец для испытания, вызывающий сильное кипение, рассматривали как неприменимый.
Что касается измерения содержания СаСО3, измеряли количество газообразного диоксида углерода, выделившегося в ходе нагревания обработанного карбонизацией образца (который не подвергался воздействию температуры более, чем температура разложения СаСО3 (около 825°С)) в неокислительной атмосфере при 1000°С, содержание СаСО3 выводили из количества выделившегося диоксида углерода путем вычислений, поскольку, если проводить оценку образца, подвергшегося нагреванию в неокислительной атмосфере при 1000°С, как для других компонентов, то СаСО3 в нем уже разложился. В качестве альтернативы, можно применить способ, заключающийся в проведении реакции образца, заключенного в герметичный контейнер, с соляной кислотой и получении содержания СаСО3 на основании количества выделившегося диоксида углерода путем вычислений.
Соотношение компонентов в смеси, состав исходных огнеупорный материалов и результаты оценки приведены в таблице 5.
Таблица 5 (см. в конце описания)
Каждый из соответствующих изобретению образцов 6 и 32-35 является примером огнеупорного продукта, в котором создана неорганическая пленка из соединения СаО с В2О3 определенной толщины, после чего на каждой СаО поверхности по соответствующей реакции образован СаСО3. В таблице 5 показано, что стойкость к гидратации существенно улучшается с увеличением содержания СаСО3. С другой стороны, в соответствующем изобретению образце 35, когда он был погружен в расплавленную сталь с температурой 1600°С после предварительного нагревания при 900°С в течение 30 минут, явление кипения из-за газообразного диоксида углерода, выделившегося при разложении СаСО3, было незначительным. Хотя такой уровень допустим на практике, было бы желательным предпринять некоторые меры, такие как увеличение температуры предварительного нагревания.
Пример F
В примере F исследовали влияние присутствия полого слоя между каждой из частиц обожженного доломитового клинкера и углеродсодержащей матрицей.
Толщину полого слоя вокруг каждой крупной агрегатной частице в микроструктуре огнеупорного продукта, имеющего углеродсодержащую матрицу, изменяли в части доли толщины полого слоя в одной частице после тепловой обработки (величина MS (%)) путем изменения толщины подготовительного слоя на исходном материале до обработки, чтобы исследовать влияние величины MS на величину термического расширения.
Более конкретно, для формирования полого слоя между каждой из частиц обожженного доломитового клинкера и углеродсодержащей матрицей, поверхность частицы обожженного доломитового клинкера предварительно подвергали обработке гидратацией при комнатной температуре, время гидратации поверхности регулировали так, чтобы создать множество типов подготовительных слоев (слоев покрытия), каждый из которых образован из гидроксида и имеет отличную от других толщину.
Аналогичную предварительную обработку осуществили с использованием клинкера на основе оксида магния.
Каждый образец готовили следующим образом.
В качестве связующего в исходный огнеупорный материал (огнеупорные частицы) добавляли фенольную смолу в соответствии со структурой каждого из множества типов составов, включающих различные огнеупорные исходные материалы с гидратированными слоями разной толщины, полученную смесь перемешивали. Затем перемешанной смеси придавали надлежащую формуемость, смесь формовали посредством процесса CIP. Смесь определенной формы подвергали отверждению-сушке при температуре до 300°С, а затем тепловой обработке в неокислительной атмосфере при 1200°С. Когда температура нагревания в ходе тепловой обработки становилась больше, чем температура разложения, на каждой поверхности частицы образовывался активный пористый слой толщиной, пропорциональной толщине гидратированного слоя. Затем, посредством взаимодействия с В2О3, пористый слой уплотняли (объем пористого слоя в результате уплотнения сокращался), так что вокруг поверхности частицы был сформирован пористый слой.
Каждый из соответствующих изобретению образцов 36-38 представлял собой пример огнеупорного продукта, полученного путем обработки гидратацией соответствующего изобретению образца 21, содержащего оксид бора в количестве 1,6 масс.% и не прошедшего обработку гидратацией. Полый слой сформирован указанным выше образом, величина MS измерена описанным способом.
Значение полученной величины MS оценивали по измеренному максимуму термического расширения при температуре до 1500°С в ходе термомеханического анализа (ТМА) дополнительно к ротационному испытанию в расплавленной стали и испытанию на стойкость к гидратации.
Соотношение компонентов в смеси, состав исходных огнеупорны материалов и результаты оценки приведены в таблице 6. Кроме этого, фотография микроструктуры соответствующего изобретению образца 36, описанного в таблице 6, представлена на фиг. 11, при этом на фиг. 11(а) показана микроструктура до тепловой обработки, на фиг. 11(b) показана микроструктура после тепловой обработки. Номерами позиций 1, 2 и 3 на фиг. 11 показаны слой покрытия (гидратированный слой), углеродсодержащая матрица до тепловой обработки и частица обожженного доломитового клинкера, соответственно, номерами позиций 4, 5 и 6 показаны углеродсодержащая матрица после тепловой обработки, полый слой, образовавшийся после тепловой обработки, и пленка на основе В2О3, образовавшаяся после тепловой обработки, соответственно.
Таблица 6 (см. в конце описания)
В таблице 6 показано, что у сравнительного образца 10, не имеющего ни полого слоя в результате обработки гидратацией, ни пленки на основе оксида бора (В2О3), стойкость к гидратации чрезвычайно мала (также, как и у сравнительного образца 1), а максимальное термическое расширение при температуре до 1500°С большое - 1,3%, подобно величине для типичного основного материала.
В таблице 6 также показано, что в соответствующем изобретению образце 21, имеющем пленку на основе оксида бора (В2О3), хотя и лишенном полого слоя в результате обработки гидратацией, после тепловой обработки сформировался полый слой, характеризующийся величиной MS на 0,1% больше, чем у сравнительного образца 10, таким образом максимум термического расширения при температуре до 1500°С снижен до 1,1%. То есть присутствие пленки на основе В2О3 незначительно влияет на снижение термического расширения.
С другой стороны, в соответствующих изобретению образцах 36-38 максимум термического расширения при температуре до 1500°С снижен значительно, при этом он снижен одновременно с увеличением величины MS, как видно из таблицы 6. Однако имеется тенденция количественного увеличения износа в ходе ротационного испытания в расплавленной стали с увеличением величины MS. Как видно из данных, представленных в таблице 6, по меньшей мере пока величина MS не достигнет 3,0%, величина, получаемая в ротационном испытании в расплавленной стали, не превосходит ±35, что является порогом применимости, т.е. лежит в допустимом диапазоне.
Основанный на гидратации полый слой сформирован вокруг поверхности частицы так, что не происходит разрушения частицы. Таким образом, что касается толщины полученного полого слоя, примерно 3,0% в выражении через величину MS является верхним пределом, при котором может быть сформирован устойчивый полый слой.
В том случае, когда содержащий СаО и MgO огнеупорный продукт используют в качестве стойкого к адгезии оксида алюминия материала таким образом, что он образует поверхность, которая будет контактировать с расплавленной сталью, такую как внутреннее проходное отверстие погружного сопла, и образует одно целое с наружным окружающим его огнеупорным элементом, состав которого отличается от состава данного содержащего СаО и MgO огнеупорного продукта, например, образованным из огнеупорного материала на основе Al2O3-С или на основе ZrO2-С, вероятно возникновение таких проблем, как разрушение из-за различия термического расширения, когда деталь в действительности используют в условиях нагревания до температуры расплавленной стали. В этом случае обычной практикой является формирования снимающего напряжение слоя между содержащим СаО и MgO огнеупорным продуктом, образующим поверхность, вступающую в контакт с расплавленной сталью, такую как внутреннее проходное отверстие погружного сопла, и наружным окружающим его огнеупорным элементом, состав которого отличается от состава данного содержащего СаО и MgO огнеупорного продукта, например, образованным из огнеупорного материала на основе Al2O3-С или на основе ZrO2-С (независимо от того, является ли этот снимающий напряжение слой образованным как единое целое с указанными огнеупорными продуктами или нет).
При измерении термического расширения во время нагревания до 1500°С максимальная величина термического расширения типичного огнеупорного материала на основе Al2O3-С или на основе ZrO2-С составляет около +0,6%. Если огнеупорный продукт, характеризующийся термическим расширением, меньше или равным этой величине, для такого типичного огнеупорного материала на основе Al2O3-С или на основе ZrO2-С размещают на наружной периферии вокруг внутреннего проходного сечения, разрушение вследствие различия термического расширения и т.п. можно исключить даже в литьевом сопле (таком как погружное сопло), имеющем нераздельную структуру.
В огнеупорном продукте настоящего изобретения, термическое расширение которого снижено при помощи полого слоя, максимум термического расширения при температуре до 1500°С составляет 0,4% или менее. Таким образом, огнеупорный продукт настоящего изобретения может быть адекватным образом использован в литьевом сопле (таком как погружное сопло), имеющем нераздельную структуру, как указано выше. То есть характеризующийся малым термическим расширением огнеупорный продукт настоящего изобретения позволяет изготовить широкий спектр изделий, таких как погружное сопло, отличающихся по материалу и/или конструкции, но имеющих многослойную структуру.
Совокупность технических приемов, примененных в характеризующемся малым термическим расширением огнеупорном продукте настоящего изобретения может широко использоваться в огнеупорных продуктах, применяемых в производстве стали, и огнеупорных продуктах для непрерывного литья.
Пример G
В примере G исследовали влияние состава огнеупорного продукта, который включает один или несколько компонентов, подобранных из группы, состоящей из SiC, Si3N4, ZrO2 и Si, а остальную часть образуют компоненты, описанные в абзаце (1) раздела Решение указанной технической задачи.
Каждый образец готовили и оценивали также, как в примерах А-F. Однако, при ротационном испытании в расплавленной стали использовали расплавленную сталь, концентрацию серы в которой отрегулировали так, что она соответствовала диапазону от 100 до 200 частей на миллион, концентрацию кислорода в расплавленной стали отрегулировали так, что она составляла 20 частей на миллион или менее (в примере А-F концентрация серы в расплавленной стали и концентрация кислорода в расплавленной стали при ротационном испытании в расплавленной стали установили равными менее 50 частей на миллион и 20 частей на миллион, соответственно).
Доминирующая часть, в которую добавляли один или несколько компонентов, подобранных из группы, состоящей из SiC, Si3N4, ZrO2 и металлического Si, то есть остальная часть композиции огнеупорного продукта настоящего изобретения за исключением этих компонентов, представляла собой композицию соответствующего изобретению образца 6 (далее именуемую «доминирующая огнеупорная композиция»). Один или несколько компонентов, подобранных из группы, состоящей из SiC, Si3N4, ZrO2 и металлического Si, перемешивали со смесью исходных материалов доминирующей огнеупорной композиции таким образом, что содержание каждого из этих компонентов относительно 100 масс.% доминирующей огнеупорной композиции было меньше или равно указанному выше верхнему пределу; и каждый образец готовили также, как описано выше.
Соотношение компонентов в смеси, химический состав и результаты оценки приведены в таблице 7.
Таблица 7 (см. в конце описания)
Каждый из соответствующих изобретению образцов 39-41 представлял собой пример огнеупорного продукта, содержащего SiO2 в количестве от 0,5 до 20 масс.%. В ходе ротационного испытания в расплавленной стали, из-за присутствия серы в расплавленной стали, даже в соответствующем изобретению образце 39, содержащем SiO2 в количестве 0,5 масс.%, наблюдалась тенденция к адгезии оксида алюминия, хотя она и оставалась в пределах диапазона, допустимого для операций литья. В соответствующем изобретению образце 40, содержащем SiO2 в количестве 10 масс.%, адгезия оксида алюминия была устранена, и наблюдалась небольшая тенденция к изнашиванию. В соответствующем изобретению образце 41, содержащем SiO2 в количестве 20 масс.%, наблюдалась значительная тенденция к изнашиванию. В соответствующем изобретению образце 42, содержащем SiO2 в количестве 22 масс.%, тенденция к изнашиванию была еще больше. Это говорит о том, что даже при такой высокой концентрации серы в расплавленной стали, как от 100 до 200 частей на миллион, добавление SiC делает возможным достижение эффекта существенного подавления адгезии оксида алюминия на поверхности огнеупорного продукта. Полученные результаты показывают, что SiC должен присутствовать, предпочтительно, в количестве 20 масс.% или меньше.
Соответствующий изобретению образец 43, соответствующий изобретению образец 44, соответствующий изобретению образец 45 и соответствующий изобретению образец 46, соответственно, являются примерами огнеупорного продукта, содержащего Si3N4 вместо SiC; огнеупорного продукта, содержащего металлический Si вместо SiC; огнеупорного продукта, содержащего металлический Si дополнительно к SiC; и огнеупорного продукта, содержащего ZrO2 дополнительно к SiC. Любой из SiC, Si3N4 и металлического Si оказывает существенное влияние на подавление адгезии оксида алюминия на поверхности огнеупорного продукта, хотя это влияние ниже, чем у SiC, как видно из таблицы 7.
На основании приведенных результатов доказано, что SiC, Si3N4 или металлический Si выполняют аналогичную функцию. Также доказано, что даже если эти компоненты сосуществуют друг с другом, они никогда не вступают в специфическую реакцию друг с другом, следовательно, Si3N4 или металлический Si могут быть использованы в сочетании с компонентом SiC. В таком сочетании верхний предел общего содержания этого сочетания становится выше, чем верхний предел для огнеупорного продукта, в котором использован только компонент SiC. Однако избыточное содержание этих компонентов, вероятно, вызывает снижение устойчивости огнеупорного продукта как конструкционного элемента. Таким образом, соответствующий предел их общего содержания, предпочтительно, равен 22 масс.% или менее.
Соответствующий изобретению образец 46 представляет собой пример огнеупорного продукта, полученного путем введения компонента ZrO2 в огнеупорный продукт, содержащий SiC в количестве, равном верхнему пределу в 20 масс.%. А именно, это пример огнеупорного продукта, полученного путем введения компонента ZrO2 в количестве 5 масс.% в соответствующий изобретению образец 41, содержащий SiC в количестве, равном верхнему пределу в 20 масс.%. В соответствующем изобретению образце 41 величина изнашивания при ротационном испытании в расплавленной стали составила 30, тогда как в соответствующем изобретению образце 46 эта величина была радикально снижена до 3. Это указывает на то, что присутствие компонента ZrO2 позволяет получить вокруг поверхности огнеупорного продукта микроструктуру с пониженной температурой плавления совместно с увеличением вязкости включений в расплавленной стали, благодаря чему эффективным образом повышается устойчивость микроструктуры.
Сравнительный образец 11 представляет собой пример огнеупорного продукта, полученного путем замены 10 масс.% SiC на 10 масс.% SiO2. В таблице 7 показано, что пленка, образующаяся на каждой СаО поверхности, становится толще, вызывая снижение стойкости к гидратации, увеличивается износ при ротационном испытании в расплавленной стали, предположительно, из-за снижения температуры плавления.
Далее, было изготовлено сопло, в котором соответствующий изобретению образец 40 использовали как огнеупорный элемент (22) корпуса сопла (наружная труба) со стороны поверхности, погружаемой в расплавленную сталь, и соответствующий изобретению образец 17 использовали как огнеупорный элемент (20) со стороны внутреннего проходного отверстия в литьевом сопле, имеющем конструкцию, показанную на фиг.3(а). Огнеупорный элемент (22) корпуса сопла и участок порошковой футеровки (21) изготовили как единое целое в процессе CIP, используя огнеупорный материал, содержащий 60 масс.% Al2O3, 15 масс.% SiO2 и 25 масс.% углерода, и огнеупорный материал, содержащий 82 масс.% ZrO2, 4 масс.% СаО и 14 масс.% углерода, соответственно, полученную деталь определенной формы подвергли сушке, обжигу и механической обработке с целью изготовления погружного сопла. В этом процессе в качестве слоя (23) между огнеупорным слоем со стороны внутреннего проходного отверстия и огнеупорным слоем корпуса сопла использовали два типа материалов. В погружном сопле одного типа углеродсодержащий лист, содержащий 98 масс.% углерода и имеющий толщину 0,5 мм, расположили в качестве материала слоя (23) перед формованием и отформовали как единое целое с огнеупорным слоем корпуса сопла. Погружное сопло другого типа изготовили путем формирования трубчатого огнеупорного слоя (20) стороны внутреннего проходного отверстия с использованием огнеупорного продукта соответствующего изобретению образца 17; проведения тепловой обработки огнеупорного слоя (20) стороны внутреннего проходного отверстия; неразъемной установки огнеупорного слоя (20) стороны внутреннего проходного отверстия в огнеупорный слой (22) корпуса сопла, изготовленный отдельно и одновременно. Цементный раствор, использованный в этом процессе, представлял собой материал (23), содержащий 76 масс.% MgO, 16 масс.% Al2O3 и 8 масс.% углерода. Цементным раствором был заполнен 2-миллиметровый зазор между трубчатым огнеупорным слоем (20) стороны внутреннего проходного отверстия и огнеупорным слоем (22, 21) корпуса сопла, после этого была проведена тепловая обработка с целью соединения этих слоев друг с другом.
Погружное сопло каждого из двух типов использовали в реальном процессе непрерывного литья расплавленной стали (стали, раскисленной алюминием) в течение 10 термических циклов. В результате оба погружных сопла не проявили признаков разрушения и т.п. из-за гидратации. Оба погружных сопла также не проявили признаков разрушения во время предварительного нагревания и литья (главным образом вследствие теплового удара). Кроме того, после прекращения литья для каждого погружного сопла провели исследование и оценку (средней) скорости адгезии оксида алюминия/износа на участке внутреннего проходного отверстия и участке выпускного отверстия. По результатам этой оценки скорость адгезии оксида алюминия/износа составила -4 мкм/мин (минус указывает на износ), т.е. возможно было получить великолепный результат без какой-либо адгезии оксида алюминия. Следовательно, было возможным получение сопла, в котором поток расплавленной стали в литьевую форму в ходе литья стал более устойчивым.
С другой стороны, в обычном погружном сопле, не содержащем огнеупорного продукта настоящего изобретения (огнеупорный элемент (22) корпуса сопла и участок (21) порошковой футеровки были изготовлены, соответственно, из огнеупорного материала, содержащего 60 масс.% Al2O3, 15 масс.% SiO2 и 25 масс.% углерода, и огнеупорного материала, содержащий 82 масс.% ZrO2, 4 масс.% СаО и 14 масс.% углерода), (средняя) скорость адгезии оксида алюминия/износа составила +55 мкм/мин, т.е. адгезия оксида алюминия происходила на участке внутреннего проходного отверстия и на участке выпускного отверстия сопла, в ходе литья наблюдался несимметричный поток в литьевую форму.
Пояснение позиций на чертежах
1: слой покрытия (гидратированный слой)
2: углеродсодержащая матрица до тепловой обработки
3: частица обожженного доломитового клинкера
4: углеродсодержащая матрица после тепловой обработки
5: полый слой, образовавшийся после тепловой обработки
6: пленка на основе В2О3, образовавшаяся после тепловой обработки
10: образец для испытания
10а: край
11: держатель
12: тигель
13: расплавленная сталь
14: высокочастотная индукционная печь
20: огнеупорный материал настоящего изобретения
21: материал порошковой футеровки (второй огнеупорный слой)
22: материал корпуса сопла (второй огнеупорный слой)
22G: материал корпуса сопла (газопроницаемый огнеупорный элемент)
22S: пространство (проход газа, накопление газа)
А: верхнее сопло
В: скользящая сопловая пластина
С: нижнее сопло
D: длинное сопло
Е: длинная пробка
F: погружное сопло
G: материал огнеупорной футеровки.

| название | год | авторы | номер документа |
|---|---|---|---|
| ОГНЕУПОРНЫЙ МАТЕРИАЛ И РАЗЛИВОЧНЫЙ СТАКАН | 2014 |
|
RU2637196C2 |
| СТАЛЕПЛАВИЛЬНЫЙ ВЫСОКОМАГНЕЗИАЛЬНЫЙ ФЛЮС И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2524878C2 |
| КОМПОЗИЦИЯ КЕРАМИЧЕСКОГО ВОЛОКНА, РАСТВОРИМАЯ В СОЛИ | 2010 |
|
RU2521205C2 |
| СОСТАВ КОНДИЦИОНИРУЮЩЕЙ ДОБАВКИ ДЛЯ ШЛАКА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ ПРИ ПОЛУЧЕНИИ СТАЛИ | 2005 |
|
RU2404264C2 |
| МИНЕРАЛЬНАЯ ВАТА, ИЗОЛЯЦИОННЫЙ ПРОДУКТ И СПОСОБ ПОЛУЧЕНИЯ | 2006 |
|
RU2396223C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2016 |
|
RU2645170C1 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ОКСИКАРБИДА АЛЮМИНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2509753C2 |
| ПЛАЗМЕННОЕ НАПЫЛЕНИЕ | 2003 |
|
RU2332522C2 |
| ПЛАВЛЕНОЛИТОЙ ХРОМСОДЕРЖАЩИЙ ОГНЕУПОРНЫЙ МАТЕРИАЛ | 2012 |
|
RU2495000C2 |
| ОГНЕУПОРНЫЙ ПРОДУКТ С ВЫСОКИМ СОДЕРЖАНИЕМ ДИОКСИДА ЦИРКОНИЯ | 2009 |
|
RU2499784C2 |
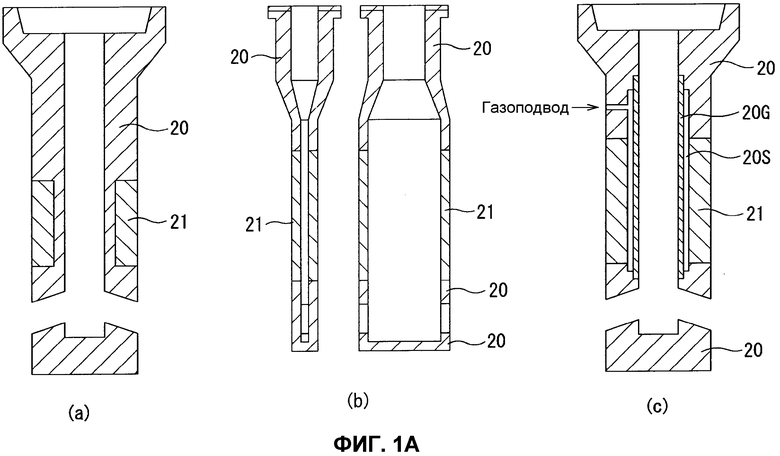
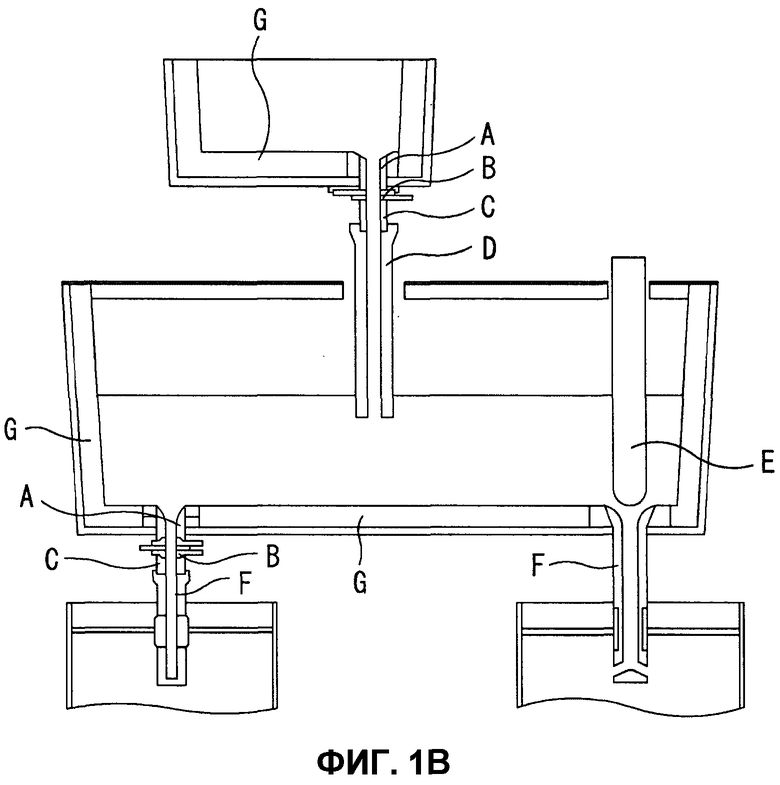
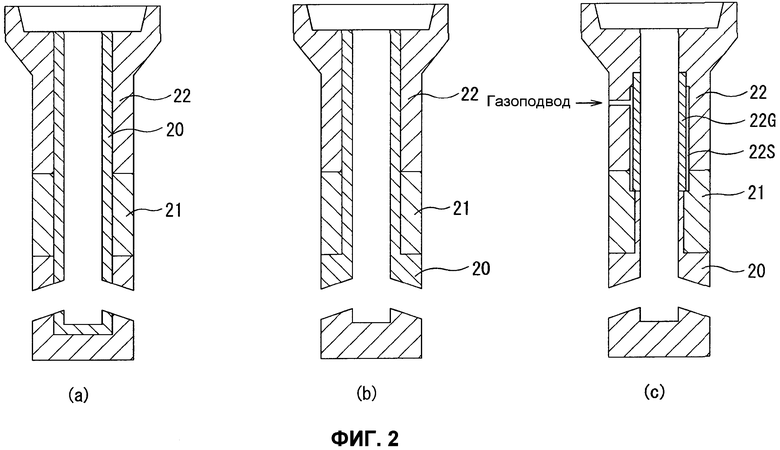
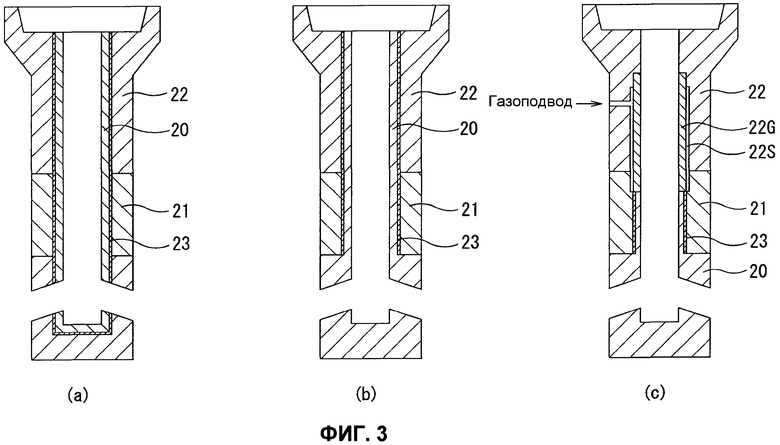
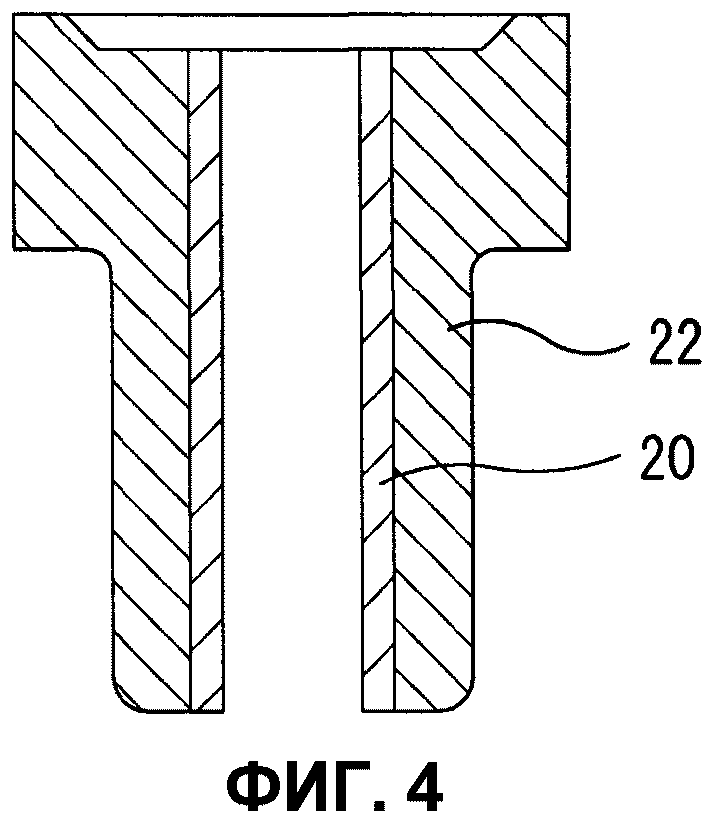
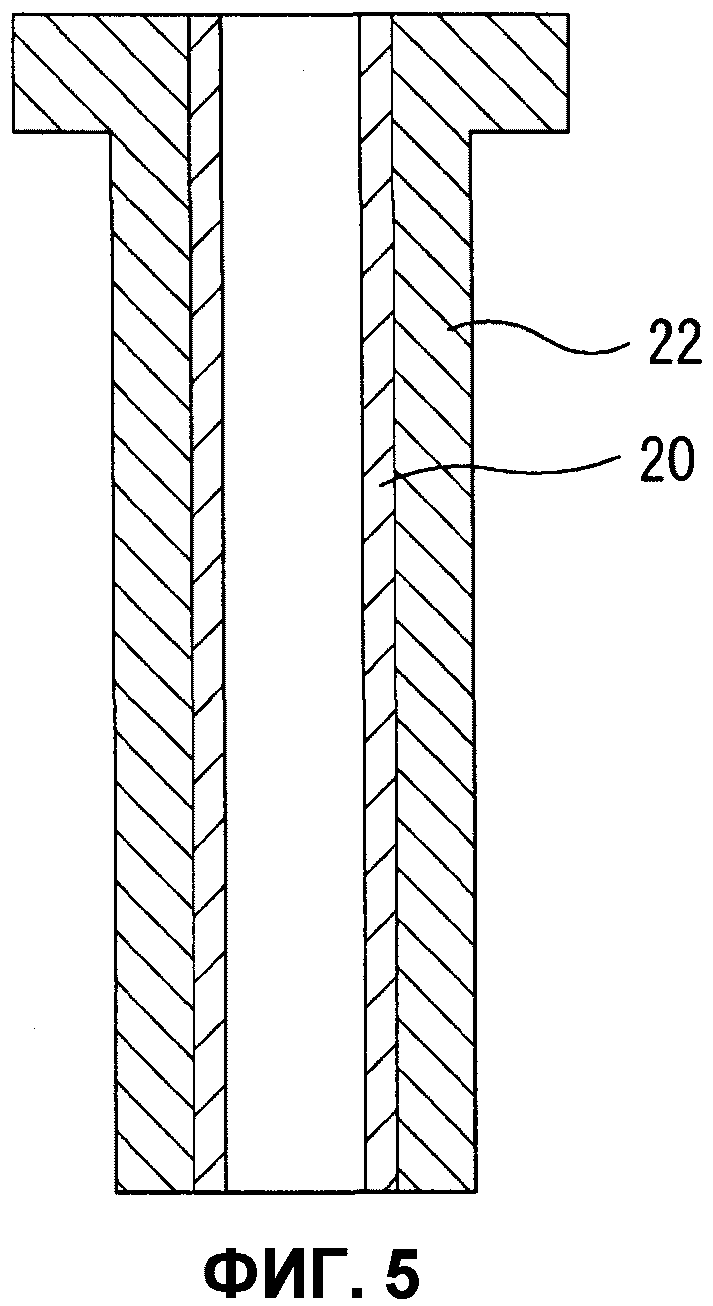
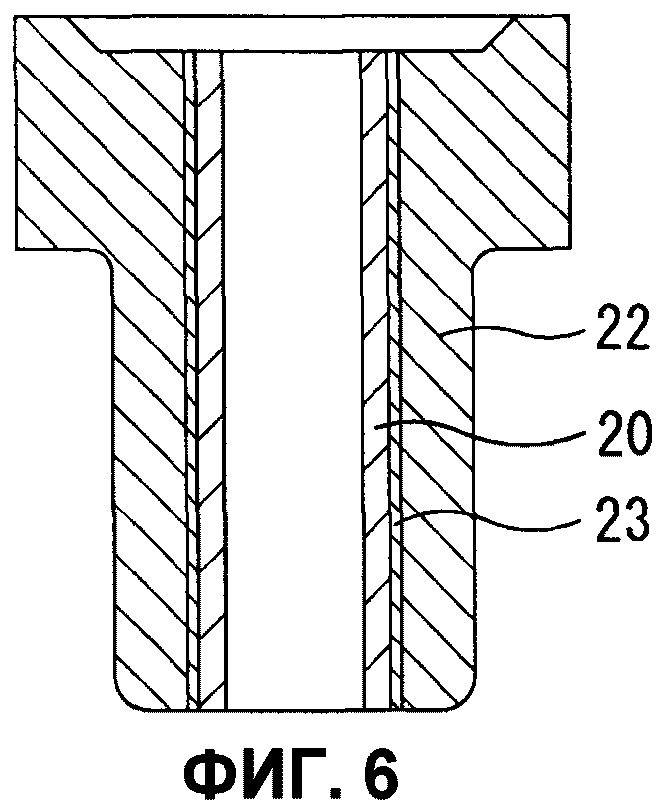
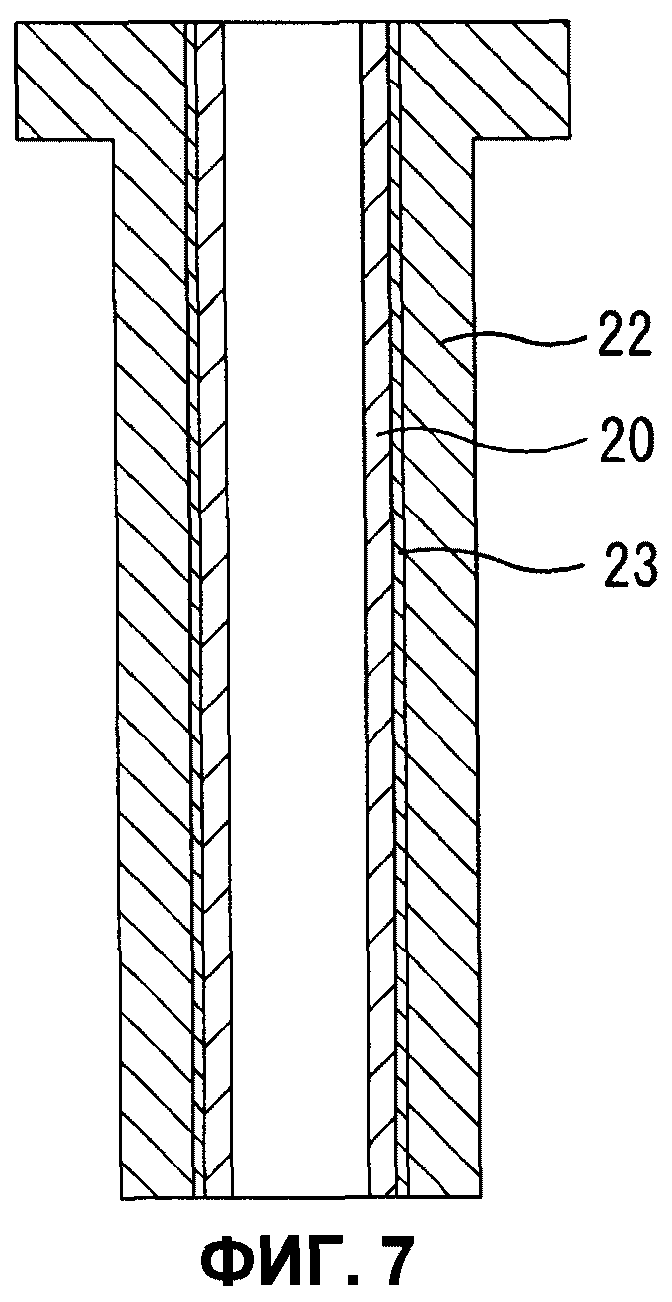
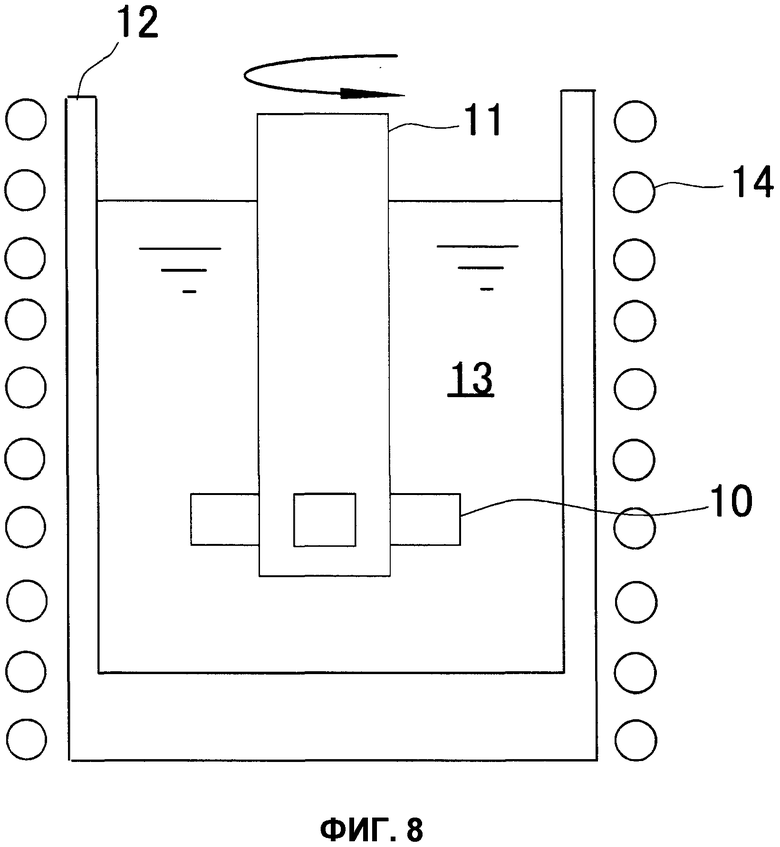
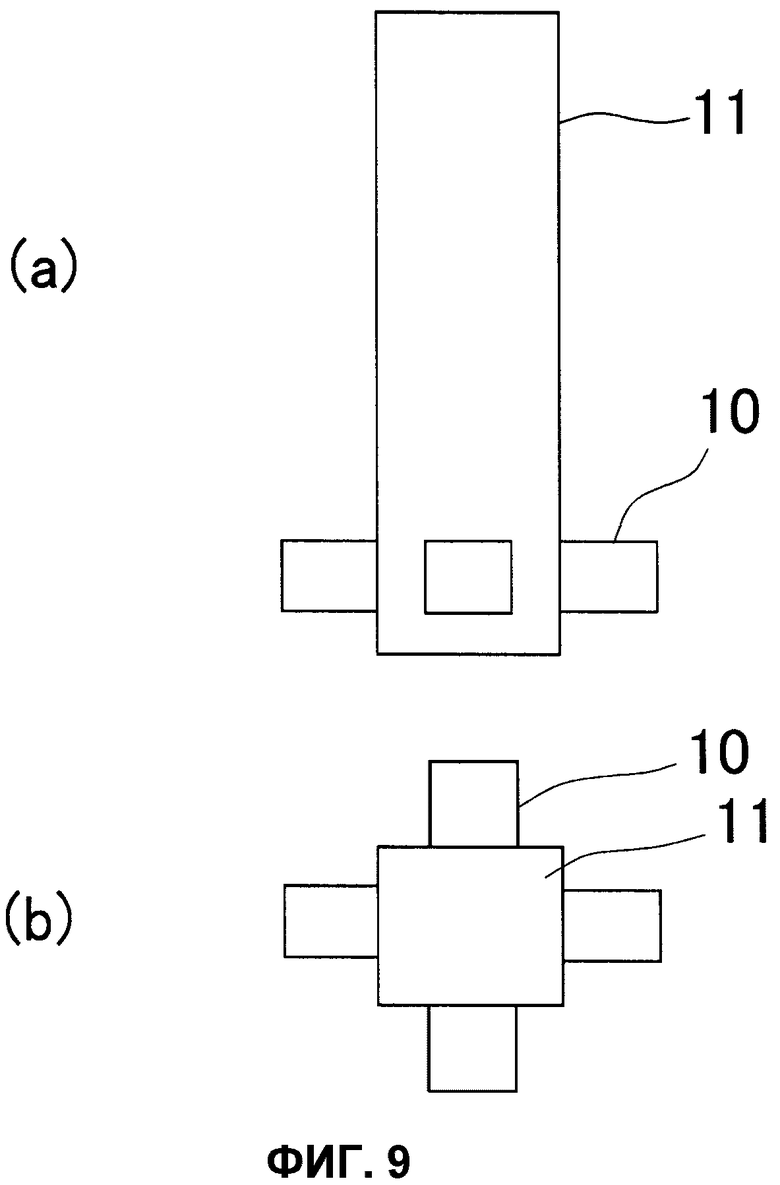
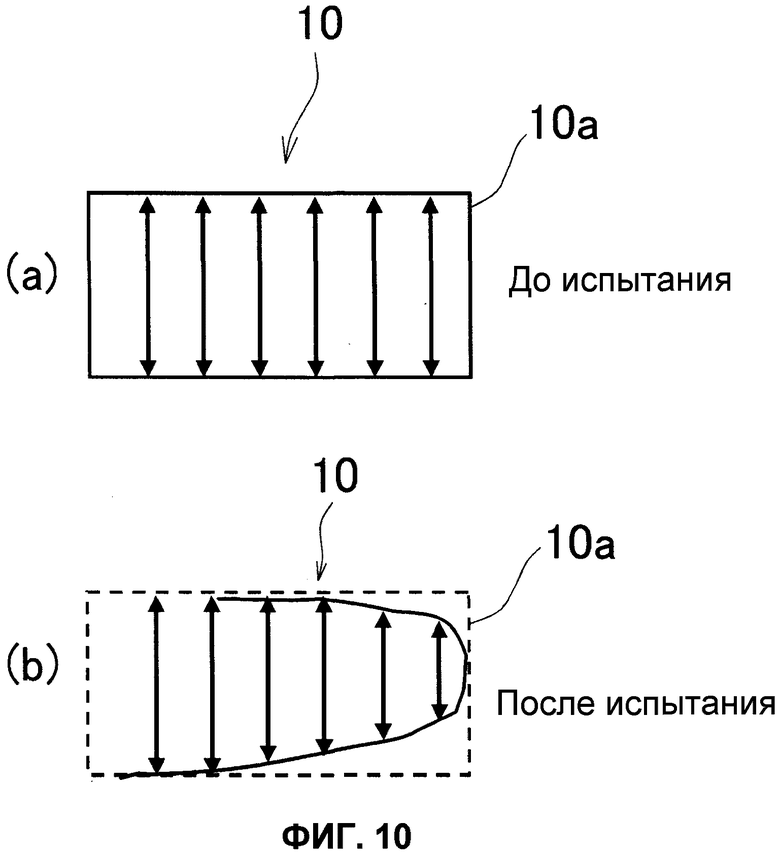
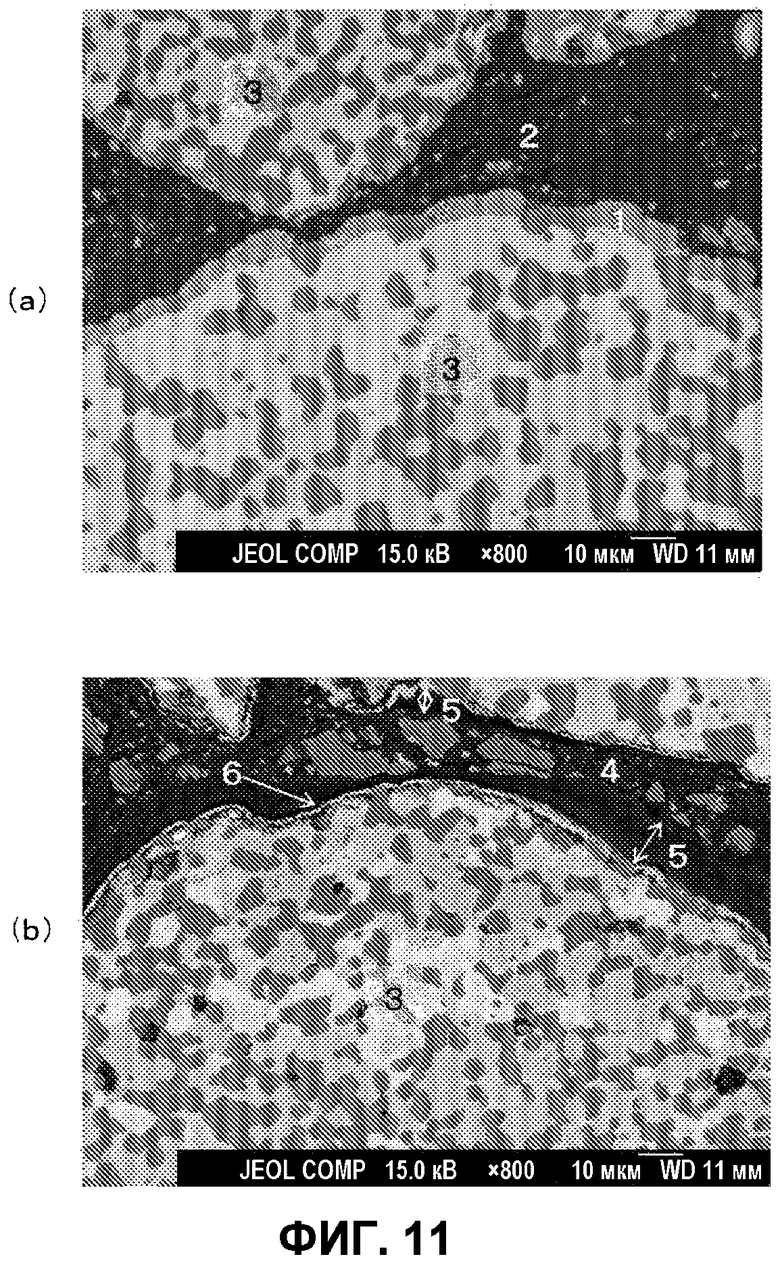
Настоящим изобретением обеспечивается огнеупорный продукт, содержащий огнеупорные частицы СаО и огнеупорные частицы MgO, который может быть использован при изготовлении литьевого сопла для непрерывного литья расплавленной стали. Данный огнеупорный продукт содержит, исходя из химического состава, измеренного после того, как он подвергся нагреванию в неокислительной атмосфере при 1000°С, основу СаО и MgO с массовым отношением СаО/MgO в диапазоне от 0,1 до 1,5, один или несколько оксидов металлов, подобранных из группы, состоящей из В2О3, TiO2, V2O5, P2O5 и SiO2, в общем количестве от 0,1 до 5,0 мас.%, и свободный углерод в количестве от 2 до 35 мас.%. На каждой СаО поверхности огнеупорных частиц имеется неорганическая пленка толщиной от 0,1 до 25 мкм, содержащая СаО и один или несколько указанных оксидов металлов. Настоящее изобретение направлено на предотвращение гидратации компонента СаО огнеупорного материала на стадии производства, во время хранения и на стадии литья в течение длительного времени, а также на снижение адгезии алюминия к огнеупору в процессе литья. 5 н. и 5 з.п. ф-лы, 7 табл., 7 пр., 21 ил.
1. Огнеупорный продукт, содержащий огнеупорные частицы, содержащие компонент СаО, и огнеупорные частицы, содержащие компонент MgO, при этом данный огнеупорный продукт содержит, исходя из химического состава, измеренного после того, как он подвергся нагреванию в неокислительной атмосфере при 1000°С, один или несколько оксидов металлов, выбранных из группы, состоящей из B2O3, TiO2, V2O5, P2O5 и SiO2, в общем количестве от 0,1 до 5,0 мас.% и свободный углерод в количестве от 2 до 35 мас.%, а оставшееся количество образовано СаО и MgO, массовое отношение которых (СаО/MgO) лежит в диапазоне от 0,1 до 1,5, при этом наблюдение под микроскопом при комнатной температуре образца огнеупорного продукта, подвергшегося нагреванию в неокислительной атмосфере при 1000°С, показывает наличие неорганической пленки, содержащей СаО и один или несколько оксидов металлов, выбранных из группы, состоящей из B2O3, TiO2, V2O5, P2O5 и SiO2, по меньшей мере, на каждой СаО поверхности огнеупорных частиц, содержащих компонент СаО, толщиной от 0,1 до 25 мкм.
2. Огнеупорный продукт по п. 1, который содержит карбонат кальция (CaCO3) в количестве от 0,1 до менее 2,5 мас.% в состоянии, когда огнеупорный продукт не подвергался тепловой обработке при температуре, равной или большей, чем температура разложения СаСО3.
3. Огнеупорный продукт по п. 1 или 2, при этом, с точки зрения микроскопического исследования, наблюдение под микроскопом при комнатной температуре образца огнеупорного продукта, подвергшегося нагреванию в неокислительной атмосфере при 1000°С, показывает, что общая толщина полого пространства, расположенного на противоположных сторонах имеющей максимальный размер одной из множества огнеупорных частиц, каждая из которых содержит один любой или оба компонента: СаО и MgO, и на границе раздела между огнеупорной частицей максимального размера и углеродсодержащей матрицей, составляет от 0,1 до 3,0% размера огнеупорной частицы, имеющей максимальный размер.
4. Огнеупорный продукт по п. 1 или 2, который дополнительно содержит один или несколько компонентов, выбранных из группы, состоящей из SiC, Si3N4, ZrO2 и металлического Si, при этом, при допущении, что соответствующее содержание SiC, Si3N4, ZrO2 и металлического Si определяется с точки зрения химического состава, измеренного после того, как огнеупорный продукт подвергся нагреванию в неокислительной атмосфере при 1000°С:
в случае выбора SiC и/или Si3N4, один или оба этих компонента содержатся в количестве 20 мас.% или менее, индивидуально или вместе;
в случае выбора ZrO2, он содержится в количестве 5 мас.% или менее; и
в случае выбора металлического Si, он содержится в количестве 2 мас.% или менее.
5. Огнеупорный продукт по п. 3, который дополнительно содержит один или несколько компонентов, выбранных из группы, состоящей из SiC, Si3N4, ZrO2 и металлического Si, при этом, при допущении, что соответствующее содержание SiC, Si3N4, ZrO2 и металлического Si определяется с точки зрения химического состава, измеренного после того, как огнеупорный продукт подвергся нагреванию в неокислительной атмосфере при 1000°С:
в случае выбора SiC и/или Si3N4, один или оба этих компонента содержатся в количестве 20 мас.% или менее, индивидуально или вместе;
в случае выбора ZrO2, он содержится в количестве 5 мас.% или менее; и
в случае выбора металлического Si, он содержится в количестве 2 мас.% или менее.
6. Литьевое сопло, включающее огнеупорный продукт по любому из пп. 1-5, при этом данный огнеупорный продукт расположен так, что образует часть или весь участок, который будет контактировать с расплавленной сталью, в форме одного слоя толщиной, располагающейся в диапазоне от поверхности контакта с расплавленной сталью до задней поверхности, ей противоположной.
7. Литьевое сопло с многослойной структурой, включающей:
первый огнеупорный слой, расположенный так, что он образует часть или всю поверхность, которая будет контактировать с расплавленной сталью, при этом первый огнеупорный слой образован из огнеупорного продукта по любому из пп. 1-5; и
второй огнеупорный слой, расположенный со стороны задней поверхности первого огнеупорного слоя, при этом второй огнеупорный слой имеет состав, отличный от состава первого огнеупорного слоя,
при этом первый и второй огнеупорные слои соединены так, что находятся в непосредственном контакте друг с другом.
8. Литьевое сопло с многослойной структурой, включающей:
первый огнеупорный слой, расположенный так, что он образует часть или всю поверхность, которая будет контактировать с расплавленной сталью, при этом первый огнеупорный слой образован из огнеупорного продукта по любому из пп. 1-5;
второй огнеупорный слой, расположенный со стороны задней поверхности первого огнеупорного слоя, при этом второй огнеупорный слой имеет состав, отличный от состава первого огнеупорного слоя; и
листовой третий слой, расположенный между первым огнеупорным слоем и вторым огнеупорным слоем, при этом третий слой содержит углерод в количестве 90 мас.% или более и имеет толщину от 0,1 до 3 мм,
при этом первый огнеупорный слой и второй огнеупорный слой соединены в единую структуру без возможности контакта друг с другом.
9. Литьевое сопло с многослойной структурой, включающей:
первый огнеупорный слой, расположенный так, что он образует часть или всю поверхность, которая будет контактировать с расплавленной сталью, при этом первый огнеупорный слой образован из огнеупорного продукта по любому из пп. 1-5; и
второй огнеупорный слой, расположенный со стороны задней поверхности первого огнеупорного слоя, при этом второй огнеупорный слой имеет состав, отличный от состава первого огнеупорного слоя,
при этом первый огнеупорный слой и второй огнеупорный слой связаны друг с другом цементным раствором, имеющим состав, исключающий стекание из-за плавления при температуре расплавленной стали, тем самым, первый огнеупорный слой и второй огнеупорный слой не имеют возможности контакта друг с другом.
10. Литьевое сопло по любому из пп. 6-9, которое включает слой, образованный из газонагнетательного огнеупорного элемента и расположенный в части внутреннего проходного отверстия.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| УГЛЕРОДСОДЕРЖАЩИЙ ОГНЕУПОР | 1997 |
|
RU2108311C1 |
| US 5885520 A, 23.03.1999 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |

